
�й���ɫ����ѧ�� 2004,(09),1501-1507 DOI:10.19476/j.ysxb.1004.0609.2004.09.011
Ԫ�ط�ĩ�������μ���Ӧ�ϳ��Ʊ�Ti-Al�Ͻ���
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
��Ti��AlԪ�ط�ĩΪԭ��, �ڷ�ĩ�������ް��������ɳߴ�Ϊ500mm��230mm��1.5mm�İ���, ������ܶȴ�85.9%���о��˲�ͬ���ղ�����Ti��AlԪ�ط�ĩ���ư�ĵ�Ӱ�졣ȡС���ڲ�ͬ�¶��½��������ѹ�ս�, �о��˰���������ս���Ϊ���������:Ti��AlԪ�ط�ĩ��������Ҫ�����еķ�ĩ�����ԡ��͵������ٶ��Լ�һ����С�ҽ��ȶ�������ѹ��������ս��, Ti Al�Ͻ���Ti Al��Ti3Al�������, Ti3Al�ຬ�����ս��¶����߶����ӡ��ս�����϶�ȴ��������, ������Ϊ21%32%��ԭ�����еĿ�϶��ƫ��ɢ������ս�����϶����Ҫԭ��ѹ (<10kPa) ����ս������, ��ѹ����Ч�����ڶ��ݵ�Һ���, ��ĩ����Խ��, �ս��¶�Խ��, �ս�����϶�������ֵ�ѹǿ��Ӱ��̶�Խ��
�ؼ��ʣ�
TiAl�Ͻ�;Ԫ�ط�ĩ;����;����ս�;���;
��ͼ����ţ� TG337.1;TF124
�ո����ڣ�2004-02-19
�������Ҹ����о���չ�ƻ�������Ŀ (2002AA305209);��У��ʿ�����������Ŀ (20020533019);
Fabrication of Ti-Al alloy sheets by element powder cold roll forming and reactive synthesis
Abstract��
Ti-Al alloy sheets were fabricated successfully by element powder cold roll forming and reactive synthesis. The size and relative density of sheet bars were 500 mm��230 mm��1.5 mm, 85.9% respectively. The effects of process parameters on the fabrication of sheet bars and the vacuum sintering behavior of sheets at different temperatures were investigated. The results show that the moderate flowability of element powders, low rolling velocity