
DOI: 10.11817/j.ysxb.1004.0609.2020-35913
̼�Ȼ�ԭ-��̼����������ͭ������븻���м۽���
�� ��1����ѡ��1����Сǿ1���ܲŷ�1����ĵ��2, 3����־ǿ2, 3���� ��1, 4����־��1���� ��2, 3
(1. ����������ѧ����ɫұ�������ǿ���о��������� 341000��
2. �㶫ʡ��Դ�ۺ������о��������� 510000��
3. ϡ�н����������ۺ����ù����ص�ʵ���ң����� 510000��
4. ����ԥ���Ǧ�����������ι�˾����Դ 454650)
ժ Ҫ��
��ͭ���ຬ��ͭ��п����������Ǧ�ȶ����м۽�����Ϊ�˻������е��м۽��������о�����ˡ�̼�Ȼ�ԭ����-��̼������ԭ���������¹��ա�����ͨ��̼�Ȼ�ԭ���ս�п������Ǧ���м۽����ӷ����������Ի��գ��ڻ�ԭ�¶�Ϊ1473 K��̼����Ϊ20%����Ӧʱ��Ϊ60 min�������£�Ǧ������п���ѳ��ʷֱ�ﵽ90.77%��95.14%��99.92%��Ȼ��ͨ����̼������ԭ�������������¶�Ϊ1573 K������SiO2��Ϊ6%����Ӧʱ��Ϊ180 min�����£��ɵõ������ڽ������ϵ�ˮ����������ڻ�ԭ�¶�Ϊ1473 K��̼������Ϊ8%����Ӧʱ��Ϊ20 min����ͭ��������������ͭ���У���������ͭ�����ɴ�98%���ϣ�����ͭ����Ҫ���о�ʵ���м۽�����ȫ���գ������еĺ�ͭ���ദ�����գ��������̶̣��ܺĵͣ��м۽��������ʸߣ����û����������ŵ㡣
�ؼ��ʣ�
��ͭ������̼�Ȼ�ԭ��������ͭ����̼������ԭ������ˮ����������ͭ��
���±�ţ�1004-0609(2020)-09-2178-12���� ��ͼ����ţ�TF813���� ���ױ�־�룺A
��ͭ������ұ����ҵ�Ĺ�ҵ��ˮ����������Ĺ�ҵ�����Ŀǰ�ѱ��������Σ�շ�������[1]����ͭ�����к��д����ؽ�������ͭ������п�����ȣ�����ƷλԶ���ڸ���ʯ�������䲻�Ӵ�������Ի�����DZ��Σ��Զ����ҵ��ˮ[2-3]�������������ʵ��Ч�Ĺ��ս����м۽���������ȡ����ÿ������ĺ�ͭ�������м۽�����DZ�ڼ�ֵ�ͳ���500��Ԫ[4]������һ��DZ����������Ķ�����Դ��
��Ժ�ͭ����Ĵ���������ѧ��ֱ�Ӳ��ù̻�����[5-6]������ѧ�ߴ�����ʪ�������Դﵽ��Դ���պͷ��ﴦ����˫��Ŀ��[7-11]��XU[4]�о��˴��Ṥҵ��ͭ�����и�ѡ���Է������ͭ������ʹ��N902��ú������ȡ��Щ������Ȼ��ʹ��������з��ͣ������Ź��������£�ͭ�������ܻ����ʷֱ�Ϊ93.6%��88.9%��SOUZA��[12]�о����ɵ�����������ɵķ���(����Σ��)�и�����ȡ�ͻ��ա��������������1.4 mol/L�������⣬��60 ���¾���40 min�������ɻ���92%��ұ������������������Ҳ�ﵽ����Ҫ��SU[13]�о����������β�����������ӵ�������н����������о��������������1.5 mol/L�����ᣬ��Һ�̱�Ϊ10��1�������¶�Ϊ40 ��ʱ��ͭ�Ľ����ʸߴ�80.6%��LI��[14]�о��˳�����ǿ������������գ����ڴӺ�ͭ��������ȡ�ͻ��ն����ؽ��������������������������ǿ��һ�������ͭ������п���������Ľ����ʷֱ�Ϊ96.72%��97.77%��98.00%��53.03%��0.44%���ӻ�Ͻ�������Ч�ط����һ��ĸ��ͼ������е��������ĵڶ��ν����ֱ�ʹͭ������п���������Ľ����ʷֱ�ﵽ75.03%��81.05%��81.39%��1.02%��0%������һ��������ͭ������п������������ǿ�������У���ͭ������ͭ������п�����������ܻ����ʷֱ�Ϊ97.42%��98.46%��98.63%��98.32%��100%����������Ϊ������գ��������Ԫ�������ڴӽ���ϵͳ�ų���ˮ��Һ�С�
ֱ�ӶԺ�ͭ������й̻�������Ȼ�ɽ��������Ⱦ���⣬ȴ���Ӻ�ͭ�����л����м۽�����ʪ����������ض����յõ��ĺ�ͭ������ͭ�������м۽����Ļ����ʿɴ�90%������ҵ�����к�ͭ����ɷֲ��������ʪ�����յ���Ӧ�Բ����ʪ������������ν��ա����ˡ���ϴ���û��Ȳ��裬�������̸��ӣ����п��ܲ�����ˮ�������Ӷ���ɶ�����Ⱦ[15-16]��
Ŀǰ�����մ�����ͭ�������ڲ������̼���ԭ����Ӧ��ǿ������ѧ���ǵĹ�ע,����Ч�������(��)Σ����ǰ���£�������ʵ�ֺ�ͭ�����м۽�����Ч��ȡ���к��ɷ������ȶ�����Ŀ��[17]������ͭ������»����������������������Ч�ʽϸߣ�����ѡ���Է���̶Ƚϵ͡�Ϊ��֤ͭ�����ĸ�����(����ͭ�Ļ����ʣ�95%)��������Ӵ�ԭ�����������Ӷ����¹���ԭ������Һ�к��н϶������������Ժ����ĵ�⾫�������������Ӱ��[18]�����⣬�������ͨ���������ϸߣ�������������Ԥ�������ڻ�ԭ������������������ͭһ����ԭ���γɺϽ������ָ����Ͻ�����������е��ʱ�����ױ��������γ�SnO(OH)2��Sn(OH)2SO4����������״������������������壬���µ���Ч���½���������������[19]��
��Թ�����ȱ���Ƚ����졢�������ĺ�ͭ���������������м۽�����Ч���ù��գ����ĶԺ�ͭ�����ۺ����ù��ս��б�����ؼ��������⣬������Ժ�ͭ������ܺġ���Ч�����������ʡ�ԭ����Ӧ��ǿ�Ĺؼ���������ɻ������ݻ��ۣ����ȫ�µĺ�ͭ���������������м۽�����Ч���ù��ա�
1 ʵ��
1.1 ʵ��ԭ��
���о���ʹ�õĺ�ͭ���������й�����ʡ�����еĶ�����Դ�������õĹ����� ��80 ���¸���8 h����ͭ����ѹ�鲢ͨ��200Ŀ��ɸ(��74 mm)ɸ�֣�����������ܷ���Լ�ƿ�С�ͨ��ICP-MS�Ժ�ͭ����Ļ�ѧ��ɽ����˼�⣬������1��ʾ��
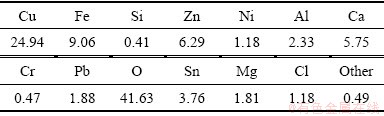
ICP�����������Ʒ����24.94% Cu��9.06% Fe��0.41% Si��6.29% Zn��1.18% Ni��2.33% Al��5.75% Ca��0.47% Cr��1.88% Pb��3.76% Sn��1.81% Mg��41.63% O������Ԫ�ء�
��1 ��ͭ����Ļ�ѧ���
Table 1 Chemical elements of copper-containing sludge (mass fraction, %)
��ͭ�����XRD����ͼ1��ʾ����ͭ�����������������ͭ(JCPDS 01-089-5895)��������(JCPDS 97-002-7899)ƥ�����á����⣬��������������(JCPDS 01-088-0287)��������(JCPDS 00-043-1484)��������(JCPDS 00-037-1497)������п(JCPDS 01-089-0510)��
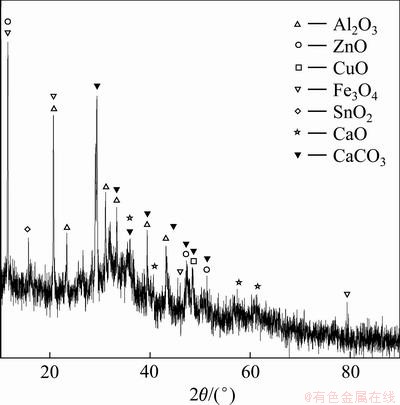
ͼ1 ��ͭ�����XRD��
Fig. 1 XRD pattern of copper-containing sludge
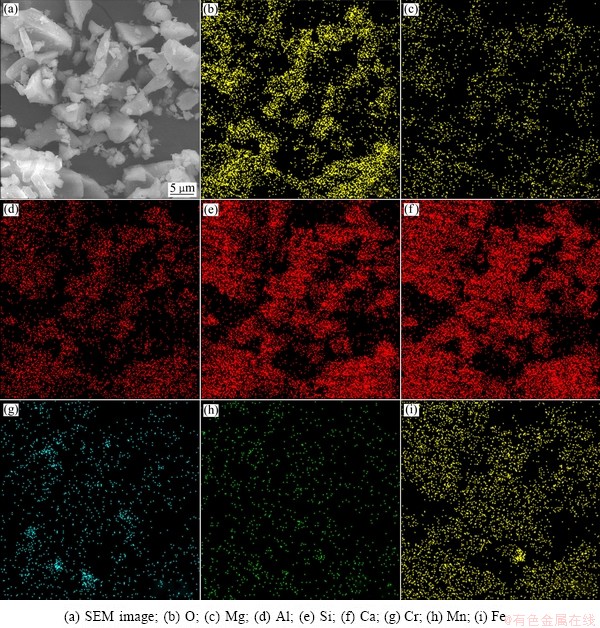
��ͭ����ɨ��羵��������(SEM-EDS)��ͼ2��ʾ��ɨ��羵������������ܺ�ͭ�����д��ڴ�Ŀ���������Ҫ��ϸ�����γɾۼ���Ϊ������ߴ�ԼΪ10 ��m����ͭ����ı�����ɺ�������þ�������衢�ȡ��ơ���������ͭ��п��Ǧ�������������������ͭ�������Ҫ�������Ϊ�ؽ����������XRD����һ�¡���һ��������ɨ�������������ĸƺ���������״�����״���е��������ϸߣ�ͭ�ں�ͭ�����еķֲ�Ϊ�ȽϾ��ȡ�
2.2 ��ⷽ��
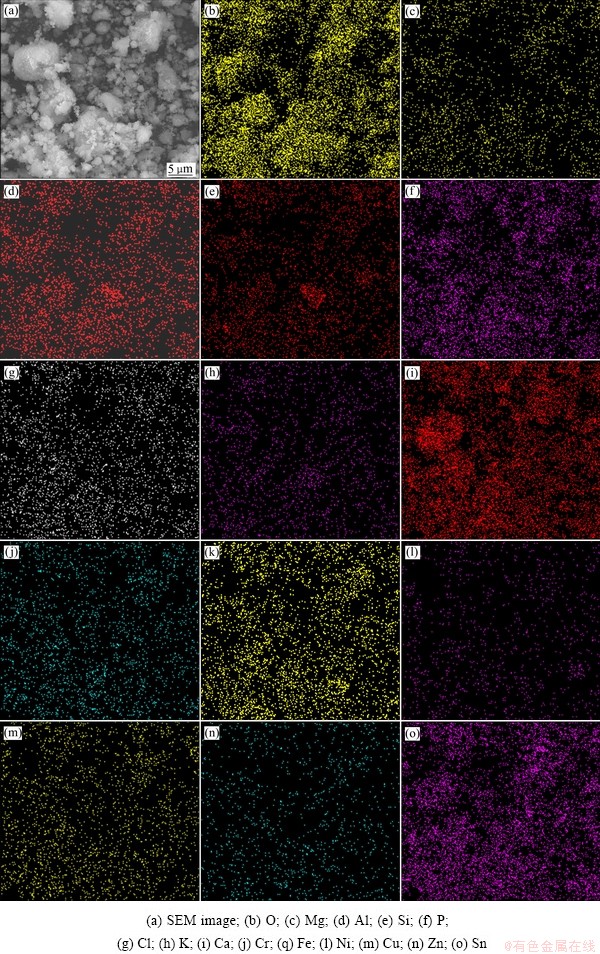
ͼ2 ��ͭ�����SEM��EDS��
Fig. 2 SEM image(a) and EDS spectra ((b)-(o)) of copper-containing sludge
ʹ��ICP(Optima 8000 Leeman��America)������ͭ����Ļ�ѧ��ɡ�ʹ��������������(LECO ON736��America)��������Ԫ�ص������ﺬ����ʹ��XRD(BRUKER��Germany)����������ɷ���������ͭ����ͺ�ͭ����𤸽��ʯī�����ϼ��ϣ�����ĥ��������ͭ��֮��������SEM�У�Ȼ��ʹ��ɨ���������(SEM��SU-8000 HITACHI��Japan)������̬ѧ����������趨�ʵ��ķŴ�ϵ���Ի������ĵ羵ͼ�ס�
2.3 ʵ�鲽��
��ʵ����Ҫ��Ϊ������Ҫ���̣���ͭ�����̼����ԭ�ͺ�ͭ��������ԭ��������̼�Ȼ�ԭ�����У�������ͭ������������������Ϊ20%�Ļ���̿��Ȼ�����Ƿ��������л��5 minʹ���߳�ֻ�ϽӴ�����Ϻ���������GSL-1400X�����չ�ʽ¯�У�������ų���������1473 K�·�Ӧ60 min�õ���ͭ��
�ں�ͭ������ԭ���������У���̼����ԭ�õ��ĺ�ͭ����SPZ-15��Ƶ��Ӧ¯�У�����������6%SiO2��8%����̿���ڵײ������������Ⱦ���180 min��1573 K���������������ڵײ�ͨ��Ȼ�����������¶ȵ�1473 K������20 min��ԭ���������տɵõ��ϸ������ͭ��Ʒ��ˮ������
2.4 Ǧп��̼�Ȼ�ԭ����ѧ����
ͨ���Ժ�ͭ���ѧ�ɷַ�����֪��пǦ����Ҫ����������ʽ���ڣ�����ͨ������ѧ����������Ԫ��̼�Ȼ�ԭ���̽�������ѧ�������ڻ�ԭ�ӷ���������Ҫ�������·�Ӧ��
SnO2+C=SnO+CO(g) (1)
SnO+C=Sn+CO(g) (2)
SnO2+C=Sn+CO2(g) (3)
PbO+C=Pb+CO(g) (4)
2PbO+C=2Pb+CO2(g) (5)
ZnO+C=Zn+CO(g) (6)
2ZnO+C=2Zn+CO2(g) (7)
������Ӧ�ڲ�ͬ�¶������µķ�Ӧ����˹��������ͼ4��ʾ��
��ͼ4��֪����̼�Ȼ�ԭ�����У�ZnO��ԭ���ѣ�SnO2��֮��PbO��ԭ�����ף����������о��¶��¾��ܽ��л�ԭ��Ӧ���һ�ԭ���������ɵ�COҲ�ܽ�һ���ٽ���Ӧ��������ʵ�ʻ�ԭ�����У�Ǧп����������SiO2������Ӧ������ɹ����Σ�����ͭ�����е�CaO���������CaSiO3�Ӷ��ٽ���Ӧ��������ˣ�PbO��ZnO��SnO2�������»�ԭ������Ǧ��п��SnO���������������õ�PbO��ZnO��SnO2�����ս����̳��дӶ����Է��븻����
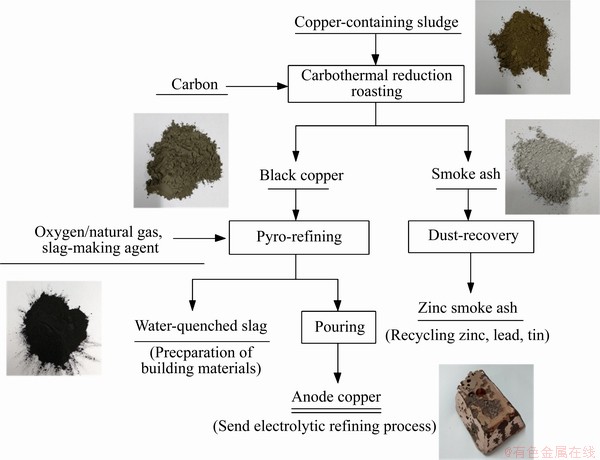
ͼ3 ʵ������ͼʾ��ͼ
Fig. 3 Experimental flow chart
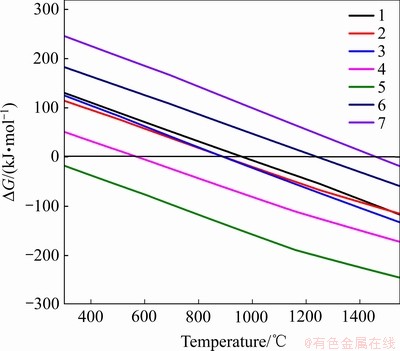
ͼ4 ̼�Ȼ�ԭ��������Ҫ��Ӧ�ļ���˹������
Fig. 4 Gibbs free energy of main reactions in carbothermal reduction process
2 ���������
2.1 ̼����ԭʵ��
2.1.1 ��ԭ�¶ȶ�Ǧ������п�ѳ��ʵ�Ӱ��
ͨ����ԭ���յķ�ʽ��ʹǦ��п�ȶ�ͭ���Σ���ϴ��Ԫ�ػӷ��ѳ���ͬʱ��ʹ��ͭ���ཹ���γ������ں�����ԭ�������ս�顣��̼����Ϊ20%����Ӧʱ��Ϊ60 min�����£��о�����1323 K��1523 K�Ļ�ԭ�¶ȷ�Χ�ڶ�Ǧ��п�����ѳ��ʵ�Ӱ�졣ͼ5��ʾ��ԭ�¶ȶ�Ǧ��п�����ѳ���Ӱ�����������Ż�ԭ�¶ȴ�1323 K���ӵ�1473 K��Ǧ������п���ѳ��ʷֱ��58.34%��51.19%��78.72%������ߵ� 90.77%��95.14%��99.92%������ԭ�¶ȴﵽ1473 Kʱ��Ǧ������п���ѳ�Ч���ȶ����¶ȼ������ߣ�����ѹ����п�ı�������ѹ������п���������п��Һ�����п���ѳ��������½�����ˣ���ѻ�ԭ�¶�Ϊ1473 K��
2.1.2 ̼������Ǧ������п�ѳ��ʵ�Ӱ��
�ڻ�ԭ�¶�Ϊ1473 K����Ӧʱ��Ϊ60 min�����£��о�����10%��30%��̼������Χ�ڶ�Ǧ������п�ѳ��ʵ�Ӱ�졣��ͼ6��ʾ������̼������10%���ӵ�20%��Ǧ������п���ѳ��ʷֱ��72.33%��67.23%��84.15%���ӵ�90.77%��95.14%��99.92%�����ľ�������Ҳ��Ҫ����̼Դ����ˣ���ȷ��Ǧ������п�ѳ��ʵ�ǰ���£�̼����Ϊ20%�Ǻ��ʵġ�
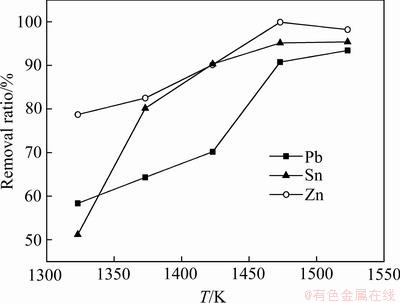
ͼ5 �¶ȶ�Ǧ������п�ѳ��ʵ�Ӱ��
Fig. 5 Effect of temperature on Pb, Sn and Zn removal ratios
2.1.3 ��Ӧʱ���Ǧ������п�ѳ��ʵ�Ӱ��
����ԭ�¶�Ϊ1473 K��̼����Ϊ20%ʱ���о��˷�Ӧʱ����20 min��80 min�ķ�Χ�ڶ�Ǧ������п�ѳ��ʵ�Ӱ�졣��ͼ7��ʾ������ʱ���20 min���ӵ�60 min��Ǧ������п���ѳ��ʷֱ��59.32%��65.35%��66.19%�������ӵ�90.77%��95.14%��99.92%�����ŷ�Ӧʱ��IJ������ӣ�Ǧ������п���ѳ��ʲ����ԣ�������ŵķ�Ӧʱ��Ϊ60 min��
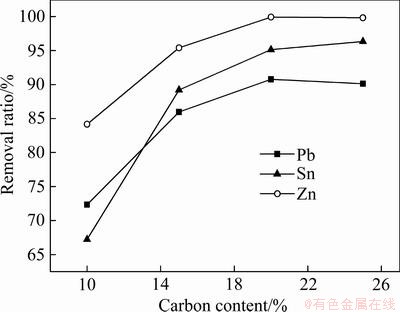
ͼ6 ̼������Ǧ������п�ѳ��ʵ�Ӱ��
Fig. 6 Effect of carbon content on Pb, Sn and Zn removal ratios
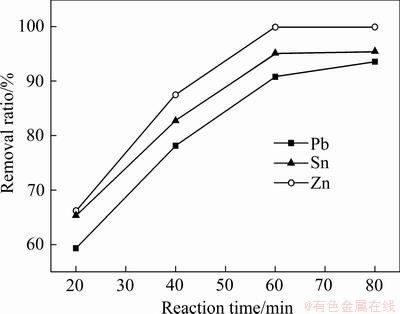
ͼ7 ��Ӧʱ���Ǧ������п�ѳ��ʵ�Ӱ��
Fig. 7 Effect of reaction time on Pb, Sn and Zn removal ratios
2.1.4 ��ͭ��п�̻ҵ������������
��̼����ԭʵ��Ӻ�ͭ�����л��п�̻Һͺ�ͭ��ͨ��ICP-MS���к�ͭ��п�̻ҵĻ�ѧ�ɷַ��������2��3��ʾ��
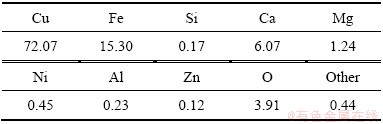
ICP�����������ͭ��Ҫ����72.07% Cu��15.30% Fe��6.07% Ca��ICP���������п�̻Һ���49.04% ZnO��11.84% PbO��2.00% MgO��27.74% SnO2���ɴ˿��Կ�������̼�Ȼ�ԭ��ͭ�����е�Ǧ������п���ӷ���Ԫ���Ѿ��������ѳ���
��2 ��ͭ�Ļ�ѧ���
Table 2 Chemical elements of black copper (mass fraction, %)
��3 п�̻ҵĻ�ѧ���
Table 3 Chemical elements of zinc smoke ash (mass fraction, %)

��ͭ��SEM-EDS������ͼ8��ʾ����Ʒ�д�Ϊϸ�����γɾۼ��塣����EDS���������Կ���һ���ֿ������и�Ũ�ȵ�ͭ�������衢�ơ�������������п��������Ʒ�����εģ����ܻ�þ���Ļ����Ȼ������Ҫ�������и�Ũ�ȵ�ͭ�����ƣ����ǵ���ɺ���̬�Թ⻬��״��ʽ���ڣ�������Щ������ҪΪ��ͭ�����ƵĹ����塣
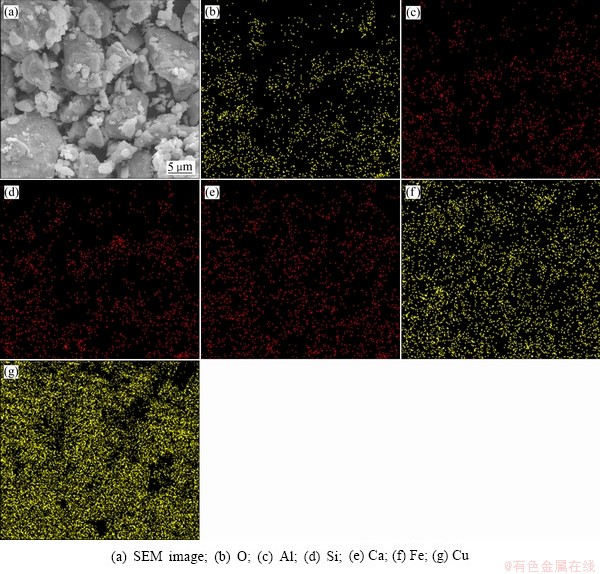
п�̻ҿ�������̬��ͼ9��ʾ�����п��Կ�����Ʒ��Ҫ�����ֿ�����ɣ��žۿ����ͷdz�ϸС�Ŀ���������EDS���������֪��������п��Ǧ����������þ��ɣ���ICP-MS���һ�¡����⣬���ۿ���(����1)���и߱��������������Щ������Ӧ������Ϊ����п(Zn2SnO4)������ϸ����(����2)���и߱�����п����Щ������Ӧ������Ϊ����п(ZnO)��
2.2 ������ԭ����ʵ��
�����β���ͨ��������������������������ʽȥ��ͭҺ�����ʣ��о��������¶ȡ�����ʱ�䡢����SiO2���Բ�Ʒ��ͭ������Ӱ�졣��ԭ�β��õײ�ͨ��Ȼ����ͭҺ��CuO2��ԭ���Դ˽���ͭҺ����������Ϊ�������ԭʹ��H2����ͭҺӰ���Ʒ������һ����ƻ�ԭ�¶���1433~1473 K֮�䣬��ʵ����ƻ�ԭ�¶���1473 K���о��˻�ԭʱ��Բ�Ʒ����������Ӱ�졣
2.2.1 �����¶ȶ���������ͭ������Ӱ��
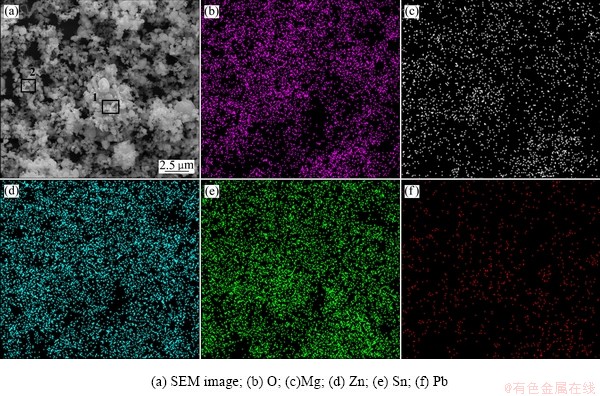
������ʱ��Ϊ180 min����̼��Ϊ8%����SiO2��Ϊ6%����ԭ�¶�Ϊ1473 K����ԭʱ��Ϊ20 minʱ���о��˷�Ӧʱ����1473 K��1623 K�ķ�Χ�ڶ���������ͭ��ͭ������Ӱ�졣����������������ͭռ�ݾ���������������ȷ���ͭ����������CuO�ķ�Ӧ������CuO������������������ʹ������������ʽ��SiO2�����������ͼ10��ʾ�����������¶ȴ�1473 K���ӵ�1623 K������ͭ��ͭ��������ߣ����մﵽƽ�⣬˵�����¶�����CuO��ͭˮ���ܽ����������������ǿ��������1573 Kʱ�ﵽƽ�⣬������ŵ������¶�Ϊ1573 K��
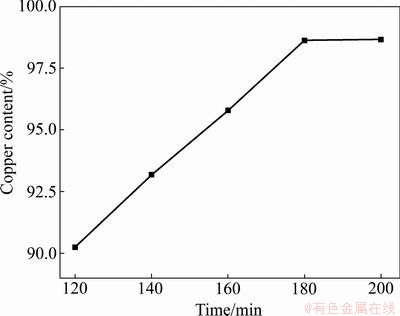
2.2.2 ������ʱ�����������ͭ������Ӱ��
�������¶�Ϊ1573 K����̼��Ϊ8%����SiO2��Ϊ6%����ԭ�¶�Ϊ1473 K����ԭʱ��Ϊ20 minʱ���о��˷�Ӧʱ����120 min��200 min�ķ�Χ�ڶ���������ͭ��ͭ������Ӱ�졣��ͼ11��ʾ����������ʱ���120 min���ӵ�200 min������ͭ��ͭ��������ߣ����մﵽƽ�⣬˵��������ʱ���ӳ���ͭˮ������������������������180 minʱ�ﵽƽ�⣬�����ӳ�����ʱ�䲻��ʹ�óɱ����������һ���ʹ��ԭʱ���ø�����������ŵ�����ʱ��Ϊ180 min��
ͼ8 ��ͭ��SEM��EDS��
Fig. 8 SEM image(a) and EDS spectra ((b)-(g)) of black copper
ͼ9 п�̻ҵ�SEM��EDS��
Fig. 9 SEM image(a) and EDS spectra ((b)-(f)) of zinc smoke ash
ͼ10 �����¶ȶ�����ͭ��ͭ������Ӱ��
Fig. 10 Effect of oxidation temperature on copper content in anode copper
ͼ11 ������ʱ�������ͭ��ͭ������Ӱ��
Fig. 11 Effect of oxidation time on copper content in anode copper
2.2.3 ��������������������ͭ������Ӱ��
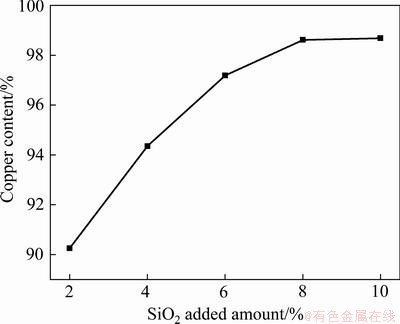
�������¶�Ϊ1573 K������ʱ��Ϊ180 min����̼��Ϊ8%����ԭ�¶�Ϊ1473 K����ԭʱ��Ϊ20 minʱ���о���SiO2��������2%��8%�ķ�Χ�ڶ���������ͭ��ͭ������Ӱ�졣��ͼ12��ʾ������SiO2��������2%���ӵ�8%������ͭ��ͭ��������ߣ����մﵽƽ�⣬˵����SiO2���������ӣ�ͭˮ��������������������������������Ϊ8%ʱ�ﵽƽ�⣬������ŵ�SiO2������Ϊ8%��
2.2.4 ��ԭʱ�������������������Ӱ��
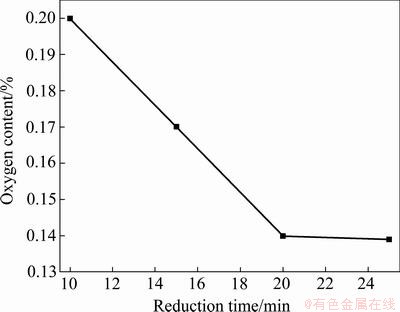
�������¶�Ϊ1573 K������ʱ��Ϊ180 min����̼��Ϊ8%��SiO2������Ϊ8%����ԭ�¶�Ϊ1473 Kʱ���о��˻�ԭʱ����10 min��25 min��Χ�ڶ���������ͭ����������Ӱ�졣��ͼ13��ʾ�����Ż�ԭʱ���10 min���ӵ�25 min������ͭ�����������ͣ�˵���滹ԭʱ�����ӣ�ͭˮ��CuO2����ԭ������ԭʱ�䲻��̫�ã�����ԭ�ᵼ��H2����ͭҺ��ʹ�Ƶõ�ͭ�庬�����ݣ�Ӱ���Ʒ������������ŵĻ�ԭʱ��Ϊ20 min��
ͼ12 SiO2������������ͭ��ͭ������Ӱ��
Fig. 12 Effect of SiO2 dosage on copper content in anode copper
ͼ13 ��ԭʱ�������ͭ����������Ӱ��
Fig. 13 Effect of reduction time on oxygen content in anode copper
2.2.5 ˮ����������ͭ��Ԫ�سɷַ���
��������ԭ����ʵ��Ӻ�ͭ�еõ�ˮ����������ͭ��ͨ��ICP-MS����ˮ����������ͭ�Ļ�ѧ��ɣ�������4��5��ʾ��
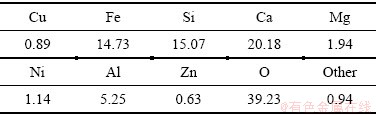
�ɱ�4��֪��ˮ��������1.11% CuO��21.04% Fe2O3��32.29% SiO2��28.25% CaO��0.78% ZnO��1.45%NiO��3.23% MgO��9.92%��Al2O3���ɱ�5��֪������ͭ����98.62%% Cu��0.49% Sn��0.14% O���ɴ˿��Կ�������������ԭ������ͭ�еĹ衢�����ƺ��������ʻ���ȫ�������������յõ��IJ�Ʒ����ͭ��ͭ�����ﵽ98.5%���ϣ����Ϻ���ͭ����ָ�ꡣ
��4 ˮ�����Ļ�ѧ���
Table 4 Chemical elements of water quenching slag (mass fraction, %)
��5 ����ͭ�Ļ�ѧ���
Table 5 Chemical elements of anode copper (mass fraction, %)

2.2.6 ˮ�����������������
ͼ14��ʾ��ˮ�����ĸ�����̬������ƽ����״�Ĵ������ʽ���ڡ���EDS�������Կ������������и�Ũ�ȵ������衢�ƺ��������һ�����������þ���̺���Ԫ�ء���һ��������ɨ��ɼ�����������Ԫ����ɴ������ƣ�����Ҳ����˵��ˮ����������������ɺܾ��ȡ�
ͼ14 ˮ������SEM��EDS��
Fig. 14 SEM image(a) and EDS spectra ((b)-(i)) of water quenching slag
3 ����
1) �Ժ�ͭ����̼�Ȼ�ԭ���̽�������ѧ������֪�ù���������ѧ�Ͽ��Խ��У�����ͨ�����������飬�����ڻ�ԭ�¶�Ϊ1473 K��̼����Ϊ20%����Ӧʱ��Ϊ60 min��Ǧ������п���ѳ������ã��ֱ�ﵽ90.77%��95.14%��99.92%���˲���õ�����Ϊп�̻Һͺ�ͭ��
2) �Ժ�ͭ������ԭ������ͨ������ɵ��������¶�Ϊ1573 K�������SiO2��Ϊ6%����Ӧʱ��Ϊ180 min�����£��õ���ˮ���������ڽ������ϣ��ڻ�ԭ�¶�Ϊ1473 K�������̼��Ϊ8%����Ӧʱ��Ϊ20 min�����£�ͭ�������ɸ���������ͭ���У���������ͭ�����ɴ�98%���ϣ�����ͭ����Ҫ��
3) ���о�������ʪ��������ͭ����ʱ�������̳�������ɶ�����Ⱦ��ȱ�㣬���ܺܺý����ͭ����ʱ�������Է�������⣬�����м۽�����ѡ���Ի����һ����ʸߡ��������̶��ܺĵ͡����û��������ƣ�Ϊ��ͭ����Ļ����ṩ����˼·���·�����
REFERENCES
[1] ��άƽ, ӡϼ��, ·���, ������, ������. ��Ĥ����ȼ�ϵ�ش�����ͭ��ˮ����ͭ�����������[J]. �й���ɫ����ѧ��, 2017, 27(3): 648-654.
LIU Wei-ping, YIN Xia-fei, LU Juan-juan, LIANG Guo-bin, CHEN Yue-mei. Copper recovery from copper-containing wastewater through treating membraneless microbial fuel cell and its electricity production[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(3): 648-654.
[2] ������, ��ެ, ��ʢ��. ����������Դѭ���������塢��״��ؽ���ע�ļ�������[J]. �й���ɫ����ѧ��, 2008, 18(1): 359-366.
WANG Cheng-yan, QIU Ding-fan, XU Sheng-ming. Significance, status and important issues for recycling utilization of metal secondary resource in China[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(1): 359-366.
[3] ZHOU Cai-ling, GE Shi-fu, YU Hui, ZHANG Tian-qi, CHENG Hai-lei, SUN Qi, XIAO Rui. Environmental risk assessment of pyrometallurgical residues derived from electroplating and pickling sludges[J]. Journal of cleaner production, 2018, 177: 699-707.
[4] XU Wei, LIU Wei, ZHU Hao-chen, XU Jing-cheng, LI Guang-ming, FU Dan, LUO Lan. Highly Selective Copper and Nickel Separation and Recovery from Electroplating Sludge in Light Industry[J]. Polish Journal of Environmental Studies, 2015, 24(1): 367-374.
[5] ��ѩ��, �Ա���, �� ͮ. ��ֳ����������ؽ������ȶ����о�[J]. �ǽ�����, 2016, 39(4): 35-37.
HAN Xue-feng, ZHAO Bao-fu, ZHU Tong. Effect of Humic Acid on Stabilization of Heavy Metals in Electroplating Sludge[J]. Non-Metallic Mines, 2016, 39(4): 35-37.
[6] �� ��, �� ͮ, �ƽ���, �� ��. �����������������Ե���������ؽ������ȶ�������[J]. ��ȫ�뻷��ѧ��, 2017, 17(3): 1155-1159.
CONG Xin, ZHU Tong, YAN Jian-fei, ZHANG Yue. Effects of bentonite and its modified version on the stabilization of heavy metal contents in the electroplating sludge[J]. Journal of Safety and Environment, 2017, 17(3): 1155-1159.
[7] ��ѧ��, ʯ����, �� ��, ���컪. ����������������ӵ�������л���ͭ����[J]. �й���ɫ����ѧ��, 2010, 20(12): 2425-2430.
GUO Xue-yi, SHI Wen-tang, LI Dong, TIAN Hua-qing. Recovery of copper and nickel from electroplating sludge by cyclone electrowinning[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(12): 2425-2430.
[8] ��־��, �Ժ���, ������, Ԭ�Ļ�, �� ��. �ɻ�ϵ�������������Һѡ���Գ�����������о�[J]. ��ɫ������ѧ�빤��, 2015, 6(5): 11-15.
XU Zhi-feng, ZHAO Hong-xing, WANG Cheng-yan, YUAN Wen-hui, YANG Bo. Recovery of chromium from sulphuric acid leaching solutions of mixed electroplating sludge by selective precipitation[J]. Nonferrous Metals Science and Engineering, 2015, 6(5): 11-15.
[9] SETHU V, AZIZ A, AROUA M. Recovery and reutilisation of copper from metal hydroxide sludges[J]. Clean Technologies and Environmental Policy, 2008, 10(2): 131-136.
[10] JANDOVA J, STEFANOVA T, NIEMCZYKOVA R. Recovery of Cu-concentrates from waste galvanic copper sludges[J]. Hydrometallurgy, 2000, 57(1): 77-84.
[11] ����, ��־��, �� ��, ���ǻ�, ��־��, ���˳. �������-ˮ������������������[J]. �й���ɫ����ѧ��, 2019, 29(7): 1528-1535.
LI Jin-hui, XU Zhi-feng, GAO Yan, JU Zhi-hua, CHEN Zhi-feng, LI De-shun. Mechanism of ��prior complexion- hydrolysis precipitation�� for ferro-chrome separation[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(7): 1528-1535.
[12] DE SOUZA E SILVA P T, DE MELLO N T, MENEZES DUARTE M M, MONTENEGRO M C B S M, ARAUJO A N, DE BARROS NETO B, DA SILVA V L. Extraction and recovery of chromium from electroplating sludge[J]. Journal of Hazardous Materials, 2006, 128(1): 39-43.
[13] SU Rui-jing, LIANG Bo, GUAN Jie. Leaching effects of metal from electroplating sludge under phosphate participation in hydrochloric acid medium[J]. Procedia Environmental Sciences, 2016, 31: 361-365.
[14] LI Chun-cheng, XIE Feng-chun, MA Yang, CAI Ting-ting, LI Hai-ying, HUANG Zhi-yuan, YUAN Gao-qing. Multiple heavy metals extraction and recovery from hazardous electroplating sludge waste via ultrasonically enhanced two-stage acid leaching[J]. Journal of Hazardous Materials, 2010, 178(1/3): 823-833.
[15] �ܵ���, �� Ӣ, �Ӻ���, ������, ����, ������, ������. �����ռ��������о���չ[J].��ɫ������ѧ�빤��, 2011, 2(5): 6-11.
XIONG Dao-lin, LI Ying, ZHONG Hong-ming, MA Zhi-min, LI Jin-hui, WU Yan-peng, LUO Xu-yan. Recycling technology and progress of research on chromium[J]. Nonferrous Metals Science and Engineering, 2011, 2(5): 6-11.
[16] ����, �����, �� ��, �� ÷. �������Ǧп����п��������������ѧ[J]. ���̿�ѧѧ��, 2017, 39(3): 377-382.
JIA Nan-nan, WANG Hui-gang, GUO Min, ZHANG Mei. Oxidative ammonia leaching kinetics of zinc extracted from mixed sulfide-oxide lead and zinc ore[J]. Chinese Journal of Engineering, 2017, 39(3): 377-382.
[17] ������, ����ȫ, �� ��. ��������Ƹƻ����չ��̽����Ŀ���ת����ƽ��ֲ�[J]. ��������ѧ��, 2018, 12(10): 2944-2951.
DANG Xiao-e, LIU An-quan, L�� Jun. Metal phase transformation and equilibrium distribution in sodium roasting process of the electroplating sludge[J]. Chinese Journal of Environmental Engineering, 2018, 12(10): 2944-2951.
[18] VEGLIO F, QUARESIMA R, FORNARI P, UBALDINI S Recovery of valuable metals from electronic and galvanic industrial wastes by leaching and electrowinning[J]. Waste Management, 2003, 3(3): 245-252.
[19] WANG Shi-jie. Novel electrowinning technologies: The treatment and recovery of metals from liquid effluents[J]. Chinese Journal of Engineering, 2008, 60(10): 41-45.
Separation and enrichment of valuable metals from copper-containing sludge treated by carbothermal reduction-low carbon refining.
GONG Ao1, WU Xuan-gao1, YU Xiao-qiang1, CAO Cai-fang1, LIU Mu-dan2, 3, CHEN Zhi-qiang2, 3, TIAN Lei1, 4, XU Zhi-feng1, LIU Yong2, 3
(1. Institute of Green Metallurgy and Process Intensification, Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. Guangdong Institute of Resources Comprehensive Utilization, Guangzhou 510000, China;
3. State Key Laboratory of Rare Metals Separation and Comprehensive Utilization, Guangzhou 510000, China;
4. Henan Yuguang Gold and Lead Group Co., Ltd., Jiyuan, 454650, China)
Abstract: This paper proposes an innovative ��carbothermal reduction roasting-low carbon redox refining�� process for recovering valuable metals including copper, zinc, nickel, tin and lead from copper-containing sludge. First, valuable metals are volatilized into the flue gas by carbothermal reduction roasting. At a reduction temperature of 1473 K, a carbon content of 20%, and for a reaction time of 60 min, the ratio of Pb, Sn and Zn removal reached 90.77%, 95.14% and 99.92%, respectively. At an oxidation temperature of 1573 K, a SiO2 content of 6% and a reaction time of 180 min, a water quenching slag suitable for building materials was obtained by low-carbon oxidation reduction refining. Finally, at a reduction temperature of 1473 K, 8% C addition, and a reaction time of 20 min, copper and nickel were enriched on an anode copper plate and the copper content reached more than 98%, meeting the requirements for copper electrolysis. This study realizes the full recovery of valuable metals. Compared with the existing copper-containing sludge treatment process, it has the obvious advantages of short process, low energy consumption, high recovery rate of valuable metals, economy and environmental protection.
Keywords: copper-containing sludge; carbothermal reduction roasting; black copper; low carbon redox refining; water quenching slag; anode copper
Foundation item: Projects(51804136, 51764016) supported by the National Natural Science Foundation of China; Projects(2019T120625, 2019M652276) supported by the China Postdoctoral Science Foundation; Project(2019KY09) supported by the Selection Funding of Jiangxi Province Postdoctoral Research Project, China; Project(20181BAB216017) supported by the Natural Science Foundation of Jiangxi Province, China; Project(GK-201803) supported by the Research Fund Program of State Key Laboratory of Rare Metals Separation and Comprehensive Utilization, China; Project(20192ACB70017) supported by the Key Projects of Jiangxi Key Research and Development Plan, China
Received date: 2019-12-26; Accepted date: 2020-06-18
Corresponding author: TIAN Lei; Tel: +86-797-8312047; E-mail: tianleijx@163.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51804136��51764016)���й���ʿ���ѧ����������Ŀ(2019T120625��2019M652276)������ʡ��ʿ�������Ŀ��������(2019KY09)������ʡ��Ȼ��ѧ����(20181BAB216017)��ϡ�н����������ۺ����ù����ص�ʵ���ҿ��Ż���������Ŀ(GK-201803)������ʡ�ص��з��ƻ��ص���Ŀ(20192ACB70017)
�ո����ڣ�2019-12-26�������ڣ�2020-06-18
ͨ�����ߣ��� �ڣ������ڣ���ʿ���绰��0797-8312047��E-mail: tianleijx@163.com
ժ Ҫ����ͭ���ຬ��ͭ��п����������Ǧ�ȶ����м۽�����Ϊ�˻������е��м۽��������о�����ˡ�̼�Ȼ�ԭ����-��̼������ԭ���������¹��ա�����ͨ��̼�Ȼ�ԭ���ս�п������Ǧ���м۽����ӷ����������Ի��գ��ڻ�ԭ�¶�Ϊ1473 K��̼����Ϊ20%����Ӧʱ��Ϊ60 min�������£�Ǧ������п���ѳ��ʷֱ�ﵽ90.77%��95.14%��99.92%��Ȼ��ͨ����̼������ԭ�������������¶�Ϊ1573 K������SiO2��Ϊ6%����Ӧʱ��Ϊ180 min�����£��ɵõ������ڽ������ϵ�ˮ����������ڻ�ԭ�¶�Ϊ1473 K��̼������Ϊ8%����Ӧʱ��Ϊ20 min����ͭ��������������ͭ���У���������ͭ�����ɴ�98%���ϣ�����ͭ����Ҫ���о�ʵ���м۽�����ȫ���գ������еĺ�ͭ���ദ�����գ��������̶̣��ܺĵͣ��м۽��������ʸߣ����û����������ŵ㡣
