
���±�ţ�1004-0609(2008)09-1699-07
�����˹�����������Ͻ�������������Ԥ��
������1, 2������1
(1. ������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� 110004��
2. ������ѧ ��е����ѧԺ������ 110044)
ժ Ҫ��
ժ Ҫ���ڵ�Ű��������������£���Բ�ͬ���ղ��������Ͻ�Բ����������������һ�ֻ��ڶ��ǰ���������Ԥ��ģ�͡�������������Ϊ���Ͻ������ijߴ硢�ɷ��Լ����ղ������������Ϊ���Ƶ�����ֵ�����øĽ���Ĵ��������ӵ�BPѵ���㷨��������鲻ͬ���������µ�����Ԥ��ֵ����������ʵ����ʵ�顣�������������Ԥ���������������Ϊ13.9%����С������Ϊ0���ڹ���ָ����Ʒ�Χ�ڣ�ģ�͵�����Ԥ�������ܽϺõط�ӳ�������Ƶ���ʵ����
�ؼ��ʣ�
���Ͻ�������������Ԥ��ģ�����˹���������
��ͼ����ţ�TG 146.2���� ���ױ�ʶ�룺A
Prediction of Al alloy ingot crack tendency based on
artificial neural network
HUANG Song-lin1, 2, CUI Jian-zhong1
(1. The Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110004, China;
2. Academy of Mechanical Engineering, Shenyang University, Shenyang 110044, China)
Abstract: A prediction model based on multiplayer feed-forward artificial neural networks(ANN) was developed for modeling the correlation among different process parameters and cracks tendency of Al alloy ingot. The input variables were the size, composition and process parameters of ingots. The output variable was the quantified value of ingot cracks. The model was trained by the improved BP algorithm. The results show that the maximal relative error of prediction value is 13.9% and the minimal one is 0. The prediction curve makes a good performance in reflecting the ingot crack tendency.
Key words: Al alloy; ingot crack; prediction model; artificial neural network
������֪�����ϵij�������һ���dz����ӵĹ��̣������þ����ģ�����������ڳ������У������������غ����ձ��ȱ��֮һ�����������ķ�Ʒ�������ﵽ������Ʒ������40%~60%[1]�����Զ����о�һֱ�Dz��ϼӹ�������ע���ȵ�֮һ�����ƿɷ�Ϊ�����ƺ������ƣ�������ͨ����������Դ��չ����������������Ϊ�ĸ����Ժ�������������Լ���������ԶԺϽ���̬��ѧ����������������֮��Ĺ�ϵ������ȷ���жϺͷ�����������������������չ���ɵȷ����в��ܴ�ɹ�ʶ��Ŀǰ�Ƚϳ����������Ҫ��ҺĤ���ۡ�ǿ�����ۡ��γɹ����ۡ�����������ۡ����������������۵�[1?3]�����������Լ��������о��������ںϽ����ѵ��γɻ����ͶԺϽ�����Ԥ����о��ϡ������ڽ��������빤�ղ���������Լ��ɷ�֮��Ķ���ģ�ͷ�����о���������١�ͨ����Ҫ�������ƵĶ���Ԥ��ģ������������;����1) ����������������������������ѧģ�ͣ�2) ����������ʵ�����ݲ����Ƚ����ݴ�������������������ģ��[4?6]������������Ϊ�ĸ����ԣ�Ŀǰ���ж��������оݣ��������Դ������Ͻ������Ƶ���ѧģ�͡���ˣ����ݿ�ѧ�о�������ʵ���л��۵ľ������ݣ���������ģ�ͣ��ҳ�������ɷ֡�����������֮��Ĺ�ϵ���ٽ�����Ч���Ż��ֶ����Ż��ɷֺ��գ��ͳ�Ϊһ�ֿ��е��о��������������ߴ���һ˼·�����������˻��������������Ԥ��ģ�ͣ�������Ԥ���봫ͳ�����칤�����ϣ��ҵ����������칤�ղ�������������ȱ��֮���ӳ���ϵģ�ͣ��Ӷ���߶�����Ԥ���ȷ�ʣ����õ�ָ��ʵ��������
1 �˹�������Ԥ�⽨ģ
1.1 ģ�ͽṹ���㷨�Ľ�
�˹�������(Artificial neural network��ANN)���ڽ����˹���������չ������������һ�ִ������ߡ���ͨ��ѧϰ��ӳ�������д��ڵĶ�Ԫ�����Թ�ϵ���������������Ƶĸ߶Ȳ����Ժ����õ��ݴ��ԣ��ر�����BP����Ϊ�����ĵ���������нϺõ�ѧϰ������ǿ��ķ���������Ԥ��������ͬʱ�־��нṹ��ѵ���㷨�������ݼ�ʵ���Ƶ��Ͻ������������������ص㡣��ˣ�BP������ĿǰӦ����Ϊ�㷺��������ģ��֮һ[7?10]���������߲���BP������Ϊ���о���Ԥ��ģ�͡����ǵ��ڵ�Ű�������������У�Ӱ�������γɵ����طdz��࣬��ģ��ѡȡӰ������6��������Ϊģ�͵�������������Ƿֱ��������ijߴ硢�����ijɷ֡������ٶȡ������¶ȡ�����ˮ��������С������ʩ�ӵ�ų�����Щ����������֮��ʷdz����ӵĸ߶ȷ����Թ�ϵ��ģ�͵����������6����Ԫ���ֱ���������������ɷ��Լ�4�����ղ�����6������������ֵ�����������1����Ԫ������Ԫ����������Ƶ�����ֵ������Kolmogorov����[11?12]������������13����Ԫ��
��BP�㷨�Ե���������һֱ������ѧϰ�����ٶ�����ѵ�����õ����������ܽϲ��ȱ�㡣�������ڣ�������BP�㷨ѵ������Ȩֵʱ��BP����������ֲ���С�㣬�����뱥�����Ӷ���ɺ���ѧϰ������ʹѵ������������ߡ���ˣ�����ѧ�߶�BP�㷨����ܶ�ĸĽ���������ȡ�ô����ɹ����總�Ӷ�����BP�㷨���ɱ�ѧϰ���ʵ�BP�㷨�������ݶȷ�����ţ�ٷ���Prime Offset�㷨��Delta-bar-Deltaѧϰ���� ��[11?12]���������ڳ�ʼȨֵ����������ԣ���Щ�㷨��Ȼ����������ֲ���С���Լ����뱥����������ɵ�ѧϰ������ѵ������������ߵ����⡣
���BP�㷨���ڵ���Щȱ�ݣ����о��ڸ��Ӷ���BP�㷨�Ļ����ϣ�ͨ����������������ԸĽ���
1) �Ľ��㷨�ļ�������
��ͳBP������õ�Sigmoid��������������״�̶����䣬�Ӷ�Ӱ�������������ٶȡ����о�ͨ���Ӵ��䶸�Ͷ�ͬʱ�ı���������ӿ����������ٶȡ�������Ľ�Ϊ��

���ڦ�(��̬����)�����룬ʹ�ú�������������Կ������ɵ�������ƽ�Ʊ任������������ٶȵõ��˷dz������ߡ������ԣ����ʱ���Լӿ�55%��
2) ����Ӧ�Ŵ����������
��������ѵ�������ڽΣ�ͨ��������뱥����������ʱ���ø��Ӷ���BP�㷨����ѵ������ѵ�����뱥����ʱ���ͽ�������������������Ӧ�ŴӶ��ָ��ϸߵ�ѧϰ�ʡ���Ŵ�ָ��ԭ�����¡�
��������ڵ㣺
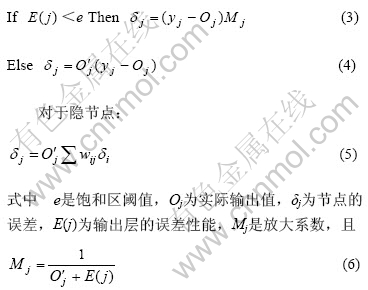
��ʽ(6)���Կ�����������ѵ�����뱥������ʱ��![]() ��ԶС��1�����������ᱻ�Ŵ��Խ���㷨�ں���ѧϰ���½������⡣
��ԶС��1�����������ᱻ�Ŵ��Խ���㷨�ں���ѧϰ���½������⡣
��������Ľ����BPԤ��ģ�͵ľ���ѵ�����衣
Step 1. �ò�ͬ�Ľӽ�������������ʼ��ģ�͵�����Ȩֵ����W(wij, vij)��
Step 2. ��ʼ�����ȿ��Ʋ�����ѧϰ���ʦǡ��������Ӧ���
Step 3. ѭ�����Ʋ���N=��+1����ȷ�����ѭ������N��
Step 4. �����й��ղ�������������((x1, y1), (x2, y2), ��, (xj, yj))�������磬ͨ��ʽ(1)��ʽ(2)�����ʵ�����ֵOj��
Step 5. ͨ��ʽ(7)�����������ÿ���ڵ������
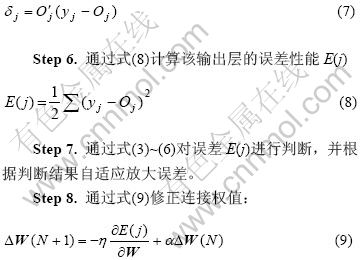
Step 9. ͨ��ʽ(5)�Ƶ�����ڵ������Ȼ�������������ͬ�IJ��������ڵ��Ȩֵ����������
Step 10. ����step 3��ֱ���ﵽ���ѭ������������ѵ����ϡ�
1.2 �������ݵ�Ԥ����
������Ԥ��Ļ����������ǿ��С�ʵ���Լ������л��۵Ĵ������ݡ������ԣ�ֻ�е����ɼ��������������ɿ������д�����ʱ�������ܽ���ľ������ſ�������ȷ�ġ���ˣ��ɼ�������������������������ȷԤ��Ļ��������о�������ȡ�Զ�����ѧ���ϵ�Ź����о��������ص�ʵ���Ҷ�����۵�ʵ�����ݡ�Ϊ�ˣ�����������ʹ��֮ǰ����������ɸѡ��1) ������ʧ�ܵĹ������ݣ�2) ����ѡȡ�ڿ���Χ�ڷֲ��Ĺ������ݣ�3) ƽ�����䲻ͬ�ɷ�����������������������ѡȡ4�ֲ�ͬ�ɷֵ��������ղ����������ݹ�160�顣
Ϊ���ڼ�������������ж������������ݶ�����������ͬʱ��Ϊ�������ٲ�һ�´�����Ӱ�죬�����������ȫ��ͨ��ʽ(10)���й�һ������[12]��

ʽ�� ![]() �Ǿ��������ĵ�i�������ĵ�j��������ֵ������Ӧ�ڵ�ʽ�ұߵı���ԭʼֵxij��xjmax��xjmin�ֱ�Ϊ��j�����������ֵ����Сֵ���ڱ��о��У�������ɸѡ�������������ݽ�������������һ��������
�Ǿ��������ĵ�i�������ĵ�j��������ֵ������Ӧ�ڵ�ʽ�ұߵı���ԭʼֵxij��xjmax��xjmin�ֱ�Ϊ��j�����������ֵ����Сֵ���ڱ��о��У�������ɸѡ�������������ݽ�������������һ��������
1) �������(x1��mm)����������ֱ��������ʽ(10)���й�һ��������
2) �����ɷ�(x2��������)�����о�����������ȫ����7������ϵAl-Zn-Mg-Cu�Ͻ�ȡCu��Zn�����������ܺ���Ϊ����ֵ������ʽ(10)���й�һ��������
3) �����ٶ�(x3��mm/min)������ʽ(10)���й�һ��������
4) �����¶�(x4����)������ʽ(10)���й�һ��������
5) ����ˮ����(x5��L/min)������ʽ(10)���й�һ��������
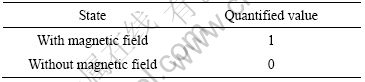
6) ����ų�(x6�������� )������������1���С�
��1 �ų�ʩ��״̬������
Table 1 Quantified values of magnetic field states
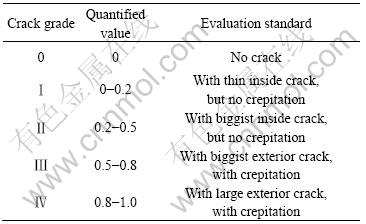
7) ����ȱ��(yj��������)���������߸������Ƶ����س̶Ƚ����Ϊ�����ȼ�����ֱ�Ӹ�������ֵ������ֵ���2���С�
��2 ����ȱ������ֵ
Table 2 Quantified value of ingot crack
��������һ������������ݰ���1.1�ڸ�����ѵ����������BPѵ�������У���ʼ��ѧϰ����Ϊ0.1����������Ϊ0.97�����ѭ������Ϊ500�����������дﵽ���ѭ������֮��Ԥ��ģ��ѵ��������
2 Ԥ������ʵ����֤
��ѵ�����ģ��������Ӧ�þ��нϸߵľ��Ⱥ����õķ�������������Ч��Ԥ��ͷ������ղ�������������֮��Ĺ�ϵ��Ϊ����֤ѵ�����ģ�������Ƶ�Ԥ������ʵ�ʽ��֮���Ƿ���нϸߵ�һ���ԣ����о�������ʵ�����ķ�����
2.1 ʵ�鷽��
1) ���6�鹤�ղ���P(PΪ��һ���������)��
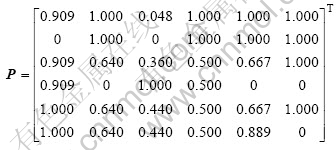
2) ����6�鹤�ղ����ֱ�����ѵ�����ģ�ͣ��õ�6������Ԥ��Ľ��T��
![]()
![]()
3) ����P�Ĺ��ղ�����ʵ����6��������
4) �������������������п���д�ĥ�����պ�����������
5) ������������Ľ����Ԥ�������жԱȣ��ó����ۡ�
2.2 ʵ������
1) ���õĺϽ�ɷ�
��������7050��7055��7075�Լ�7A60��4�����Ͻ�ѧ�ɷֱַ����3~6���С�
�� 3 ʵ����7050���Ͻ�Ļ�ѧ�ɷ�
Table 3 Chemical compositions of 7050 Al alloy (mass fraction, %)

�� 4 ʵ����7055���Ͻ�Ļ�ѧ�ɷ�
Table 4 Chemical compositions of 7055 Al alloy for experiment (mass fraction, %)

�� 5 ʵ����7075���Ͻ�Ļ�ѧ�ɷ�
Table 5 Chemical compositions of 7075 Al alloy for experiment (mass fraction, %)

�� 6 ʵ����7A60���Ͻ�Ļ�ѧ�ɷ�
Table 6 Chemical compositions of 7A60 Al alloy for experiment (mass fraction, %)

2) �ᾧ��
�ᾧ����TC4�ӹ����ɣ���Ƕʯī���������Ȧ�����ڽᾧ����Χ����Ȧ��ˮ��ͭ���Ƴɡ���Ȧ��ͨ��Ƶ����ǿ���������Բ���ǿ�ų�����Ȧ������Ϊ16 kA?turn���ų�Ƶ��Ϊ30 Hz��
3) ��������
��������Ŀ����ɼ��������ϵͳʵ�֡�ÿ�ֹ��ղ����Ŀ��ƾ���PLCΪ���������ɵ�PID�ջ�ϵͳ����ɡ������ٶȵĿ��ƾ���Ϊ��0.2 mm/min������ˮ�Ŀ��ƾ���Ϊ3 L/min�������¶ȵĿ��ƾ���Ϊ��1 �棻���ŵ����Ŀ��ƾ���Ϊ��1 A���ᾧ��Һλ�Ŀ��ƾ���Ϊ��1.5 mm�����������ϵͳ�Ŀ��ƾ�����ʵʱ�Ա�֤��ʵ������ȷ�ԡ�
2.3 ʵ����
��2.2�ڵ�ʵ�����������6������������ʵ�顣ȡÿ�������ʵ��IJ�λ���о��У�Ȼ���ĥ��ͼ1��ʾΪ�������ڲ�����ʵ����״����
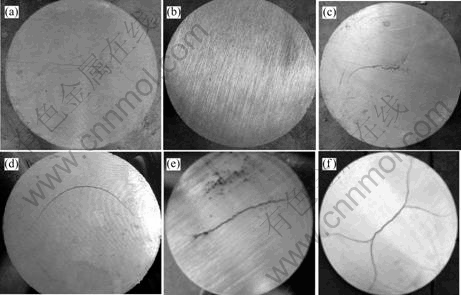
ͼ1 ������Ʒ����ʵ������Ƭ
Fig.1 Pictures of real crack of test samples: (a) Ingot 1, 7050 alloy; (b) Ingot 2, 7075 alloy; (c) Ingot 3, 7050 alloy; (d) Ingot 4, 7050 alloy; (e) Ingot 5, 7055 alloy; (f) Ingot 6, 7A60 alloy
��ͼ1��֪������1#Ϊ7050�Ͻ���������λ����һϸС���ƣ���������ֵΪ0.2������2#Ϊ7075�Ͻ�δ�������ƣ���������ֵΪ0������3#Ϊ7050�Ͻ𣬴������������������ƣ�������������ֵΪ0.4������4#Ϊ7050�Ͻ𣬾����IJ�Զ��һ��״���ƣ���������ֵΪ0.7������5#Ϊ7055�Ͻ���ֱ���������������ƣ�������������ֵΪ0.8������6#Ϊ7A60�Ͻ����Ƶȼ����������ƣ�����ֵΪ1.0��
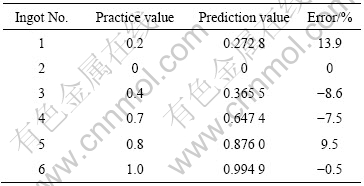
Ϊ����������������ģ�͵�����Ԥ������������ʵ������������������7��ʾ�ı��У��������ģ��Ԥ��ֵ��������ӱ�7��������һ���пɿ�����Ԥ��ֵ�����������Ϊ13.9%����С������Ϊ0��
��7 ������Ʒ���Ƶ�Ԥ��ֵ������ʵ��ֵ����
Table 7 Prediction value and practice value of crack for test samples
����ģ�͵�����Ԥ��ֵ������ʵ��ֵ����(����7)����MATLABƽ̨�����Ա����߽����ͼ2��ʾ����ͼ2�У�ʵ�����������Ƶ�Ԥ��ֵ���ߣ�����Ϊ�������Ƶ�ʵ��ֵ���ߡ�������Ϊ������Ʒ�ţ�������Ϊ�������Ƶ�����ֵ���Ӹ�����ͼ����������Ԥ��ֵ���Խϸߵ�ȷ�ʷ�ӳ��������ֵ��ʵ�����ơ�
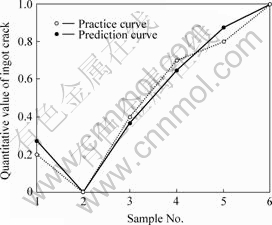
ͼ2 ������Ʒ������Ԥ��ֵ������ʵ��ֵ�ĶԱ�����
Fig.2 Comparison of crack prediction curve with practice curve for ingot sample
3 ����������
3.1 ʵ�������۷���
��ͼ1��6������������Al-Zn-Mg-Cuϵ�Ͻ𣬺Ͻ��������dz��ߣ�����ǿ���Ͻ롣���ںϽ��й��ܵ�Cu��ZnԪ�غ����ߣ�������ӺϽ�������������֮�£�����2#��Cu���Եͣ�Ϊ1.2% �������������ĺ�Cu������2.2%���ϣ���������2#��Zn��Ҳ�����������͡���ˣ���������2#���⣬�����������������ơ���������6#����Ͻ��ܺ�����ߣ�Cu����ռ2.3%���������6#���������ơ��ɴ˿ɼ����Ͻ���Խ�ߣ�������Cu����Խ�ߣ���������������Խ��
���˺Ͻ�ɷ������⣬ͬʱ���������������õĻ��й��ղ���������Ϊ�����ղ������������Ƶ����ù��̡�
1) �����¶�
�����¶�Ӱ����������������¶�Խ�ߣ����С����Ĺ���ȣ�ʹ�κ����½���������ôִ�ʹ���Ͻ�ᾧ�����ڼ��ǿ�Ƚ��ͣ����Ա�ͬʱ�������¶�Խ�ߣ�������������ҺѨ��ȼ��¶��ݶȣ����������Ӧ��Ҳ���Ӷ������������Ƶ�����ҲԽ�������ᾧ��������Ӧ�����¶ȵĹ�ϵ������ѧʽ����Ϊ
![]()
ʽ�� ��Ϊ����Ӧ����EΪ����ģ������Ϊ������ϵ����T1?T2Ϊ�¶Ȳ��ˣ���ȷ����������ƽ��������£�Ӧ���ýϵ͵������¶ȡ�
2) ��ȴǿ��
����ȴǿ������ʱ��������ҺѨ��ȼ�С����ҺѨ�ڱ߲�ȴ�䶸�������α�����¶��ݶȽϴ�����Ӧ���������¶Ȳ�(T1?T2)�dz����ȵģ����������ڲ�������ϴ������Ӧ������ȴǿ��������������Ҳ�������⣬��ȴǿ�ȵľ�����Ҳʮ����Ҫ����������ȴ�����Ȼ�ˮ�±仯�ϴ���������ȵ�����Ӧ�����ײ����������ơ�
3) �����ٶ�
�������ٶ�����ʱ������ҺѨ��ȼ��¶��ݶ�������ҺѨ���ĵĵײ�������������ҺѨ���Σ��������ϴ������Ӧ������ˣ�����������������
4) ��ų�
���ڵ�[15]�Ե����������о���Ϊ���ڵ�Ƶ�� �Ű����������£������������ƽ��͵Ľ������ʵ�ϣ����ڵ�����Ľ������ã��¶ȳ����Ӿ��ȣ��Ƴ��˳����ǵ��γ�ʱ�䣬�����˳������γɵ�λ�õ㣬��С��ҺѨ��ȡ�dzƽ������ǰ�ؼ�С�����¶��ݶȶ��������������������������������Լ������������Ե����Լ����������Ӧ�����Ӷ�ʹ�������ƽ��͡�
�ӱ���ʵ��Ĺ��ղ���������ͬ������ȴǿ���Լ�ʩ�ӵ�ų�������£�����5#�������ٶȱ�����3#����ɸ����ҺѨ�Լ�������¶��ݶȣ���ˣ�����������Ҳ������6#�ĺϽ��ܺ�����ߣ����������δʩ�ӵ�ų�����ȴǿ��Ҳƫ����ˣ�������ص����ơ��ɼ��������ղ���֮�価���Ӱ�죬����Ȼ��ѭ�����γɵ��ۻ�������Ҳ����Ϊʲô����ͨ�����ղ�����Ԥ���������Ƶ����������ڡ�
3.2 ����Ԥ����ۻ���̽��
��������������Ƶ�Ԥ�⣬��������������Ϊ��������ʵ�������������γɵ��ۻ���Ϊ�����ġ�Ŀǰ�������γɻ��������д��ڷ��磬�Ƚϳ����������Ҫ��ҺĤ���ۡ�ǿ�����ۡ�����������ۡ����������������۵ȡ�ҺĤ����[14?15]��Ϊ�������Ƶ��γ�����������������ĩ�ھ������ҺĤ�����������̹������ܵ�������ͬ���õĽ����ǿ��������[14?15]��Ϊ�����������̺��ڣ�����Ǽ��Ѿ��γɲ���ʼ�����������������裬�����в���Ӧ���ͱ��Ρ���Ӧ����Ӧ�䳬���Ͻ��ڸ��¶��µ�ǿ�ȼ���Ӧ������ʱ����������������ơ������������[14?15]��Ϊ���Ͻ����̹��̷�ΪҺ���������ʲ�����������������;����������������ŵĴ��ڼ�ǿ�˺Ͻ����̺��ھ������������������Ǿ��������ܵ��谭ʱ��������ű��ƻ����γɵġ�����������������[14?15]���Ͻ����̹��̷�ΪҺ�������ɲ����������ɲ������;����������4���Ρ��Ͻ����̳��ڣ�֦����δ�γ������ĹǼܣ�ǿ�ȵͣ����Ըߣ���һ���̽γ�ΪҺ������֦�����γ������ǼܺϽ�����һ��ǿ�ȣ����Կ�ʼ���ͣ����źϽ�IJ������̣�ǿ�����ߣ����Խ��͵����ֵ����һ���̽γ�Ϊ���������ﵽijһ�¶ȺϽ��ǿ�Ⱥ����Զ����ߣ��������ھ�����ŵ��γ�ʹ����ǿ���������������ζ���ɵģ���һ�γ�Ϊ����������������������Ͻ��ǿ�Ⱥ����Զ��ܵ͡�����Ͻ����������ܵ��谭���ܿ�����ɾ�����롣�����������ܵõ����������γ������ƣ���֮������������ơ������۽��������ֳɿɲ������Ͳ��ɲ�����������Ϊ�����ھ�����ŵĴ��ڣ���ɾ����ʼ�����ƵIJ�����������С�ľ���������������������Ӧ������������ѣ������һ����չ�γ������������ơ��Ͻɲ����¶�����Խ�ò���������������Խ������谭һ��ʱ����������������Ӧ��Խ��Խ���ײ��������ơ�
�������ĸ����۹۵������������з��磬����һ���Ǵ�Ҷ���ͬ�ģ����ƵIJ��������ںϽ�������������裬Ӧ�����¡�
��ʵ�ϣ��Ͻ������̹����У������DZ�Ȼ�ġ��������ֵ�������һ�£�����Ӧ�������������Ĵ��ڣ������ֵ������ʲ�һ�£��Ӷ������еĵط��������裬��������Ӧ������Ӧ���ﵽһ���̶ȣ������������룬���ղ������ۣ���ʱ���ܵõ���������������ƣ����Ͳ������ơ���ˣ�������Ӱ�������γɵĹ��ղ�������Ȼ��ͨ�����Ƶ��γɻ�����Ӱ�����Ƶķ�չ���ƣ����ͨ�����ղ�����Ԥ�����������ṩ�����������ݡ�
�����ϵķ������Կ���������Ϲ��ղ��������Ʋ��������ý������ʵ�������������γɻ��������ý������ˣ�������Ԥ��ģ���ҵ����ղ����������γ�֮��Ķ�Ӧ��ϵ��ʹ�ô���һ;����Ԥ���������Ƴ�Ϊ���ܡ�
4 ����
1)���øĽ����BP�����磬�����Ͻ������ijߴ硢�ɷ֡����ղ����Լ�����֮�佨����Ԥ��ģ�͡���ģ�;�ѵ���������������Ԥ��ֵ��ʵ��ֵ��������һ�����ơ�
2) Ԥ��ֵ�����������Ϊ13.9% ����С������Ϊ0% ��Ԥ��ֵ���������൱�ߵľ��ȷ�ӳʵ�ʵ��������ơ�
3) ��Ԥ��ģ�Ͷ��������Ƶ�ȷԤ�⣬˵����ģ�Ͳ���ѡȡ�õ����㷨���������нϸߵľ��Ⱥ����õķ�������������Ч��Ԥ��ͷ������ղ�������������֮��Ĺ�ϵ��ͬʱΪ��һ���Ż����Ͻ��Ű��������ղ������о��춨������
[1] �� ��, ����, �ű���. ���Ͻ��Ƶ���������������Ƶ�����[J]. ����ѧ��, 2003, 39(12): 1259?1263.
ZHANG Qin, CUI Jian-zhong, ZHANG Bei-jiang. Elimination of crack in Al alloy ingots during DC casting under low frequency electromagnetic field[J]. Acta Metallurgica Sinica, 2003, 39(12): 1259?1263.
[2] ������, ����, ������, Ҧ�ɷ�. �����˹��������������֯�����ߴ�Ԥ��[J]. �й���ɫ����ѧ��, 2001, 11(3): 481?484.
ZI Bin-tao, CUI Jian-zhong, BA Qi-xian, YAO Ke-fu. Predicting crystal tissue size based on artificial neural network[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 481?484.
[3] �ܹ�Ϊ, ֣����, �� ��. �����˹��������7055���Ͻ����ʱЧ����Ԥ��[J]. �й���ɫ����ѧ��, 2006, 16(9): 1583?1588.
ZHOU Gu-wei, ZHENG Zi-qiao, LI Hai. Predicting properties for secondary aging of 7055 AI alloy based on artificial neural networks[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1583?1588.
[4] �� ��. �����������˫�����������������̵���ֵ����[J]. ����, 2007, 56(1): 56?58.
ZHANG Jun. Numerical simulation for casting process of double-metal composite bend pipe based on artificial neural network[J]. Foundry, 2007, 56(1): 56?58.
[5] �� Ƽ, Ѧ����. �����˹����ܵ��ѺϽ��ȱ��ι��ղ����Ż�[J]. �й���ɫ����ѧ��, 2006, 16(7): 1202?1206.
LI Ping, XUE Ke-min. Optimization of hot deformation process for titanium based on artificial intelligence[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(7): 1202?1206.
[6] SONG R G, ZHANG Q Z. Heat treatment technique optimization for 7175 aluminum alloy by an artificial neural network and a genetic algorithm[J]. Journal of Materials Processing Technology, 2001, 11(7): 84?88.
[7] ZHAO Xiao-guang, CHEN Bing-zhen, HE Xiao-rong. A novel neural network for the prediction of process variables[J]. Science in China (Series A), 1995, 38(3): 355?367.
[8] �� ��, ����ƺ. CSTRϵͳ�Ļ���CMAC��Ԫ�����ѧϰ�����о�[J]. ���������, 1992, 7(2): 131?136.
XU Li, JIANG Jing-ping. The CMAC neural network based learning control of the CSTR system[J]. Control and Decision, 1992, 7(2): 131?136.
[9] LEVIN A U, MARENDA K S. Control of nonlinear dynamical systems using neural networks-controbility and stabilization[J]. IEEE Trans Neural Networks, 1993, 4(2): 192?206.
[10] PSICHOGIOS D C, UNGAR L H. A hybrid neural network��first principles approach to process modeling[J]. AIChE Journal, 1992, 38(10): 1499?1511.
[11] HORNIK K, STINCHCOMBE M, WHITE H. Multiplayer feed-forward networks are universal approximators[J]. Neural Networks, 1989, 2: 25?36.
[12] ��˼�Ƽ���Ʒ�з�����. ������������MAT��LAB7ʵ��[M]. ����: ���ӹ�ҵ������, 2005: 99?108.
FECIT Technological Product Research Center. Neural networks and its implement using MAT��LAB7[M]. Beijing: Electronics Industry Press, 2005: 99?108.
[13] KRAMER M A. Nonlinear principle component analysis using auto associative neural networks[J]. AIChE Journal, 1991, 37(2): 233?243.
[14] ��ҵ˫, ������, ���Ľ�, ¬ ��. �Ͻ�����ѻ��������о���չ[J]. �������켰��ɫ�Ͻ�, 2000, 18(2): 48?50.
WANG Ye-shuang, WANG Qu-dong, DING Wen-jiang, LU Chen. Research development of hot tear mechanism for cast alloys[J]. Special Casting and Nonferrous Alloy, 2000, 18(2): 48?50.
[15] �� ��, ����, ·����, �ű���. �ų�ǿ�ȶ��������Ͻ�ҺѨ��״��������֯��Ӱ��[J]. ����ѧ��, 2002, 38(9): 956?960.
ZHANG Qin, CUI Jian-zhong, LU Gui-min, ZHANG Bei-jiang. Effects of electromagnetic intensity on the sump shapes and structures of Al alloy produced by CREM process[J]. Acta Metallurgica Sinica, 2002, 389: 956?960.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2005CB623707)
�ո����ڣ�2007-09-13�������ڣ�2008-06-07
ͨѶ���ߣ����ң����ڣ��绰��024-83681738��E-mail: jzcui@epm.neu.edu.cn
(�༭ ������)