and stable rolling pressure are needed for the process of Ti, Al element powder cold rolling. After the sintering, microstructure of Ti-Al alloy sheet consists of Ti-Al and Ti3Al phases, and the content of Ti3Al phase increases with the sintering temperature. The increment of Ti-Al sheets porosity is 21%32%, and the prime reasons are considered to be the existence of the porosity in sheet bars and Al self-diffusion in the process of reactive synthesis. During the low pressure (<10 kPa) vacuum sintering process, the external pressure works effectively in the transient liquid phase stage. The effect of the low external pressure on porosity of sintered sheets increases with the increment of the size of the element powder particles and the sintering temperature.
Keyword��
Ti-Al alloy; element powder; cold roll; vacuum sinter; sheet;
Received�� 2004-02-19
Ti-Al���Ͻ�����ܶȵ� (3.9 g/cm3) �� ����ģ���� (160��180 GPa) �� ��ǿ�ȸ��Լ�����ĸ�����ѧ����, ��һ��Ӧ��ǰ���dz������ĸ��½ṹ����
Ti-Al���Ͻ��ij���ֱ�ӿ������ṹ������, ����ͨ�������Գ���, �����������κ��ա� ���췢�������㡢 �����Լ������ٷ����������� �����
����Ti, AlԪ�ط�ĩֱ�������ɰ��, ���ͨ����ѹ�ս��ʹ�䷴Ӧ�ϳ�Ti-Al�Ͻ�, ��������Ч�ıܿ��������Ե�Ti-Al���Ͻ���Ѽӹ�����, �����������Ti, AlԪ�ط�ĩ�����������Ա�������, ���ڿ��ƺϽ�ɷ֡� ͬʱ��Ϊ�������ε���������, �����˶��豸��Ҫ��, �һ����ϲ���Ҫ�������ӹ�, ����˺Ͻ�ɱ�, ��һ�ַdz�������DZ���Ĺ���·��
1 ʵ��
��Ti, AlԪ�ط�ĩ��Ti-46.5Al (Ħ������, %) �ijɷ������V�ͻ��ϻ��л�Ͼ���, ��Ti�۵����Ȳ�ͬ�����4�־��в�ͬ�������ܵĻ�Ϸ�ĩ, �������1�� V�ͻ��ϻ���ת��Ϊ50 r/min�� ���ñ�©���ⶨ�˻��Ԫ�ط�ĩ�������ԡ�
����Ϻõ�ԭ�Ϸ�ĩ�÷�ĩ�����������ơ� ��ĩ������ͼ1��ʾ�� ����ֱ��Ϊ200 mm�� �ڻ�Ϸ�ĩ��, ��ԭ�����IJ�ͬ���������ľƾ����ȡ� ����һ�������Ʋ���, �ֱ��������Ϊ1.3��1.6 mm�� ƽ��ߴ�Ϊ500 mm��230 mm��4�ְ�ġ� �ֱ��÷�����ƽ���α꿨�߲ⶨ�˰����������ͳߴ�, ���ȷֱ�Ϊ0.001 mg��0.02 mm, ���������ܶȲⶨ���ֱ�ⶨ��4�ְ������ܶȡ�
ȡС������ (70 mm��60 mm��1.3��1.6 mm) ��������սᡣ ������MoƬ������, ���߱������Ϳ��һ��Y2O3��ĩ�����ڷ���, �ս��¶ȷֱ�Ϊ1 200��1 300 �档 ͨ�������ѹ������������ѹ, ѹǿ�ֱ�Ϊ0, 6��9 kPa�� ��նȿ�����1��10-3��1��10-4 Pa�� ͬʱ, Ϊ��ֹҺ��Al�ij��ֶ�ʹ��Ӧ���ھ���, �Ӷ���ɰ������λ���, �����Ե���Al���۵��� (600 ��) ����30��60 min�� �ս���ȥ��ı����Y2O3, ���ð����·��ⶨ�˰�ĵ��ܶȡ� ͬʱ, ��X�������� (XRD) �������ս����������, ���û����ϴ���������ս����и���ĺ�����
ͼ1 ��ĩ������Ƭ
Fig.1 Photo of powder rolling equipment
2 ��������
2.1Ti�� AlԪ�ط�ĩ������Ϊ����
Ԫ�ط�ĩ����ǰ, ������һ�����ȵķϷ��Ͻ��в���, Ȼ��ͨ�����ƾƾ�����Լ�����������Ԫ�ط�ĩ��������, �ȶ����Ʋ�����ʼԪ�ط�ĩ������ �����ƹ�����, Ӱ����������������Ҫ��: ��ĩ���ܡ� ����ת�١� ����ѹ���Լ���ĩ�����������Ħ��ϵ���ȡ� ���Ƕ����ƹ��̵�Ӱ�켯������������4�ֻ��Ԫ�ط�ĩ�����ƹ�����, �������2��
��1 ��ͬ������ȵ�Ti�� AlԪ�ػ�Ϸ�ĩ
Table 1 Ti, Al element powders with different particle sizes
Sample No. |
Grain size of Ti element powder/mm |
Grain size of Al element powder/mm |
Mixing time/h | Flowability/s |
1 |
0.104��0.147 | <0.074 | 15 | 8.6 |
2 |
<0.061 | <0.074 | 15 | 11.3 |
3 |
0.038��0.061 | <0.074 | 8 | 12.5 |
4 |
<0.038 | <0.074 | 8 | 17.2 |
��2 ���ƹ��̼���Ӱ������
Table 2 Process and characteristics of powder rolling
Rolling order number |
Sample No. | Alcohol addition/ (mL��kg-1) |
Mill rotational rate/ (r��min-1) |
Rolling pressure/kN |
1 |
1 | 0 | 1.0 | 190��300 |
2 |
1 | 0 | 4.0 | 170��240 |
3 |
1 | 4 | 0.5 | 360��440 |
4 |
2 | 4 | 2.0 | 180��200 |
5 |
2 | 3 | 1.0 | 300��360 |
6 |
3 | 3 | 1.0 | 400��420 |
7 |
4 | 2 | 1.0 | 380��400 |
���������ƹ�����, ��1�� 2�����ƹ����з�ĩ������������������, ����ʺ�������״, ��������, ��0.93��1.00 mm; ����4�����ƹ����з�ĩ����ҧ��, ������״������, ��������; �ڵ�3�� 5�� 6�� 7�����ƹ�����, ������ĩ��������������, ������������, �����ƿ�, ����������״, �ܳ��ɴ�4��5 m, ��230 mm, ��1.3��1.6 mm, ������һ��ǿ��, �н������� �ɴ˵õ���ѵ���������Ϊ: �����������е�Ti�� AlԪ�ػ�Ϸ�ĩ (Ti������Ϊ0.038��0.061 mm, Al������С��0.074 mm) , �͵�����ת�� (1 r/min) , ����һ����С�����ȶ�������ѹ�� (400 kN����) �� ��ĩ���ƹ���ʾ��ͼ��ͼ2��ʾ
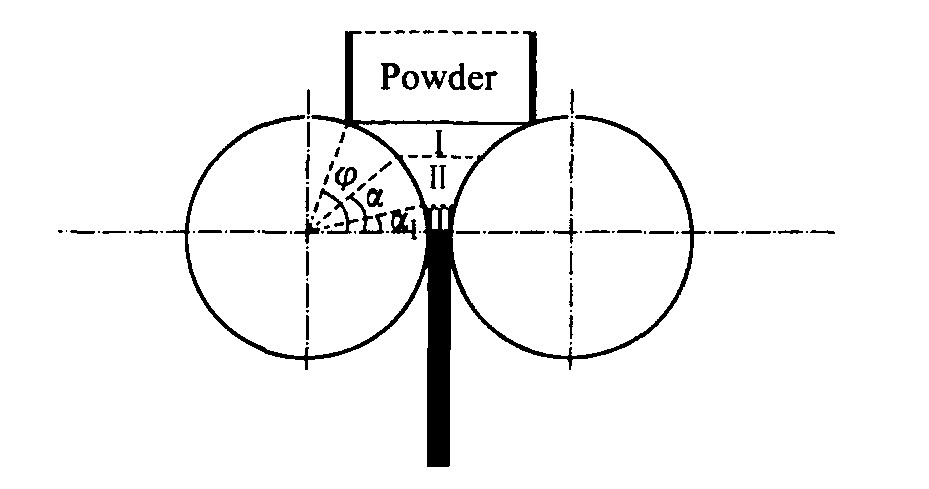
ͼ2 ���ƹ���ʾ��ͼ
Fig.2 Diagrammatic sketch of powder rolling
��Free area; ��Feeding area; ��Rolling area
������������, ��ĩ����������������; ��ĩ����ι������, ��������Ħ����ҧ�������; ��ѹ��������, ��ĩ��������ѹ��������, ����ɢ״̬ת��ɾ���һ���ܶȺ�ǿ�ȵİ� (��) ���� �������ƹ�����Ҫ������2����ϵʽ����
tan ��<��+�� (1)
ʽ�� ��Ϊ��ĩ��������֮���Ħ��ϵ��; ��Ϊ������ĩ�����Ʋ����IJ�ѹ���봹ֱѹ��֮�ȡ�
ʽ (1) ����, ��ĩ����ʱ, Ҫʹ��ĩ��ҧ����������, ����ʹĦ��ϵ�������ѹϵ����֮�ʹ���ҧ�����������ֵ��
ʽ�� ��Ϊ�������; ��Ϊ����ϵ��, ��ȡ1.00��1.02; zΪ�����ܶ����ĩ��װ�ܶ�֮��; DΪ����ֱ����
ʽ (2) ����, ��ĩ���ܡ� ҧ��Ǻ�����ֱ��ֱ�Ӿ����˰������, �����ƹ�������ҪӰ�졣
�ɱ�2�ɿ���, Ti�� AlԪ�ط�ĩ���ƶԷ�ĩ��������Ҫ��dz��ϸ� ���������Ժõ�1�ŷ�ĩ, �������ϴ����ľƾ�����������ƹ���, ������2�š� 3�ź�4�ŷ�ĩ, ��ƾ�����������١� �� (2) ʽ��֪, �����������ҧ��ǵ����������, �������ƹ�����, ͨ����Ҫ�ϴ����ֵ�� ����ʽ (1) ��֪, ����Ҫ����Ħ��ϵ����ֵ��ȷ��, ����������������� 1�ŷ�ĩ�����Էdz���, ����ĩ֮�����Ħ����С, ͬʱҲ��������ֵ, ����ʹ�÷�ĩ��������ҧ������, �Ӷ����°�����״�IJ�����, ���Һ�Ƚ�С�� �������ĩ������̫��, ����������������͢��� (��ͼ2��ʾ) , ����ֱ��Ӱ���˰����ľ�����, ���2�е�4�����ķ�ĩ, ���ھƾ���������Թ���, ʹ�÷�ĩ������̫��, �������ƹ��̵�ʧ�ܡ�
����, �ɱ�2�����Կ���, Ti�� AlԪ�ط�ĩ���Ʊ����ںܵ͵������ٶ� (0.5��1.0 r/min) �½��С� ����Ҫ������
ͬʱ, �ɱ�2�ɿ���, ����ѹ���Ĵ�С�����ȶ���ֱ��Ӱ����Ti�� AlԪ�ط�ĩ���ư�����ǿ�ȼ������ԡ� ����ѹ��̫С���ϴ�, ���������ƹ��̵����Խ���, ���1, 4�ε����ƹ��̡� ���ڵ�6�� 7�����ƹ�����, ѹ���ϴ��ҷdz��ȶ�, ������Ŀ���ǿ�����Դ����������塣
2.2 �����ĺ����ò���ܶȷ���
Ti�� AlԪ�ط�ĩ���ư����ĺ����ò��ͼ3��ʾ�� ���Կ���, ͨ��Ti�� AlԪ�ط�ĩ��������, �����Ʊ���ߴ�İ�� (500 mm��230 mm��1.3��1.6 mm) , ��ľ�������, ��һ����ǿ��, ���κκ��ȱ��, ���������Ľ�������
��ͬ�������ܶȺͶ�Ӧ�ķ�ĩ���༰�����������3��ʾ��
Ti�� AlԪ�ط�ĩ�����������ܶ�Ϊ3.02��3.18 g/cm3, ����ܶ�Ϊ81.6%��85.9%, ���ܶ���Ҫȡ���ڷ�ĩ����, ��ȷ�е�˵, ȡ���ڷ�ĩ����װ�ܶȡ� ������ǰ�����������ԭ���ɵõ������ܶ���ѹ���ĩ����װ�ܶ�����֮��Ĺ�ϵ
��ѹ
ʽ�� H��Ϊҧ�����; ��Ϊ�������; ��Ϊ����ϵ����
��ʽ (3) ��֪, ���ư������ܶ����ĩ����װ�ܶȵ�һ�η������ȡ� 2�ŷ�ĩ���õ��İ����ܶ����, ���������Ϊ<0.061 mm��Ti�ۺ�<0.074 mm��Al��, ��Ϊ3�Žϴַۺ�4��ϸ�۵ĺ�����, �����õ��ķ�ĩ����װ�ܶȽϴ� ��ҧ�������ͬ�������, ��װ�ܶȴ�ķ�ĩ������ʱҧ��ķ�������������, ����ʹ�ð������ܶ�ͬʱ����
2.3 �����ս���̷����������
��Ti�� AlԪ�ط�ĩ��������ս������, Ϊ��ֹҺ��Al�ij��ֶ�ʹ��Ӧ���ھ���, �����Ե���Al���۵��� (600 ��) ����30 min, Ȼ��ֱ�����1 200 ���1 300 �汣��60 min, ��ն�Ϊ (3.9��5.3) ��10-3 Pa�� �ս���ɺ�, ���ս���������X�����������, ��ͼ4��ʾ�� ���Կ���, �����ֱ�1 200 �漰1 300 ���ս��, ������ɾ�ΪTi-Al���Ti3Al�ࡣ ���û����ϴ���ⶨ��Ti-Al�Ͻ���Ti-Al���Ti3Al�����Ժ���, �������4��
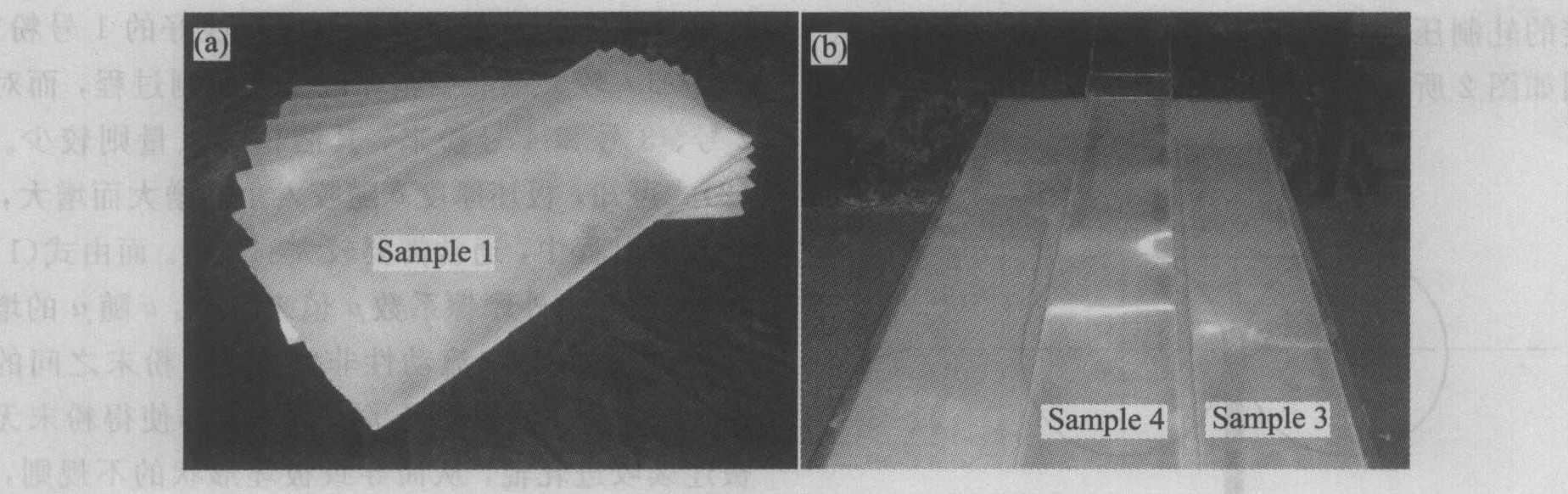
ͼ3 Ti�� AlԪ�ط�ĩ���ư����ĺ����ò
Fig.3 Photos of Ti, Al element powder rolling blanks (a) ��Sample 1; (b) ��Sample 3, 4
��3 �����ܶȺͶ�Ӧ�ķ�ĩ���༰��������
Table 3 Density and rolling parameters of blanks
Sample No. |
Rolling pressure/kN |
Mill rotational rate/ (r��min-1) |
Density/ (g��cm-3) |
Relative density/% |
1 |
360��440 | 0.5 | 3.09 | 83.5 |
2 |
300��360 | 1.0 | 3.18 | 85.9 |
3 |
400��420 | 1.0 | 3.08 | 83.2 |
4 |
380��400 | 1.0 | 3.02 | 81.6 |
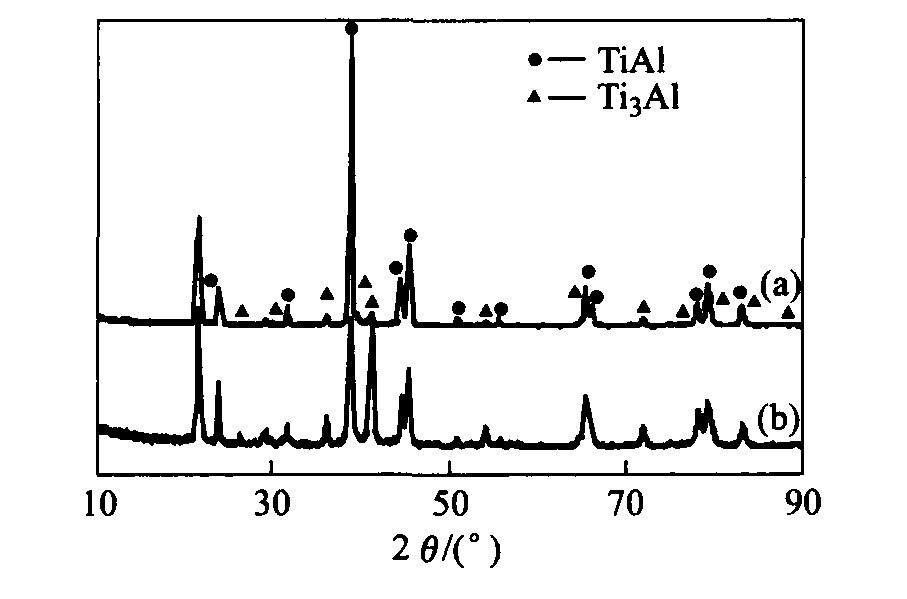
ͼ4 Ti�� AlԪ�ط�ĩ�����ս���X����������
Fig.4 XRD patterns of Ti-Alalloys after sintering
(a) ��1 200 ��; (b) ��1 300 ��
�ӱ�4�ɿ���, �Ͻ���Ti3Al��ĺ������ս��¶ȵ������нϴ���ȵ����ӡ� 1 300 ����1 200 �����, Ti3Al��Լ������30.6%��
��4 Ti-Al�Ͻ���Ti-Al�� Ti3Al�������Ժ���
Table 4 Relative contents of Ti-Al phaseand Ti3Al phase in Ti-Al alloy
Nominal composition composition (mole fraction) |
Sintering temperature/�� |
w (Ti-Al) / % |
w (Ti3Al) / % |
Ti-46.5%Al |
1 200 | 75.9 | 24.1 |
Ti-46.5%Al |
1 300 | 45.3 | 54.7 |
2.4�ս������ܶȷ�������϶�γɻ���
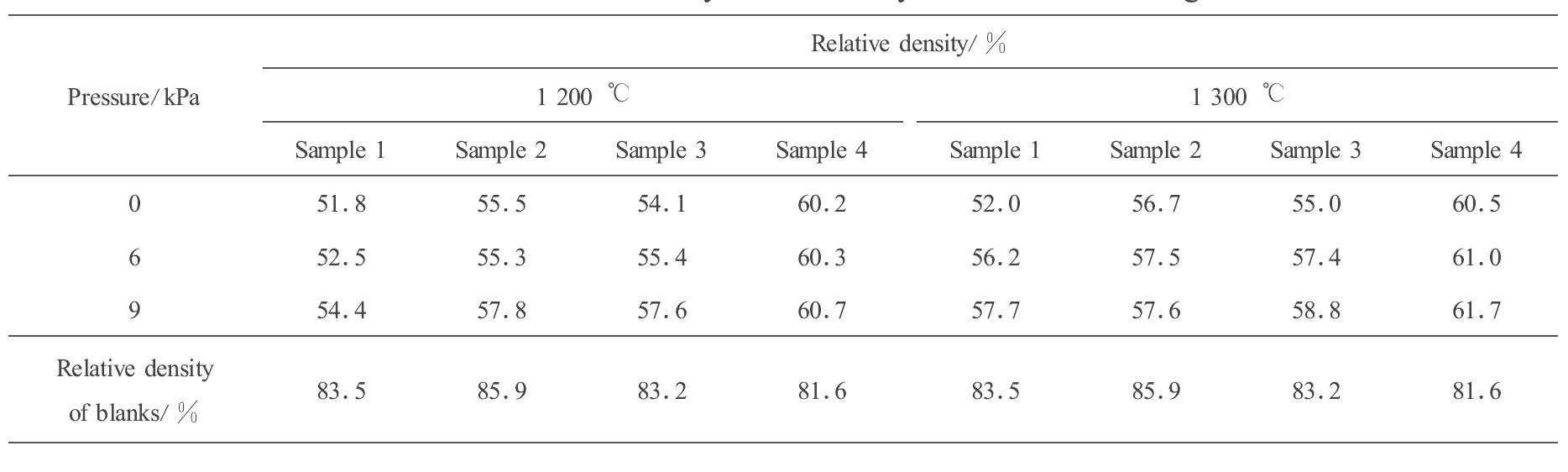
�ս���������ܶȼ��������ư���������ܶȵĶԱȼ���5�� ���Կ���, ����ܶ�Ϊ80%���ϵ����ư����ֱ�1 200 ���1 300 �������ѹ (��ѹ) �ս��, ������ܶȴ���Ƚ���, ��Ϊ51%��62%, ���͵ķ��ȸߴ�21%��32%�� Ҳ����˵, �������ѹ�ս�֮��, ����н�����Լ30%�Ŀ�϶�ȡ� ��һ���ⶨ�ս����Ŀ�϶�ȼ�����϶�����ս�ѹǿ�ı仯��ϵ, ��ͼ5��ʾ�� ���Կ���, ��ͬ�ս������ܿ�϶�Ȼ�϶�Ȼ���������ѹǿ�����������, ���ֳ���ǿ�Ĺ�����, ��仯��Χ��0��6.4%֮�䡣 ������10 kPa���ڵ�ѹǿ�������ս��Ŀ�϶����һ����Ӱ��, Ӱ��̶ȶԲ�ͬ�ķ�ĩ�Ͳ�ͬ���ս��¶ȶ���, �����ԵIJ������ԡ� ��ĩ����Խ��, �ս��¶�Խ��, �ս�����϶�������ֵ�ѹǿ�ı仯�̶�Խ�� �ս��¶�Ϊ1 200 ��ʱ (ͼ5 (a) �� (b) ) , 4��ϸ���ս���϶����ѹǿ�ı仯��Χ (0��0.5%) , ԶС��1�Ŵַ۵ı仯��Χ (0.7%��6%) ; ���ս��¶�����1300 ��, 4��ϸ�۵ı仯��Χ���� (0.5%��2.8%) , ����ԶС��1�Ŵַ� (4%��6.4%) �� ��2�ź�3���������еķ�ĩ, ѹǿ�����ս���϶�ȵ�Ӱ��̶������1�ŷۺ�4�ŷ�֮�䡣
һ����Ϊ
1) �¶Ƚϵ�ʱ (600��800 ��) , Ti�� Al�����䷢����ɢ��Ӧ, ��Ti�� Al�����������γ�TiAl3�ࡣ Al��Ϊ��Ҫ��ɢ��Ԫ, ��һ��ͨ��������Ti��������ɢ, ����TiAl3, ��ӦʽΪ6Ti+6Al��4Ti+2TiAl3�� ����һ��, ��Һ̬Al����, ��Ӧ�ų���������, ͬʱ���������Ŀ�϶�� ��϶�γɵ�ԭ����Ҫ��
2) TiAl3�е�A1������Ti����ɢ, �ڽ������γ�Ti3Al�� TiAl��TiAl2, ��ӦʽΪ4Ti+2TiAl3��Ti3Al+TiAl+2TiAl2��
3) TiAl3������Ϻ�, Ti3Al���TiAl2��ϼ���, Ti-Al�������, �ﵽƽ���, Ti-Al��ʣ���Ti3A1�����, ��ӦʽΪTi3Al+2TiAl2+TiAl��6TiAl��
��5 T-iAl�Ͻ��ս���������ܶ�Table 5 Relative density of T-iAl alloy sheets after sintering ����ԭͼ
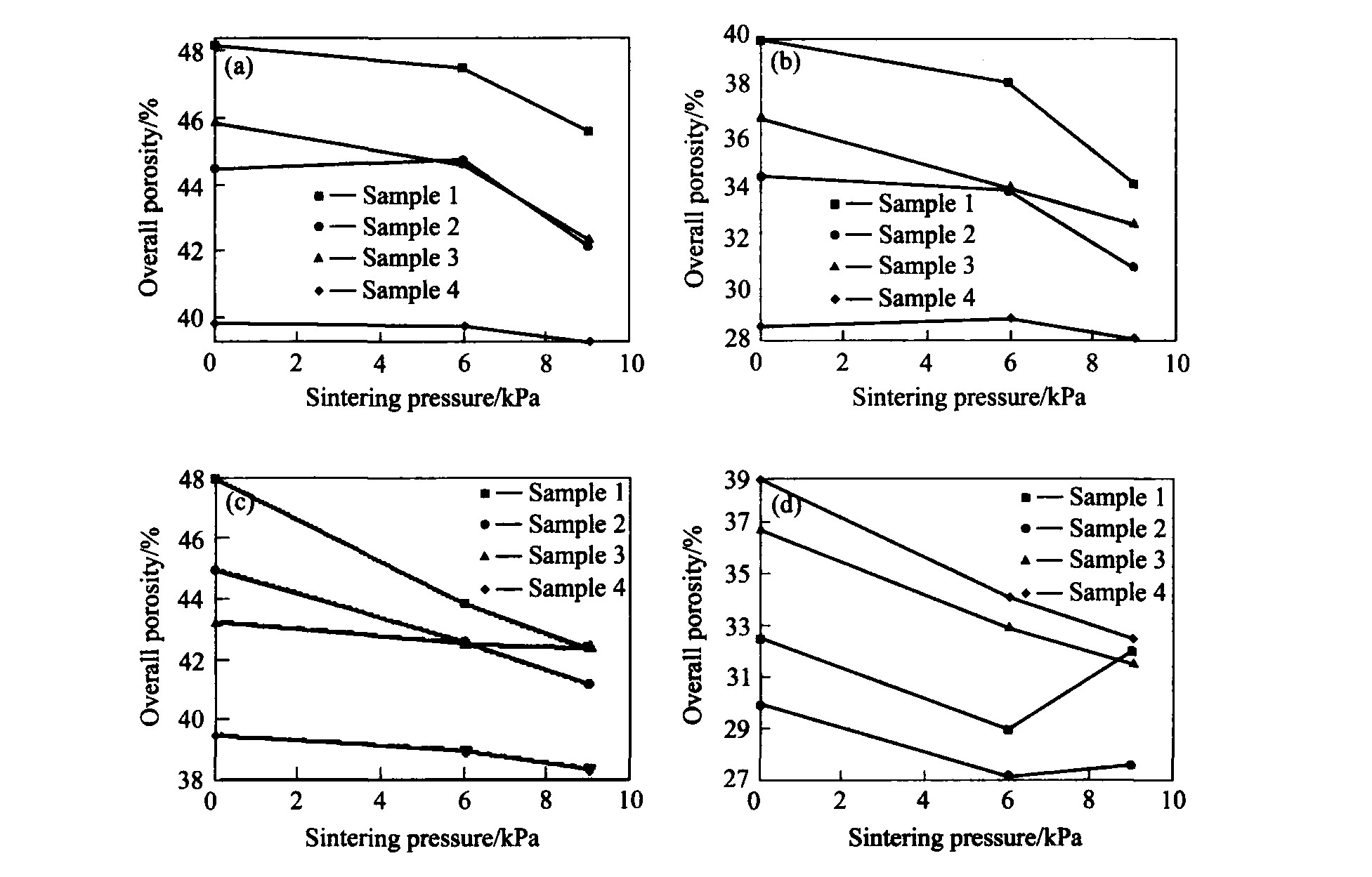
ͼ5 �ս������ܿ�϶�ȺͿ���϶�����ս�ѹǿ�ı仯
Fig.5 Variation of overall porosity and open porosity ofsintered sheets with different pressures
(a) ��1 200 ��, overall porosity; (b) ��1 200 ��, open porosity; (c) ��1 300 ��, overall porosity; (d) ��1 300 ��, open porosity
��С��϶�ȵĴ�ʩͨ�������ս������ʩ��ѹ���� ��ѹ����������1�ͽ�2�ֱ���ͬ������
3 ����
1) ��Ti�� AlԪ�ط�ĩΪԭ��, ����һ�����Ʋ���, �ް��������ɴ�ߴ�500 mm��230 mm��1.5 mm�İ���, ������ܶȴﵽ85.9%��
2) Ti�� AlԪ�ط�ĩ��������Ҫ�����еķ�ĩ�����ԡ� �͵������ٶ��Լ�һ����С�ҽ��ȶ�������ѹ����
3) �����ѹ�ս��, Ti-Al�Ͻ���Ti-Al��Ti3Al�������, Ti3Al�ຬ�����ս��¶����߶����ӡ� �ս�����϶�ȴ��������, ������Ϊ21%��32%�� ԭ�����еĿ�϶��ƫ��ɢ������ս�����϶����Ҫԭ��
4) ��ѹ (<10 kPa) ����ս������, ��ѹ����Ч�����ڶ��ݵ�Һ���, ��ĩ����Խ��, �ս��¶�Խ��, �ս�����϶�������ֵ�ѹǿ��Ӱ��̶�Խ��
�����
