
���±��: 1004-0609(2006)09-1522-05
��Ӧ������ͿTiC/Fe����Ϳ��Ķ���ѧ
������1, 2, ��־��1, �Ƽ̻�2, �� ��2
(1. �ൺ������ѧ ��е����ѧԺ, �ൺ 266033;
2. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 100083)
ժ Ҫ: �������� ����ʯīΪ��Ҫԭ��, �÷�Ӧ������Ϳ�����Ʊ�TiC/Fe����Ϳ�㡣 ����Ϳ������, ������Ȳ������������ȼFe-Ti-C��ϵ�������Ӹ��ºϳ�(SHS)��Ӧ, �о���SHS��Ӧ�Ķ���ѧ�� �������, �ʵ���������ʯī, ���С��Ӧ��Ԫ������, ������������ϵ�ĵ���¶�, �ɴٽ�Fe-Ti-C��Ӧ��ϵ������Ȳ�����еĵ����̡� ��Ϳ��ĩ���ȡ� ����Ȳ���湦�ʡ� ��Ϳ�����Լ���Ϳ��ĩ��ԭ����Ⱦ���Ӱ��Ti-C��ķ�Ӧ�̶�, �Ӷ�Ӱ��Fe-Ti-C��ϵ�ķ�Ӧ����ѧ��
�ؼ���: �����Ӹ��ºϳ�; ��Ӧ����ѧ; TiC/FeͿ��; ����Ȳ����; ����Ϳ ��ͼ�����: TB333; TG174.443
���ױ�ʶ��: A
Dynamics of reactive flame sprayed TiC/Fe composite coatings
LIU Chang-song1, 2, LI Zhi-wen1, HUANG Ji-hua2, YIN Sheng2
(1. School of Mechanical Engineering, Qingdao Technological University, Qingdao 266033, China;
2. School of Materials Science and Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The TiC/Fe composite coatings were prepared by reactive flame spray using ferrotitanium, iron and graphite as the starting materials, which need ignite the self-propagation high-temperature synthesis (SHS) reaction of Fe-Ti-C system by oxygen-acetylene flame. The dynamics of this SHS reaction were studied. The ignition temperature is reduced by increasing Fe content and graphite content or by decreasing the size of reactive components. The degree of the complete reaction is affected by spray powder size, oxygen-acetylene flame power, spray distance and the composition of spray powder.
Key words: self-propagation high-temperature synthesis; reaction dynamics; TiC/Fe coatings; oxygen-acetylene flame; thermal spray
�����Ӹ��ºϳ�(Self-propagation high-temperature synthesis, SHS)�����û�ѧ��Ӧ���������Ʊ����ϵ��¼����� �ڴ�ͳ���ϼӹ�����������ͬʱ���÷�Ӧ��ϵ��SHS��Ӧ�������, ��չ�dz���SHS����, ��SHS������չ��һ����Ҫ��֧, ���з�Ӧ����Ϳ�������ǽ�10������չ��һ�ַdz���SHS�¼���[1]�� �����ô�ͳ����Ϳ�豸, ���ø߷���SHS��Ӧ��ϵ��Ϊ��Ϳ����, ������Ϳ�������ۻ�����ȼ��SHS��Ӧ, �ϳɵIJ��������������ı�����γ�Ϳ�㡣 �봫ͳ����Ϳ�������, �����������ŵ�: 1) Ϳ���е��մ�������Ϳ�����о���SHSԭλ��Ӧ�ϳ�, ����մ���Ľ���ྻ; 2) ����Ϳ������, Ϳ����ϵĺϳ������һ�����, ���м价��, ���ռ�; 3) Ϳ�������������ԭ������Ϳ�����кϳɶ���, ��˳ɱ��������ԡ�
��Ӧ����Ϳ������չ����, �����Ѿ���չ�˷�Ӧ�绡��Ϳ�ͷ�Ӧ��������Ϳ����[2-5]�� �ҹ����ѹ㷺ʹ�õ���ͨ����Ȳ������Ϳ�����Ļ�����, ��չ�˷�Ӧ������Ϳ����[6, 7]�� �ڹ�ȥ�Է�Ӧ������Ϳ�������о���, ��Ҫ�о��˳ɷֲ����Լ����ղ�����Ϳ�����ܵ�Ӱ��[8, 9]�� ��Ϳ��Ӧ��ϵ������ѧ[10]�� Ϳ�����ĥ����[11]�Լ�������Ӧ��Ϳ��ϵ[12]�ȡ� �������������о�Fe-Ti-C��ϵ����Ϳ���̼��䷴Ӧ����ѧ, �о���Ӧ��ϵ�ĵ�����⡢ �������ضԷ�Ӧ���ȵ�Ӱ�졢 ���Ӱ���Լ��ﵽ������Ϳ���̵�Ŀ�ġ�
1ʵ��
Ϊ�Ʊ�TiC/Fe����Ϳ��, ʵ��ԭ�ϲ��������ۡ� ���ۺͽ���ʯī�ۡ� ԭ�ϵĴ������չ�����ͼ1��ʾ�� ���Ȱ����ۺ��������ھƾ������зֱ���ĥһ��ʱ��, ʹ�����ȸ�ϸ, ���ϵ�������Ϊ4��1�� �������, 3�ַ�ĩ�ٰ����Ҫ��ɻ�24h, ʹ���Ͼ���, ����������Ϊ3��1�� ���Ͼ������, ������������ϩ��ˮ��Һ, ���û�е�ž۷�����, ��ɸ�ּ��ɵõ�������ͿҪ�����Ϳ��ĩ�� �й�ԭ�ϳɷ��Լ�ԭ�ϴ����ľ�������μ�����[8]��
����Ϳ������, �����ر�˵����, ��Ϳ���յ�ѡ��Ϊ: ԭ��������Fe 50%(��������)�� n(C)/n(Ti)=1.2, ��Ϳ����Ϊ170mm, ��Ȳѹ��Ϊ90kPa, ��Ϳ��ĩ������Ϊ75~106��m�� ���ȷ���(DTA)����Dupont 1090B���ȷ�����, �����ٶ�Ϊ20��/min, �������, Al2O3��Ϊ�α�� ����Philips APD-10��X���������Dz��������ľ����༰�侧��ָ��(hkl), �����ƺ�������ϵͳ�������ȷ�ⶨͿ����TiCx�ľ�����, �Լ���TiCx�е�xֵ, ���ж�Ti-C��ķ�Ӧ�̶�(���������������ο�����[13])�� ��S250ɨ��羵�۲�Ϳ�㼰��Ϳ��ĩ����ò��
2 ���������
�봫ͳ������Ϳ�������, ��Ӧ������Ϳ����������ص���, Ϳ����ϲ�ͬ����Ϳ����, ��������Ϳ��������Ϳ�����кϳɶ��á� ��Ӧ��Ϳ��ĩ�ܷ��ڷ��й�������ȼ��ϵ��SHS���ȷ�Ӧ�ͳ�Ϊ��Ӧ������Ϳ����ʵʩ�Ĺؼ��� ���, �������������о���Ӧ��Ϳ��ϵ�ĵ�����⡣ �ڵ��������о���, ����¶���һ������Ҫ�ĸ�� �������߲��ò��ȷ���(DTA)�о���ϵ�ĵ���¶ȡ�
һ����Ϊ, ����Ȳ�����ڿ���������������������ѧ���ȵ�������, ���γ�����ȶ����¶ȳ�, ��Ϳ�����ܻ�����ȶ��¶�����, ���������IJ�����, ��Ϳ���ӱ����¶�����Ϳ����ı仯��ͼ2��ʾ[14]�� ��ͼ2�ɼ�, ��Ϳ������������Ϳ������, ����һֱ������1200�����ϡ� �о���Ϊ, Ti-C��Ϊһ���߷�����ϵ, Ԫ�ط�ĩ����̼֮�䷢����ӦTi+C[FY]TiC�ĵ���¶ȸߴ�1600��, ��Ȼ����¶ȸ�������Ȳ������������Ϳ���ӵı����¶ȡ� ����Ti-C��ϵ�м��������ϡ�ͼ����С��Ӧ��Ԫ���ȵ��ֶ�, ���ή����ϵ�ĵ���¶ȡ�
ͼ3��ʾΪ��Ӧ������������ n(C)/n(Ti)����ĥ(ʹԭ�Ϸ�ĩϸ��)ʱ�䲻ͬʱ��DTA���ߡ� ��ͼ3�ɿ���, ��Fe����Ϊ30%ʱ, Fe-Ti-C��ϵ�ĵ���¶�Ϊ902.9��, ԶС��Ti-C��ϵ�ĵ���¶�(1600��), ��˵��Fe�ļ��������ϵSHS��Ӧ�ĵ��ȷʵ�������ԵĴٽ�����; ��Fe������30%��ߵ�50%ʱ, ����¶����902.9���½���856.3�档 ����n(C)/n(Ti)(1.0��1.2), ����¶���856.3�潵��607.5�档 ��ĥʱ��Խ��, ��Ӧ��Ԫ�����Ȼ�Խϸ, ��Ӧ��ϵ�ĵ���¶�Ҳ�ή��(757.4���607.5��)�� �ܶ���֮, �ʵ�����Fe������C��������С��Ԫ���Ⱦ��ή�ͷ�Ӧ��ϵ�ĵ���¶�, ����ڷ�Ӧʱ��ܶ�(һ��Ϊ����������)�ķ�Ӧ������Ϳ��˵�Ƿdz�������, ���ʹ��Ӧ��ϵ������Ȳ������������ȼ��Ϊ���ܡ� ��Ӧ��ϵһ����ȼ, �ͻᷢ��һ������Ϳ��ĩ���浽�����ĵ�ȼ�ղ�, ��������������Ϳ��ĩ��Ӧ��ϵ, �Ӷ�����Ϳ����
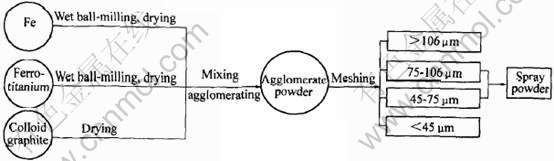
ͼ1 ��Ӧ��Ϳ��ĩ���Ʊ����չ���ʾ��ͼ
Fig.1 Schematic diagram of preparing process of reactive spray powders
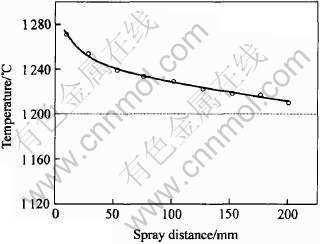
ͼ2 ����Ȳ������Ϳ���ӱ����¶���
��Ϳ����ı仯����[14]
Fig.2 Change curves of oxygen-acetylene flame spray powder surface temperature with spray distance during spraying
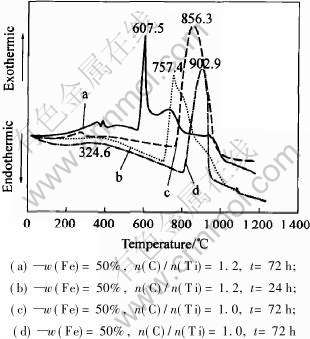
ͼ3 Fe-Ti-C��ϵ��DTA����
Fig.3 DTA curves of Fe-Ti-C system
���ѡ� ���� ̼Ϊ��Ҫ��ֵ���Ϳ��ĩ, ������Ȳ��������(��Ҫ����N2��O2��)��������, ������Ϳ�����п��ܻᷢ��һϵ�з�Ӧ, ��Ti��C�ķ��ȷ�Ӧ(Ti+C[FY]TiC+184kJ/mol)�� TiC��������Ӧ�Լ���Ӧ��ԪTi�� C��Fe��������Ӧ��������Ӧ�ȡ� ����ͼ4��ʾ��Ϳ��X��������������, Ϳ���г����������ѵ���������, ����ΪTiC��Fe�� ��˵�������������ַ�Ӧ��ʵ����Ϳ�����п��ܻṹ�ɾ���, ���ڶ���ѧ��Ti��C֮��ķ��ȷ�Ӧ������Ҫ�ġ�
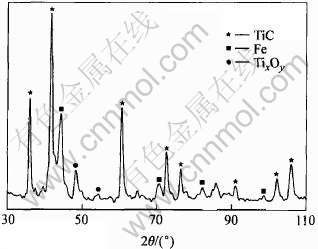
ͼ4 Ϳ���X����������
Fig.4 XRD pattern of coatings
