
DOI: 10.11817/j.issn.1672-7207.2015.12.014
���뼤���и�����ı���ֲڶ�
̷������С�࣬��������־���Ĺ��ţ��������ܽ����ӣ��μ���
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
�����ı����������ò�ͬ���ղ����ķ��뼤�ⵥ���и���Ϊ100 ��m��ͭ����������������������ӹ�������ȡ�����и����ʹֲڶ�ԼΪ694 nm�ı��������������ɨ�������о�������������������뼤���и����������ЧӦ��ɨ��羵��ʾ�����п��������ʵ��õ���ɨ�����ӹ����Ż����ղ���Ϊ����ɨ��������Ϊ10 ��m���ٶ�Ϊ100 ��m/s������������Ϊ50~100 ��J�������������£���ɨ��1�εı���ֲڶȴ�220~250 nm����ɨ��3�εı���ֲڶ�С��130 nm���÷�������Ч��߷��뼤���и�����ı���������
�ؼ��ʣ�
���뼤���������и�������ֲڶ�����ɨ�蹤����
��ͼ����ţ�TN249 ���ױ�־�룺A ���±�ţ�1672-7207(2015)12-4481-07
Surface roughness of cutting metal by femtosecond laser
TAN Chao, SUN Xiaoyan, YIN Kai, LUO Zhi, XIA Guocai, DENG Wang, ZHOU Jiangxiazi, DUAN Jian
(State Key Laboratory of High Performance Complex Manufacturing,
Central South University, Changsha 410083, China)
Abstract: In order to improve the quality of metal surface cut by laser, 100 ��m thick copper foils were cut by femtosecond laser with different parameters. Processing method of weak femtosecond laser rescanning was used to repair the copper surface whose minimum roughness was about 694 nm after the first cut. The results show that there is thermal effect when the copper foils are cut by high intensity femtosecond laser. Granular oxide can be found on the surface by scanning electron microscope. The optimum rescanning parameters of the surface repairing method are as follows: the feed depth is 10 ��m, the speed is 100 ��m/s and the single pulse energy is 50-100 ��J. Under the optimum condition, the surface roughness can be improved 220-250 nm after single-pass of rescanning. And surface roughness is lower than 130 nm after three times of rescanning process. Thus it can be concluded that the rescanning processing method can improve the surface quality of metal cutting by femtosecond laser effectively.
Key words: femtosecond laser; metal cutting; surface roughness; rescanning process
����ӹ����ִ���ҵ�е�Ӧ��Խ��Խ�㷺���������ڽ����ȶ��ֲ����Ͻ��о��ܴ�ס��и�ȼӹ����ӹ���ʽ��Ҫ��Ϊ��������ɨ��ӹ�2����ʽ������������ҪӦ��ΪС�ӹ�������Ҫ�о�Ŀ����ͨ�����ڼ�������Լ�����������С����������Ⱥ�Բ�ȣ������罦��������㼰��߿ױ�����[1]��ɨ��ӹ�����ҪӦ���м����и�ӹ��ض���״�ṹ�ȣ���Ҫ�о�Ŀ���������״���Ⱥ��и�����������[2]������2�ּӹ���ʽ�У����ӹ��������������ʼ����Լ�Ÿ��ֲ�Ʒ�����ܡ�Ŀǰ����ͳ�����и�ı���ֲڶ�Ϊ3.2~6.3 ��m[3]������ЧӦ�ߣ��ӹ����׳������Ե�������ë�̺��������ȱ�ݣ��������������������ͺ��ղ����ȸ߾��ܲ�Ʒ�ļӹ��У���ͨ��������ӹ���������ͳ������������ĥ����ѧ��ʴ����ȣ������ں����ijɱ��ߣ����վ����Դ���ˣ��о���������и�����б��ӹ�������������߷����������塣���ų������弤�⼼���ķ�չ���߹��ʷ��뼤�⼼���ѽ�Ϊ���졣���뼤��Խ����ļӹ�һ����˫��ģ�ͽ�������[4]�����÷��뼤��ӹ����������ʵȲ���ʱ��ƾ���伫�̵�������Ⱥͼ��ߵķ�ֵ���ʣ��Բ��ϵ���ʴ����Ϊ���䡱�ӹ�����ˣ����뼤�⼼�������������⼼�������߱��ĸ߾��ȡ�����ֵ������ЧӦ������[5-7]�������ּӹ����ƽ�������ֵ���������ļӹ������£���ʱ�������������ϵͣ���ЧӦ����С���ӹ����Ƚϸߣ���Ч�ʽϵ�[8-10]����������������������ӹ�Ч�ʣ����ή�ͼӹ����ȣ�ʹ�ӹ������½�[11-14]��Kamlage��[15]�ýϸ��������뼤��ɨ���и�þ�������ֶ��ɨ������߱���������Ч��������ֲڶȴ�Լ7 ��m����Ϊ1~2 ��m����ԭ���Ǻ���ɨ��ļ���������þ�����洦�������ͣ���δ���и�����Ĺ��ղ����о����������߲��÷��뼤���и���Ϊ100 ��m��ͭ��������������������ļӹ�������������ɨ��ʱ���뼤��ĵ�����������ɨ���ٶȵȲ������۲ⱻ�ӹ�ͭ�����������������ֲڶȱ仯�������֮��Ķ�Ӧ��ϵ���ҳ��Ż��ļӹ����ղ�����
1 ʵ��
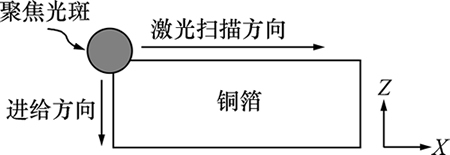
ʵ��װ����ͼ1��ʾ�����У����뼤������������������(Spectra Physics)��˾�����IJ�������ʯ������뼤��Ŵ���ϵͳ���ü���������������Ϊ4 W���������Ϊ120 fs���ظ�Ƶ��Ϊ1 kHz�����IJ���Ϊ800 nm������ӷ��뼤����������ͨ��Բ�ν����˹�Ƭ���������������ý���Ϊ50 mm�����۽������Ϊ100 ��m��ͭ���̶���X-Y-Z��ά�˶�ƽ̨�ϣ�X-Y-Z��ά�����˶�ƽ̨����������(Newport Corporation)��˾����������С�ֱ��ʴ�5 nm�����뼤��ɨ�跽����ͼ2��ʾ����ͼ2�ɼ���ͭ����1��ɨ���и������ھ۽���߽���һ�ξ��룬Ȼ�������ɨ��ӹ�������X�����ṩ�����и�ɨ��켣��Y������ƾ۽������ͭ�������λ�ã�Z�����ṩ������ȡ�
�ӹ���ɺ���ɨ���������(�ݿ�TESCAN��˾��MIR3 LMU)�۲�ͭ��������ò������С�ֱ���Ϊ1.0 nm���Ŵ���Ϊ3.5~1 000 000����ʹ�ù�ѧ����������(����VEECO��˾��Wyko NT9100)��������ֲڶȣ��䴹ֱ����ֱ���Ϊ0.1 nm����ѧ����ֱ���Ϊ400~600 nm����������Ϊ2.5~200�����б���ֲڶȲ�����Χ��ָ�������в�������Ϊ64 ��m��48 ��m������
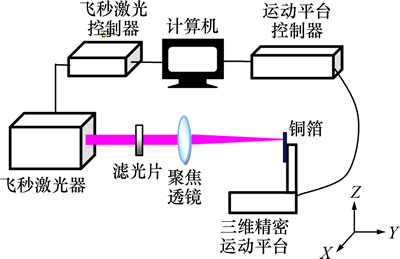
ͼ1 ���뼤������ӹ�ϵͳʾ��ͼ
Fig. 1 Schematic diagram of femtosecond laser metal processing system
ͼ2 ���뼤��ɨ�跽��ʾ��ͼ
Fig. 2 Schematic diagram of femtosecond laser scanning scheme
2 ʵ���������
2.1 ���뼤���и�ͭ���������
�����뼤���и���Ϊ100 ��m��ͭ��ʱ����ͬ������������Ӧ�Ŀɵ����жϵ�����ٶȼ������ֲڶȶ�Ӧ��ϵ��ͼ3��ʾ����ͼ3���Կ���������ж��ٶ����ŵ��������������Ӷ��������ڼ����ظ�����Ƶ�����ޣ��ٶȵ�����������ƽ��������������������450 ��Jʱ������ֲڶ������и��ٶȵ���������ͣ���ʱ�и��ٶȶԼӹ���Ӱ��ռ�������ã�����������450 ��Jʱ������ֲڶ��������������Ӷ����ߣ���ʱ�����и��ٶ�������������������Լӹ���Ӱ��ռ���������á�������������Ϊ450 ��Jʱ������и��ٶ�Ϊ156 ��m/s����ʱ����ֲڶ���ͣ�Ϊ694.64 nm�����������Dz��Խ����ͼ3��
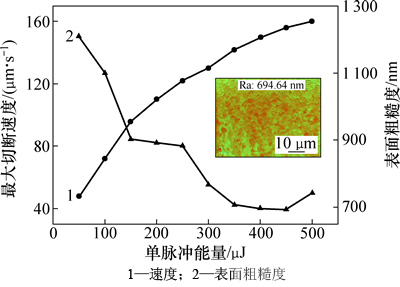
ͼ3 ��ͬ������������Ӧ������ж��ٶȼ������ֲڶ�����
Fig. 3 Curve of maxim cutting speed and its surface roughness under different pulse energies
ͼ4��ʾΪ��ɨ��羵������Oxford X-Max20����ϵͳ����ͭ�����ӹ�������ʴ�����ס����У�����Դ�ڶ����Ҳ࣬ͼ�б�ǵ�A�����������������Ϊ2.60%����ǵ�B����õ�������������Ϊ4.65%����ͼ4��֪����ʴ���溬����������֤�����������뼤����ʴ����Ҳ������������ЧӦ���ҽ���Դ������������Զ��Դ������ԭ���Ǿ۽��ļ����ھ����������ռ�ɢ���Զ��Դ��ʱ���������ͣ���ЧӦ������
2.2 ��������ɨ�����ֲڶȷ����빤���Ż�
2.2.1 ��ɨ�������ȶԼӹ�������Ӱ��
�ڷ��뼤��ӹ����������У���������������ʴʱ��Լӹ�������Ч��Ӱ��ϴ�����Խ����ʴʱ��Խ������ӦԽ���ң���ʴ����Խ����ӹ�Ч����һ����ߡ�����1���жϵIJ���ȥ�����ϴ���ʴ��Ӧ��Ϊ���ң����������ЧӦ�Ϳ����������ˣ����������������ޡ�ʹ����������ɨ��������ļӹ������ܹ���Ч����߱��������������뼤����ɨ��ʱ����ȵ�1���жϼӹ����ڴ�ֱ���и���ķ�������1��С�Ľ�����ȣ��ҵ�����ɨ�輤�ⵥ����������ɨ���ٶȣ���ʵ��ȥ�����治��������������Ч�������ó��Ż��Ĺ��ղ��������У�������ɨ�蹤��ʹ�õ�ͭ����Ϊ1���и�����ֲڶ�Ϊ694 nm��ͭ����
����ӹ��������ֱ��Ӱ�켤������ϵ����������Ա�������Ӱ��ܴ�����ɨ�������ȵ��Ż�������Ҫ��ѡ����ʵļӹ��������ӹ��ٶ����������������죬��������������50 ��J��500 ��J�����9�����ӹ��ٶ�ֻ��48 ��m/s��160 ��m/s���Լ2.3���������ٶ���ͬʱ������������Խ�ӹ�����Խ���ˣ���������ɨ���ʵ������Ӧ��������Χ�ڽ��ͼӹ����������ݼӹ����飬��������100 ��J��ʹ�����ӹ�������ѣ���ˣ���ɨ�輤�ⵥ���������趨Ϊ100 ��J��ƽ��ɨ���ٶ�Ϊ100 ��m/s��
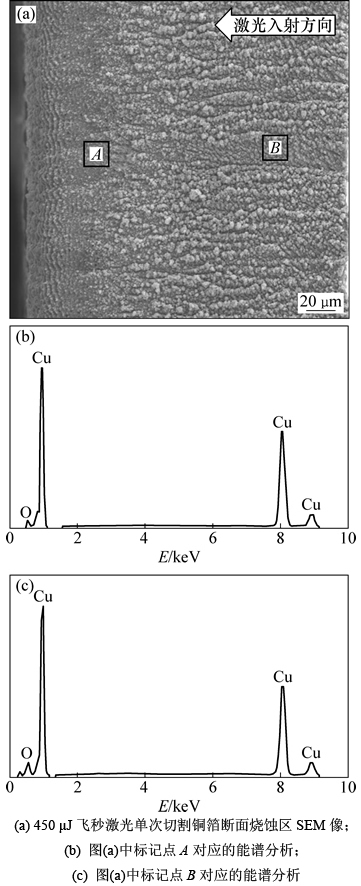
ͼ4 ͭ����ʴ��òͼ����ʴ��������
Fig. 4 SEM image and EDS analysis of ablation region of copper foil
����ʵ��������ͨ����ѧ�۽����۵ļ��㣬��ͼ5��ʾ��MATLABģ��õ��ĵ���������Ϊ100 ��Jʱ�����뼤��۽�������Y-Z�����Ͽɼӹ��������������ͼ5���Կ���������۽����Ĵ����ֱ��ԼΪ20 ��m���ڴ�������ij���ԼΪ2 700 ��m���Ҿ۽��������ʸ�˹�ԳƷֲ���ͭ����Ƚ�Ϊ100 ��m����ˣ�������ͭ�����ڼ���۽�����λ�ý���ɨ��ӹ���
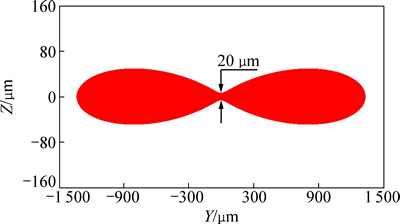
ͼ5 �۽������Y-Z�����ڿɼӹ����������
Fig. 5 Processing region contour of focused beam in Y-Z plane
���ھ۽����Ĺ��ֱ��ԼΪ20 ��m����ˣ������������ȡ5 ��m��40 ��m�е�8�����ݵ��Ϊ���ʣ�����Ӧ�ı���ֲڶȱ仯������ͼ6��ʾ����ͼ6��֪����������ȵ���20 ��mʱ������ֲڶ�Ϊ300 nm���ң�����������ӹ�ǰ����������д����ߣ��������ۼ���õ��ľ۽����Ĺ��ֱ�����Ӧ����������ȴ���20 ��mʱ������ֲڶ����Ž��������ߴ�����ӣ��������ڽ�����ȴ��ڹ��ֱ����ʹ��ɨ��ȥ���IJ��Ϲ�����ʴ����ȫ�����������Ϊ10 ��mʱ���ֲڶ���ͣ�ԼΪ250 nm����ʱ������������߰뾶�Ͻӽ������ϱ���ļ��������ܶȽ�Ϊ���ʡ���ˣ���ɨ��������ȡ10 ��m��Ϊ���ˡ�
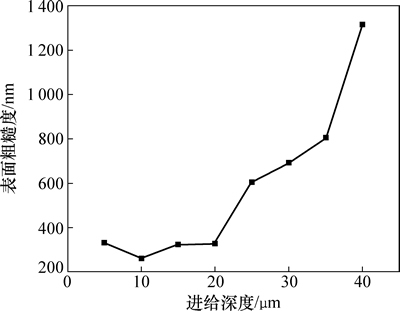
ͼ6 ��ͬ��ɨ�������ȶ�Ӧ�ı���ֲڶ�����
Fig. 6 Curve of surface roughness under different rescanning feeding depths
2.2.2 ��ɨ���ٶȶԱ���ֲڶȵ�Ӱ��
��ɨ���ٶ�Ӱ����뼤������ϵ���ʴʱ�䣬�Լӹ������кܴ�Ӱ�졣ʵ���������£���ɨ�輤�ⵥ��������Ϊ100 ��J���������Ϊ�Ż�ֵΪ10 ��m��ɨ��1�Σ�ɨ���ٶ�����ȡ20 ��m/s��300 ��m/s�е�8�����ݵ�����Ӧ�ı���ֲڶȣ���ͼ7��ʾ����ͼ7��֪������ɨ���ٶȴ���100 ��m/sʱ������ֲڶ�����ɨ���ٶȵ����Ӷ���ߣ����������ٶȵ����ӵ��¼����뱻�ӹ��������������ʴʱ����̣��������δ����ȫȥ�����Ҽ������������ӽ�������������֮��δ�ӹ����������ӣ�������ɨ���ٶȵ���100 ��m/sʱ������ֲڶ�����ɨ���ٶȵĽ��Ͷ�С����ߣ�����������ʴʱ�������������Ĺ�����ʴ���ٶ�Ϊ100 ��m/s���Ҵֲڶ���ͣ�ԼΪ220 nm����ˣ���֤�õ���ɨ���ٶȽ���ֵΪ100 ��m/s��
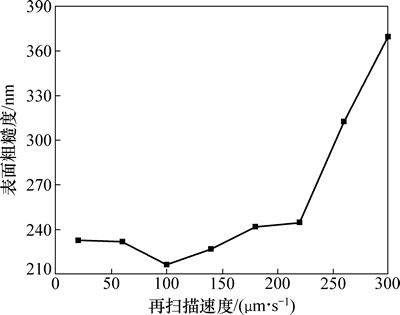
ͼ7 ��ͬ��ɨ���ٶȶ�Ӧ�ı���ֲڶ�����
Fig. 7 Curve of surface roughness under different rescanning speeds
2.2.3 ��ɨ�赥���������Ա���ֲڶȵ�Ӱ��
�ڷ��뼤��ӹ��У�����������Ϊ�dz���Ҫ�IJ���������ֱ��Ӱ��ȥ��Ч�ʺͼӹ����ȡ�ʵ���������£���ɨ���ٶ�Ϊ�Ż�ֵ100 ��m/s���������Ϊ�Ż�ֵ10 ��m��ɨ��1�Σ���������������ȡ50 ��J��400 ��J�е�8�����ݵ�����Ӧ�ı���ֲڶȣ���仯������ͼ8��ʾ����ͼ8��֪��������ɨ�赥������������ߣ�����ֲڶ�������������������ʴ��Ӧ�����������߶�����ң���������ɨ�����ӹ�����������һ���жϱ�������Ҫ�ߡ��ҵ���������������100 ��Jʱ������ֲڶȲ��������������Ͷ����ͣ���Ϊ���������������ͣ��ﲻ��������ʴ��ֵʱ������ȥ�����ϣ������������á�����ɨ�赥��������Ϊ50~100 ��Jʱ���ֲڶ���ͣ�ԼΪ240 nm����ˣ���֤�õ���ɨ�赥�����������ţ�Ϊ50~100 ��J��
ͼ9��ʾΪ��ͬ��ɨ�赥����������Ӧ��SEM��ͼ9���Կ����������������ͣ���������٣�����ƽ����Խ�ã�������������Ϊ100 ��Jʱ����Ȼ�������������ߣ������С��Χ�������壬�������ڼ���Դ���Ҳ࣬����������������ķ�������պ������ļ�������������δ����Ч�ӹ���
2.2.4 ��ɨ������Ա���ֲڶȵ�Ӱ��
��ɨ�������Ӱ�켤��ӹ�����Ҫ���ղ�����ѡ������֤���Ż��������£���ɨ���ٶ�Ϊ100 ��m/s���������Ϊ10 ��m������������Ϊ100 ��J�����ֱ�ɨ��3�κ�4�Σ���õı���ֲڶȷֱ�Ϊ122.36 nm��133.55 nm����Ӧ�ı�����ʴ��ò��ͼ10��ʾ����ͼ10�ɼ�����ɨ��������Ч��ӹ�����������ɨ��4����3����ȣ�ɨ��4�����õĽ�������ֲڶȳ��ֱ��ͣ���������δ������ߣ������������෴��������ʴʱ�䣬���ͼӹ�Ч�ʡ�
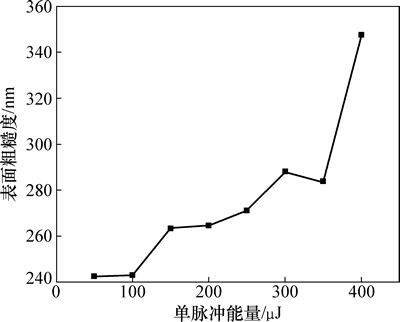
ͼ8 ��ͬ��ɨ�赥����������Ӧ�ı���ֲڶ�����
Fig. 8 Curve of surface roughness under different rescanning pulse energies
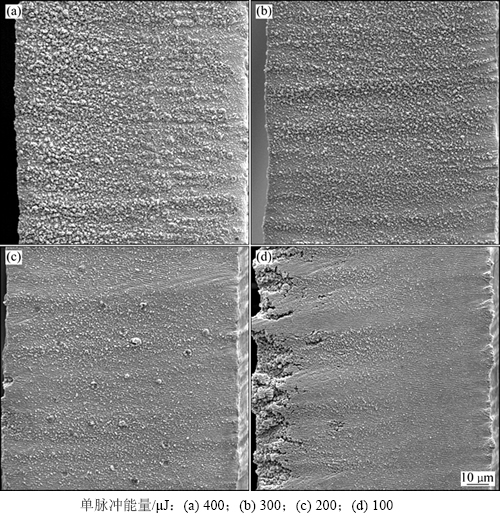
ͼ9 ��ͬ��ɨ�赥����������Ӧ��ͭ������SEM��
Fig. 9 SEM images of fracture surface of copper foil cut by rescanning processing with different single pulse energies
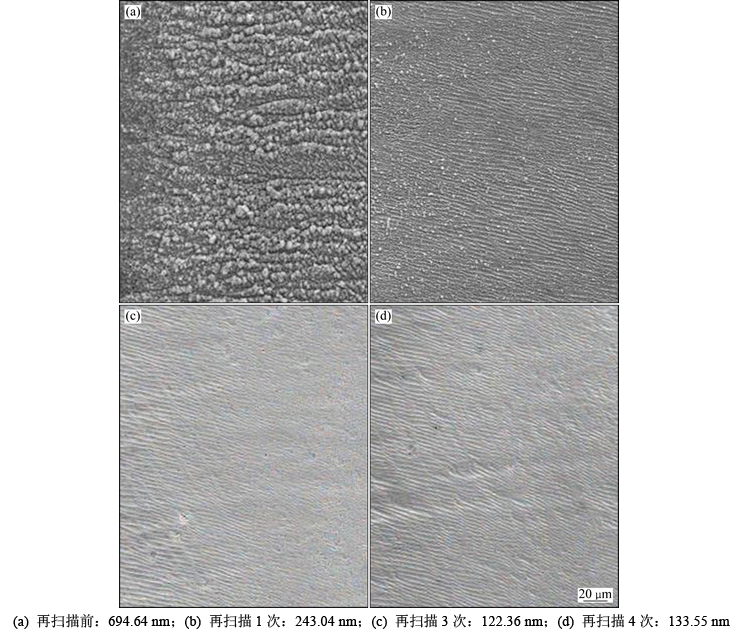
ͼ10 ��ͬ��ɨ������������Ӧ��ͭ������SEM����ֲڶ�
Fig. 10 SEM images of fracture surface and its roughness of copper foil processing by different rescanning passes
3 ����
1) ���ŵ�������������ʴʱ�����ӣ����뼤��Խ�����ʴ����ЧӦ��ǿ�����뼤�ⵥ���и������Ƭ�����ڲ��Ͼ���һ����ȣ���һ����ɨ���ٶ��£����赥���������ϴ���ʴ��Ӧ��Ϊ���ң����жϱ�����ڿ�������������ϲʵ���е�����������Ϊ450 ��Jʱ�����Ϊ100 ��mͭ��������ж��ٶ�ԼΪ156 ��m/s����ʱ��õı���������ߣ���ñ���ֲڶ�Ϊ694 nm��
2) ��������ɨ��ĸĽ��ӹ���ʽ����Ч��߱���������ѡȡ�Ż��Ĺ��ղ������ɴﵽ�Ϻõ�Ч�������У���ɨ��������Ϊ10 ��m��ɨ���ٶ�Ϊ100 ��m/s������������Ϊ50~100 ��J����ɨ��1�οɴﵽ����ʹֲڶ�Ϊ220~250 nm����ɨ��3�οɴﵽ����ʹֲ�С��130 nm���÷����봫ͳ���⡢��ʴ�Ⱥ���������ȼ��˺����ĸ����ԣ��������˹��յľ����ԣ��ڼ������и�������нϺõ�Ӧ��ǰ����
�ο����ף�
[1] HUANG Huan, YANG Lihmei, LIU Jian. Micro-hole drilling with femtosecond fiber laser[C]//International Society for Optics and Photonics. San Francisco, America: SPIE, 2013: 1456-1459.
[2] Griffith M, Ensz M, Reckaway D. Femtosecond laser machining of steel[C]//International Society for Optics and Photonics. San Jose, America: SPIE, 2003: 118-122.
[3] л����, ����, ��ϲ��, ��. ����ӹ���������Ӧ��[M]. ����: ��ѧ������, 2012: 106.
XIE Jijiang, GUO Jin, LIU Ximing, et al. Laser processing technology and its application[M]. Beijing: Science Press, 2012: 106.
[4] Inogamov N A, Zhakhovskii V V, Ashitkov S I, et al. Two-temperature relaxation and melting after absorption of femtosecond laser pulse[J]. Applied Surface Science, 2009, 255(24): 9712-9716.
[5] Little D J, Martin A, Peter D, et al. Femtosecond laser modification of fused silica: the effect of writing polarization on Si-O ring structure[J]. Optics Express, 2008, 16(24): 20029-20037.
[6] Weck A, Crawford T H R, Wilkinson D S, et al. Laser drilling of high aspect ratio holes in copper with femtosecond, picosecond and nanosecond pulses[J]. Applied Physics A: Materials Science & Processing, 2008, 90(3): 537-543.
[7] Mahmood A S, Venkatakrishnan K, Bo T. 3-D aluminum nanostructure with microhole array synthesized by femtosecond laser radiation for enhanced light extinction[J]. Nanoscale Research Letters, 2013, 8(1): 1-8.
[8] Kandidov V P, Shlenov S A, Kosareva O G. Filamentation of high-power femtosecond laser radiation[J]. Quantum Electronics, 2009, 39(3): 205-228.
[9] CHENG Jian, LIU Changsheng, SHANG Shuo, et al. A review of ultrafast laser materials micromachining[J]. Optics & Laser Technology, 2013, 46(1):88-102.
[10] �η�, ����. ���뼤���ӹ�: ���⾫�ܼӹ��������ǰ��[J]. �й�����, 2007, 34(5): 595-622.
HE Fei, CHENG Ya. Femtosecond laser micromachining: Frontier in laser precision micromachining[J]. Chinese Journal of Lasers, 2007, 34(5): 595-622.
[11] YANG Jianjun, ZHAO Youbo, ZHU Xiaonong. Transition between nonthermal and thermal ablation of metallic targets under the strike of high-fluence ultrashort laser pulses[J]. Applied Physics Letters, 2006, 88(9): 094101-094101-3.
[12] Kara V, Kizil H. Titanium micromachining by femtosecond laser[J]. Optics and Lasers in Engineering, 2012, 50(2): 140-147.
[13] Li C, Nik��mb S, Wong F. An optimal process of femtosecond laser cutting of NiTi shape memory alloy for fabrication of miniature devices[J]. Optics and Lasers in Engineering, 2006, 44(10): 1078-1087.
[14] �ں���, ���, ����, ��. ���뼤��ӹ������й�ѧ�����Լӹ���Ӱ��[J]. ���⼼��, 2005, 29(3): 304-307.
YU Haijuan, LI Gang, CHEN Meng, et al. Effect of femtosecond laser parameters on micromachining process[J]. Laser Technology, 2005, 29(3): 304-307.
[15] Kamlage G, Bauer T, Ostendorf A, et al. Deep drilling of metals by femtosecond laser pulses[J]. Applied Physics A: Materials Science & Processing, 2003, 77(2): 307-310.
(�༭ ����ΰ)
�ո����ڣ�2015-01-03�������ڣ�2015-03-13
������Ŀ(Foundation item)�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2011CB013000)��������Ȼ��ѧ����������Ŀ(91123035, 51335011, 51475481, 51475482)(Project (2011CB013000) supported by the National Basic Research Development Program(973 Program) of China; Projects (91123035, 51335011, 51475481, 51475482) supported by the National Natural Science Foundation of China)
ͨ�����ߣ���С�࣬��ʿ�������ڣ����¼���ӹ��о���E-mail��Sunxy@csu.edu.cn
ժҪ��Ϊ������и�����ı����������ò�ͬ���ղ����ķ��뼤�ⵥ���и���Ϊ100 ��m��ͭ����������������������ӹ�������ȡ�����и����ʹֲڶ�ԼΪ694 nm�ı��������������ɨ�������о�������������������뼤���и����������ЧӦ��ɨ��羵��ʾ�����п��������ʵ��õ���ɨ�����ӹ����Ż����ղ���Ϊ����ɨ��������Ϊ10 ��m���ٶ�Ϊ100 ��m/s������������Ϊ50~100 ��J�������������£���ɨ��1�εı���ֲڶȴ�220~250 nm����ɨ��3�εı���ֲڶ�С��130 nm���÷�������Ч��߷��뼤���и�����ı���������
