
DOI��10.19476/j.ysxb.1004.0609.2019.08.20
��ĥ������ǿ��ѡ���Ի��յ�������е���
������1, 2���� ��1, 2���� ��1������1���Ŷ���1, 2
(1. ���������ѧ ��Դ�뻷��ѧԺ/����ʡ�ؽ�����Ⱦ���ι��̼����о����ģ��人 430074��
2. ���������ѧ ��ת������Դ���ϻ�ѧ�������ص�ʵ���ң��人 430074)
ժ Ҫ��
ժ Ҫ���������(Electrolytic manganese residues, EMRs)�ǵ���̹�ҵ�����ķ�������������������в��ֵ�Mn��Ŀǰ���Ե�������Ĵ������Ϊ¶��ѷţ�����������صĻ���������Mn��Դ���˷ѡ���Գ��ڶѷŵĿ����������������ĥ�ķ�ʽ�������淽����������Mn������̽���˹�Һ�ȡ�ת�١�����ȡ����ϵ������ĥʱ��Ͳ�ͬ��ѧ�����µ����ض�Mn�����ʵ�Ӱ�졣�������������Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06����ĥʱ��Ϊ60 min���ڻ�ѧ��������������������Ϊ2.2 g/kg���ˮ�ϲ���������Ϊ2.0 g/kgʱ��Mn�Ľ����ʿɴ�99%���ϡ���ĥ�ܹ�ʵ�ֶԶѷŽϾõĿ����������Mn�ĸ�Чѡ���Խ���������Cr�ĸ��ţ�Ϊ�����������Mn�Ļ��մ����ṩ���µķ�����
�ؼ��ʣ�
���������ѡ������������������Դ����
���±�ţ�1004-0609(2019)-08-1749-07���� ��ͼ����ţ�TD981���� ���ױ�־�룺A
��Ԫ�ع㷺Ӧ������ɫ����ұ����������ҽҩ��ʳƷ�ķ����Ϳ��еȷ����ǹ����в���ȱ�ٵ���Ҫ��������[1-2]�����ҹ��������̵�������Ҫ��ͨ����ⷨ[3]��Ŀǰ�ҹ�Ҳ�ѳ�Ϊ���������ĵ���������������ѹ�����ڹ�[4]����������Ϊһ����Ҫ�Ļ����Լ�ұ��ԭ��[5]����ȻΪ�ҹ��Ĺ�ҵ��չ�͵������ý��������˾�Ĺ���[6]������ͬʱҲ��������صĻ�����Ⱦ���ƻ�����������Ҫ���������(EMRs)��ɵ���Ⱦ[7]��
EMRs�ǵ�����������������̿�Ũ�����������ˮ�к͡���ѹ�˻�ѹ�˵ȹ��������ķ���[8]��������ʷ�ͼ�����ԭ���ҹ��ִ�¶��Ѵ��EMRs�ߴ�5000��t[9]���ѳ�Ϊ�����Ͱ�ȫ��һ�������������̿���Դ���������ģ��̿�Ʒλ�����½�������ÿ���� 1 t����̾�Ҫ�ŷŸߴ�10~15 t��EMRs [10]����һ��������EMRs���õ��ѶȺͻ���ѹ����EMRs����Ҫ���� Si��S��Mn��Fe��Al��Zn��Ca��Cr��Ni��Co ��Ԫ��[11]��Ŀǰ��EMRs�Ĵ���������Ҫ�ǰ�ȫ�ѷź�����[12]���ڳ��ڵĶѷŹ����У�EMRs��������Ԫ�ؼ��ؽ���Ԫ�ػ�Ǩ�Ƶ��ܱߵر�ˮ������ˮ�������У��Ե��ػ������������Ⱦ[13]���������̵���Ⱦ��EMRs��һ�㺬��4%~5%����[14]����������800~2000 mg/L[15]������������������Ԫ�أ����������̶�����ͻ������ж�������[16]������ĶѷŴ�����������������Դ����˷ѻ��Ի������Ӱ�졣
�����о�������EMRs����ʱ���¶��ѷź���������ѧ���ʲ����˽ϴ�仯[17]����ͳ�Ľ�����������ʵ�ֿ��EMRs����Ԫ�صĸ�Ч����[18]��EMRs�ڳ��ڶѷŹ����У���������ڿ��������������������ת��Ϊ���۵����������Щ��Ԫ������ͨ��ˮ���������е��о����֣�ͨ�����[19]������[20]���糡����[21]��������[22]�����¼���[23]�ȷ�ʽ�ܹ���߿��EMRs���̵Ľ����ʣ������Ϸ������������²��㣺һ���̵Ľ����ʲ��ߣ������ʽ���50%~78%[24]�����ǽ����������̣���Ҫ���ַ������[25]������������ǰδ�Ľ��ĵ��������������Ҫ���ۻ���һ���裬��ʹ�ÿ��EMRs��Cr�����ϸߣ�����Ļ��շ�����ʹ�ò��ֵ�Cr�������Һ��[26]����Щ���㶼��һ���Ӵ��˾��óɱ��ͺ����������Ѷȡ�Ŀǰ������һЩ��ɫ��ѧ��������ĥ�������¸�Чѡ���Ի��տ��EMRs�е��̻�û�б�������������������������ˮ��Ϊ��ȡ��������ĥ�����½�ȡ���EMRs�Դﵽ����Դ�����������ò�ΪEMRs�Ľ�һ�������ṩ���������
1 ʵ��
1.1 EMRs
��������EMRsȡ���ڹ������Ŵ��̿�ҵ�������ι�˾���Ǹù�˾�������̿�(��Ҫ�ɷ�ΪMnCO3)ͨ�������ȡ������Ԫ�غ�Ķѷ��������Ŀ�������EMRs���������Ա���Ϊ��ˮ�ʸ�(23%~28%)������ϸС(40~250 ��m)�ĻҺ�ɫ����״�����Ȼ��ɵ�EMRs��ĥ��ɸ�����õ����ϵ������������Ƿ�������̷�������ҪԪ�ع���ΪSi��S��Ca��Fe��Mn���������1��
��1 ����̷�����Ҫ��ɳɷ�
Table 1 Main components of EMR (mass fraction, %)

1.2 ���鷽��
��Һ���̵Ĵ���(�������ؽ����Ľ�����)�Ժ����Ļ�����һ��Ӱ�죬Ϊ��̽���̵����ѡ���Խ������գ��Ըù��̽����˵�����������ڻ�ѧ�����µĽ���������顣�о����֣�Ӱ���̽������ص��������߸�����Һ��(m(EMRs):V(H2O)��kg/L)�������(H2O����������)�����ϵ��(����Ķѻ����������ݻ���)��ת��(r/min)����ĥ�����������CTAB(ʮ����������廯�)�����������ƣ���ˮ�ϲ��ᡣ����XQM��ʽ������ĥ��(��̶������������˾����)���е�������е���ѡ���Խ���ʵ�飬�������Ϊ������������ƺõĽ����������÷�����ƽ��ȡһ����EMR����ĥ����������Ͳ��ȡһ������ˮ����һ�����ĸ���(���������)װ�뷴Ӧ���У��Ӹ��ܷ⡣����������Ҫ���趨��ʱ���ת�ٿ�ʼ��ĥ������������������ȡ����Ӧ��ϵ���и�������Һ�����ߵķ��룬����������Һ��Ʒ���ڷ�����
1.3 ��������
����Һ��Cr�ĺ�����Agilent 7900�����ϵ������������Dzⶨ������Һ��Mn�ĺ������á�ˮ�� �̵IJⶨ �ߵ���طֹ��ȷ���(GB 11906��89)�ⶨ����������ǰ�������ò��JSM-6610LV��ɨ��羵������
2 ���������
2.1 ��Һ�ȶ�Mn��Cr������Ӱ��
���������Ϊ0.5��ת��Ϊ200 r/min�����ϵ��Ϊ0.09���䣬̽����Һ�ȶ�EMRs��Mn��Cr�Ľ���Ӱ�����������ĥʱ��Ϊ60 minʱ����������ͼ1��ʾ��

ͼ1 ��Һ�ȶ�Mn��Cr�����ʵ�Ӱ��
Fig. 1 Effect of solid-liquid ratio on leaching rate of Mn and Cr
��ͼ1��֪����Һ�ȶ�Mn�Ľ�����Ӱ����Խ�С����Һ��Ϊ1:1ʱ��Ӧ��С������89.61%����Һ��Ϊ1:5ʱ��������������������Ϊ91.31%����Cr�Ľ����������������У�����������Ϊ31.72%����С������Ϊ25.70%��Mn�Ľ����ʾ�Զ����Cr�Ľ����ʣ���˵������ĥ�����£���ˮ��Ϊ��������ĥ��EMRs�е��̾���ѡ���Խ������á�Ȼ������ȡ������������ɹ�Һ��������ѣ��������Ӻ�����ˮ�������Ѷȡ��ӱ��о��������ڹ�Һ��Ϊ1:5�����ʾʹﵽ��90%���ϣ���������о����[27]��Ҫ1:10��������Һ��Ľ��Ҫ�á��������������ĥ���̸�������Ͼ�����ײ�����ڲ����˸��£��Ӵ���Mn�Ľ�����Ҳ�ܼӿ�������̡�
2.2 ����ȶ�Mn��Cr������Ӱ��
���ƹ�Һ��Ϊ1:5��ת��Ϊ200 r/min�����ϵ��Ϊ0.09���䣬̽������ȶ�EMRs��Mn��Cr�Ľ���Ӱ�����������ĥʱ��Ϊ60 minʱ����������ͼ2��ʾ��
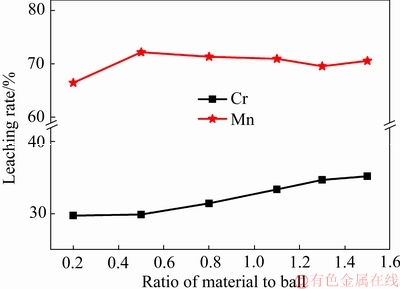
ͼ2 ����ȶ�Mn��Cr������Ӱ��
Fig. 2 Effect of ratio of material to ball on leaching rate of Mn and Cr
��ͼ2��֪����ͬ����������¶�Mn�Ľ���Ч��������Cr�Ľ������������Ϊ0.5ʱ������ʴﵽ���ֵ����������Ϊ72.19%����ʱ��Cr�Ľ�����Ϊ31.19%�����Ϲ�����������������ײĦ�����ᣬ���EMRs��ĥ�����ף����ǹ����ֻ�ʹ����ĥЧ�ʲ��ߡ���ˣ���ҪѰ��һ��ǡ������ȣ�����ó������Ϊ0.5ʱ�Ѿ��ﵽ�����ĽϺý����
2.3 ת�ٶ�Mn��Cr������Ӱ��
���ֹ�Һ��Ϊ1:5�������Ϊ0.5�����ϵ��Ϊ0.09���䣬̽��ת�ٶ�EMRs��Mn��Cr�Ľ���Ӱ�����������ĥʱ��Ϊ60 minʱ����������ͼ3��ʾ��
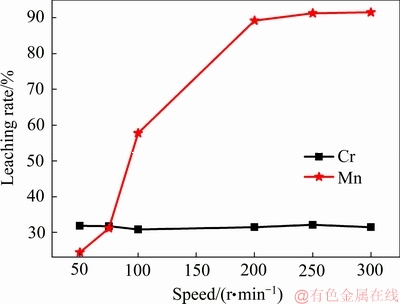
ͼ3 ת�ٶ�Mn��Cr������Ӱ��
Fig. 3 Effect of rotational speed on leaching rate of Mn and Cr
��ͼ3��֪����ת�ٵ���100 r/minʱ��Mn�Ľ����ʵ���Cr�Ľ����ʣ�����ת��������ʱ��Mn�Ľ�����Ҳ������ת�ٴﵽ200 r/minʱ�ﵽ�������ʣ�����������Ϊ89.22%����Cr�Ľ�������ת�ٵ�Ӱ����Խ�С���������С�����ʷֱ�Ϊ32.10%��30.81%����ת�ٹ���ʱEMRs���ȡ������ֻ�ϣ��Ӷ�������Mn�Ľ��������ǣ�ת�ٹ��߿�����ɻ�е��ĥ����ܺĹ������200 r/minΪ���ת�١�
2.4 ���ϵ����Mn��Cr������Ӱ��
���ù�Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5���䣬̽�����ϵ����EMRs��Mn��Cr�Ľ���Ӱ�����������ĥʱ��Ϊ60 minʱ����������ͼ4��ʾ��

ͼ4 ���ϵ����Mn��Cr������Ӱ��
Fig. 4 Effect of filling coefficient on leaching rate of Mn and Cr
��ͼ4��ʾ���������ϵ��Ϊ���٣�Mn�Ľ���������Զ����Cr�ģ��������ϵ��Ϊ0.06ʱ�� Mn�Ľ����ʴﵽ90.89%����Cr�Ľ����ʽ�Ϊ34.78%�������ϵ��������ʱ����Mn�Ľ���Ӱ�첻����˵�������ϵ��Ϊ0.06ʱ�Ѿ��ﵽ��ѽ���Ч����
2.5 ʱ���Mn��Cr������Ӱ��
���ƹ�Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06���䣬̽����ĥʱ���EMRs��Mn��Cr�Ľ���Ӱ���������ͼ5��ʾ��
��ͼ5��֪������ʱ�������EMRs��Mn�Ľ�����������ʱ��ﵽ60 minʱ��������Ϊ88.63%����ĥʱ��Խ������EMRs����ĥԽ��֣���һЩ��Mn������ľ���ṹ�ƻ��ø����ף��Ӷ��ٽ���Mn �Ľ�������ʱ�����60 minʱ��Mn�Ľ���Ч�����Ӳ����ԣ�����ĥʱ��Խ���ܺ�Խ�����Բ�������ĥʱ��Խ��Խ�á�����ʱ������ӣ�Cr�Ľ����ʵı仯���Ǻܴ�������ʻ�����26.5%~27.5%֮�䡣
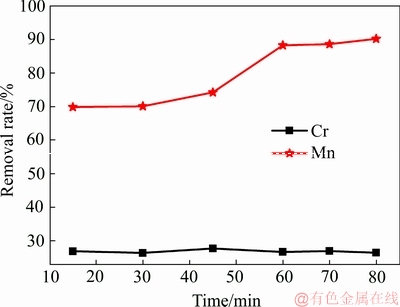
ͼ5 ʱ���Mn��Cr������Ӱ��
Fig. 5 Effect of time on leaching rate of Mn and Cr
2.6 CTAB������Mn��Cr������Ӱ��
һЩ������Լ�����ѧ�Լ������Կ����еĽ���Ч����������Ӱ�졣���ֹ�Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06���䣬��ĥʱ��Ϊ60 min��̽��������Լ�ʮ����������廯�(CTAB)��EMRs��Mn��Cr�Ľ���Ӱ���������ͼ6��ʾ��

ͼ6 CTAB������Mn��Cr������Ӱ��
Fig. 6 Effect of CTAB content on leaching rate of Mn and Cr
��ͼ6��֪������CTAB���������ӣ�Mn�Ľ��������ͣ�˵��CTAB����Mn�Ľ��������������á�������CTABʱ��Mn��Cr�Ľ����ʷֱ�Ϊ77.23%��26.68%��������ϵ��CTAB����Ϊ8 g/kgʱ�����ߵĽ����ʷֱ�Ϊ38.81%��35.42%����˵��CTAB����Mn�Ľ��������������ö�����Cr�Ľ�������һ���Ĵٽ�������CTAB���������ͱ�����Լ�����ʱ�����������ĭ�����黯���ã��伫�Ի��������ڿ�ʯ����, �Ǽ��Ի�����, ��EMRs������ʪ���ò���������CTAB�ļ����ʹ�ø��������ӹ⻬�����ڶ�EMRs����ײ�ͼ�ѹ�����Ҫ���һ������EMRs��Mn�Ľ�����Ҫ���ӿ������ʪ�����ӻ�еǿ�ȡ�
2.7 ���������ƶ�Mn��Cr������Ӱ��
���������ƾ��кܺõ�������ܣ��������ڻ���ʳƷ��ҵ��������ɫ����������ϴ�����������ƹ�Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06���䣬��ĥʱ��Ϊ60 min��̽�����������ƶ�EMRs��Mn��Cr�Ľ���Ӱ���������ͼ7��ʾ��
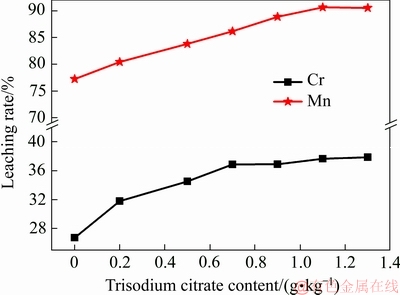
ͼ7 ���������ƶ�Mn��Cr������Ӱ��
Fig. 7 Effect of trisodium citrate on leaching rate of Mn and Cr
��ͼ7��֪��Mn��Cr�Ľ����ʶ������������ƺ��������Ӷ����ӣ���Mn�Ľ�����ʼ�ո���Cr�Ľ����ʡ������������Ƶ�������Ϊ1.1g/kgʱ��Mn�Ľ����ʴﵽ���Ϊ90.67%����ʱCr�Ľ�����Ϊ35.83%�����е��о���������������Ӧ����ȥ�۵�ʱ���ܹ���ǿ����������ʪ���á�����ϵ�м������������ܹ��ٽ�Mn�Ľ�����������������������Һ����EMRs����Ľ���Ӷ���ǿMn�Ľ�����
2.8 ��ˮ�ϲ����Mn��Cr������Ӱ��
���ƹ�Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06���䣬��ĥʱ��Ϊ60 min�������ˮ�ϲ����EMRs��Mn��Cr�Ľ���Ӱ���������ͼ8��ʾ��

ͼ8 ��ˮ�ϲ����Mn��Cr������Ӱ��
Fig. 8 Effect of oxalic acid dihydrate on leaching rate of Mn and Cr
��ͼ8��֪�� ���Ŷ�ˮ�ϲ��Ậ�������ӣ�Mn��Cr�Ľ����ʶ���������ˮ�ϲ��Ậ������1.0 g/kgʱ��Mn�Ľ����������ȶ�����ʱMn�Ľ�����Ϊ99.78%������ˮ�ϲ��Ậ������0.7 g/kgʱ��Cr��ȥ�����������ȶ�����ʱCr��ȥ����Ϊ39.02%���������ڲ�����л�ԭ�ԣ��ɴٽ�MnO2��ԭ���������о�������ĥ�����ĸ���ʹ������EMRs�е�MnO2���� ��ԭ��Ӧ�ٽ��ò���Mn�Ľ����Ӷ���߽���Ч�ʡ�������ˮ��Һ�пɵ����H+������ϵpH��һ���ٽ�Mn2+�Ľ�����
�䷴Ӧ������ҪΪ����3���֣�
MnO2+2H2C2O4  MnC2O4+2CO2+2H2O (1)
MnC2O4+2CO2+2H2O (1)
MnC2O4MnO + CO+CO2 (2)
MnO + 2H+ Mn2+ + H2O (3)
Mn2+ + H2O (3)
3 ����
1) ��ĥ�ܹ�ʵ�ֶԶѷŽϾõĿ��EMRs��Mn�ĸ�Чѡ���Խ����Ҽ���Cr�ĸ��š�
2) ��ĥ����EMRs��Mn����ѹ��ղ���Ϊ����Һ��Ϊ1:5��ת��Ϊ200 r/min�������Ϊ0.5�����ϵ��Ϊ0.06���䣬��ĥʱ��Ϊ60 min����ʱMn�Ľ����ʿɴ�91.09%���ϡ�
3) ��ѧ�������������ƺͶ�ˮ�ϲ����ܹ����Mn��ѡ���Խ������������Ļ�ѧ���������£�Mn�Ľ����ʿɴ�99%���ϡ�
REFERENCES
[1] �ƹ���, �� ��, ����Ԫ, ��С��, �� ��, �� ��, �� ��, �� ǿ, �� ��. �������������Լ���������[J].���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(7): 2419-2425.
YAN Guo-meng, PENG Bing, ZHAI Li-yuan, MIN Xiao-bo, PENG Ning, LEI Jie, LIU Qing, ZHANG Qiang, HU Ming. Physicochemical and calcination characteristics of manganese residue[J]. Journal of Central South University (Science and Technology), 2015, 46(7): 2419-2425.
[2] �º���, ������, ������, �� ��. �ᷨ��ԭ��������������̺����Ĺ��������Ͷ���ѧ����[J]. ������ͨ��, 2017, 36(8): 2844-2849.
CHENG Hong-liang, ZHANG Yu-tao, ZHANG Qiu-yun, LI Lin. Technology conditions and kinetics analysis of manganese and iron ions leaching from electrolytic manganese residue by acid reduction[J]. Bulletin of the Chinese Ceramic Society, 2017, 36(8): 2844-2849.
[3] FENG L U, CHEN M, CHEN L L. Characteristics of heavy metal pollution in manganese residues of electrolytic manganese in Songtao, Guizhou and its toxic effects on plant growth[J]. Science Technology & Engineering, 2018, 18(5): 124-129.
[4] �� ��, ���ֻ�, �� ��. ����̷����Ľ������Լ���ʯ�ҹ̻�����[J]. ��������, 2017, 35(12): 139-143.
LUO Le, JIANG Lin-hua, DUAN Ning. A EMR solidification technology based on quicklime and leaching toxicity. Environmental Engineering, 2017, 35(12): 139-143.
[5] �º���. ������������ȶ����백�����Ƶķ����о�[D]. ����: �����ѧ, 2016.
CHEN Hong-liang. Stabilization of manganese and control of ammonia-nitrogen from electrolytic manganese residue[D]. Chongqing: Chongqing University, 2016.
[6] ����ΰ. �������Ԥ�����������̵��о�[J]. ����ۺ�����, 2018(1): 115-118.
WANG Jian-wei. Research on the removal of ammonia sulphur and manganese from manganese tailing slag by pretreatment[J]. Multipurpose Utilization of Mineral Resources, 2018(1): 115-118.
[7] ½ ��, �� ��, ������.��������ij�������ҵ�����ؽ�����Ⱦ��������ֲ�������Ķ���ЧӦ[J]. ��ѧ�����빤��, 2018, 18(5): 124-129.
LU Feng, CHEN Miao, CHEN Lan-lan. Characteristics of heavy metal pollution in manganese residues of electrolytic manganese in Songtao, Guizhou and its toxic effects on plant growth[J]. Science Technology and Engineering, 2018, 18(5): 124-129.
[8] ����ǿ, ������, ����ϼ, ������. ��е����յ���ʯ��ȼ���ȷ�������ѧ[J]. �й���ɫ����ѧ��, 2016, 26(9): 1976-1981.
YANG Fu-qiang, LIU Guang-ning, LIU Xiao-xia, HUANG Xian-yu. Thermal analysis kinetics of mechanically activated sulfide ores for spontaneous combustion[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(9): 1976-1981.
[9] �� ��, ��͢��, ����־, �� ��, �� ˫, ��ΰ��, �Ź�Ȩ. ��е�����п���ﻯ���ʼ����ն���ѧ��Ӱ��[J]. �й���ɫ����ѧ��, 2015, 25(12): 3535-3542.
TIAN Lei, ZHANG Ting-an, L�� Guo-zhi, LIU yan, ZHOU Shuang, ZHANG Wei-guang, ZHANG Guo-quan. Effect of mechanical activation on physical and chemical properties and roasting kinetics of sphalerite[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(12): 3535-3542.
[10] ţɯɯ, ��־��, ������, ���º�, ���Ľ�, ������, ���ƺ�. �������������ԭ������[J]. �й���ɫ����ѧ��, 2012, 22(9): 2662-2666.
NIU Sha-sha, WANG Zhi-xing, GUO Hua-jun, LI Xin-hai, PENG Wen-jie, HU Qi-yang, ZHANG Yun-he. Reductive leaching of manganese from manganese anode slag[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2662-2666.
[11] SHU J, LIU R, LIU Z. Solidification/stabilization of electrolytic manganese residue using phosphate resource and low-grade MgO/CaO[J]. Journal of Hazardous Materials, 2016, 317: 267-274.
[12] XIN B, CHEN B, DUAN N. Extraction of manganese from electrolytic manganese residue by bioleaching[J]. Bioresource Technology, 2011, 102(2): 1683-1687.
[13] LI C, ZHONG H, WANG S, XUE J, ZHANG Z. Removal of basic dye (methylene blue) from aqueous solution using zeolite synthesized from electrolytic manganese residue[J]. Journal of Industrial & Engineering Chemistry, 2015, 23: 344-352.
[14] CHEN H, LIU R, LIU Z. Immobilization of Mn and NH4(+)-N from electrolytic manganese residue waste[J]. Environmental Science & Pollution Research, 2016, 23(12): 12352-12361.
[15] SHU J, WU H, LIU R, LIU Z, LI B, CHEN M, TAO C. Simultaneous stabilization/solidification of Mn(2+) and NH4(+)-N from electrolytic manganese residue using MgO and different phosphate resource[J]. Ecotoxicology & Environmental Safety, 2018, 148(4): 220-224.
[16] LI J, DU D, PENG Q. Activation of silicon in the electrolytic manganese residue by mechanical grinding-roasting[J]. Journal of Cleaner Production, 2018. 192(10): 347-353
[17] ����ǿ. �����������Ԫ�صĽ�ȡ�о�[D]. ����: �����ѧ, 2015.
LI Ming-qiang. The leaching of manganese from electrolytic manganese residues[D]. Chongqing: Chongqing University, 2015.
[18] SHU J, LIU R, LIU Z. Simultaneous removal of ammonia and manganese from electrolytic metal manganese residue leachate using phosphate salt[J]. Journal of Cleaner Production, 2016, 135: 468-475.
[19] �� ��, л����, ����Ȩ, �����, �ں���. �̿�����п��������ӵ��ȶ��������о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2015, 40(3): 551-557.
PAN Jun, XIE Neng-yin, MING Xian-quan, WANG Yu-hong, LI Hai-feng. The stabilizing treatment for the soluble manganese in manganese leaching slag[J]. Journal of Guangxi University (Nat Sci Ed), 2015, 40(3): 551-557.
[20] LU J, DREISINGER D, GL��CK T. Electrolytic manganese metal production from manganese carbonate precipitate[J]. Hydrometallurgy, 2016, 161: 45-53.
[21] �º���. ���ʵ�������ͳ��ڶѴ����Ŀ���ɷֺͶ��������IJ������[J]. ����ʦ����ѧѧ��(��Ȼ��ѧ��), 2016, 34(2): 32-36.
CHEN Hong-liang. Differences analysis of minerals compositions and toxicity characteristics between the fresh electrolytic manganese residue and the stockpiling residue[J]. Journal of Guizhou Normal University (Natural Sciences), 2016, 34(2): 32-36.
[22] ����ʫ. ������������Ա��������̷�ˮ�������ӵ�ȥ���о�[D]. ��ɳ: ����ũҵ��ѧ, 2016.
CHE Li-shi. Characterization of manganese slag and removal of manganese ions in waste[D]. Changsha: Hunan Agricultural University, 2016.
[23] ������, ½л��, ������, ������, �� �F. ��������̽������ؽ����������Լ�����ģ�������µ��������Է���[J]. �人�Ƽ���ѧѧ��, 2018, 41(2): 127-132.
ZHOU Ya-wa, LU Xie-juan, GAO Ming-gang, WU Xiao-hui, ZHOU Ming. Leaching toxicity and leaching properties in simulated acid rain of heavy metals in solidified electrolytic manganese residue[J]. Journal of Wuhan University of Science and Technology, 2018, 41(2): 127-132.
[24] �� ��.��������п������̹̻��������ѳ����о�[D]. ����: ����������ѧ, 2016.
YA Lei. The research of curing soluble Mn2+ and removing NH3-N in electrolytic manganese residue[D]. Huainan: Anhui University of Science and Technology, 2106.
[25] �� ��, ������, BRIAN H A R T, ���갲, ���ϼ. ��ĥ���ʼ��ߴ��ͭп���ѧ���ʼ�������滯ѧ���ʵ�Ӱ��[J]. �й���ɫ����ѧ��, 2017, 27(8): 1701-1707.
CHEN Zhe, XIA Liu-yin, BRIAN H A R T, CHI Ru-an, YU Jun-xia. Influence of ball mill medium and size on properties of copper-zinc ore pulp and mineral surface[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(8): 1701-1707.
[26] �� ��, ʷ����, �� ��, ������. �����������Ʊ�ˮ�������[J]. ��������ѧ��, 2017, 11(3): 1851-1856.
HUANG Chuan, SHI Xiao-juan, GONG Jian, CHEN Shao-yang. Alkali-activated electrolytic manganese residue preparation of cement admixture[J]. Chinese Journal of Environmental Engineering, 2017, 11(3): 1851-1856.
[27] �Բ���, ��ѩ��, �����, Էϲ��, ����, �����. ϴ�ӷ�ʽ�Ե���������̻���Ч�ʼ�����������Ӱ��[J]. ��������ѧ��, 2017, 11(11): 6103-6108.
ZHAO Bo-chao, WANG Xue-ting, ZHU Ke-song, YUAN Xi-nan, DOU Guang-yu, PAN Cen-xuan. Effects of washing methods on recovery efficiency of manganese from manganese residue and harmless treatment[J]. Chinese Journal of Environmental Engineering, 2017, 11(11): 6103-6108.
[28] LIN Q, BARKER D J, DOBSON K J, LEE P D, NEETHLING S J. Modelling particle scale leach kinetics based on X-ray computed micro-tomography images[J]. Hydrometallurgy, 2016, 162(11): 25-36.
[29] XUE J, ZHONG H, WANG S, LI C, LI J, WU F. Kinetics of reduction leaching of manganese dioxide ore with Phytolacca americana in sulfuric acid solution[J]. Journal of Saudi Chemical Society, 2016, 20(4): 437-442.
[30] WEI L I U, TANG M T, TANG C B, HE J, YANG S H, YANG J C. Dissolution kinetics of low grade complex copper ore in ammonia- ammonium chloride solution[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(5): 910-917.
Ball milling and auxiliary enhancement for selective recovery of manganese in EMRs
LAN Ji-rong1, 2, SUN Yan1, 2, PAN Ying1, LI Zhuo-man1, DU Dong-yun1, 2
(1. Hubei Engineering Research Center for Control & Treatment of Heavy Metal Pollution, College of Resources and Environmental Science, South-Central University for Nationalities, Wuhan 430074, China;
2. Key Laboratory of Catalysis Conversion and Energy Materials Chemistry, Ministry of Education, South-Central University for Nationalities, Wuhan 430074, China)
Abstract: Electrolytic manganese residues (EMRs) contained some of manganese. At present, EMRs were treated by open-air stacking, which caused serious environmental problems and made waste of Mn resources. This research provided a method for recovering Mn from EMRs by using ball milling. Solid-liquid ratio, rotation speed, material ball ratio, filling factor, ball milling time and different chemical additives were explored for effects of the Mn leaching. The results show that the leaching rate of Mn reaches more than 99% when the solid-liquid ratio is 1:5, the rotation speed is 200 r/min, the material ball ratio is 0.5, the fill factor is 0.06, the ball milling time is 60 min, the trisodium citrate is 2.2 g/kg or the oxalic acid dihydrate is 2.0 g/kg. By ball milling, manganese can be efficiently and selectively leached from the old EMRs which stacks for a long time and reduces the interference of Cr.
Key words: electrolytic manganese residue; selectivity; recovery; manganese; resource
Foundation item: Projects(2015BAB01B01, 2015BAB01B03) supported by the National Science and Technology Pillar Program, China; Project(CZY17016) supported by the Fundamental Research Funds for the Central Universities, China; Project(GCX1841) supported by National Innovation Training Program for College Students of China
Received date: 2018-07-12; Accepted date: 2018-11-04
Corresponding author: DU Dong-yun; Tel: +86-13871538801; E-mail: dydu666@mail.scuec.edu.cn
(�༭ �� ��)
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2015BAB01B01��2015BAB01B03)�������У��������ҵ���ר��(CZY17016)�����Ҽ���ѧ������ѵ���ƻ�������Ŀ(GCX1841)
�ո����ڣ�2018-07-12�������ڣ�2018-11-04
ͨ�����ߣ��Ŷ��ƣ����ڣ���ʿ���绰��13871538801��E-mail��dydu666@mail.scuec.edu.cn
[4] �� ��, ���ֻ�, �� ��. ����̷����Ľ������Լ���ʯ�ҹ̻�����[J]. ��������, 2017, 35(12): 139-143.
[5] �º���. ������������ȶ����백�����Ƶķ����о�[D]. ����: �����ѧ, 2016.
[6] ����ΰ. �������Ԥ�����������̵��о�[J]. ����ۺ�����, 2018(1): 115-118.
[17] ����ǿ. �����������Ԫ�صĽ�ȡ�о�[D]. ����: �����ѧ, 2015.
[22] ����ʫ. ������������Ա��������̷�ˮ�������ӵ�ȥ���о�[D]. ��ɳ: ����ũҵ��ѧ, 2016.
[24] �� ��.��������п������̹̻��������ѳ����о�[D]. ����: ����������ѧ, 2016.
[26] �� ��, ʷ����, �� ��, ������. �����������Ʊ�ˮ�������[J]. ��������ѧ��, 2017, 11(3): 1851-1856.