��ʵ, �ѵ�̼������n(C)/n(Ti)�����ںܿ���Χ�ڱ仯, ��ʵ�ʺϳ��к�����ȡn(C)/n(Ti)=1.0��̼����, ���Ϳ���кϳ�̼���ѵ�ȷд��ӦΪTiCx�� TiCx��xֵ����0.47~1.0��仯, �۵�Ҳ��֮��1645~3067���仯�� xֵԽ��, ˵����Ti������Ӧ��̼Խ��, ������̼Խ��, ����Ӧ�̶Ⱦ�Խ��[13]�� ����xֵ�Ĵ�С���侧����a���Ӧ, ���ͨ������TiCx�ľ��������ɵõ�xֵ, �Ӷ������ж��䷴Ӧ�̶ȵĸߵ͡�
ͼ5��ʾΪ��Ϳ���벻ͬʱ, ��õ�Ϳ����TiCx�ľ�����a����xֵ�� ��ͼ5�ɼ�, ����Ϳ����Ϊ70mmʱ, Ϳ���о��Ѻϳ���TiCx�� ����Ϳ��������, xֵ��֮����, ˵����Ӧ�̶Ƚ�һ����ߡ� ����Ϳ����Ϊ170mmʱ, xֵ�������, ͬʱҲ�ﵽ�˼���ֵ; �����Ϊ250mmʱ, xֵ���������͡�
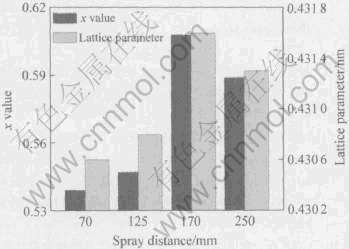
ͼ5 ��Ϳ���벻ͬʱͿ����TiCx��xֵ���侧����
Fig.5 x value and lattice parameter of
synthesized TiCx with different spray distances
�ڷ�Ӧ������Ϳ������, �䷴Ӧ�̶�����Ϳ����ı仯���仯, ���Կ�����һ��ʱ��ЧӦ�� ����Ϳ��ĩ�ķ����ٶ�һ��ʱ, ����������ζ��������Ӧ��ʱ���ӳ��� ���, xֵ���������Ӷ������Ǻ���������ġ� һ�����, ��Ӧʱ��Խ��, ��Ӧ�̶Ⱦͻ�Խ�ߡ� ������Ϳ����Ϊ250mmʱ, xֵ�����170mmʱ������С, ȴ��Щ���⡣ ��˵������Ϳ����Ϊ250mmʱ, ����Ȳ������Χ�����е��������뵽������ȥ, ��������Ȳ������������������, ��ʱ�ϳ�TiCx��ʧ̼�������ش���, ����Ti��C֮��������ڷ�Ӧ, ���䷴Ӧ�ٶ��Ѿ�С��TiCx��ʧ̼�ٶ�, ��˴ӱ����Ϸ�ӳ��xֵ�������͡�
��Ϳ��ĩ�Ŀ�����С������Ϳ����Ҳ���кܴ�Ӱ�졣��������Ҫ�ϳ��ķ�Ӧʱ��, ���������̫ϸ, ��Ϳ�����ڷ��й������������� Ϊ���о���Ϳ��ĩ�ڷ��й����е��ۻ���Ϊ, ѡ��50%Fe-40Ti-C��ϵΪ�о�����, �����ԼΪ170mm������ˮ��, ��ԭʼ�������ȷֱ�Ϊ75~106��m��45~75��m����Ϳ��ĩֱ������ˮ��, �۲쾭ˮ���õ��ķ�ĩ��ò(ͼ6)�� �ɼ�, ԭʼ��ĩ����Խϸ, ���ζ�Խ��, ˵���ۻ�Ч��Խ��, ��Ӧ�ķ�Ӧ�̶�ҲԽ��(��xֵԽ��)��

ͼ6 ��Ӧ��Ϳ��ĩ��ˮ���SEM��
Fig.6 SEM images of reactive spray powders after water cooling
����Ȳ���湦��Ҳ��Ӱ�췴Ӧ��Ϳ���̡� �ڱ��о���, ����Ȳ���湦����ͨ��������Ȳѹ������õ�, ��Ȳѹ��Խ��, ���湦��Խ�� ����Ȳѹ��Ϊ50�� 70��90kPaʱ, Ϳ����TiCx��xֵ�ֱ�Ϊ0.570�� 0.593��0.608�� �����, ����Ȳ���湦�ʶ��䷴Ӧ�̶ȵ�Ӱ�컹�Ƿdz���ġ� ����Ӧ��������Ϳ����˲�ͬ�� ���������幦����һ����Χ�ڱ仯ʱ, ������Ӱ��Ϳ����TiCx��xֵ��С[15]�� ��SHS���Ʊ�TiCx-Niʱ����, ���SHS��ϵ�ڷ�Ӧ�����в�������, ����������ά��, ��ô�����л���̼�ı���(��xֵ)��ȼ�����ʱ������[16]�� ��˵��SHS��Ӧ�������Ȳ���ᵼ�·�Ӧ�̶Ƚ��͡� �ڷ�Ӧ������Ϳ������, ����Ȳ��������ṩ��������, �����ȹ�ӦԶԶ����������������, �������Ȳ���湦�ʵĴ�С������Ӱ��TiCx�ķ�Ӧ�̶ȡ�
����֮��, ��Ϳ��ĩ�Ļ�ѧ�ɷ�(��Fe������n(C)/n(Ti)��)Ҳ��Է�Ӧ��ϵ�Ķ���ѧ����Ӱ�졣 ��Fe������50%���ߵ�70%ʱ, TiCx��xֵ��0.608����0.593�� ��˵������Fe�Ĵ��ڻή��Fe-Ti-C��ϵ�ĵ���¶�, �ٽ�Ti-C֮���SHS��Ӧ, �������������Ӱ���䷴Ӧ����, ʹ����̼�ı������١� ����, ԭ�������Ԫ��C��Ti��ԭ�ӱ�Ҳ������Ӱ�����TiCx�ĺϳɽ��̡� ��n(C)/n(Ti)Ϊ1.0�� 1.2��1.4ʱ, xֵ�ֱ�Ϊ0.592�� 0.608��0.627�� ��ԭ���й�����̼�ᵼ����������, Ϳ����Ҳ���ܴ���δ��Ӧ��ʯī, �����ʵ��ԭ�������, n(C)/n(Ti)ԭ�ӱ�Ӧȡ���С�
3 ����
1) ����Fe��̼��������ĥʱ��, �Է�Ӧ������ͿTiC/FeͿ���Ƿdz������ġ� ��w(Fe)=50%, n(C)/n(Ti)=1.2, ��ĥʱ��Ϊ72hʱ, �����¶ȵʹ�607.5��, Զ��������Ȳ�����¶�, ʹFe-Ti-C��ϵ��˳��������Ȳ������ʵʩ���
2) ��Ϳ��ĩ���ȡ� ����Ȳ���湦�ʡ� ��Ϳ�����Լ���Ϳ��ĩ��ԭ����Ⱦ���Ӱ��Ϳ����TiCx�ķ�Ӧ�̶�, ����Ӱ��Fe-Ti-C��ϵ�ķ�Ӧ����ѧ�� ��Ϳ��ĩ����ԽС�� ���湦��Խ�� ����Ϳ����Ϊ170mm�� ԭ����������50%, ��̼�ʵ�����ʱ, Ti-C��ķ�Ӧ�̶Ȼ�Ƚϸߡ�
REFERENCES
[1]������, ����. ��Ӧ����Ϳ�ķ�չ[J]. ���ϱ���, 2000, 33(1): 83-85.
LIU Chang-song, YIN Sheng. Development of reactive spray[J]. Mater Protection, 2000, 33(1): 83-85.
[2]Roberta L, Roberto O, Giacomo C, et al. Self-propagating combustion synthesis and plasma spraying deposition of TiC-Fe powders[J]. Ceramics International, 2003, 29(5): 519-526.
[3]Valente T, Galliano F P. Corrosion resistance properties of reactive plasma-sprayed titanium composite coatings[J]. Surface and Coatings Technology, 2000, 127(1): 86-92.
[4]Ananthapadmanabhan P V, Taylor P R. Titanium carbide-iron composite coating by reactive plasma spraying of ilmenite[J]. J Alloys and Compounds, 1999, 287(6): 121-125.
[5]Dallaire S, Legoux J G, Levert L. Abrasion wear resistance of arc-sprayed stainless steel and composite stainless steel coatings[J]. Surf Coat Technol, 1995, 46: 163-168.
[6]LIU Chang-song, HUANG Ji-hua, ZHAO Yong, et al. TiC-Fe coatings prepared by flame spray synthesis process[J]. Trans Nonferrous Met Soc China, 2000, 10(3): 405-407.
[7]LI Zhi-wen, LIU Chang-song, HUANG Ji-hua, et al. Synthesis and deposition of TiC-Fe coatings by oxygen-acetylene flame spraying[J]. J Mater Sci & Tech, 2003, 19(2): 161-163.
[8]LIU Chang-song, HUANG Ji-hua, YIN Sheng. The influence of composition and process parameters on the microstructure of TiC-Fe coatings obtained by reactive flame spray process[J]. J Mater Sci, 2002, 37: 5241 - 5245.
[9]������, �Ƽ̻�, ����. �ɷֲ����Է�Ӧ������ͿTiC-FeͿ���Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(4): 660-662.
LIU Chang-song, HUANG Ji-hua, YIN Sheng. Influence of composition parameter on microstructure of reactive flame sprayed TiC-Fe coating[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 660-662.
[10]������, �Ƽ̻�, ����. Fe-Ti-Cϵȼ�պϳɷ�Ӧ������ѧ����[J]. ������ѧ��. 2002, 17(2): 288-292.
LIU Chang-song, HUANG Ji-hua, YIN Sheng. Thermo-dynamic analysis of Fe-Ti-C system[J]. J Inorganic Mater, 2002, 17(2): 288-292.
[11]������, �Ƽ̻�, ����. ��Ӧ������Ϳ�ϳ�TiC-FeͿ�����ĥ�����о�[J]. �����Ƽ���ѧѧ��, 2001, 23(3): 236-240.
LIU Chang-song, HUANG Ji-hua, YIN Sheng. The wear resistance of reactive-flame-sprayed TiC-Fe coatings[J]. J Univ Sci Technol Beijing, 2001, 23(3): 236-240.
[12]������, �Ƽ̻�, ����. Cr-Fe-Ti-Cϵ��Ӧ������Ϳ�о�[J]. ��ĩұ����, 2001, 19(6): 358-360.
LIU Chang-song, HUANG Ji-hua, YIN Sheng. A study on reactive flame spray of Cr-Fe-Ti-C system[J]. Powder Metall, 2001, 19(6): 358-360.
[13]Bartuli C, Smith R W. Comparison between Ni-Cr-40vol% TiC wear-resistant plasma sprayed coatings produced from self-propagating high temperature synthesis and plasma densified powders[J]. J Thermal Spray Technol, 1996, 5(3): 335-342.
[14]������. ��Ϳ����[M]. ����: ������ҵ������, 1978.
LIAN Jing-chun. Spraying Technology[M]. Beijing: National Defence Industry Press, 1978.
[15]Dallaire S, Cliche G. The influence of composition and process parameters on the microstructure of TiC-Fe multiphase and multilayer coatings[J]. Surf Coat Technol, 1992, 50: 233-239.
[16]Cliche G, Dallaire S. Synthesis of TiC and (Ti, W)C in solvent metals[J]. Mater Sci Eng A, 1991, 148: 319-328.
������Ŀ: �ൺ�пƼ���չ�ƻ�������Ŀ(05-1-JC-89); ����ʡ�ܳ��˲Ŵ��»���������Ŀ(0421001000)
�ո�����: 2006-03-13; ������: 2006-07-15
ͨѶ����: ������, ������, ��ʿ; �绰: 0532-85071930; ����: 0532-85071286; E-mail: CSL@qtech.edu.cn
[1]������, ����. ��Ӧ����Ϳ�ķ�չ[J]. ���ϱ���, 2000, 33(1): 83-85.
[9]������, �Ƽ̻�, ����. �ɷֲ����Է�Ӧ������ͿTiC-FeͿ���Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(4): 660-662.
[10]������, �Ƽ̻�, ����. Fe-Ti-Cϵȼ�պϳɷ�Ӧ������ѧ����[J]. ������ѧ��. 2002, 17(2): 288-292.
[11]������, �Ƽ̻�, ����. ��Ӧ������Ϳ�ϳ�TiC-FeͿ�����ĥ�����о�[J]. �����Ƽ���ѧѧ��, 2001, 23(3): 236-240.
[12]������, �Ƽ̻�, ����. Cr-Fe-Ti-Cϵ��Ӧ������Ϳ�о�[J]. ��ĩұ����, 2001, 19(6): 358-360.
