
���ڰ���������ˮ������ϸ�����ܿ���
������1, 2����1��Է����1����־��3
(1. �й���ѧԺ �����Զ����о��������� ������110016��
2. �й���ѧԺ �о���Ժ��������110039��
3. �����ع���������˾ ˮ���豸�ֹ�˾������ ������110141)
ժ Ҫ��
���������߲����������ô�ͳ���Ʒ������Ƶ����⣬���ר��֪ʶ�Ͳ������飬������ڰ�������������ˮ������ϸ�������Ż����Ʒ�����������ĥ��ѡ�ۻ�ת�١�ͨ��������ĥѹ�����źţ����ð������������Զ�����ѡ�ۻ�ת�٣��Ӷ�ʹˮ������ϸ����������Ҫ�������Ż�������ijˮ�೧Ӧ�ý�����������ڰ������������������Ż������봫ͳ���Ʒ�����ȣ�����ϸ�Ⱥϸ��������11%��
�ؼ��ʣ�
ϸ���������������������ܿ�����ѡ�ۻ�ת����
��ͼ����ţ�TP273+.5 ���ױ�־�룺A ���±�ţ�1672-7207(2011)S1-0918-06
Intelligent control based on case-based reasoning for fineness of raw
NING Yan-yan1, 2, WANG Zhuo1, YUAN Ming-zhe 1, LI Zhi-hui 3
(1. Shenyang Institute of Automation, Chinese Academy of Sciences, Shenyang 110016, China;
2. Graduate School, Chinese Academy of Sciences, Beijing 110039, China;
3. Northern Heavy Industries Group Co., Ltd, Shenyang 110141, China)
Abstract: Fineness of raw material is a key parameter in raw grinding process. It is difficult to measure the fineness online, and unable to achieve ideal effect by adopting traditional control method. To solve these problems, combining the expert knowledge and operation experience, an intelligent optimization and control method based on case reasoning was designed. This method adjusted the separator speed automatically by using case reasoning method according to process parameters, such as ventilation and grinding pressure. Application in a cement plant shows that the intelligent optimization and control method based on case reasoning can increase product quality by 11% compared with traditional manual method.
Key words: fineness; case-based reasoning technology; intelligent control; separator speed
���Ϸ�ĥ�����ɷ�ˮ�������е���Ҫ���ڣ���ĥ���ھ��з�ĥЧ�ʸߡ��ܺĵ͡��������ǿ���ŵ㣬�õ�Խ��Խ�㷺��Ӧ�á������Ϸ�ĥ���̾��з����ԡ����ͺ���Ե��ص�[1-3]�����Խ���ȷ����ѧģ�����������������̡��ر�������ϸ�������߲�����������ͨ��������ĥѹ����ѡ�ۻ�ת�ٵȶ��ֱ����Ķ�̬���Ե�Ӱ�죬���ô�ͳ�Ŀ��Ʒ���[4-7]���ﵽ����Ŀ���Ч������ʵ�������У�����Ա���ù̶���ĥѹ����ƾ�����ֶ��趨ѡ�ۻ�ת�ٵķ�������������ϸ�ȡ������������Ժͷ�ĥ�������������仯������Ա�������ڲ���ʱ������������ϸ�Ⱥϸ���ƫ�ͣ�������������ָ���Ҫ��
������������(case-based reasoning)�ǽ������˹������о������е�һ����Ҫ��������һ������������������ù�ȥ�ɹ��İ������������������������⣬���ṩ��һ�ֽ�������˼άģ�͵Ĺ���ר��ϵͳ���·�������һ�ֺ���������ģʽ������������������һ������ʵ�����˹����ܣ��ƹ��ˡ�֪ʶ��ȡ����һ���⣬ͬʱ֪ʶά����Ϊ���ף��˷��˻��ڹ��������������һЩȱ�㡣�������������������֪ʶ���Ի�ȡ�������˷ḻ�����ĸ��������е�Ӧ�õõ����ƹ㡣�������������ĥ��ĥϵͳ����ϸ�ȿ��ƴ��ڵ����⣬����ģ������༯�ɣ���ϳ�����ƺ����ܿ��Ʒ�����������ɻ��ڰ������������������Ż��趨��ͻ�·���Ʋ�����ṹ��ɵ�����ϸ�������Ż�����ϵͳ��������ĥ��ĥѹ����ϵͳͨ�������źţ����ð������������Զ�����ѡ�ۻ�ת�ٵ�Ԥ�趨ֵ���Ӷ�ͨ������ѡ�ۻ�ת������������ϸ�ȣ���������ָ�ꡣ
1 ˮ�����Ϸ�ĥϵͳ
ʯ��ʯ�����ۡ�ɰ�Һ�ճ��������վ���Ϻ���Ƥ�����ͻ�����ĥ�ڷ�ĥ�����������ϱ�ĥ���ȷ紵�𣬴�������ĥ���ϼ�����ĥ�����ܱ��绷�ȷ紵����ش�������������ų�ĥ�⣬��������������ѡ�ۻ���ѡ�������ƷҪ��Ŀ����������ų�ĥ�����ɷ������ռ�Ϊ��Ʒ�����ϸ�Ŀ�������ĥ�̣��ٴη�ĥ��ֱ���ϸ���ĥˮ�����Ϸ�ĥ����������ͼ1��ʾ��
2 ����ϸ�����ܿ��Ʒ���
ˮ������ϸ�������Ż�����ϵͳ�������Ż��趨��ͻ�·���Ʋ���ɡ�������ƽṹ��ͼ2��ʾ��
�����Ż��趨�����Ҫ������Ϊ��·���Ʋ��ṩ��·�趨ֵ���ɻ��ڰ�������������Ԥ�趨ģ��ͻ���ר�ҹ���ķ�������ģ����ɣ���·�趨ֵ��Ԥ�趨ֵ�ͷ�������ֵ���Ӷ��ɡ���·�趨�����Ҫ�����Ǹ����趨������Ļ�·�趨ֵ������������ѡ�ۻ�ת�ٵ�ʵ��ֵ���趨ֵ֮���ƫ����ñ�Ƶ���١�
2.1 �����Ż��趨�㷨
2.1.1 ���ڰ�������������Ԥ�趨ģ��
(1) ������ʾ�Ͱ�����Ĺ��졣����ϸ����ѡ�ۻ�ת�١�ϵͳ������ĥ�ڸ��ɡ���ĥѹ�������ص�Ӱ�졣�������ϸ�ȵķ�����3�֣�һ��������ĥѹ�����������ѡ�ۻ�ת�٣�3�ǽ���ϵͳͨ�����������������У�ͨ������ѡ�ۻ�ת�ٵķ���������ϸ�ȣ�ת�����ʱ���ϱ�ϸ��ת�ټ���ʱ���ϱ�֡�������ϸ�ȹ��֣���ͨ������ѡ�ۻ�ת�١�����ϵͳͨ�������Ӵ���ĥѹ���ȷ�������[6]����ϲ������飬ѡ�����ѡ�ۻ�ת�ٵķ�������������ϸ�ȡ���ˣ�����������һ��������ϵ��ʾѡ�ۻ�ת��Ԥ�趨ֵ������ϸ��Ŀ��ֵ����ĥѹ����ϵͳͨ�����Լ�ԭ����ĥ��֮��Ĺ�ϵ��
![]() (1)
(1)
���У�![]() ����ѡ�ۻ�ת��Ԥ�趨ֵ��G*��������ϸ��Ŀ��ֵ��y(t)����ѡ�ۻ�ת��ʵ�ʻ�·���ֵ��y*(t-1)����ǰһ��ѡ�ۻ��趨ֵ��B1����ϵͳͨ������B2������ĥѹ����B3����ԭ����ĥ�ԡ�
����ѡ�ۻ�ת��Ԥ�趨ֵ��G*��������ϸ��Ŀ��ֵ��y(t)����ѡ�ۻ�ת��ʵ�ʻ�·���ֵ��y*(t-1)����ǰһ��ѡ�ۻ��趨ֵ��B1����ϵͳͨ������B2������ĥѹ����B3����ԭ����ĥ�ԡ�
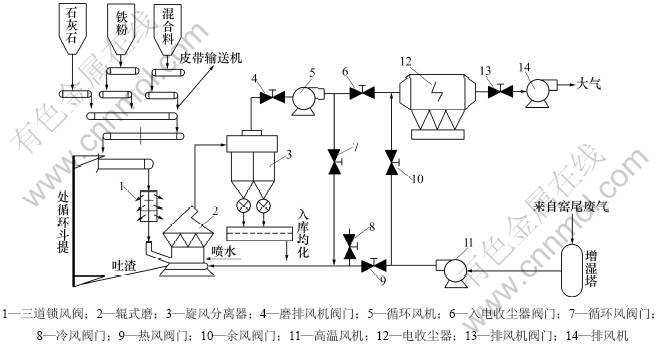
ͼ1 ˮ�����Ϸ�ĥ���չ���
Fig.1 Grinding process of raw of cement
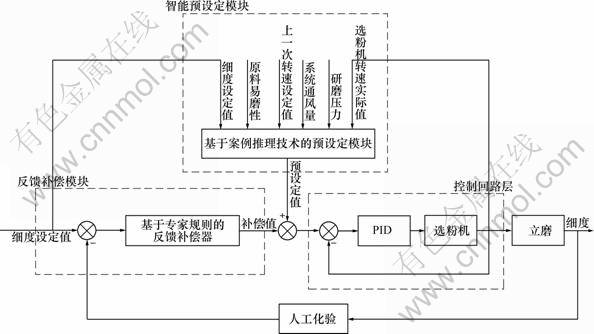
ͼ2 ���ܿ��ƽṹ
Fig.2 Structure of intelligent control
һ��������һ�����͵İ�����Ҫ���������֣��������������������������������Ϸ�ĥ���������趨ֵ���ϱ仯��ʱ�����Զ��趨ֵҲ�в�ͬ�ο���ֵ��ʱ��Խ���Ŀ�����ϢԽ�вο���ֵ������ʽ(1)�������ṹ���1��ʾ��
��1 ��·Ԥ�趨ģ�͵İ����ṹ
Table 1 Case structure of loop pre-established model
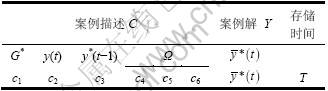
��������C��G*��y(t)��y*(t-1)������ɣ����Ա�ʾΪ��
C��{ci} (i=1, ��, 6) (2)
���У�ciΪ��������������c1��ʾ����ϸ�ȵ�Ŀ��ֵ��c2��ʾ���ƻ�·ѡ�ۻ�ת�ٵ�ʵ�����ֵ(y(t))��c3��ʾ��һʱ�̿��ƻ�·ѡ�ۻ�ת�ٵ��趨ֵ(y*(t-1))��c4��c5��c6�ֱ��Ӧ�߽�����B1��B2��B3��c6Ϊö���ͱ������ֱ�ȡֵ1��2��3����ʾ������ĥ�Եĺá��С���������Ϊ��ֵ�ͱ�����������![]() ��ʾѡ�ۻ�ת�ٿ��ƻ�·��Ԥ�趨ֵ�����ڱ߽�������=[657 361, 6.2, 2]������ϸ������ֵG*=19%��ѡ�ۻ�ת��ʵ��ֵy(t)=327��y*(t-1)=335�Ĺ��������£��ð��������������ɱ�ʾΪC={19%, 327 r/min, 335 r/min��657 361 m3/h, 6.2 MPa, 2}��������Ϊ��
��ʾѡ�ۻ�ת�ٿ��ƻ�·��Ԥ�趨ֵ�����ڱ߽�������=[657 361, 6.2, 2]������ϸ������ֵG*=19%��ѡ�ۻ�ת��ʵ��ֵy(t)=327��y*(t-1)=335�Ĺ��������£��ð��������������ɱ�ʾΪC={19%, 327 r/min, 335 r/min��657 361 m3/h, 6.2 MPa, 2}��������Ϊ��![]() =331 r/min���Ӷ�����������������������ʹ洢ʱ��T�ľ����ֵ��ͬ�����һ�����尸����
=331 r/min���Ӷ�����������������������ʹ洢ʱ��T�ľ����ֵ��ͬ�����һ�����尸����
��ϵͳ�а����⽫����֯������ṹ������ԭ����ĥ�Էֺá��С���3�����ͣ���ˣ���1�㰴��ԭ����ĥ�Խ�����ĥ�Ժá��С����3���ڵ㣻��2���ǵ��Ͱ����㣬Ϊ�����������µĻ�·�趨������ɷ�ĥ�������кͲ��������ܽὨ���ġ������������νṹ��ͼ3��ʾ��
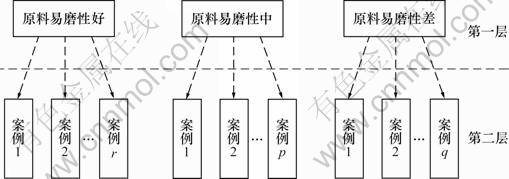
ͼ3 �������νṹͼ
Fig.3 Hierarchical structure of putted forward
(2) ���ڲ�μ����İ����������������漰���İ�������������6�������ȫ��������Ҫ��ʱ��̫����Ϊ�˱���������������ڼ���ʱ�Ȱ���μ�����ÿһ�㹹��һ����С���Ӱ����⡣����ʱ�����ҵ���Ӧ���Ӱ����⣬�ٽ��н�һ���ļ�����
���ⰸ���ڰ������м����������¡�
��1�������ȸ��������ⰸ����ԭ����ĥ���ڵ�һ��ڵ��ϲ�����Ӧ�ڵ��Ӧ���Ӱ�����Li�������ⰸ��M��ԭ����ĥ��(c6=2)���ҵ�ԭ����ĥ��Ϊ���С����Ӱ�����L2�������н�һ��������
��2�����ò���Ŀ�����ڵ�2����Ͱ��������ҳ�L2�������ⰸ�������Ƶĵ��Ͱ����ڵ㡣�����2���Ӧ������L2�Ľ���Ϲ���K�����Ͱ��������ý��ڷ������ⰸ������Ӧ�Ӱ�����L2�е�K������������бȽ�(�Ƚ�5����������)�������K���������ƶȡ����谸�����еĵ��Ͱ���Mk����������Ϊ![]() �����ⰸ��M��Mk�����ƶ�SIM(M, Mk)�������£�
�����ⰸ��M��Mk�����ƶ�SIM(M, Mk)�������£�
 (k=1, 2, ��, 5) (3)
(k=1, 2, ��, 5) (3)
���У��ر�ʾ��������Ȩֵ����ר�Ҹ�����ȡ{0.3, 0.1, 0.1, 0.15, 0.15, 0.3}��sim(ci, ci,k)Ϊ���ⰸ���͵�k��������i��������������ci��ci,k֮�������������ƶȣ��������£�
![]() (i=1, 2, ��, 5) (4)
(i=1, 2, ��, 5) (4)
���У�max{ci}-min{ci}Ϊ������������ci������������Χ��
�������ⰸ�����2��ڵ������е��Ͱ��������ƶȣ����ռ��������ⰸ������ʷ�����������ƶȴ������ƶ���ֵSIMv���������ư�������Щ������ɰ�������Lj���������ƶ���ֵSIMv�Ǿ�������ʵ���ר��ȷ���ġ�
��������2��ԭ��ȷ�����ռ������İ�����
a. ��������ƶȴ��ڻ����SIMvʱ��ȡ���ƶȴ���SIMv�İ���Ϊ�������İ�����
b. ��������ƶ�С��SIMv�����������ƶ�����һ������Mm��������ʹ�á�
(3) �����滻���İ������á����������ν��������Ž��밸�����ýΡ��������ý��Ǹ��ݶ��°�����������������������ɼ�������ƥ�䰸���Ľ�������õ��°����Ľ�������Ĺ��̡����ڱ�����Ե�����������������ͣ����ⰸ������ʷ����������ͬ�İ�����ʾ�ṹ����ͬ�İ����������ԣ���ˣ��������ýβ����滻����
��������ƶȴ��ڻ����SIMvʱ���������ƶȴﵽ��ֵSIMv�����а�����SIM(M, Mk)�Ͱ������еĶ�Ӧ������![]() ��������ʽ�ó���ǰ����M�µİ����⣺
��������ʽ�ó���ǰ����M�µİ����⣺
 (5)
(5)
���У�RΪ��������Lj�еİ�����Ŀ����������������ʷ���������ⰸ�������ƶ���Ϊ��Ȩֵ�����н��ư���������ͣ��Լ�����������е�������õ���ֵ��
������ⰸ�����������֮��������ƶȵ�����ֵSIMv�������а�����������Ч�ο�����ʱ����ʱ���û���ר�ҹ���ķ��������ƶ����İ����������������������������ư���Mm����������ΪCm={cm,i}��
����������
 (6)
(6)
���У�![]() Ϊ����Mm�Ľ⣻b1i��b2i��d1��d2����ר�Ҿ���ȷ����
Ϊ����Mm�Ľ⣻b1i��b2i��d1��d2����ר�Ҿ���ȷ����
�����������÷��������˵��������д�����Ч�ο������Ͳ�������Ч�ο�����2������µİ������ð취���õ��˻�·Ԥ�趨ֵ��
2.1.2 ����ר�ҹ���ķ�������ģ��
��·Ԥ�趨ģ���������ϸ�ȵ�Ŀ��ֵ�ͱ߽������ȣ�Ӧ�ð���������������ѡ�ۻ�ת�ٿ��ƻ�·��Ԥ�趨ֵ����������ģ��������Dz���ר�ҹ���ķ�������ϸ��ʵ�ʻ���ֵ��Ŀ��ֵ֮���ƫ����������Ĺ������2��ʾ��
��2 ������������
Table 2 Rules of feedback compensation
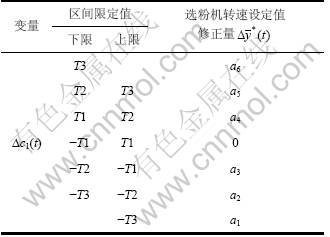
��2�У�?c1(t)Ϊ����ϸ��Ŀ��ֵ�뻯��õ�������ϸ��֮���ƫ�T1��T2��T3Ϊƫ���ޣ�ai (i=1, 2, ��, 6)Ϊѡ�ۻ�ת�ٵ�����ֵ�����Ǿ���ר�Ҿ����������ˣ�ѡ�ۻ�ת�ٿ��ƻ�·���趨ֵ��
![]() (7)
(7)
2.2 ���ƻ�·�㷨
����ϸ�������Ż�����ϵͳ�����������Ż��趨��ͻ�·���Ʋ�������ƽṹ����·�趨�����ѡ�ۻ�ת�ٿ��ƻ�·���趨ֵ����·���Ʋ����PID���Ʒ���ʹѡ�ۻ�ת�ٸ����趨ֵ������PID³���ԽϺõij�������ѡ�ۻ�ת�ٵĿ��Ʋ��ñ�Ƶ���١����ٽ�����ȷ�[8]����PI�����ã�Kp=1.05��Ti=0.13��
3 Ӧ��Ч��
�����ֶ����ƺͻ��ڰ������������������Ż����Ʒ����ֱ����ĥˮ������ϸ�ȿ��ƣ���������ͼ4��ʾ��
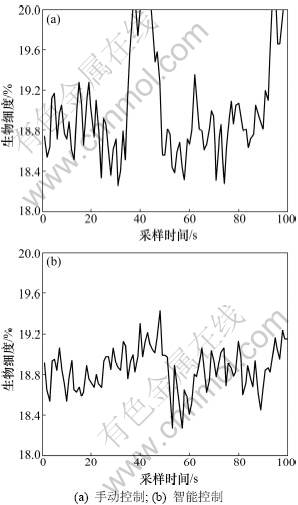
ͼ4 ���ֿ��Ʒ���Ӧ��Ч��
Fig.4 Application effect of two control methods
ͳ�Ʋ����ֶ����Ʒ���ʱ������ϸ�Ⱥϸ���Ϊ78%�����������Ż����Ʒ���ʱ����ϸ�Ⱥϸ��ʴﵽ89%���ɴ˿ɼ������ڰ�����������������ϸ�����ܿ��Ʒ������������˲���Ա���Ͷ�ǿ�ȣ���������˲�Ʒ�ϸ��ʡ�
4 ����
(1) ����ˮ������ϸ���������߲��������Խ�����ȷ��ѧģ����һ���⣬���ǵ����̱������ͺ��ԡ������Ե��ص㣬�����ܿ����볣��������ϣ�����˻��ڰ������������������Ż����Ʒ������Ϻõؽ��������ϸ�ȵ��Ż��������⡣
(2) ���ݷ�ĥ�����ı仯������ϸ��ָ���Ҫ���Զ�����ѡ�ۻ�ת�ٿ��ƻ�·���趨ֵ���ܽϺõ���Ӧ�����ı仯����Ҫ�������ھ�ȷ�趨���Ʋ�������߿��ƾ��ȣ�ͬʱ���˷��˱��ض����ͺ��Ժͷ����Ե��ص㡣
(3) ϵͳ������ֳ�Ӧ�ñ������ÿ��Ʒ�����������Ч����߲�Ʒ�ϸ��ʣ�����һ���̶���������������Զ���ˮƽ��
�ο����ף�
[1] �ﳣ��. ��ʽ��ĥ��ԭ��ĥϵͳ���յĿ���[J]. ɢװˮ��, 2007(2): 57-59.
SUN Chang-bao. Raw mill process control system of vertical roller mill [J]. Bulk Cement, 2007(2): 57-59.
[2] ���ɻ�. LM��ĥ���ȶ����кͲ�������[J]. ������ˮ�ർ��, 2005(1): 34-35.
ZHANG Song-hu. Stable operation and parameter control of vertical roller mill [J]. Cement Guide for New Epoch, 2005(1): 34-35.
[3] �ڼӱ�. MPS3150��ʽĥ����������ϵͳ�Ż�[J]. �Ĵ�ˮ��, 2003(4): 25-27.
YU Jia-bin. Production control and system optimization for vertical roller mill [J]. Sichuan Cement, 2003(4): 25-27.
[4] ������, ���³�, ���²�, ��. ģ�����Ƽ�������ʽĥϵͳ�����е��о���Ӧ��[J]. ��������������, 2006, 27(16): 2961-2963.
LI Qing-liang, ZHANG Xin-cheng, QI Xin-bo, et al. Study and application of fuzzy control technique for roller mill system [J]. Computer Engineering and Design, 2006, 27(16): 2961-2963.
[5] ������, �����, ����ǿ. ɽ��ˮ�೧�Ĺ��̻�·�����㷨����Ӧ��[J]. ˮ�༼��, 1995(5): 20-24.
WANG Guo-zhen, ZHAO Yan-bin, HU Rong-qiang. PID algorithm and its application of process circuit control in Shanxi cement plant [J]. Cement Technology, 1995(5): 20-24.
[6] �ڽ���, ����κ, ��־��. Fuzzy-PID���Ͽ�����ĥ������ϵ�Ӧ���о�[J]. ����ұ��, 2008, 37(2): 33-34.
YU Jiang-hai, HUANG Song-wei, LIU Zhi-hong. Application study on fuzzy-PID compound control in grinding process [J]. Yunnan Metallurgy, 2008, 37(2): 33-34.
[7] �Ը�, ����. 2000t/d�ɷ�ˮ����������ĥϵͳ�ļ��������[J]. ˮ��, 1999(4): 33-35.
ZHAO Gang, WANG Wen. Computer control for vertical roller mill in 2000t/d dry-process cement production line [J]. Cement, 1999(4): 33-35.
[8] ��־��. PID����������������MATLAB/Simulink����[J]. �Ƽ�����, 2010(18): 95-111.
SUN Zhi-fu. MATLAB/Simulink simulation of PID controller parameters tuning [J]. Basic Science, 2010(18): 95-111.
(�༭ ����Ⱥ)
�ո����ڣ�2011-04-15�������ڣ�2011-06-15
������Ŀ�������пƼ�������Ŀ(F10-015-2-00)
ͨ�����ߣ�������(1986-)��Ů��ɽ��̩���ˣ�˶ʿ�о��������¹�ҵ���������Ż�������о����绰: 13889373195; E-mail: yyning@sia.cn
ժҪ�����ˮ������ϸ���������߲����������ô�ͳ���Ʒ������Ƶ����⣬���ר��֪ʶ�Ͳ������飬������ڰ�������������ˮ������ϸ�������Ż����Ʒ�����������ĥ��ѡ�ۻ�ת�١�ͨ��������ĥѹ�����źţ����ð������������Զ�����ѡ�ۻ�ת�٣��Ӷ�ʹˮ������ϸ����������Ҫ�������Ż�������ijˮ�೧Ӧ�ý�����������ڰ������������������Ż������봫ͳ���Ʒ�����ȣ�����ϸ�Ⱥϸ��������11%��
