
DOI: 10.11817/j.ysxb.1004.0609.2020-39504
Ni�м�㳬������˲��Һ����ɢ����þ�Ͻ����
��һ�1����˷�1���ƾô�2��������1
(1. �ൺ������ѧ ��е����������ѧԺ���ൺ 266520��
2. ��������ҵ��ѧ �Ƚ����Ӽ����ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
Ϊ���о���������ʱ���þ�Ͻ����ӽ�ͷ����֯����ѧ���ܵ�Ӱ�죬�Դ����м���MB8þ�Ͻ���г�������˲��Һ����ɢ��(U-TLP)�������������520 ��ʱ��������10 s����ȥ��ĸ�ı�������Ĥ�����ų�������ʱ����ӳ���Ni����ĸ��Mg����������Ӧ���������ģ���-Mg+Mg2Ni�������↑ʼ�����࣬�����ڳ���ͷѹ�������������±���������������30 sʱ��������ʹ��ͷ����Mg2Ni��������ǥ����Ҫ�Ԧ�-Mg(Ni)Ϊ������ʱ��ͷ����ǿ�ȴﵽ���(107 MPa)���ﵽĸ��ǿ�ȵ�102%������λ��Ϊǥ���з�Ӧ���ɵĦ�-Mg����������
�ؼ��ʣ�
þ�Ͻ�������������˲��Һ����ɢ����������֯����ѧ������
���±�ţ�1004-0609(2020)-05-1065-08���� ��ͼ����ţ�TG456.9���� ���ױ�־�룺A
þ�Ͻ�������иߵı�ǿ�ȡ��ȸնȡ������ԡ������ԡ��������ӹ��ԺͿɻ����Զ����㷺Ӧ�����ִ�����ҵ[1]��һЩ�ض��Ľṹ���ɱ����漰þ�Ͻ�����ӡ�Ŀǰ��þ�Ͻ�����ӷ�����Ҫ���ۺ�[2]��ǥ��[3]������Ħ����[4-5]��˲��Һ����ɢ��(TLP)[6]��CHOWDHURY��[7]�ü��⺸����AZ31Bþ�Ͻ�ʱ���������صĺ���ȱ�ݣ������ס����Ƽ����氼�ݵȣ�MUNITZ��[8]�����ټ�벻���������þ�Ͻ�AZ91D�����ֺ����γ��˽Ͽ�����Ӱ�������ҽ�ͷ�����˽϶����������ȱ�ݡ�����Ħ�������в����������ȱ�ݵ����ƣ����Dz����Ӹ��ӵĹ����ṹ��TLP����ں���ʱ�������Ҫ����ջ����յĻ�������ɵ����⡣
��������˲��Һ����ɢ����(U-TLP)���ڴ�ͳTLP�Ļ����ϣ�ͨ���������������ջ�ЧӦ�Ƴ��������������Ĥ[8-11]����ʵ���ڴ��������µĿ�����Ч���ӡ���������U-TLP�����ѱ��������Ӳ�ͬ���ϡ���־���[12]��ZnΪ�м���ڳ����ĸ���������Mg�Ͻ�ǥ����֯��MgZn��MgZn2Ϊ��������ǿ��Ϊ42 MPa����־ΰ��[13]����������ʱ���ӳ���120 s��ǥ���Ԧ�-Mg(Zn)Ϊ��������ǿ�ȴﵽ106.4 MPa����������[14]��ZnΪ�м���ڳ����ĸ������������Ͻ𣬽�ͷ�ڳ�������60 sʱ�γ���ȫ��(Al)���������ӡ�
���IJ�������Ϊ�м����30 s��ʵ��MB8þ�Ͻ��U-TLP��ǿ�����ӡ�Ni��Zn��Sn��Al�Ƚ�����Ⱦ��нϺõĿ������Ժ���ʴ�ԡ����������������Чȥ��þ��������Ĥ���ջ�������ЧӦ���Լӿ�ԭ��֮���ܽ����ɢ�����ٹ�����Ӧ���Ҽ�����Ӧ���ɵĴ��Խ����仯����Ӷ�ʵ����þ��������Ϊ����ǥ�죬������ͷ����ѧ���ܡ����о�����ͨ���۲첻ͬ�ij���ʱ���ǥ������֯��ò��Ӱ�죬Ȼ�������������ʱ��Ժ��ӽ�ͷ��ѧ���ܼ��Ͽ���ò��Ӱ�죬�������ͷ�γɵ�����ģ�͡�
1 ʵ��
���������õ�ĸ��ΪMB8þ�Ͻ�(Mn��1.3%~ 2.2%��Ce��0.15%~0.35%��Zn��0.3.%��Mg����������������)���ߴ�Ϊ20 mm��20 mm��3 mm�����������õ�ǥ��Ϊ50 ��m�Ĵ�Ni�����ߴ�Ϊ20 mm��20 mm������ǰ��ʹ��400#��800#��1200#ɰֽ��ĸ�Ľ��д�ĥ��Ȼ��ĸ�ĺ������ֱ��ڱ�ͪ�;ƾ��г�����ϴ15 min��������U-TLP����װ����ͼ1��ʾ�������������������ij���Ƶ��Ϊ30 kHz���������Ϊ9~12 ��m����������Ƶ��Ӧϵͳ���ȣ�ͨ�����������(MIK-AL-10)����ͷ��Ӧ���¶ȡ���Mg��Ni��Mg����˳�������ڹ̶��о��С�
�����ڴ��������½��У���������ͷʩ���ں���������ѹ��Ϊ0.15 MPa���������¶ȴﵽ520 ��ʱ���������ֱ�ʩ��10 s��15 s��20 s��25 s��27 s��30 s�ij�������ʱ�䣬���������ɺ��ӡ�����MERLIN Compact�ȳ�����ɨ���������(SEM)�۲�����֯��ò����SEM�Դ���������(EDS)�����ɷ֣�����Ӳ�Ȳ�����(FM-700)����Ӳ�Ȳ��ԣ��غ�Ϊ0.98 N������ʱ��Ϊ10 s��ʹ�������(WDW-50 kN)���Լ���ǿ�ȣ������ٶ�Ϊ0.2 mm/min����X����������(D/max 2200VPC)�����Ͽڵ�������ɡ�
2 ��������
2.1 Mg/Ni/Mg��ͷ������֯
ͼ2��ʾΪ520 ��ʱ��ͬ��������ʱ���ǥ������֯��ò����1����Ϊǥ���в�ͬ���EDS�������������MCINTYRE��[15]���о���þ�Ͻ�ĸ���ڴ��������·���10 s�ͻ����2 ��m������Ĥ��������ֹMg��Ni֮��ķ�Ӧ��Ȼ����ͼ2(a)���Կ���������������10 sʱ������������һ�������ĻҰ�ɫ���ʲ�(L3)�����Mg-Ni��Ԫ�Ͻ���ͼ�ͱ�1��Ԫ����ɼ�Ħ���ȿ����Ʋ����ͼ2(a)��A��ΪMg2Ni���������ڳ�������������ЧӦ��ĸ��Mg���������Ĥ�������Ż��巢����ͬ���ȱ���[16-17]���Ӷ�ʹ����Ĥ���Ѽ̶�ʹ����Mg��NiԪ�ؽӴ�����ɢ���ܽ⣬������Mg2Ni�����仯����㣬ƽ������Ϊ2.3 ��m����ʱ��ǥ�����Ϊ51.3 ��m����������15 sʱ(��ͼ2(b))�����Թ۲쵽ǥ���ɴ��Ұ�ɫ����(Mg2Ni)�ͺ�ɫ����(��-Mg)��ɣ��������ڷ����˹�����Ӧ��
 (1)
(1)
��ʱ�м��Ni�����Ƚ���37.8 ��m����ͷ����Ϊ66.2 ��m����������20 sʱ���м��Ni���������ܽ⣬�����Ѽ�����15.3 ��m����ͷ����������102.9 ��m����������25 sʱ���м��Ni��������ȫ��ʧ����ͷ����Ϊ79.9 ��m�����������������ɫ���ʡ�����������27 sʱ����ͷ����ȫ�ɹ���Һ����ɣ���ʱ��ͷ����Ϊ110.0 ��m���������ų���ʱ���ӳ���30 s����ͷ��Ӧ�����ȼ����½�����ʱ��ͷ��Ҫ�ɦ�-Mg(Ni)�����������������֯(Mg2Ni+��-Mg)��ɣ����������洦�����ĺ�ɫ������ࡣ˵���ڳ�������27 s��30 s�����ʱ���ڣ�����������ЧӦ�ͳ���ͷѹ���Ĺ�ͬ���ü����˹���Һ���ڽ�ͷ���洦�ļ�����ͼ3��ʾΪ��ͬ����ʱ�����������ȱ仯ʾ��ͼ����ͼ3��ʾ��ǥ�����(L1)=Ni�м��(L2)+Ni�м���Ҳ�����(L3)+Ni�м���������(L4)�����Կ�����L3����������Դ���L4������ȣ�������Ϊ��������ͷʩ����L3�࣬�������ڹ�����Һ���д���˥��������L3��������������Ч����L4��������ԣ�L3�����ڵ�ԭ����ɢ�ܽ��ٶȱ�L4����Ŀ졣
ͼ4��ʾΪ�ֱ�Գ�������20 s��27 s��30 s�Ľ�ͷ������ɨ����������Կ������ڳ�������20 sʱ����ͷ��NiԪ�غ�����20%~40%֮�䣬�ֲ�������102.9 ��m������������27 sʱ��NiԪ�غ�������20% ���£��ֲ�����Ϊ110.0 ��m������������30 sʱ����ͷ��NiԪ�غ���������10%���£��ֲ�����Ҳ������С��Ϊ18.1 ��m��������������ų�������ʱ������ӣ�Ni����Mg���Ϸ�����ɢ��������Ӧ�������ɵ�Mg-Ni����Һ���ڳ���ͷѹ���ͳ�������������������ֱ����ȫ��ʧ�����ʵ���Ԧ�-Mg(Ni)������Ϊ����ǥ�졣
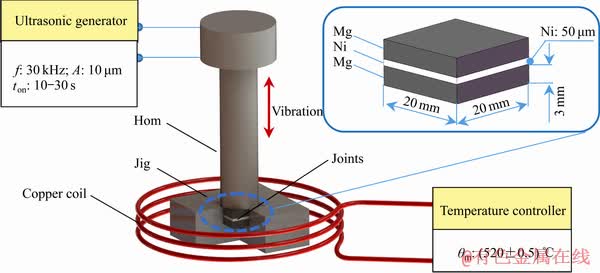
ͼ1 U-TLP����װ��ʾ��ͼ
Fig. 1 Schematic diagram of U-TLP bonding process
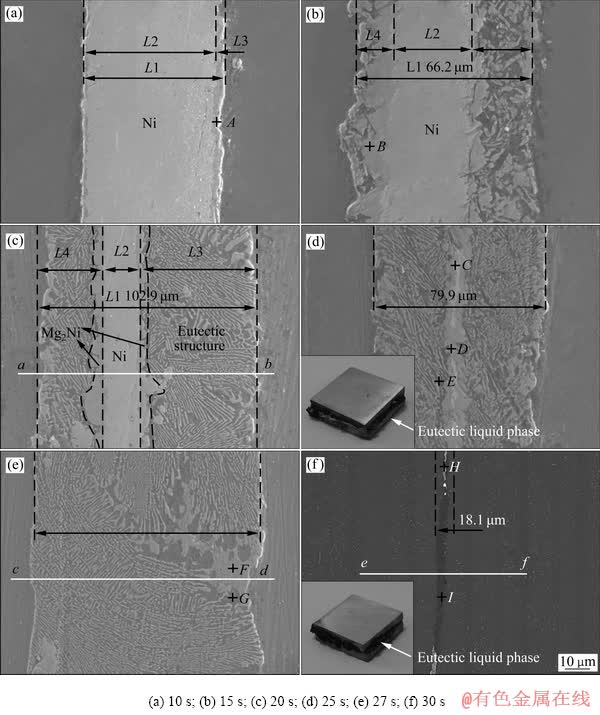
ͼ2 ��ͬ��������ʱ���½�ͷ����֯��ò
Fig. 2 Microstructures of joints at different ultrasonic processing time
��1 ͼ 2�в�ͬ��Ļ�ѧ�ɷ�
Table 1 Chemical composition at different points shown in Fig. 2


ͼ3 ͼ2��ʾǥ���в�ͬ������ȱ仯
Fig. 3 Variation of width at different regions in joints shown in Fig. 2
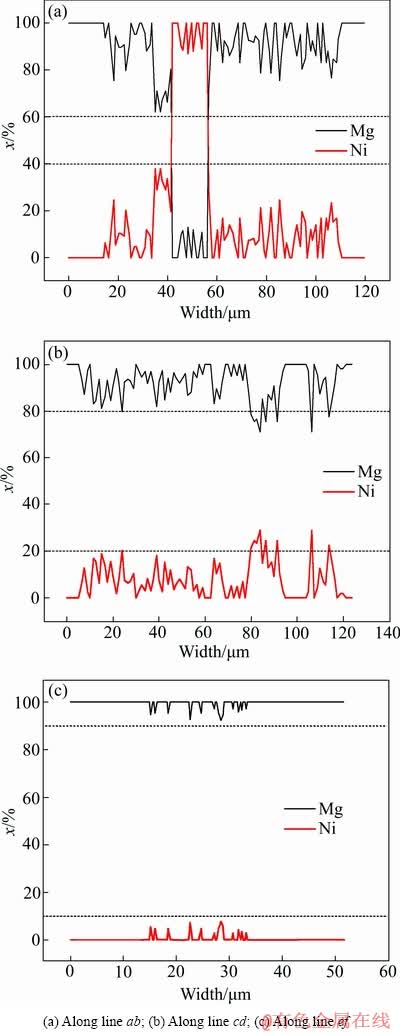
ͼ4 ��ͼ2��ab��cd��ef�߶ε�Ԫ�طֲ�
Fig. 4 Distribution of elements across joint shown in Fig. 2
2.2 Mg/Ni/Mg��ͷ����ѧ���ܷ���
ͼ5��ʾΪĸ�ķֱ��ڳ��º���520 �泬������30 s�Լ���ͷ�ڲ�ͬ��������ʱ���Ӧ�ļ���ǿ�ȡ�ĸ��MB8þ�Ͻ�ΪMg-Mnϵ����þ�Ͻ𣬳�����þ�Ͻ���֯��ϸС�ĵ��ᾧ���ɣ��Ҿ�����С�ȽϾ��ȣ�ƽ�������ߴ�ԼΪ70 ��m��ͬʱ�ɹ۲쵽��ϸС�ĵڶ�������(MnAl2)�����ڵ��ᾧ���ľ����ϣ�ĸ���ڳ����µ�ǿ��Ϊ105 MPa����520 �泬������30 s����þ�Ͻ����غ�����ƽ������ΪԼΪ200 ��m�����ֱ�ƽ״��˵�����������ȳ����������£�ĸ�ķ�����һ�������������˱���[18-20]������ڶ����������Լ��٣�������Ϊ�ڶ��������ڸ��¼��������ù��ܵ���-Mg�����С���ʱ��ĸ��ǿ��Ϊ96 MPa��ǿ�Ƚ��½�8.6%���������ڼ���ʱ�估��������ʱ��϶̣�ĸ��ǿ���½������ԣ�����Ӱ��ṹ����ʹ�á���ͼ5�л����Կ�������ͷ���ų�������ʱ����ӳ�������ǿ�ȳ�������ǿ�ٽ��͵Ĺ��ɡ�����������10 sʱ����ͷǿ��Ϊ19 MPa��˵�������ڽ����ϳ�����Mg2Ni��ʵ�������ӣ�����������20 sʱ������ǿ��Ϊ32 MPa������·����ͼ6(a)��ʾ����ͷ������Ni�����ɵ�Mg2Ni���Խ����仯������ϣ����ͼ7Ӳ�Ƚ������ͷ��Mg2Ni�������Ӳ�����Ϊ142.0HV�����������ֲ���Mg2Ni��������ͷ��������㡣
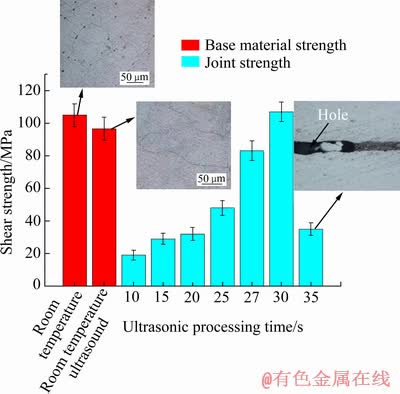
ͼ5 �������������ĸ�ļ�ǥ��ļ���ǿ��
Fig. 5 Shear strength of base materials and joints with the ultrasonic processing
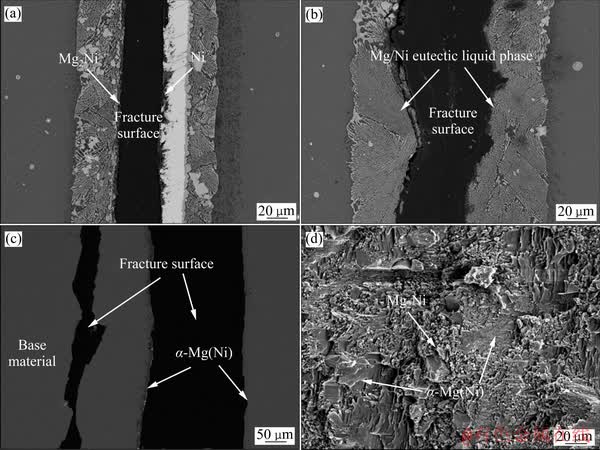
ͼ6 ��ͬ����ʱ���ͷ����·�����Ͽ���ò
Fig. 6 Fracture path at ultrasonic processing time of 20 s(a), 27 s(b), 30 s(c) and fracture morphology of joint at ultrasonic processing time of 30 s(d)
����������27 sʱ��Ni������ȫ�ܽ��γɹ���Һ�࣬��ͷ�������������Mg2Ni���Խ����仯����㣬��ʱ��ͷǿ��Ϊ83 MPa������·����ͼ6(b)��ʾ���������Mg-Ni����Һ���С����ͼ7Ӳ�ȷ�����������Ӳ��Ϊ130.2HV����Mg2Ni���Բ������½������ǿ������������
����������30 sʱ����ͷ���Ԧ�-Mg(Ni)������Ϊ����ǿ�ȴﵽ���Ϊ107 MPa���dz���������ĸ��ǿ�ȵ�102%��520 �泬��30 s������ĸ��ǿ�ȵ�111%����ǿ�ȵ�ԭ�������ڴ��Խ����仯����Mg2Ni�ļ�������-Mg(Ni)������Ĺ���ǿ�����á���ͷ����·����ͼ6(c)��ʾ�����������������������Ʒ���ǥ���з�Ӧ���ɵĦ�-Mg�������������Ʒ�����ĸ�ģ���Ҳ����ǥ��ǿ�Ƚӽ�ĸ�ĵġ����ͼ7Ӳ�ȷ�������-Mg(Ni)�������Mg�����Ӳ�����ֱ�Ϊ56.4HV��53.4HV����-Mg(Ni)������Ӳ�ȱȹ������56.7%����Ӧǿ�����28.9%���Ͽ���ͼ6(d)��ʾ�����ѱ�����ҪΪƽ��Ͽ�(��-Mg)������������(Mg2Ni)�������жϽ�ͷ���ѷ�ʽΪ���Զ��ѻ��Դ��Զ�����������JIN��[21]��NiΪ�м������TLP������515 ���±���60 min����õ������ǿ�Ƚ�Ϊ36 MPa��������Ϊ���о��й���Һ���ڳ���ͷѹ���ͳ���������ЧӦ�Ĺ�ͬ�����±������������˴��Խ����仯����Mg2Ni����������ͷ��þ��������Ϊ�����Ӷ������ǿ�ȡ����ų�������ʱ�����ӵ�35s�����ڳ���������ЧӦ�����·�Ӧ����ȼ������Ӷ��������ס�Һ����䲻���ȱ�ݣ��Ӷ����½�ͷ��ǿ���½���

ͼ7 ǥ���ڸ��������Ӳ��
Fig. 7 Micro-hardness value of phases in joints
ͼ8��ʾΪ��������20 s��30 s�µĶϿڵ�XRD���Խ�����ڳ�������20 sʱ���Ͽ���Ҫ��Ni��Mg2Ni��ɣ�������Ni�Ӷ࣬˵��Niû����ȫ��Ӧ���Ҷ���λ���ڴ��Խ����仯�����(Mg2Ni)�ϡ��ڳ�������30 sʱ���Ͽ���Ҫ��Mg��Mg2Ni��ɣ�˵����ͷ�����Ԧ�-MgΪ��������������֯(��-Mg(Ni)+Mg2Ni)���ڡ�

ͼ8 ��������20 s��30 sʱǥ��Ͽڵ�XRD��
Fig. 8 XRD patterns of fracture at ultrasonic treatment time of 20 s and 30 s
3 ��ͷ�γɻ���
ͼ9��ʾΪMg/Ni/Mg��ͷ�γ�����ģ�͡����ڱ��������ڴ��������½��У�ĸ��Mg�ڼ��ȹ����б������������ĤMgO(Լ2 ��m)[15]���Ӷ���ֹMg��NiԪ�ص�ֱ�ӽӴ�(��ͼ9(a))��þ�������۵�ֱ�Ϊ648.8 ���1453.0 �棬�������¶�520 ���£�ĸ�ĺ��м�㶼Ϊ��̬���������ڹ�̬�����д���ʱ�ܲ���һ�������Ӧ����������ĸ�ĺ��м��������˲ʱ������������������������ЧӦ[22-25]][��þ������Ե�����Ĥ���ܹ����Ż������ͬʱ�������Σ��Ӷ�ʹ������Ĥ��������(��ͼ9(b))������û������Ĥ�������Mg��NiԪ��ֱ�ӽӴ�������ɢ�ܽⷴӦ�����м��Ni����������һ����ԼΪ4.2 ��m�Ľ����仯�����Mg2Ni(��ͼ9(c))�����ų���ʱ������ӣ��м�㱻�����ܽ⣬����Mg-Ni����Һ�࣬����Һ��IJ���������Mg��NiԪ��֮��Ļ�����ɢ����Ӧ��δ����ȫ�ܽ���м��Ni��������Ȼ����һ������仯�����Mg2Ni(��ͼ9(d))�����Ni�м�㱻��ȫ���ģ�Mg-Ni����Һ���ڳ���ͷѹ�����������������±���������ͷ���ȱ�խ(��ͼ9(e))������������30 sʱ����ͷʵ�����Ԧ�-Mg(Ni)������Ϊ��������������֯(��-Mg(Ni)+Mg2Ni)������(��ͼ9(f))��
4 ����
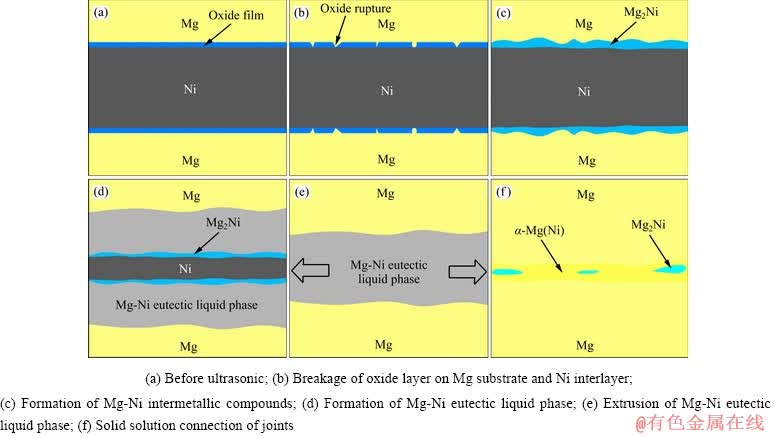
ͼ9 U-TLP���������ӽ�ͷ�γɹ���ʾ��ͼ
Fig. 9 Joint formation mechanism in this work
1) ��������ʱ���Mg/Ni/Mg��ͷ����֯��ò���ڽϴ�Ӱ�졣��520 �泬������10 s��ĸ��Mg���������Ĥ���ڳ�����������ЧӦ����ȫȥ������Ӧ��������һ��Mg2Ni�����ų�������ʱ����ӳ����м��Ni������ֱ����ʧ����ͷҲ��Mg-Ni����Һ����Ni����ͬ������ת��Ϊȫ��ΪMg-Ni����Һ��ɣ����Һ���ڳ�������ͷѹ���ͳ����������蹲ͬ�����±���ȫ�������Ӷ��õ��Ԧ�-Mg(Ni)������Ϊ����ǥ�졣
2) ���ų�������ʱ����ӳ���ǥ��ļ���ǿ�ȳ�������ǿ�ٽ��͵Ĺ��ɡ���520�泬������30 s��ͷ��ƽ������ǿ����ߣ�Ϊ107 MPa�����Ҷ�����ǥ���з�Ӧ���ɵĦ�-Mg����������ͷ��Mg2Ni��Ӳ�����Ϊ142.0HV������������Mg2Ni�����仯������������ͷ��������㡣Mg����ͦ�-Mg(Ni)�������Ӳ�����ֱ�Ϊ53.4HV��56.4HV��
REFERENCES
[1] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[2] ���Ž�, ����Ȫ, ������. ����ѹ��AZ31þ�Ͻӽ�ͷ��֯������Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2039-2043.
CHU Ya-jie, LI Xiao-quan, WU Shen-qing. Effect of hot rolling on microstructure and mechanical properties of welded joints of AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2039-2043.
[3] �� ��, ��ΰ��, ��⹍�, �Ž�Դ, ����Ȫ, �ﻪΪ. ǥ��Ԫ��Al+Zn��þ�Ͻ�ǥ����ͷ����֯�Ϳ���ǿ�ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(2): 317-324.
