
���±�ţ�1004-0609(2010)S1-s0211-04
�ѺϽ�/���Ͻ����Ħ������ͷ������֯
����1��������2���� Ȫ1��������1
(1. �ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063��
2. �����������칤���о��� �й�����Ħ�������ģ����� 100024)
ժ Ҫ��
���ý���Ħ������TC1�ѺϽ��LF6���Ͻ����ֽ������к��ӣ����ý��ࡢɨ��羵�����۲�������ӽ�ͷ����֯���������������Ħ������ͷ�У��ѺϽ�ĸ���뺸�˵Ľ�������ƽ���߽紦���ڰ��������������Ͻ�ĸ���뺸�˵Ľ���⻬��ƽ�������������Ͻ�����Ϸֲ���С���ȵĿ��������ֿ������������ͣ�һ�ֿ����ijߴ��С����ϸ����״����һ�ֿ����ߴ�ϴ�����ʰ���ɫ����Ե���������������������ֿ����о���Ti-Al�����仯������ڣ��ѺϽ�/���Ͻ����ֲ��Ϻ���ʱ������ͷ��ĥ������أ��ں��˺����Ͻ�ĸ�ĵı߽���ڽ���ͷĥ�������Ŀ�����
�ؼ��ʣ�
�ѺϽ������Ͻ������ֺϽ����ṹ������Ħ����������֯��
��ͼ����ţ�TG 456.9���� ���ױ�־�룺A
Microstructure of friction stir welding joint between titanium and aluminum dissimilar alloys
CHEN Yu-hua1, DONG Chun-lin2, NI Quan1, KE Li-ming1
(1. National Defense Key Disciplines Laboratory of Light Alloy Processing Science and Technology,
Nanchang Hangkong University, Nanchang 330063, China;
2. China Friction Stir Welding Center, Beijing Aeronautical Manufacturing Technology Research Institute,
Beijing 100024, China)
Abstract: The dissimilar metals of TC1 titanium alloy and LF6 aluminum alloy were jointed by friction stir welding (FSW), and the microstructure of welded joint was studied by optical microscopy, scanning electron microscopy (SEM) and energy disperse spectroscopy (EDS). The results show that��in the welded joint, the interface between titanium alloy base metal and nugget is rough and uneven, and there are bright particles on the boundary. The interface between aluminum alloy base metal and nugget is smooth. Many particles with different grain size on the aluminum alloy base metal varying sizes on it. The particles in nugget can be divided into two types, one type is long narrow and small, the other type is relative large, dimmed and with several alight band on the edge. Ti-Al intermetallic compounds exist in the two types of particles. The pin tool is worn seriously and there are particles worn from pin tool in the interface between aluminum alloy base metal and nugget.
Key words: Ti alloy; Al alloy; dissimilar alloys; structure; friction stir welding; microstructure
����������������رȺ�������Ч�غ�һֱ�Ǻ��շ������ͷɻ��ṹ������Ŀ�꣬�ѺϽ����ھ������ᡢ��ǿ�ȸ��Լ���������ŵ����Ϊ���պ����ص㷢չ���²���֮һ[1]�������Ͻ���Ŀǰ���պ��졢����װ���ȸ��¼��������й㷺Ӧ�õĽ�������[2]����ˣ����ѺϽ������Ͻ������γɸ��Ͻṹ��������ȵ����ò��ϸ��Ե��ŵ㣬��ø��õľ���Ч�棬������ں��պ��졢����װ����������й�����Ӧ��ǰ����Ȼ�����ѺϽ������Ͻ��ǻ��ԡ����������Ľ����������۵㡢�ȵ��ʡ�������ϵ���Լ�����ṹ���������ܲ���ܴ��ó���ĺ��ӷ������Ի������ʹ������Ҫ��ĺ��ӽ�ͷ�����ۻ�����ʱ�����ֽ���Һ���Ͻ����ɴ������Խ����仯�����ͷǿ�Ⱥܵ͡�Ŀǰ����������õ绡��ǥ��[3]��������ǥ��[4]����̬��ɢ��[5-6]��Һ����ɢ��[7]�ȷ������Ѻ������ֲ��ϵĺ��ӽ������о�������Ħ������һ�ֹ�̬��ɢ���ӷ������������ܲ��ϵ�������ѧ���ܺ���ѧ���ܡ�����ṹ�ȵ�Ӱ�죬�Կ˷���ͬ�������ܲ�������ĺ������Ѿ��м�������ƣ��ܹ������ۻ�����һЩȱ�ݡ����ٴ��Խ����仯������γɣ��Ƚ��ʺ������ֲ��ϵ����ӡ��������߲��ý���Ħ�����������ѺϽ�/���Ͻ����ֽ����������ӣ��о���ͷ����֯�ṹ�������Ա��һ���Ľ����գ���ߺ��Ӽ���ʹ�����ܡ�
1 ʵ��
ʵ�����ΪLF6���Ͻ��TC1�ѺϽ����Ⱦ�Ϊ2.0 mm���仯ѧ�ɷֺ���ѧ���ֱܷ����1��2���С�������õĽ���ͷ�ø��ºϽ��Ƴɣ�����ͷ���ֱ��Ϊ18 mm��̽��ֱ��Ϊ5 mm�������Ƶĺ��Ӽо���ϳ����װ�Ľ���Ħ�������Ͻ��к���ʵ�飬����ͷ����ת�ٶ�Ϊ750 r/min�������ٶ�Ϊ118 mm/min������ͷ���Ϊ2?������Ħ����ʱ�����ѺϽ�����ǰ���ߣ����Ͻ����ڷ��رߣ�������ƫ����Ϊ0.5 mm�����������Ե���ѺϽ�-���Ͻ�Խӷ�ľ���Ϊ0.5 mm��
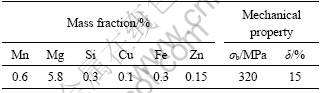
��1 LF6���Ͻ�Ļ�ѧ�ɷֺ���ѧ����
Table 1 Chemical composition and mechanical property of LF6 Al alloy
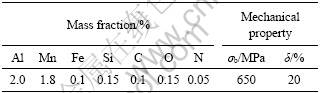
��2 TC1�ѺϽ�Ļ�ѧ�ɷֺ���ѧ����
Table 2 Chemical composition and mechanical property of TC1 Ti alloy
�����ش�ֱ�ں������淽���Ʊ���������������Kroll�Լ�(2 mL HF��4 mL HNO3��94 mL H2O)�����Ͻ�һ���ͷ������ʴ������NaOHˮ��Һ(2 g NaOH+100 mL H2O)���ѺϽ�һ���ͷ������ʴ������Leicaͼ������ǡ�Quanta-200��ɨ��羵�۲������������֯�ṹ�����������Ƿ�����������Ԫ�طֲ���
2 ���������
ͼ1��ʾΪ���ӽ�ͷ������֯����ͼ1�ɿ�����LF6���Ͻ�ĸ��Ϊ���Ƶ���״��֯(��ͼ1(b))���ѺϽ�ĸ�ĵ���֯Ϊ��+����(��ͼ1(c))���ѺϽ�ĸ���뺸�˵Ľ���(��ͼ1(d)����ͼ1(a)��M��)����ƽ���߽��ߴ����ڰ����Ŀ����������Ͻ�ĸ���뺸�˵Ľ���(��ͼ1(e)����ͼ1(a)��P��)�⻬��ƽ����������ã���������֯Ϊ���Ͻ�����Ϸֲ��Ŵ�С���ȵĿ���(��ͼ1(f)����ͼ1(a)��N��)��
����ɨ��羵�ڽϸ߱����¹۲��ͷ������֯��������������������ͼ2��ʾ����ͼ2(a)�п�֪�����������Ͻ�����Ϸֲ��Ŀ������������ͣ�һ�ֿ����ijߴ��С����ϸ����״�������м�ֲ�����(��ͼ2(a)�е�����1)����һ�ֿ����ߴ�ϴ�(��ͼ2(a)�е�����2)������ʰ���ɫ����Ե����������������(��ͼ2(a)�е�����3)��������3(������������)���н�һ���Ŵ������ɺ�ɫ����(��ͼ2(b)�е�����4)�Ͱ�������(��ͼ2(b)�е�����5)�����ɡ�
��ͼ2������1��2��3��4��5�ֱ�������������������3���С�����1��Ti��AlԪ�ص�Ħ���Ƚӽ�2:1���Һ���MnԪ�أ�������MgԪ�أ�˵������1�������Ͻ���壬�������1������Ti-Al�����仯��������ѺϽ�ĸ�ĺ�Ti-Al�����仯����Ļ�������2��Ԫ�غ������ѺϽ�ĸ�ĵĽӽ������Ӧ�����ѺϽ�ĸ�ĵĿ����������˺��ˡ�����3��Ti��AlԪ�ص�Ħ���Ƚӽ�1:1���Һ���MgԪ�غ�MnԪ�أ�������Ti-Al�����仯������ѺϽ�ĸ�ġ����Ͻ�ĸ�ĵĻ������ɫ����(������4)ΪTi-Al�����仯������ѺϽ�ĸ�ĵĻ�����������(������5)ΪTi-Al�����仯��������Ͻ�ĸ�ĵĻ���

ͼ1 ��/������Ħ������ͷ������֯
Fig.1 Microstructures of Ti/Al FSW joint: (a) Whole morphology of joint; (b) Microstructure of LF6 base metal; (c) Microstructure of TC1 base metal; (d) Microstructure of interfacial zone between TC1 base metal and nugget; (e) Microstructure of interfacial zone between LF6 base metal and nugget; (f) Microstructure of nugget
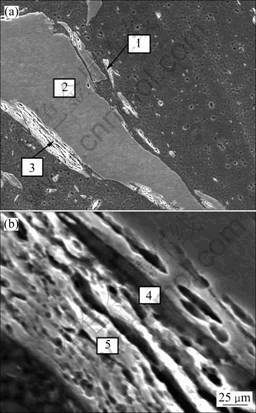
ͼ2 ��/������Ħ������ͷ��SEM��
Fig.2 SEM images of Ti/Al FSW joint: (a) Morphology of particles in nugget; (b) Morphology of zone 3 in Fig.2(a) under high magnification
��3 ��/������Ħ������ͷ��������ͬλ�õ�Ԫ�غ���
Table 3 Chemical composition of different interfacial zone in Ti/Al FSW joint (mole fraction, %)

������������֪���ѺϽ�/���Ͻ����ֽ�������Ħ����ʱ�ں������γ���Ti-Alϵ�����仯�����������Ti��Al���ǻ���Ԫ�أ�����Ħ����ʱ������ͷ�빤�����Ħ������ߺ����¶ȣ�ͬʱ����������Ti��Al�ڽ���ͷ�������»�ϣ����������ҵ����Ա��Σ����ߵ��ۺ�����ʹ�����ڹ�̬���γ�Ti-Al�����仯������ԵĽ����仯�����ʹ��ͷ���ܱ�����ͷ���γ������϶�Ľ����仯����ʱ�����ӽ�ͷ��࣬�ں���Ӧ���������п��ܵ��º��쿪�ѡ�
�ں��˺����Ͻ�ĸ�ı߽绹�۲쵽ĥ�������Ŀ���(��ͼ3)���Կ�����������������������Ҫ�ɷ�Ϊ62.09%Fe��17.03%Cr��6.79%Ni��6.92%Ti��6.44%Al(��������)���������ͷ���ø��ºϽ���ϵijɷֽӽ�����ˣ����ֿ����ǽ���ͷĥ�������Ŀ�����˵���ѺϽ�/���Ͻ����ֲ��Ϻ���ʱ����ͷ��ĥ������ء�
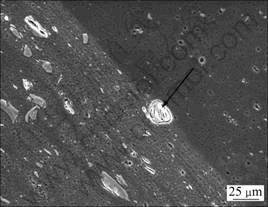
ͼ3 ����ͷĥ�������Ŀ�����ò
Fig.3 Microstructure showing particle exfoliated from stirring head after wearing
��ˣ������ѺϽ�/���Ͻ����ֲ��ϵĽ���Ħ�����ӣ�һ����Ҫͨ���������ռ��ٺ��ӽ�ͷ�н����仯�������������һ��Ҫ������ĥ��Ľ���ͷ���п��ܽ�һ����߽�ͷ���ܡ�
3 ����
1) TC1�ѺϽ���LF6���Ͻ����ֲ��Ͻ���Ħ������ͷ�У��ѺϽ�ĸ���뺸�˵Ľ�������ƽ�������Ͻ�ĸ���뺸�˵Ľ���⻬��ƽ�������߽�����á�
2) ����������òΪ���Ͻ�����Ϸֲ��Ŵ�С���ȵĿ������������������ͣ�һ�ֿ����ߴ��С����ϸ����״���м�ֲ���������һ�ֿ����ߴ�ϴ�����ʰ���ɫ����Ե���������������������ֿ����о���Ti-Al�����仯������ڡ�
3) �ѺϽ�/���Ͻ����ֲ��Ϻ���ʱ����ͷ��ĥ������أ��ں��˺����Ͻ�ĸ�ĵı߽���ڽ���ͷĥ�������Ŀ�����
REFERENCES
[1] EYLON D, SEAGLE S R. Titanium technology in the USA��An overview[J]. Journal of Material Science and Technology, 2001, 17(4): 439-443.
[2] ������, ��ѧ��, ��֪��. ���ղ��ϼ����ķ�չ��״��չ��[J]. �������켼��, 2003(12): 19-25.
YAN Ming-gao, WU Xue-ren, ZHU Zhi-shou. Recent progress and prospects for aeronautical material technologies[J]. Aeronautical Manufacturing Technology, 2003(12): 19-25.
[3] KORENYUK Y M. Interaction of liquid aluminium and solid titanium in fusion welding[J]. Welding Production, 1975, 22(6): 3-5.
[4] ����, ����Ⱥ, �����, ��С��. ��/�����ֺϽ���ǥ����ͷ����[J]. �й���ɫ����ѧ��, 2007, 17(4): 617-622.
NI Jia-ming, LI Li-qun, CHEN Yan-bin, FENG Xiao-song. Characteristics of laser welding-brazing joint of Al/Ti dissimilar alloys[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 617-622.
[5] REN Jiang-wei, LI Ya-jiang, FENG Tao. Microstructure characteristics in the interface zone of Ti/Al diffusion bonding[J]. Materials Letters, 2002, 56(5): 647-652
[6] WILDEN J, BERGMANN J P. Manufacturing of titanium/ aluminum and titanium/steel joints by means of diffusion welding[J]. Welding and Cutting, 2004, 3(5): 285-290.
[7] SOHN W H, BONG H H, HONG S H. Microstructure and bonding mechanism of Al/Ti bonded joint using Al10Si1Mg filler metal[J]. Material Science and Engineering A, 2003, 355(1/2): 231-240.
(�༭ ������)
������Ŀ�����տ�ѧ����������Ŀ(2009ZE56011)����Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ҿ��Ż���������Ŀ(gf200901001)
ͨ�����ߣ������绰��0791-3863023��E-mail: ch.yu.hu@163.com
