
���Ƴ����������ɻص����ۼ���ֵģ��
��ʱ�������ɣ��ܽܣ����죬���£����κ�
(�����ѧ ��е���������ص�ʵ���ң����죬400030)
ժҪ����������о�δ�����������������ɳ��μ��ص�Ӱ������⣬����������Ӱ����������ɳ��μ��ص����ۣ����۵���˿����غ�������ͬ����ʱ��������˿�����Ӧ�����������˿�����Ӧ�����ص����������Ĺ�ϵ��ͨ�����ͷ���������Ԫ��������ABAQUS 6.8ʵ�ֲ�ͬ�����������������Ƴ��ι��̵���ֵģ�⡣���ۼ�����ģ������������������ͬ�ᵼ�µ������ջص����IJ�ͬ������Խ��˿��ж��ʱԽ���ױ��ֳ���ʱ����״���ص���ԽС��ʵ����������ʱ���ڳ�������������������ı������£���ͨ��������С�����ķ�������С������ص�����
�ؼ��ʣ�
������������˿���������ص���������������ֵģ����
��ͼ����ţ�TH135 ���ױ�־�룺A ���±�ţ�1672-7207(2011)02-0373-06
Theory of springback and numerical simulation of
helical springs after cold coiling
WANG Shi-long, LEI Song, ZHOU Jie, XIAO Hong, YANG Yong, FENG Zhi-heng
(State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400030, China)
Abstract: Since there is no research about the forming and springback of helical springs considering the influence of the tensile force, the theory of it was established. The relationships between the bending moment, tensile force and the stress within the cross-section of spring wire respectively along with the relationship between the ratio of springback and the tensile force were discussed by applying the bending moment and tensile force together. The forming process numerical simulations of helical springs at different tensile forces were carried out by employing the large non-linear finite element analytical software ABAQUS 6.8. The results show that the springback is different when applying different tensile forces during the winding process. The larger the tensile force is, the smaller the springback is. Under the condition, it is easier for the spring wire to keep the shape being formed. For the helical springs in the course of being cold-coiled, when the other parameters are not easy to be altered except the tensile force, it is capable of increasing or decreasing it to decrease or increase the springback, respectively.
Key words: helical springs; spring wire; forming; theory of springback; tensile force; numerical simulation
���������������Ƴ���ʱ����˿Ҫ���ܽϴ�ĵ�����������ж�غ��䵯�Բ���Ҫ�ָ�����ˣ����ƺ�����Żص�����[1]���ص�һֱ����Լ���������������ɱ�������������Ч�ʵĹؼ�����֮һ���ǹ��̽�δ����Ч����ļ������⡣��������[1-3]��Բ�������ĵ����Դ��������۳������о�������ʱ��˿������ڵ�Ӧ����Ӧ�䡢������Ȧ���ʵĹ�ϵ[4]�����ǣ��������Ƴ�����һ���̺���˿���졢������Ťת�ĸ��ϱ��ι��̣���һ���������η����ԡ����Ϸ����ԡ��Ӵ������Ե�ǿ���������⣻��ˣ������ѵ������Ƴ��ο��dzɵ����Դ��������̴��ھ����ԡ�Bibel��[5]��Ϊ����ʹ�ص��ļ�С����Ϊ������ʹ��˿����������ᷢ��ƫ�ƣ�������ֻ���������������ڻ�˿������������ֻ�����������������˿�����������Ȼ�ⲻ����ʵ�ʻ�˿�����Ӧ���ֲ�������ڴˣ��������߽����˿�������Ӱ����������ɳ��μ��ص����ۣ���һ�������������Ե��ɻص���Ӱ�졣Ŀǰ���ڰ�ij�ѹ�ص����ܲ������ص�����ֵģ��϶��[6-9]�������������������Ƴ��μ��ص�����ֵģ�δ�����ױ�������ˣ��������������˲�ͬ�����������������Ƴ��ι��̵�����Ԫ��ֵģ�⡣
1 ������Ӱ����������ɻص�����
�����������Ƴ��ι�����ͼ1��ʾ����˿�ɿ��̶̹�����������ת��ͬʱ����˿����װ���ڴ������������ƶ�������˿����о���Ͼ��Ƴɵ��ɡ��ù��̿ɵ�ЧΪ��Ϊl���뾶Ϊr�Ļ�˿�ܵ�1�����M��1������N�Ĺ�ͬ���ã���ͼ2������˿���ܵ����M������N��Сʱ����˿��ȫΪ���Ա��Σ��������Ӧ����ֱ�߷ֲ�����Ե(r=d/2��dΪ��˿ֱ��)�ϵ�Ӧ ��Ϊ��
 (1)
(1)
ʽ�У���MΪ����ز�����Ӧ������NΪ������������Ӧ������Ϊ��Ӧ����
�����M=Ms������N=Nsʱ����˿��Ե����Ӧ���պôﵽ��ʼ����Ӧ����s�����ǣ��У�
 (2)
(2)
ʽ�У�Ms��Ns�ֱ�Ϊ��˿��Ե����Ӧ���պôﵽ��ʼ����Ӧ��ʱ����غ�������
���Ƶ���ʱ����˿�ܵ������Զ����Ms���ڻ�˿��������ص���Ȧ�뾶��������������ά���������Ա��Σ������������ص��������Ա��λ�Ҫ���˿�ڲ����졣��Բ�������Ĵ�����������ȣ���غ�������ͬ����ʱ��˿���������ƫ����漸�����ģ���ͼ3����ͼ3�У�cΪ��ʼ������ά��������ľ��룻bΪ�����ᵽ���漸�����ĵľ��롣���Ŀ��ǻ�˿����Ϊ��-����ǿ�����ϣ���zΪ��˿�����������һ�㵽���漸�����ĵľ��룬����غ�������ͬ����ʱ��˿������Ӧ��Ϊ��
 (3)
(3)
ʽ�У�![]() ��EΪ��˿����ģ����E1Ϊ��˿����ǿ��ģ����
��EΪ��˿����ģ����E1Ϊ��˿����ǿ��ģ����
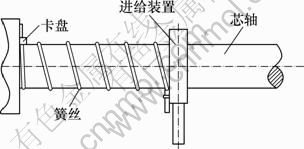
ͼ1 �����������Ƴ��ι���
Fig.1 Cold-coiling process of helical springs
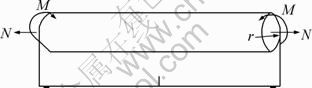
ͼ2 ��˿��1�����M��1������N�Ĺ�ͬ����
Fig.2 Applying bending moment and tensile force to spring wire together
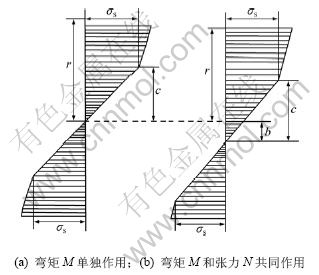
ͼ3 ��˿Բ�κ�������غ�ȷ����Ӧ���ֲ�
Fig.3 Stress distributions within cross-section of spring wires along thickness
��ˣ����M��Ӧ����֮���Ӧ��ϵΪ��
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() (4)
(4)
����N��Ӧ����֮���Ӧ��ϵΪ��
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() (5)
(5)
ʽ�У�AΪ��˿�����������
Ϊ��ʹ��ʽ��࣬���������������m��������������n[10-12]��
![]() (6)
(6)
��
![]() (7)
(7)
ʽ�У�p��q��ʾӦ���ֲ�������
��ʽ(4), (5)��(7)����ʽ(6)����ã�
![]()
![]()
![]()
![]() (8)
(8)
![]()
![]()
![]()
![]() (9)
(9)
Ϊ��˵�������Ե��ɻص���Ӱ�죬����õ��ɻص�������ʻ�ص��ȡ�����Բ�������ڵ�����������ж�ز���������ά�ķ�����������ˣ�ж��M��N�൱�ڵ���-M��-N����Ĵ�����ЧӦ�������Ĵ�����ЧӦ�����ı����ʣ�����ص����˿������Ϊ��
![]() (10)
(10)
ʽ�У�![]() Ϊ�ص�������������ʣ�
Ϊ�ص�������������ʣ�![]() Ϊ�ص�ǰ������������[6]��
Ϊ�ص�ǰ������������[6]��
ͬ���������ٻص���Ϊ��
![]() (11)
(11)
��ˣ�ֻҪ�õ��������ٻص��ȦǺ�������������n�Ĺ�ϵ������˵�������Ե������ջص���Ӱ�졣���ǵ�b��r��c+b��r����q��1��p+q��1����ʽ(9)��(11)�ɵõ��Ǻ�n�Ĺ�ϵ�������ͼ4��ʾ��
��ͼ4�ɼ����������������ص��Ȧ������ڳ�ʼ�������������£��ص��ȼ���������/n�ϴ����������ļ������ص������࣬��/n��������������ƽ�����ص���Խ��ʹ��˿��ж�صĹ������ܹ��Ϻõر��ֳ���ʱ����״�����ص�����С��
ͨ����һ���������Եõ����ڵ��ɳ��ι����У��������仯���������һ��������£�������ͬ�ᵼ�µ������ջص�����ͬ�������ɻص���ijߴ硢���Ⱥ�������ͬ����������[1-3]����û�п���������������о����ɳ��κ�Ļص�����ˣ��������о��ġ�ͬʱ������̼�ػ�˿���Ƶ���ʱ���������������������£���ͨ��������С��������С���������յ��ɵĻص���������ߵ��ɻص���ľ��Ⱥ�������
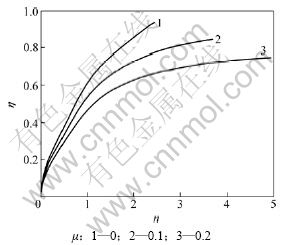
ͼ4 �̲�ͬʱ�����ٻص��Ȧ���������������n�Ĺ�ϵ
Fig.4 Relationships between dimensional springback ratio And tensile force under different ��
2 ��ֵģ�����
2.1 ����ģ��
Ϊ�˽�һ��˵�����ɳ��ι�����������Ӱ�죬�������߲���ABAQUS 6.8�е�ABAQUS/ Explicitģ�飬������̬�����ķ���ģ�ⵯ�����Ƴ��ι��̡�����ͼ1��ʾ�ĵ������Ƴ���ԭ����������άģ�ͽ�����˿��о�ᡢ��Ͳ�Ϳ��̵Ȳ���������о�ᡢ��Ͳ�Ϳ��̵ĸն�ԶԶ���ڻ�˿�ĸնȣ������䱾����Ӧ���ͱ��β��������ĵĶ�����ˣ�������ά��ɢ���岿����о��Ϳ��̽�ģ(о���뿨�̺ϲ���һ���ʲ�������״����ˣ�Ӧ������ά��ɢ���岿����ģ)��������ά�������岿������Ͳ��ģ���ڷ��������У����岿�����������л��ڵ�Ԫ�ļ��㣬������Խ�Լ������ʱ�䡣���⣬�ڽӴ������У�����Ӵ��Ե������Ǹ��岿�����棬����ʱ���������������
�����ɳ���ʱ����˿��������죬�ڲ���ѹ�������һ�˿�����������ƫ�ơ�Ӧ���ػ�˿�����ķֲ���ͼ3��ʾ��Ϊ����ʵ�ط�ӳ�������ƹ����л�˿�����Ӧ���ķֲ����������߲�����άʵ�嵥Ԫ�Ի�˿��ģ�������������Ƴ��ε�����Ԫ����ģ����ͼ5��ʾ��

ͼ5 �����������Ƴ�������Ԫ����ģ��
Fig.5 FEM computing model of cold-coiling process of helical springs
��ͲΪ�������岿��������Ҫ��������о��Ϳ���Ϊ��ɢ���岿����ѡ��R3D4��Ԫ���м����ּ��ɡ��������Ƴ�����һ������εĸ��ӽӴ����⣬��ˣ�Ӧʹ��C3D8R���Լ������ֵ�Ԫ�Ի�˿�������֡��õ�Ԫ���ŵ��ǣ��������κΰ����Ӵ��������У���λ�Ƶ�������Ͼ�ȷ���������غ��²������������������⣻���������Ť������ʱ���������Ȳ����ܵ����Ӱ��[13-15]��ģ���л�˿�Ľڵ���Ϊ81 969����Ԫ��Ϊ68 080��
ģ���л�˿����Ϊ̼�ص��ɸ�˿T9A���ܶ�Ϊ7.8 g/cm3������ģ��Ϊ205 GPa�����ɱ�Ϊ0.3�����ι����л�˿ֱ��Ϊ2.1 mm��о��ֱ��Ϊ17 mm���ݾ�Ϊ10 mm�������ֱ�Ϊ50��100��150��500 N��
��˿���ι��̷�2�����У�Ԥ�����������Ƴ��Ρ������˿�ڳ��ι����г��Ȳ��䣬�����ڻ�˿ĩ��ʩ���������������������з��ĸ߾��ȶ�������������ؼӹ�������CZϵ�дŷ��ƶ��������ƻɹ����е�����һ�¡������ƻɹ����д��ڼ��η����ԡ����Ϸ����Լ��Ӵ������ԣ��ʻ�˿��λ�Ʒ�ʽ�ֶ����ء�λ�������ɻ�˿�Ŀռ伸��ģ�Ϳ���Ϊ��
 (12)
(12)
ʽ�У�DΪ�����о�����Ϊо��ת�٣�PΪ���ɽھࣻtΪ����ʱ�䡣
2.2 �����������
�Ƚϵ�о��ֱ��D=17 mm����˿ֱ��d=2.1 mm���ƻɽھ�P=10 mm������Ȧ��n=3�����£������ֱ�Ϊ50��100��150��500 Nʱ�����Իص�����Ӱ�졣ͼ6��ʾΪ����Ϊ100 Nʱ���ɳ��κ�ı�����MisesӦ���ֲ��������������µ��ɳ��κ�ı�����MisesӦ���ֲ��������ơ�

ͼ6 ����Ϊ100 Nʱ���ɱ�����MisesӦ���ķֲ�
Fig.6 Deformation and Mises stresses distribution of helical spring when tensile force is 100 N
��ͼ6���Կ��������ι����е����Ӧ�������ڻ�˿�뿨�̵����Ӵ���������Ϊ��˿�뿨���Dz���RBE2�����ӷ�ʽ�����ι����иô�������Ӧ�����С����ǣ������Ӵ�����ֵ����������ע����Ҫ������ʵ�ʼӹ����뿨�̼н����Ļ�˿Ҳ���ڵ���������е�����ˣ���Ӧ�ù�ע���ι��������Ӵ����˿��Ӧ����
���ڳ��ι����У���˿��㵥Ԫ��Ҫ����Ӧ�����ã��ڲ㵥Ԫ��Ҫ��ѹӦ�����ã�����Ӧ����ͬ��Բ�ֲ�����ˣ�ȡ��ͬ����ʱ��˿ijͬһ�����������ͬ��1����Ԫ��������Ӧ������ʱ��ı仯���ߣ���ͼ7��ʾ��
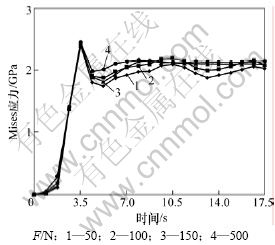
ͼ7 ��ͬ�����»�˿ijͬһ������������ͬ��1����Ԫ�ڳ��ι�����Ӧ����ʱ��Ĺ�ϵ
Fig.7 Relationships between the Mises stresses and time of the same element within the same layer of cross-section
in cold-coiling process of helical springs under different tensile forces
��ͼ7���Կ���������Խ���ι����л�˿����Ӧ��Խ�ȶ�����Ӧ��ҲԽ��˿����������������ռ����Խ�ص���ԽС�����뱾�����ۼ�����һ�¡���ˣ���ʵ�����Ƶ��ɵĹ����У����ڲ��ı����������������£�ͨ��������С�����İ취�����Ƶ��ɻص�����
3 ����
(1) ������������Ӱ����������ɳ��μ��ص����ۡ�ͨ�����ۼ��㷢�֣������Ե��ɻص�Ӱ��ܴ��ڳ��ι����У�����Խ��˿�ص����������ص�ǰ�����ʵı�ֵԽ���ص���Խ��˿��ж�صĹ�����Խ�ܹ��Ϻõر��ֳ���ʱ����״���ص���ԽС��
(2) ����Խ���ڳ��ι����л�˿����Ӧ��Խ�ȶ�������Ӧ��ҲԽ��˿����������������ռ����Խ�ص���ԽС��
(3) ��ֵģ����������ۼ������һ�¡���ˣ���ʵ����������ʱ���迼�������Կ��Ƶ��ɵĻص������ڸı��������������һ�����ı������£���ͨ��������С��������С���������յ��ɵĻص������Ӷ�����Чָ���������������������ɱ�����ߵ�������������Ч�ʡ�
�ο����ף�
[1] ������. ���������������������������ɵĻص�[J]. ������ѧԺѧ��, 1992(5): 73-76, 87.
YIN Ren-long. The theory of elastic-plastic bending and springback of helical springs being cold-coiled[J]. Journal of East China Institute of Technology, 1992(5): 73-76, 87.
[2] ������, ��Ϊ��, ��С��. �����������ɻص����ʵ��о�������[J]. �ִ����칤��, 2002(3): 12-13.
LIU Jin-wu, GAO Wei-guo, NI Xiao-dan. Research and experiment of springback curvature of helical springs being cold-coiled[J]. Modern Manufacturing Engineering, 2002(3): 12-13.
[3] ��Ӣ��, ���Ժ�, ���³�. �����ֲ�[M]. ����: ��е��ҵ������, 2008: 112-116.
ZHANG Ying-hui, LIU Hui-hang, WANG De-cheng. Spring handbook[M]. Beijing: Mechanical Industry Press, 2008: 112-116.
[4] Chakrabarty J. Theory of plasticity[M]. New York: McGraw-Hill Book Company, 1987: 99.
[5] Bibel G D, Kicher T P. Reduction of springback and residual stresses during winding of a helical spring[J]. Journal of Engineering for Industry, 1991, 113(2): 214-217.
[6] �ָ���, �ܼ�, ֣С��, ��. X5214 ���Ͻ��Ͳļ�ѹ���̵���ֵģ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2008, 39(4): 748-754.
LIN Gao-yong, ZHOU Jia, ZHENG Xiao-yan, et al. Numerical simulation of extrusion process of X5214 aluminum alloy profile[J]. Journal of Central South University: Science and Technology, 2008, 39(4): 748-754.
[7] ղ÷, ���, �����. �ܲ����������ص����ɵ�����Ԫ����[J]. ���Ͽ�ѧ�빤��, 2004, 12(4): 349-352.
ZHAN Mei, YANG He, LI Zhen-bin. FEM numerical analysis of springback law of NC tube bending[J]. Materials Science and Technology, 2004, 12(4): 349-352.
[8] ����, ��̲�, ������. ���������ص�Ӱ�����ص�����Ԫģ���о�[J]. ���Ͽ�ѧ�빤��, 2007, 15(2): 269-272.
CHEN Lei, YANG Ji-chang, ZHANG Li-wen. Research on the factors influencing bending springback of sheetmetal by FEM[J]. Materials Science and Technology, 2007, 15(2): 269-272.
[9] �����, ʩ����. ���ϳ�ѹ���λص�����ֵģ��[J]. �������պ����ѧѧ��, 2001, 27(2): 194-197.
XU Bing-kun, SHI Fa-zhong. Numerical simulation of springback in sheet metal forming[J]. Journal of Beijing University of Aeronautics and Astronautics, 2001, 27(2): 194-197.
[10] ��ͬϣ, ������. �����������ۼ���Ӧ��[M]. ����: ��ѧ������, 1992: 45-55.
YU Tong-xi, ZHANG Liang-chi. Theory and application of plasticity[M]. Beijing: Science Press, 1992: 45-55.
[11] Yu T X, Johnson W. Influence of axial force on the elastic-plastic bending and springback of a beam[J]. Journal of Mechanical Working Technology, 1982, 6(1): 5-21.
[12] El-Domiaty A, Shabaik A H. Bending of work-hardening metals under the influence of axial load[J]. Journal of Mechanical Working Technology, 1984, 10(1): 57-66.
[13] �ܽ��, ʯ��ƽ. ABAQUS����Ԫ��������������[M]. ����: ��е��ҵ������, 2009: 130-136.
CAO Jin-feng, SHI Yi-ping. ABAQUS FEM numerical analysis and frequently asked questions[M]. Beijing: Mechanical Industry Press, 2009: 130-136.
[14] ׯ��, �ŷ�, ���, ��. ABAQUS����������Ԫ������ʵ��[M]. ����: ��ѧ������, 2005: 52-61.
ZHUANG Zhuo, ZHANG Fan, CEN Song, et al. ABAQUS non-linear FEM software and application example[M]. Beijing: Science Press, 2005: 52-61.
[15] ʯ��ƽ, ������. ABAQUS����Ԫ����ʵ�����[M]. ����: ��е��ҵ������, 2008: 51-58.
SHI Yi-ping, ZHOU Yu-rong. ABAQUS FEM numerical analysis and application example explanation[M]. Beijing: Mechanical Industry Press, 2008: 51-58.
(�༭ �°���)
�ո����ڣ�2009-12-22�������ڣ�2010-03-05
������Ŀ��������Ȼ��ѧ����������Ŀ(50775226)����������ѧ�����о��ص���Ŀ(109129)�����ҽܳ������ѧ����������Ŀ(50925518)�������ѧ�о����Ƽ����»���������Ŀ(200911A1A0020318)�������ѧ��211���̡����ڴ����˲������ƻ�������Ŀ(S-90106)
ͨ�����ߣ���ʱ��(1966-)���У����������ˣ���ʿ�����ڣ����������Զ������������켼���о����绰��023-65103567��E-mail��slwang@cqu.edu.cn