MA Li, LONG Wei-min, PEI Yin-yin, ZHANG Jian-yuan, DING Xin-quan, SUN Hua-wei. Effect of Al+Zn elements of filler metal on microstructures and shear strength of magnesium alloy AZ31B brazed joint[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(2): 317-324.
[4] ��ϣ��, ������, ���ҿ�. ����þ�Ͻ�AZ31B��AZ61A�Ľ���Ħ��������[J]. �й���ɫ����ѧ��, 2008, 18(7): 1199-1204.
WANG Xi-jing, ZHANG Yong-hong, ZHANG Zhong-ke. Friction stir welding process of AZ31B and AZ61A magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2008,18(7): 1199-1204.
[5] ZHOU L, YU M R, LIU B Y, ZHANG Z L, LIU S W, SONG X G. Microstructure and mechanical properties of Al/steel dissimilar welds fabricated by friction surfacing assisted friction stir lap welding. Journal of Materials Research and Technology[J]. 2020, 9: 212-221.
[6] SAREMI S G, GHAHRI S, MIRSALEHI A, EHSAN S. Transient liquid phase bonding of AZ31 magnesium alloy: Metallurgical structure and mechanical properties[J]. Journal of Manufacturing Processes, 2018, 35: 140-148.
[7] CHOWDHURY S M, CHEN D L, BHOLE S D, ZHOU Y. Microstructure and mechanical properties of fiber-laser- welded and diode-laser-welded AZ31 magnesium[J]. Metallurgical and Materials Transactions A, 2011, 42(7): 1974-1989.
[8] MUNITZ A, COTLER C, STERN A, KOHN G. Mechanical properties and microstructure of gas tungsten arc welded magnesium AZ91D plates[J]. Materials Science and Engineering: A, 2001, 302(1): 68-73.
[9] XU Z W, LI Z W, PENG B, YAN J C. Application of new ultrasonic-assisted semi-solid brazing on dissimilar Al/Mg alloys[J]. Materials Letters, 2018, 228: 72-76.
[10] WANG Q, FU Y, LANG Q, YAN J C. Microstructure and mechanical properties of magnesium alloy joints with Ag-Cu interlayer by ultrasonic-induced transient liquid phase bonding in air for structure lightweight design[J]. Materials Letters, 2019, 237: 37-40.
[11] CHEN X G, YAN J C, GAO F. Interaction behaviors at the interface between liquid Al-Si and solid Ti-6Al-4V in ultrasonic-assisted brazing in air[J]. Ultrasonics Sonochemistry, 2013, 20: 144-154.
[12] XU Z W, LI Z W. Ultra-rapid transient liquid phase bonding of Mg alloys within 1s in air by ultrasonic assistance[J]. Materials and Design, 2019, 161: 72-79.
[13] LAI Z W, CHEN X G, PAN C, LIU L, ZOU G S. Joining Mg alloys with Zn interlayer by novelty ultrasonic-assisted transient liquid phase bonding method in air. Materials Letters, 2016, 166: 219-222.
[14] GUO W B, LENG X S, LUAN T M. Ultrasonic-promoted rapid TLP bonding of fine-grained 7034 high strength aluminum alloys[J]. Ultrasonics Sonochemistry, 2017, 36: 354-361.
[15] MCINTYRE N S, CHEN C. Role of impurities on Mg surfaces under ambient exposure conditions[J]. Corrosion Science, 1998, 40(10): 1697-1709.
[16] XIE R S, CHEN X G, LAI Z W. Microstructure, mechanical properties and mechanism of ultrasound-assisted rapid transient liquid phase bonding of magnesium alloy in air[J]. Materials and Design, 2016, 91: 19-27.
[17] LANGENECKER B. Effects of ultrasound on deformation characteristics of metals[J]. IEEE Transactions on Sonics & Ultrasonics, 1966, 13(1): 1-8.
[18] SIDDIQ A, TAMER E S. Acoustic softening in metals during ultrasonic assisted deformation via CP-FEM[J]. Materials Letters, 2011, 65: 356-359.
[19] KELLY G S, ADVANI S G, GILLESPIE J W, BOGETTI T A. A model to characterize acoustic softening during ultrasonic consolidation[J]. Journal of Materials Processing Technology, 2013, 213: 1835-1845.
[20] AHMADI F, FARIZN M, MANDEGARI M. Effect of grain size on ultrasonic softening of pure aluminum[J]. Ultrasonics, 2015, 63: 111-117.
[21] JIN Y J, KHAN T I. Effect of bonding time on microstructure and mechanical properties of transient liquid phase bonded magnesium AZ31 alloy[J]. Materials and Design, 2012, 38: 32-47.
[22] LAI Z W, CHEN X G, PAN C. Joining Mg alloys with Zn interlayer by novel ultrasonic-assisted transient liquid phase bonding method in air[J]. Materials Letters, 2016, 166: 219-222.
[23] YAO Z H, KIM G Y, WANG Z H. Acoustic softening and residual hardening in aluminum: Modeling and experiments[J]. International Journal of Plasticity, 2012, 39: 75-87.
[24] SIDDIQ A, GHASSEMIEH E. Thermomechanical analyses of ultrasonic welding process using thermal and acoustic softening effects[J]. Mechanics of Materials, 2008, 20: 982-1000.
[25] HU J, SHIMIZU T, YANG M. Investigation on ultrasonic volume effects: stress superposition, acoustic softening and dynamic impact[J]. Ultrasonic Sonochemistry, 2018, 48: 240-248.
Mechanism of ultrasound-assisted transient liquid phase bonding of magnesium alloy with Ni interlayer
LI Yi-nan1, YANG Cheng-fei1, YAN Jiu-chun2, PENG Zi-long1
(1. School of Mechanical and Automotive Engineering, Qingdao University of Technology, Qingdao 266520, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to research the effect of ultrasonic processing time on the microstructures and mechanical properties of magnesium alloy joint, ultrasonic-assisted transient liquid phase bonding (U-TLP) of MB8 magnesium alloy was carried out with a pure nickel interlayer. The results show that the oxide film on the surface of Mg alloy is successfully removed at 520 �� within ultrasonic processing time of 10 s. With the prolongation of the ultrasonic processing time, a eutectic reaction between Ni foil and Mg base metal proceeds and the Ni foil is consumed gradually. The ��-Mg+Mg2Ni eutectic products begin to increase at first and then are extruded under the static pressure of sonotrode and ultrasonic sound flow effect. When the ultrasonic processing time is 30 s, as the Mg2Ni which is easy to make the joint brittle is extruded, the brazing seam is mainly composed of magnesium-based solid solution. At this time, the joint shear strength increases to the maximum of 107 MPa, reaching 102% of that of the base metal, and the fracture is along the ��-Mg solid solution in brazing seam.
Key words: magnesium alloy; ultrasonic assistance; transient liquid phase bonding; microstructure; mechanical property
Foundation item: Projects(51871128, 51875300) supported by the National Natural Science Foundation of China; Projects(ZR2017MEE012, ZR2018MEE017) supported by the Natural Science Foundation of Shandong Province, China; Project(2018GGX103036) supported by the Key Program of Research and Development of Shandong Province, China
Received date: 2019-05-18; Accepted date: 2019-11-20
Corresponding author: PENG Zi-long; Tel: +86-18561813900; E-mail: pengzilong@qut.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51871128��51875300)��ɽ��ʡ��Ȼ��ѧ����������Ŀ(ZR2017MEE012��ZR2018MEE017)��ɽ��ʡ�ص��з��ƻ���Ŀ(2018GGX103036)
�ո����ڣ�2019-05-18�������ڣ�2019-11-20
ͨ�����ߣ��������������ڣ���ʿ���绰��18561813900��E-mail��pengzilong@qut.edu.cn
ժ Ҫ��Ϊ���о���������ʱ���þ�Ͻ����ӽ�ͷ����֯����ѧ���ܵ�Ӱ�죬�Դ����м���MB8þ�Ͻ���г�������˲��Һ����ɢ��(U-TLP)�������������520 ��ʱ��������10 s����ȥ��ĸ�ı�������Ĥ�����ų�������ʱ����ӳ���Ni����ĸ��Mg����������Ӧ���������ģ���-Mg+Mg2Ni�������↑ʼ�����࣬�����ڳ���ͷѹ�������������±���������������30 sʱ��������ʹ��ͷ����Mg2Ni��������ǥ����Ҫ�Ԧ�-Mg(Ni)Ϊ������ʱ��ͷ����ǿ�ȴﵽ���(107 MPa)���ﵽĸ��ǿ�ȵ�102%������λ��Ϊǥ���з�Ӧ���ɵĦ�-Mg����������
