
���ػ������������GM(1,1)�Ľ�ģ
����1, 2��Ҷ�Ļ�1�����1�����Բ�1��������1
(1. �Ͼ����պ����ѧ ����ѧԺ������ �Ͼ���210016��
2. �Ͼ�����ѧԺ ��е����ѧԺ������ �Ͼ���211167)
ժ Ҫ��
�ļӹ����ȣ���������������ӹ�������Ӱ�죬�������������ɫGM(1,1)����Ԥ��ģ�ͽ����о����������ɫGM(1,1)����Ԥ��ģ����ֱ�����������ʱ������ֵ���е����н�ģ��������ģ�Ͳ�����������ʽ�����ݲ�������������ݣ������ģ�������õ�����ʽ����ʱ����ģ�Ͳ�������ij������ʽ�ӹ�����Ϊ�о�����������ı������ɫGM(1,1)ģ�ͽ���Ӧ����֤�����봫ͳ��GM(1,1)ģ�ͺ��³´�лGM(1,1)ģ�ͽ��жԱ��о����Աȷ����Ľ���������������ɫGM(1,1)ģ�ͺܺõؽ���˴�ͳ��GM(1,1)ģ������Ԥ����������ݺͷ����Ա仯���Ƶ����⣬�ұ��³´�лGM(1,1)ģ�ͽ�ģ������С�����ʱ��̡��������ɫGM(1,1)ģ�͵�Ԥ��ֵ��ʵ�����Աȱ�������ģ��Ԥ�⾫�ȸߡ�ͨ���Ժã������ڻ�������ģԤ�⣬����������ļӹ����ȡ�
�ؼ��ʣ�
��ͼ����ţ�TH161 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0165-07
Thermal error modeling of numerical control machine based on grey GM(1,1) model with variable parameters
ZHANG Ting1, 2, YE Wen-hua1, LIANG Rui-jun1, SHAN Yi-cai1, LIU Shi-hao1
(1. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics��
Nanjing 210016, China;
2. School of Mechanical Engineering, Nanjing Institute of Technology, Nanjing 211167, China)
Abstract: To improve processing precision of numerical machine tool and reduce the influence of thermal error on part quality, research on an on-line grey GM(1,1) prediction model with variable parameters was carried out. The variable parameters modeling method set up single sequence model on the basis of thermal error time sequence, and provided parameter iterative formula which constantly modified model parameters in accordance with continuous input data. A precise horizontal machining centre was used as a research platform to testify the variable parameters GM(1,1) model. Then, a comparison was made of three models as conventional GM(1,1), metabolic GM(1,1) and variable parameters GM(1,1). Comparative analysis shows that the variable parameters model solves the problem that conventional GM(1,1) has difficulty in predicting mass data and forecasting nonlinear variation trend. Furthermore, the new model has less computation and shorter computing time than metabolic GM(1,1). Comparison between predicted value and experiment value indicates that the variable parameters model has high predict accuracy and good popularity. Thus, the proposed model is quite fit for thermal error prediction so as to improve machine tool processing precision.
Key words: numerical control machine; thermal error; variable parameter; modeling
���ž��ܡ������ܼӹ�������������Ҫ�����ߣ�����ģ��Ϊ�������ĺ��ļ������ܵ��˹���������о�ѧ�ߵĸ߶ȹ�ע��Ŀǰ������ģ������Ҫ��Ϊ���߽�ģ�����߽�ģ2�֡����У����߽�ģ�����Ȳɼ������ݽ����̶�ģ�ͽ����������������漾�ڵı仯������Ч�ؽ��������Ԥ�⡣���߽�ģ���ǻ����Ķ�̬���ԣ�������Ӧ��ǿ��ͨ���Ժõ��ص㣬����������Ϊ����ģ�����о�����������Mou��[1]����˻�����������������Ӧģ�͡�ͨ���ڼӹ���϶���Բ����������γߴ磬������ͨ����Ϲ������˶�ѧ�;�̬�ع����������Ϣ���Ա�����ģ��ϵ����Wang[2]����ڼӹ�������ֱ�Ӳɼ����ݣ���ʱ����������Ư�ƺ��¶ȼ��GM(1, m)ģ�ͣ�����ʵ����ڵIJɼ����ݼ����ɫ���ģ�Ͳ�����Yang��[3-4]�������ϵͳ��ʶ�����е�����������(OE)ģ�����������������������ģ�ͣ�����ϵͳ�����������ᴫ���������������������������;����ȱ�������ģ�ͱ�ARģ���и��õı�ʶ����������2005�꣬���ڿ������˲��������ƣ�ͨ���ӹ���϶�ļ����Ϣ�������˵ݹ�ģ������Ӧ�� ��[5]�������[6]����õ�����С���˷�ȡ����ͳ����С���˷���ʵ����ģ�͵�����ʵʱ��������ΰ���[7-8]�Ľ���Suykens�ȵ���С����֧������������������˻���������С����֧���������������ع齨ģ�����Ͷ�̬����Ӧ��Ȩ��С����֧�ֽ�ģ�����ź�� ��[9]�����RBF�������߽�ģ�������ľ���[10]�����˹���˿�ܵ������״����ָ�����������ͻس������ֵ�ϴ��ô����������������Իع�������(NARX_NN)�������������������Իع黬��ƽ��������(NARMAX_NN) 2��ģ�Ͷ�HUST-FS-001���ٽ���ϵͳʵ��̨��ά�����ȶ�̬���Խ����˽�ģ��Ŀǰ������ģ�ʹ���ǻ����ȹؼ�����¶����ݶ������ģ����¶Ȳ���λ�����Ծ�ȷ��Ҫ��ϸߣ���ȷ���¶Ȳ��λ����Ŀǰ������������о��ѵ�֮һ�������¶�Ӱ��������Ϣ���ӡ����Ծ�ȷȷ���¶Ȳ��Ļ��������ϵͳ���ɿ���ͨ���������ؽ������ģ�͡�Li��[11]����˻�������ת�ٵ��Իع�ģ�ͣ�����������ϵͳ�������������Ǧ���ݸ˵������������GM(1,1)ģ��ʵ�������ĵ����н�ģ������������Ϣģ�ͺ��³´�лģ�ͽ��������� ģ[12-14]��ͨ��Ԥ�����ݷ����Աȣ�ָ���³´�лģ��������֮������ģ�͡��������߽�����ɫ�����ڴ�����ȷ���ԡ�ƶ��Ϣϵͳ�Ķ�������[15-16]�����һ�ֱ������ɫGM(1,1)�����Ԥ��ģ�͡���ģ���ܼ�ʱ������������ݴ������������ʽ��������������µ�GM(1,1)Ԥ��ģ�͡�ͬ�³´�лģ��GM(1,1)��ȣ������GM(1,1)ģ�ͽ�ģ�����١�������С����ģ���ȸߡ��������GM(1,1)�����������ģ����ͨ��ʵʱ�任����ֵ��������Ԥ�⣬ʵ������������߽�ģ�����һ���³��ԣ�������Ҫ�������������Ӧ�ü�ֵ��
1 �������ɫGM(1,1)ģ��
1.1 �������ɫGM(1,1)��ģ����
1.1.1 ��ģ�����Է���
���ڸ�������������У��ܷ����߾��ȵĻ�ɫ����ģ�ͣ�������н�ģ�����Է�����һ����˵���������������еļ���![]() �Ĵ�С�������������жϡ�
�Ĵ�С�������������жϡ�
��Ԥ������ij������������ݹ��ɵ�ϵͳ������������Ϊ��![]() ��
��![]()
![]() ������
������![]() �������£�
�������£�
![]() (1)
(1)
��![]() ʱ������
ʱ������![]() ����GM(1,1)��ģ���Ƽ��ȵĸ���
����GM(1,1)��ģ���Ƽ��ȵĸ���![]() Ϊ����
Ϊ����![]() �Ŀ��ݸ��ǡ�
�Ŀ��ݸ��ǡ�
��![]() ����������
����������![]() Ҫ��ʱ���ɽ���������������еı任��������������ƽ�Ʊ任�������任�ͷ����任�����ݱ任������Ŀ����ʹ��������������м������ڿ��ݸ���֮�ڣ��Ӷ���֤��ģ���������С�
Ҫ��ʱ���ɽ���������������еı任��������������ƽ�Ʊ任�������任�ͷ����任�����ݱ任������Ŀ����ʹ��������������м������ڿ��ݸ���֮�ڣ��Ӷ���֤��ģ���������С�
1.1.2 ��ģ�������ɼ��任
���ǵ���ɫϵͳģ�Ͷ��������й⻬�Ե�Ҫ�������![]() ���о�һ���ۼ����ɴ���������
���о�һ���ۼ����ɴ���������![]()
![]() ������
������![]()
![]()
(k=1, 2, ��, n)�����ۼ����ɺ������![]() ��ԭʼ����
��ԭʼ����![]() �Ĺ⻬�Ժã��Ҳ�������������г�Ϊ���е������ɵ������У�����������ֵ���е�����ԣ������ڻ�ɫ���۽�ģ��
�Ĺ⻬�Ժã��Ҳ�������������г�Ϊ���е������ɵ������У�����������ֵ���е�����ԣ������ڻ�ɫ���۽�ģ��
��һ���ۼ�����![]() ��ֵ���ɣ������У�
��ֵ���ɣ������У�![]()
![]() ������
������![]()
![]() (k=2, 3, ��, n)��
(k=2, 3, ��, n)��
1.1.3 �������ɫGM(1,1)��ģ
��һ���ۼӺ�������![]() ���н����������ɫ�ַ��̣�
���н����������ɫ�ַ��̣�
![]() (2)
(2)
���ݻ�ɫϵͳ���۹۵㣬�������̵İ���ʽΪ��
![]() (m=2, 3, ��, n) (3)
(m=2, 3, ��, n) (3)
����![]() ��С��ԭ����ɵñ�ʶ����a(m)��b(m)��������ʽ��
��С��ԭ����ɵñ�ʶ����a(m)��b(m)��������ʽ��
![]()
![]() (4)
(4)
![]()
![]() (5)
(5)
����m=2, 3, ��, n��
����ַ���ʽ(2)���ɵõ�![]() ��Ԥ�ʽ��
��Ԥ�ʽ��
![]() (6)
(6)
��a(m)��Сʱ�����ý���Ԥ�ʽ��
![]() (7)
(7)
�����ۼ��������е������ص㣬һ������� a(1)��0�ҽ�С����ѡȡ![]() ����
����![]() ��
��
��Ԥ������![]() ��һ���ۼ����ɻ�ԭ�õ������Ԥ������
��һ���ۼ����ɻ�ԭ�õ������Ԥ������
![]() ��m=1, 2, ��, n (8)
��m=1, 2, ��, n (8)
1.2 �������ɫGM(1,1)ģ���ص�
(1) ��ͳGM(1,1)ģ�Ͳ�������![]() ��Сԭ������̶�ֵ��
��Сԭ������̶�ֵ��
���������ɫGM(1,1)ģ����![]() ��С������������������ʶ���̲��ϸ������ݣ�������һ�μ���������Ļ��ᣬ����˽�ģ���ȡ�
��С������������������ʶ���̲��ϸ������ݣ�������һ�μ���������Ļ��ᣬ����˽�ģ���ȡ�
(2) ����a(m)��b(m)��a(m-1)��b(m-1)������Ϣx(m)ȷ����Ԥ��ģ�;߱�����������Ϣ���Ե������ܡ�
(3) ��ʽ(6)�ɼ���![]() ����ǰһ��Ԥ��ֵ
����ǰһ��Ԥ��ֵ![]() ���(����������ʷ��Ϣ)��Ҳ������
���(����������ʷ��Ϣ)��Ҳ������![]() ����(����ɫGM(1,1)ģ�͵���Ҫ����)�������ϵ��GM(1,1)ģ���ۺ����Իع�ģ��AR(1)��GM(1,1)ģ�͵����ʡ�
����(����ɫGM(1,1)ģ�͵���Ҫ����)�������ϵ��GM(1,1)ģ���ۺ����Իع�ģ��AR(1)��GM(1,1)ģ�͵����ʡ�
2 �����ģ�͵�ʵ������
���پ�����ʽ�ӹ����ĵ��������Ӱ������ӹ����ȵ���Ҫ���Դ����Ʒ�������Ҫ����������������������������ص㡣Ϊ��֤�����GM(1,1)ģ�͵�ʵ���ԣ����ȶ�ij������ʽ�ӹ����Ľ��������������ɼ�ʵ�飬���ݲɼ����ݷ�����Ҫ�������Ž���������Ե����������ǵ�����ʵ�����������м��ķ����ԣ�������һ������Ҫ���£�ʵ�����ø߾���λ�ƴ���������������X��Y��Z 3��������������������ֱ�Ӳ��������ȱ���������ѣ�ʵ����ò���װ���������ϵľ��ܵ��������������������ȱ��Ρ���3��λ�ƴ�������װ�ڹ���̨�������ֱ������X��Y���Z����ȱ��������䲼����ͼ1��ʾ��ʵ������������߷���ĽǶ�ƫ����������Ϊ�ع������߷�����ƫ��һ�¡�ʵ����������ת��Ϊ12 000 r/min�������ٶ�Ϊ3 000 mm/min����������Ϊ5 min������������ͼ2��ʾ���ɼ�X��Y��������С����Ϊ10 ��m���£�Z�����ݽϴﵽ30 ��m���ϣ����ڲ�Ʒ����Ҫ��ߵIJ�Ʒ�����������������
��ʵ����Ƶ���������������������ϵͳ�����ӣ���������������ʵ�顣����ʵ������ת�ٺͽ����ٶ�����ͬ���ɼ�ʵ����ͬ������������Ϻ�ʱ���ÿ����Ʒ������ߴ磬ȷ�������������ñ����ģ��Ԥ����һ����Ʒ���������ֵ��ʵʱ��������������������������ͼ3��ʾ(ͼ��LΪ�����������ߴ�)��������������Ч��������������������������8 ��m֮�ڡ�
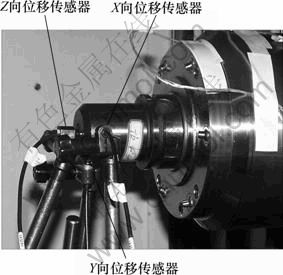
ͼ1 λ�ƴ���������ͼ
Fig.1 Diagram of displacement sensors distribution
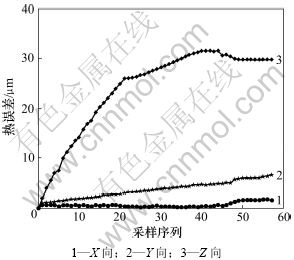
ͼ2 �����ɼ�����
Fig.2 Thermal error data curves
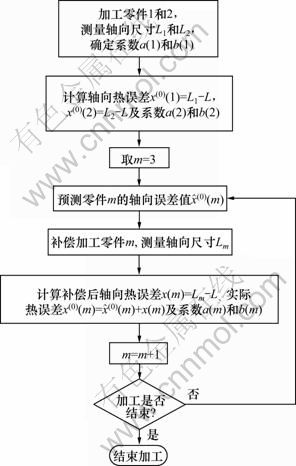
ͼ3 ����ʵ���������
Fig.3 Computation procedures of compensation experiment
3 �����GM(1,1)��ģ������֤
3.1 �����GM(1,1)��ģ���ȷ���
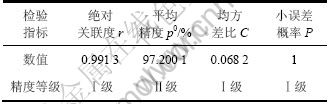
�����ģ���������������ֱ�ӽ�ģ��ͨ��ǰ2�����ļ�ʱ���£�ʵʱԤ��������״�������ڲ���ʵ���к�ֻ�ܼ��������������������ʵ��ӳ�����Ļ���������������ѡȡ��������ʱ�����������湤��ʵ�����������б����GM(1,1)��ģ��������ǰ2��Z�����Ϊ�������б����GM(1,1)��ģ���ɼ�����ݷ�����֪��Z����������м��Ȳ��ڿ��ݸ���֮�ڣ�����ƽ�Ʊ任�ķ�����������������������Ȼ��ģ��ͼ4��ʾΪ������ʽ�ӹ����ĵ�Z�������ʵ�����ߺͽ�ģԤ�����߱Ƚ�ͼ���ɼ���2�����߷dz��ӽ����в�ֵ��С��ͼ5��ʾΪģ��Ԥ��в�ֵ����ͼ5�ɿ������۲в�ֵ��������-2~2 ��m֮�䡣��1��ʾΪģ�;�����֤���ݡ��ӱ�1��֪��4�ּ���ָ�ꡪ�����Թ�����r��ƽ������p0���������C��С������P�����ݷֱ����� r��0.90��p0��95%��C��0.35��P��0.95������3��ָ��ﵽ��һ����Ϊ������ֵ�����ӽ������������Ԥ��ģ�;��Ƚϸߣ��ʺ�����ģԤ�⡣
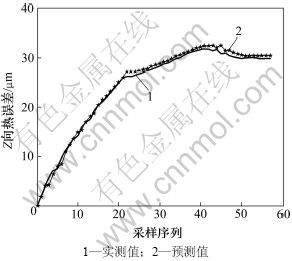
ͼ4 Ԥ��������ʵ�����߱Ƚ�
Fig.4 Comparison between predicted curve and measured cure
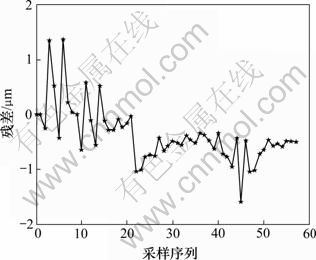
ͼ5 ģ��Ԥ��в�ֵ
Fig.5 Residual error of predicted model
��1 ģ�;��ȼ�����
Table 1 Accuracy results of predicted model
3.2 �����GM(1,1)ģ��������GM(1,1)ģ��Ԥ�����Ƚ�
Ϊ��һ����֤�������ɫGM(1,1)ģ��Ԥ��ľ�ȷ�Ժ�³���ԣ�������������ģ�������Խ�ԣ����Ľ����봫ͳGM(1,1)��ģ������[14]�о�����ߵ��³´�лģ��Ԥ�������бȽϡ����ǵ�ģ�Ͷ�������ɢ�⻬�Ե�Ҫ����ȡZ�������ij�ε����仯ʱ�̵����ɸ��⻬���ݵ㣬��Z�������ʱ������1~22�㣬����ǰ10���㽨����ͳGM(1,1)ģ�ͺ��³´�лGM(1,1)ģ��Ԥ���12�㡣���У��³´�лģ���������յ���������ݣ����ϸ��½�ģ�����10�����ݵ㣬��Ԥ���һ���������⣬���ñ����GM(1,1)ģ������ǰ��������Ԥ���һ�㣬�����Ͻ�ģ���½�ģ����ʵʱԤ�⣬ȡ��12�������ֵͬǰ����ģ�ͽ��бȽϷ�����
3��ģ�ͶԺ�12�����ݵ�Ԥ����ͬʵ�����߱Ƚ���ͼ6��ʾ����ͼ6�ɼ�����ͳGM(1,1)ģ�����߳����ԣ�������������ϣ����ڷ����Ե����������Ԥ�⣬��ͳGM(1,1)��Ȼ��������Ԥ�⾫��Ҫ�������GM(1,1)ģ�ͺ��³´�лGM(1,1)ģ�������������������������仯�������ٷ����Ե������仯�����ھ߱����ݸ����������ɸ����µ����������ֵ��������ϵ���������GM(1,1)ģ�ͺ��³´�лGM(1,1)ģ��Ԥ�⾫����Ȼ���ڴ�ͳGM(1,1)ģ�ͣ�ǰ�߾����Ը��ں��ߡ��Ƚϱ����ģ�ͺ��³´�лģ�Ϳ�֪�����ڱ����ģ�ͽ�ģֻ�漰ǰ�������ݵ㣬�佨ģ���㹤�������³´�лģ�ʹ�Ϊ���١���������Եõ�����ߡ�����Ҫ���ǣ������ģ��ֻ���������ݼ���ʵ�ֽ�ģ�����³´�лģ�ͽ�ģ����������С�������ڳ�ʼ��ģ���������ٵij��ϡ�
ͼ7��ʾΪ3��ģ��Ԥ��в����ߡ���ͼ7�ɼ�������Ԥ����ֵ������࣬��ͳGM(1,1)����Ԥ����������ݵ�������Զ�������в����ֵ����Ԥ�����������Խ��Խ�������ģ��ͬ�³´�лģ��һ����Ԥ��в��������������С��������
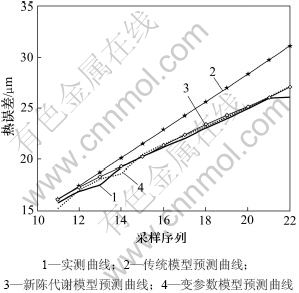
ͼ6 ʵ��������3��Ԥ�����߱Ƚ�
Fig.6 Comparison between measured curve and three predicted curves
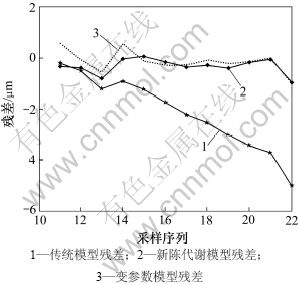
ͼ7 3��ģ�Ͳв�����
Fig.7 Residual error curves of three models
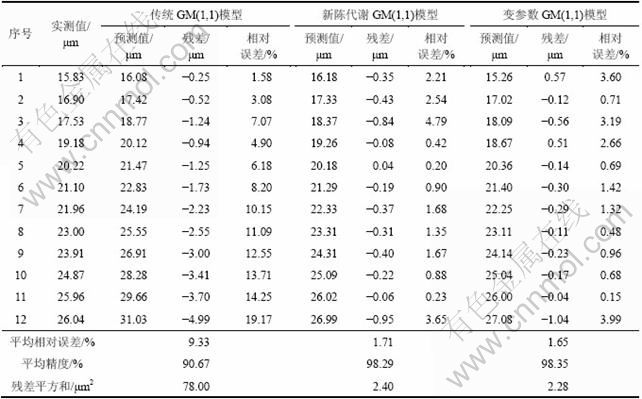
3��ģ�����ͳ�����ݼ���2���ɱ�2�ɼ�����ͳGM(1,1)ģ�Ͳв���-0.499~-0.25 ��m�����ڱ仯���³´�лGM(1,1)ģ�͵�Ԥ�����ֵΪ0.04 ��m����СֵΪ-0.95 ��m�������ģ��Ԥ��ֵ��-1.04~0.57 ��m֮�䲨������ƽ�����ȺͲв�ƽ����2��ָ�������������ģ�ͺ��³´�лģ�͵ļ���ֵ�ӽ���ǰ�߱Ⱥ��߾����Ըߡ��в�ƽ������С�����߾����ڴ�ͳ�����GM(1,1)ģ�͵�Ԥ������
��2 3��ģ��Ԥ����
Table 2 Predicted results of three models
4 ����
(1) �������ɫGM(1,1)��ģ�����ڵ����н�ģ�����Իع���ʽ�����Ѳɼ����������������Ԥ�������ķ�չ����ֱ�Ӵӵ�ǰʱ�����������ֵԤ����һʱ�������ֵ���ý�ģ�����ɸ����Ѽӹ���Ʒ�ijߴ���Ϣ��ֱ��Ԥ����һ����Ʒ�����������������Ӧ���������н�ǿ�Ĺ���Ӧ�ü�ֵ��
(2) �������ɫGM(1,1)ģ�Ϳ˷���GM(1,1)ģ��ֻ�������ڵ������Ա仯���ɵ����еľ����ԣ������GM(1, 1)ģ�Ͳ���Ԥ����������������ݵ����⡣��ģ�;߱����³´�лGM(1, 1)ģ�����������ݵ�����������ģ�������������³´�лģ���٣�������Ҳ��С�������������³Ǵ�лģ�ͣ������ڻ��������ǵ����ڶ���չ���߳���Ԥ�⡣
(3) �������ɫGM(1,1)ģ�Ϳɲ��ϸ����������������������ģ�ͱ�����ʹ��ģ���߶�̬���ԣ�����ֻ�漰����������������С������ʱ��̣���ȫ�ܹ�ʵ�����߽�ģ����ij������ʽ�ӹ����������ʵ���о�֤���������GM(1,1)��ģ�����ܸ���ʵ�ʼӹ�״���Զ�����ģ�ͣ�ģ��Ԥ�⾫�ȸߡ���Ӧ��ǿ���÷������ھ������ػ�������ģ������Ҫ���������塣
�����
[1] Mou J, Donmez M A, Cetinkunt S. An adaptive error correction method using feature-based analysis techniques for machine performance improvement. Part 1: Theory derivation[J]. Journal of Engineering for Industry, 1995, 117(2): 584-590.
[2] WANG Yi-ding, ZHANG Guo-xiong, Moon K S, et al. Compensation for the thermal error of a multi-axis machining center[J]. Journal of Materials Processing Technology, 1998, 75(1/2/3): 45-53.
[3] YANG Hong, NI Jun. Dynamic modeling for machine tool thermal error compensation[J]. Journal of Manufacturing Science and Engineering-transactions of the ASME, 2003, 125(2): 245-254.
[4] YANG Hong. Dynamic modeling for machine tool thermal error compensation[D]. Michigan: The University of Michigan. College of Engineering, 2002: 50-76.
[5] YANG Hong, NI Jun. Adaptive model estimation of machine-tool thermal errors based on recursive dynamic modeling strategy[J]. International Journal of Machine Tool & Manufacture, 2005, 45(1): 1-11.
[6] ���, ����ǿ, ������, ��. ���ػ���������ģ���������������о�[J]. ��е����ѧ��, 2003, 39(3): 81-84.
YANG Jian-guo, REN Yong-qiang, ZHU Wei-bing, et al. Research on on-line modeling method of thermal error compensation model for CNC machines[J]. Chinese Journal of Mechanical Engineering, 2003, 39(3): 81-84.
[7] ��ΰ��, ������, ������, ��. ������С����֧�������������ػ��������Ԥ��[J]. �㽭��ѧѧ��: ��ѧ��, 2008, 42(6): 905-908.
LIN Wei-qing, FU Jian-zhong, XU Ya-zhou, et al. Thermal error prediction of numerical control machine tools based on least squares support vector machines[J]. Journal of Zhejiang University: Engineering Science, 2008, 42(6): 905-908.
[8] ��ΰ��, ������, ���ӳ�, ��. ���ػ��������Ķ�̬����Ӧ��Ȩ��С����֧��ʸ������ģ����[J]. ��е����ѧ��, 2009, 45(3): 178-182.
LIN Wei-qing, FU Jian-zhong, CHEN Zi-chen, et al. Modeling of NC machine tool thermal error based on adaptive best-fitting WLS-SVM[J]. Journal of Mechanical Engineering, 2009, 45(3): 178-182.
[9] �ź��, ���. RBF�������߽�ģ�����������ʵʱ���������е�Ӧ��[J]. �Ϻ���ͨ��ѧѧ��, 2009, 43(5): 870-810.
ZHANG Hong-tao, YANG Jian-guo. Application of online modeling method based on RBF network in real-time thermal error compensation[J]. Journal of Shanghai Jiaotong University, 2009, 43(5): 870-810.
[10] �ľ���. �ȵ���ЧӦ�����ػ�������ϵͳ�ȶ�̬���Ե��о�[D]. �人: ���пƼ���ѧ��е��ѧ�빤��ѧԺ, 2008: 94-106.
XIA Jun-yong. Research on thermal elasticity effect and thermal dynamics characteristics of NC machine tool feed system[D]. Wuhan: Huazhong University of Science & Technology. College of Mechanical Science and Engineering, 2008: 94-106.
[11] LI Shu-he, ZHANG Yi-qun, ZHANG Guo-xiong. A study of pre-compensation for thermal errors of NC machine tools[J]. International Journal of Machine Tools and Manufacture, 1997, 37(12): 1715-1719.
[12] LI Yong-xiang, YANG Jian-guo, LI Yu-yao, et al. Study on the application of combining prediction model to thermal error modeling on NC machine tools[J]. Key Engineering Materials, 2007, 329: 779-784.
[13] ������, ���, ��ǰ��, ��. ���ػ��������Ļ��Ԥ��ģ�ͼ�Ӧ��[J]. �Ϻ���ͨ��ѧѧ��, 2006, 40(12): 2030-2033.
LI Yong-xiang, YANG Jian-guo, GUO Qian-jian, et al. The application of hybrid prediction model to thermal error modeling on NC machine tools[J]. Journal of Shanghai Jiaotong University, 2006, 40(12): 2030-2033.
[14] ������, ���. ��ɫϵͳģ���ڻ�������ģ�е�Ӧ��[J]. �й���е����, 2006, 17(23): 2439-2442.
LI Yong-xiang, YANG Jian-guo. Application of grey system model to thermal error modeling on machine tools[J]. China Mechanical Engineering, 2006, 17(23): 2439-2442.
[15] Ф��ƽ, ������, ���. �Ҽ�����������Ӧ��[M]. ����: ��ѧ������, 2005: 143-172.
XIAO Xin-ping, SONG Zhong-min, LI Feng. Foundation and application of grey technology[M]. Beijing: Science Press, 2005: 143-172.
[16] ��ϣǿ, ������. ��ɫ����Ԥ��ģ�ͼ���Ӧ��[M]. ����: �ƺӳ�����, 1996: 60-111.
LIU Xi-qiang, WANG Zhao-ming. Grey economicprediction modeling and application[M]. Jinan: Huanghe Press, 1996: 60-111.
(�༭ ����ƽ)
�ո����ڣ�2011-01-25�������ڣ�2011-03-22
������Ŀ������ʡ��ѧ��ǰհ�������о���Ŀ(BY2009102)���Ͼ����պ����ѧ��������ҵ���ר�������Ŀ(NS201030)
ͨ�����ߣ�����(1979-)��Ů�������Ͼ��ˣ���ʿ�о�������ʦ�����»������ȿ����о����������о����绰��13770963735��E-mail: ting_nj@163.com
ժҪ��Ϊ������ػ����ļӹ����ȣ���������������ӹ�������Ӱ�죬�������������ɫGM(1,1)����Ԥ��ģ�ͽ����о����������ɫGM(1,1)����Ԥ��ģ����ֱ�����������ʱ������ֵ���е����н�ģ��������ģ�Ͳ�����������ʽ�����ݲ�������������ݣ������ģ�������õ�����ʽ����ʱ����ģ�Ͳ�������ij������ʽ�ӹ�����Ϊ�о�����������ı������ɫGM(1,1)ģ�ͽ���Ӧ����֤�����봫ͳ��GM(1,1)ģ�ͺ��³´�лGM(1,1)ģ�ͽ��жԱ��о����Աȷ����Ľ���������������ɫGM(1,1)ģ�ͺܺõؽ���˴�ͳ��GM(1,1)ģ������Ԥ����������ݺͷ����Ա仯���Ƶ����⣬�ұ��³´�лGM(1,1)ģ�ͽ�ģ������С�����ʱ��̡��������ɫGM(1,1)ģ�͵�Ԥ��ֵ��ʵ�����Աȱ�������ģ��Ԥ�⾫�ȸߡ�ͨ���Ժã������ڻ�������ģԤ�⣬����������ļӹ����ȡ�
