
���±�ţ�1004-0609(2016)-01-0077-11
�������Ͻ�ǥ����Ӳǥ�ϵ��о���״��չ��
ţ־ΰ���Ƽ̻��������ȣ��������������������˿�
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
�������Ͻ��������������ԣ��ڵ�����ҵ������ռ��Խ��Խ��Ҫ�ĵ�λ��ǥ����Ϊһ�ֿɿ������������Ͻ�ṹ�������ӷ��������㷺Ӧ�á��������Ͻ�ǥ����Ӳǥ�ϵĿ���һֱ�ǹ�����ѧ�������о����ȵ㣬Ȼ����ǥ�ϺϽ��ۻ��¶ȸߡ��ӹ������Բǥ����ͷǿ�ȵ͵�����������Լ��ǥ�ϺϽ�Ŀ���Ӧ�ã�ʵ����ҵ����ǥ�����١����ӺϽ�Ԫ���ܹ�����ǥ���ۻ��¶ȣ�����ǥ������֯�����ܣ������ǥ����Ӳǥ�ϵķ�չ��һ����֮��Ч�ķ�������Ϲ�������������Ͻ�ǥ����Ӳǥ�ϵ������о��ɹ���ȫ������Ͻ�Ԫ�ص����Ӷ�ǥ���ۻ��¶ȡ��ӹ������Լ�ǥ����ͷ��֯���ܵ�Ӱ�죬ָ��������Ͻ�ǥ����Ӳǥ��Ŀǰ�о��д��ڵ����⼰�����о�����
�ؼ���: ���Ͻ�Ӳǥ�ϣ��ӹ����Σ�ǥ����ͷ
��ͼ����ţ�TG425+.2���� ���ױ�־�룺A
�������Ͻ�����ܶ�С��ǿ�ȸߺ���ʴ���ŵ㣬����㷺Ӧ����������������·���������պ���;��¹�ҵ[1-4]����ͬ�ƺŵ����Ͻ�������¶���ͼ1��ʾ���������Ͻ�ĺ��ӣ���ͳ�ķ�����Ҫ���ۻ�����Ϊ�����豸���ӣ��ҶԺ����ļ���Ҫ��Ƚ��ϸ�[5-7]��ǥ����Ϊ���Ͻ����ӵ���Ҫ����������ǥ��������С���ߴ羫�ȸߵ��ŵ㣬���������ڹ�����õ��㷺��Ӧ��[8-10]���������Ͻ����ǥ���Dz���Ӧ�õķ����������������Ͻ���ǥ����Ҫ�����Ե��۵����������п��Ϊ����ʹ����ǥ�ϵijɷ֡���֯���缫��λ���������Ͻ�ĸ�����ܴ�ǥ����ͷ���������صĵ绯ѧ��ʴ[11-12]���������Ͻ��Ӳǥ��Ӧ�úܹ㣬�����²��ϵIJ��Ͽ��������Ͻ��ǥ������ֻ��ͬ�ֲ���֮�䣬���漰���ֲ��ϣ���������ͭ[13]�������[14]��������[15]�������մ�[16]�ȣ�����������Ͻ�ǥ����Ӳǥ������˸��ߵ�Ҫ�����ս���������Ͻ�ǥ��ͨ������Al-Si����ǥ��[17]������ǥ����ʪ�Ժá�ǿ�ȸߡ��ӹ��������죬���Է����Ƴ�˿�����ȱ�����۵�ߡ�ǥ���¶Ƚӽ�ĸ���۵�(590~610 ��)��ǥ��ʱ�����ϸ����ȷ�ؿ��Ƽ����¶ȣ�������ĸ�Ĺ��������ۻ������ֺϽ�Ԫ��Cu��Ge��Ag��Zn�ȵ����ӽ�����ǥ�ϺϽ���ۻ��¶ȣ�����һ���̶���Ҳ��������ǥ�ϺϽ�ӹ������Բǥ����ͷǿ�ȵ͡�ĸ�Ĺ�����ʴ�����⡣�������߽�ϵ�ǰ�������������Ͻ�ǥ����Ӳǥ�ϵ��о��ɹ���ȫ������Ͻ�Ԫ�ص����Ӷ�ǥ�ϺϽ��ۻ��¶ȡ��ӹ��������Լ�ǥ����ͷ����֯�����ܵ�Ӱ�죬ָ���������Ͻ�ǥ����Ӳǥ��Ŀǰ�о��д��ڵ����⼰�����о�����
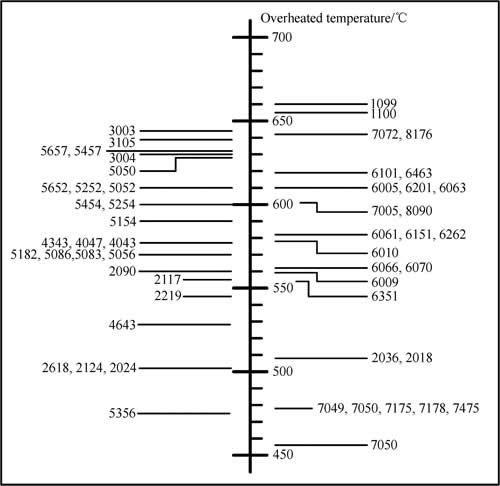
ͼ1 ��ͬ���Ͻ�Ĺ����¶�
Fig. 1 Overheated temperature of different aluminum alloys
1 Al-Siϵ��ǥ��
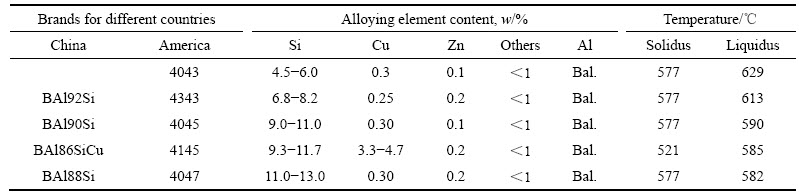
�������Ͻ��ǥ����Ҫʹ������ǥ�ϣ��ִ���ҵ�й��ڵ��۵����Ͻ�ǥ�����ڽ϶�ļ������⣬��������ĵ�������û���ʺϵ��۵����Ͻ�ǥ���ĵ�����ǥ�ϡ�����Al-Siǥ�Ͼ������õ���ʪ�ԡ������ԡ�����ʴ�ԺͿɼӹ���[18]����ˣ�Al-Siǥ����Ӧ������һ������ǥ�ϣ���ϵ��ǥ���ۻ��¶ȷ�Χ��570~630 �档Al-Si��Ԫ��ͼ[19]�ǵ��͵Ĺ�����ͼ������ͼ�Ͽ��Կ�����w(Si)=12.6%����һ�����㣬���ǹ�����(w(Si))��12.6%)�����Ź躬�������ӣ�ǥ���۵㽵�ͣ��ڹ�������(w(Si)��12.6%)�����Ź躬�������ӣ�ǥ�ϵ��۵㽫�д���ȵ��������о��������ǹ����Ͻ���нϺõ������ԡ���ʪ�ԺͿ���ʴ�ԣ����ҿ��Ը���ĸ�ĵ��ص����Ҫ�����Ӻ��ʵ�Ԫ�أ�����ǥ�ϵ����ܣ���������ĺ��ӽ�ͷ�������ǹ����Ͻ���Ϊǥ�ϣ����Ա���ǥ��ʱ��ĸ����ǥ�ϵ��ܽ�����µ�ĸ����ʴ���⣬����һ���Al-Siϵ��ǥ�ϺϽ�Si����Ϊ7%~12%(��������)�����͵�Al-Si��Ԫϵ��ǥ�ϵ��ƺ���4343��4045��4047�ȡ�����4343ǥ��������ǥ��1060��1100��3003���Ͻ��˴����[20]��3003���Ͻ������������һ��4343��Al-Siǥ�ϺϽ㣬�����������Ͻϰ���Ͻ�����ǥ�������������ǥ����ͷ��ǥ���������ɵ����(Al)��������Si��ɢ����ɣ�4045��4047ǥ��������ǥ��3004��5005��6063��6951���Ͻ�Al-Siϵǥ�ϵĻ������ݼ���1��
Al-Si������֯�е�Si������̬���־�����Ƭ״������Ľ������״��������Ԫ�صı��ʴ���[21]��Si������֦״������Ľ������״���پ�һ���ı��´�����Si����һ���������״[22]�����ʵ�ǥ����ǥ�������ܱ���ijЩ���ʽṹ[23]��ǥ���ǿ����˴����ߡ�ϡ�����нϸߵĻ�ѧ���ԣ���ұ���ϼӹ��У����б���ǿ�����ƹ������ܵ����á��о���Ա��La��Ce��Y��Sc��ϡ��Ԫ�������Ͻ��е������Ѿ�����������о�[24-27]��Sc�Ƕ����������Ͻ�����Ӱ�����ϡ��Ԫ�أ�����Ҫԭ�������ڲ���������干��ġ��ȶ��ġ���ɢ��Al3Sc���ӣ���λ����ǿ�ҵĶ������ã�������ֹ�����Ǩ�ƣ��ڸ��������ܱ�������干��Ĺ�ϵ����Sc�ļ۸�[27]��Er��������Ͻ��е�������Sc���ƣ���Er�ijɱ�Զ����Sc�ģ��������õ�Ӧ��ǰ��[28]����Ԫ�ض�Al-Si�����Ͻ���ڱ������ã����Ƕ���Ԫ�ر�����������������Ч�����ѣ���Li��K��Ba��[29]������Ԫ���ڽϿ����ȴ�ٶ��²��ܳ��ֱ���Ч������Bi��Sb��[30]��ǥ�������ȴ�ٶȶ�Al-Si����ǥ��ǥ�����֯�ṹҲ�кܴ��Ӱ�죬������ijЩ���ʼ�Ԫ�غ�����Ӱ���������[31]��Al-Si�����Ͻ�������ȴ�ٶȼӿ죬һ��ֻ��Si����֯��ϸ�������ı�Ƭ״�������Σ�������ʼ���������ȴ�ٶȵļӿ죬Si����ò��ʼ��Ƭ״ת��Ϊ��֦״�����⣬ZHANG��[32]��Al-Si�����Ͻ��������˲�ͬ������Ti���Ʊ�������Al-Si-xTi(x=0.1%��0.5%��1.0%��3.0%)ϵ��Ԫ����ǥ�ϣ�TiԪ�ص��������������Al-Si�Ͻ����������ϲ����ϵ���չ��ʪ�ԣ���TiԪ�ص����Ӷ�Al-Si�Ͻ�ı������ò������ԡ����20�����ϵ�����Ԫ�ض�Al-Si�����Ͻ���ڱ������ã������������е�����Ԫ����Na��Sr��La����������ֻ��0.01%~0.1%(��������)��
Al-Si�����Ͻ�ı��ʻ���Ŀǰ�������۵�����[30,33-35]�����������۵���Ȼ���ݲ�ͬ��ϸ�����죬�������Ͽ��Է�Ϊ���ɣ�һ�ɴӱ��ʼ�ԭ���谭����ɺ˵ĽǶȳ�������Ϊ�����ӻ���������ϵ�ʹ���״̬���Ӷ�ʹ���������Ĺ���ϸ��������һ�ɴӾ��������ĽǶȳ�������Ϊ���ʼ�ԭ��(��ΪNa)�Ը��ֲ�ͬ��ʽӰ��辧��ijЩ������������ʣ��Ӷ�ʹ�䰴����״�����������˵�[30]��Ҫ�������ṹ�ķ���ϵͳ�о���11�ֵ���ϡ��Ԫ�غͻ����ϡ��Ԫ�ض�Al-Si�����Ͻ���ʵ�Ӱ�죬����һ��̽��ϡ��Ԫ�ؼ���������Ԫ�صı��ʹ��ɡ��о��������������ȴ�ٶ�Ϊ70~80 ��/min�����£�����ϡ��Ԫ����Eu��La(���ܻ���Yb)��Al-Si�����Ͻ����ǿ�ҵı������ã�Ce��Pr��Nd�Լ����ϡ�������еȳ̶ȵı������ã�Er��Y���ޱ�������������ϡ��Ԫ�ر���������������LaΪ����Ч�����ʼ��������¶�Ϊ750~780 �棬�Ͻ���ȴ�ٶȲ�Ӧ����50 ��/min������ϡ��Ԫ�صı���������ԭ�Ӱ뾶�ļ�С��Ѹ�ټ�����Eu(���ܻ���Yb)��ǿ�ұ������ò�������ԭ�Ӱ뾶��ͻԾ���������ۣ�Ac�ڢ�B����Ӧ�������ı�����������ϵǿ�ұ��ʼ�Na��Sr��Ac�����ڱ���λ�õĹ�ϵ��������Ϊ���Ӳ�ṹ���۵������ԭ�Ӱ뾶��ԭ�������ʵ�������Ǿ���Ԫ�ر�����������Ҫ���ء�
��1 Al-Siϵǥ�ϵĻ�������
Table 1 Basic date of Al-Si series filler metals
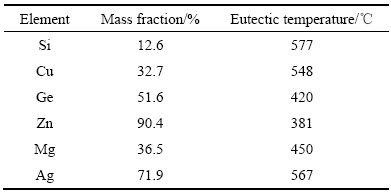
����Al-Si����ǥ���۵�ߴ�577 �棬�����Ͻ�ĸ�ĵĹ������¶���600 �����ң�ǥ���¶Ƚӽ���ĸ�Ĺ������¶ȣ���������ĸ�ľ���������ʴ�����⣬����Ӱ��ǥ����ͷ����ѧ���ܡ���ˣ�������Al-Siǥ��Ϊ�����ĵ��۵�ǥ�ϣ�����ǥ���¶������Ͻ�ǥ����Ҫ�о�����֮һ[36]����Ϊ����ǥ�ϵ���Ҫ����Ԫ�أ�ǥ�ϵ��۵�����Ҫ�������ء�Ϊ����ǥ���۵㣬ѡ������Ԫ�ر��������е��۵㹲����Ӧ����һЩ��������ѹ�ϸߵ�Ԫ�أ���п��þ�ȣ����ܿ��������������Ͻ���۵㣬�����ӹ��������ǥ��¯��˦���������Ⱦ�����ֻ���������ӡ��ۺ����Ϸ�����������ĺϽ���ͼ[37]����֪�����ܹ��������۵��Ԫ����Ҫ���2���У�������Ԫ���Ƿ�����Ϊ����Ԫ����Ҫ�ۺϷ�����
��2 �������γɵ��۵㹲���ļ���Ԫ��
Table 2 Several elements form low melting point eutectic with aluminum
2 Al-Si-Cuϵ��ǥ��
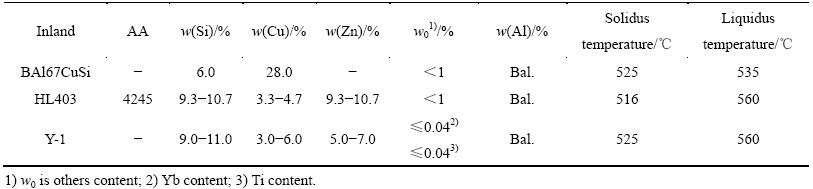
����Al-Cu��Ԫ�Ͻ���ͼ��ͭ������w(Cu)=32.7%ʱ��������Ϊ548 �棬�����ں�Cu 32.7%����ʱ���Ͻ��۵�����ͭ���������������ͣ�Ȼ�������ߡ�ͭ�����е��ܽ�����¶Ƚ������Լ��٣�ͭ�����е������ܶ�Ϊ5.65%�����¶Ƚ��͵�302 ��ʱ���ܽ����Ϊ0.45%���ڳ������������������ȡ���ɢ�Ĺ����빲��Ĺ����࣬����ͭ�ܶ����Ͻ�����ɢǿ�����ã���ˣ�ͭ����ǥ�Ϻ�ǥ����ͷ����Ҫǿ��Ԫ�ء����������£�����һ���ȶ��Ľ����仯�������(Al2Cu)������(AlCu)������(Al2Cu3)������(AlCu2)������(Al4Cu9)����Щ������ʹ�Ͻ�����������½���ʹ��ӹ����ܶ�����Al-Cuϵ�Ͻ����һ������Siʱ������Al-Cu-Siϵ��Ԫ�Ͻ���Al-CuAl2-Si������Ԫϵ[29]����һ����Ԫ�����㣬w(Cu)=26.7%��w(Si)=5.1%���¶�525 �档�˹�����Ͻ�����Һ���߽ϵ͵�ǥ�ϣ���Al-Siǥ���м���Cu��ǥ�ϵ�������Ҳ��������[38]��ȱ���Ǵ�ǥ��Cu�����ϸߣ�ǥ�ϴ��Ժܴ�Al-Si-Cuϵ����ǥ�����3���У�����HL403Ӧ����Ϊ�㷺�����ڴ�ǥ����ͭ�����ϵͣ������Ƴ�˿�������ʽ�������ڸ��õ�ʵ���������Ͻ��ǥ����Ȼ������ǥ��Һ�����¶���Ȼ�ܸߣ������˴����������Ͻ��Ӧ�á�
6061 ���Ͻ�[39]��Ϊһ��Al-Mg-Siϵ�������Ͻ������ܶ�С���������õ�ǿ�ȼ���ʴ�ԣ��㷺Ӧ��������������·����������Ŀǰ���ڸ����㲿����װ���������У���Ҫ����ǥ�����ӣ�ǥ����ͷ����Ҫ���������Ե�ͬʱ�Խ�ͷǿ��Ҳ��һ��Ҫ������6061 ���Ͻ��۵�ϵ�(�������¶�582 ��)���ô�ͳ��Al-Siǥ�ϼ�������ĸ�Ĺ��գ���ˣ������㲿����ǥ��һֱ�Ƚ����ѡ�Al-Si-Cuϵǥ�ϺϽ�ij��ִ����ƽ���6061���Ͻ��ǥ����CHUANG��[8,40]������Al-10.8%Si-10%Cu��Al-9.6%Si-20%Cu(��������)ǥ�ϺϽ�����ǥ�ϺϽ��ۻ��¶ȷ�Χ�ֱ�Ϊ522.3~570.0 ���522.9~535.2 �棬����Al-10.8%Si-10%Cuǥ��ǥ��6061���Ͻ���Ի��������ǥ����ͷ��ǥ����ͷ����ǿ�ȿɴ�67 MPa������Al-9.6%Si-20%Cuǥ��ǥ��6061���Ͻ�ǥ����ͷǿ�Ƚ�Ϊ40 MPa��Al-9.6%Si-20%Cuǥ�ϺϽ���Ȼǥ���¶Ƚϵͣ�Ȼ���Ͻ��д��ڴ�����Al2Cu�����仯�����Al-Si-Cu������֯������ǥ�ϺϽ���Ժܴ��Ѽӹ��ɱ�Ƭ��ͬʱ��ǥ����ͷ��֯��Ҳ���д�����Al2Cu�����仯�������ǥ����ͷ���нϵ͵Ŀ���ǿ�ȡ�
Ϊ�˽���Cu�������ߴ����IJ���Ӱ�죬�о�ѧ������Cu�����۵��ͬʱ��������Ni����ʹǥ�ϱ������õ���ѧ���ܺͿ���ʴ���ܡ����Ļ���[41]����Al-Si-Cu-Niǥ��ǥ��6063���Ͻ�ʱ���֣�Cu��Ni��Si��ǥ����ͷ����ǿ�ȵ�Ӱ���ɴ�С����ΪCu��Si��Ni������ǥ����Cu��Ni��Si ���������ӣ�ǥ����ͷ�ļ���ǿ�������Ӻ��С���ֱ�Ϊ10%��2.6%��7.5%��������ǿ�ȴﵽ��ߣ���Cu��������20%ʱ��ǥ�ϺϽ��л��γ�������Al-Cu�����仯�������ǥ����ͷ����ѧ���ܡ�HUMPSTON��[42]���Ƶ�Al-5Si-20Cu-2Niǥ���ۻ��¶���518~538 �淶Χ�ڣ�ǥ��3001�������Ͻ�ǥ����ͷǿ������Ϊ75 MPa����ˣ�20% Cu������Al-Si-Cuǥ�ϣ���Ȼ�ۻ��¶ȴ�ͣ�Ȼ��ǥ����ͷǿ�Ƚϵ͡�����������⣬LUO��[43]����һϵ�е�Cu������Al-Si-Cu-Niǥ������ǥ�����۵��ǿ���Ͻ��о�������������Al-10Si-15Cu-4Niǥ��(�ۻ��¶ȷ�Χ519.3~540.2 ��)��570 ����ǥ��6061���Ͻ�ʱ������ǥ��ʱ������ӣ�ǥ����ͷǿ�������ӣ�ǥ��ʱ��ﵽ60 minʱǥ����ͷ���Ի�ó���100 MPa�Ŀ�����ǿ�ȡ�Al-Si-Cuϵ�Ͻ�������Sn���Խ�һ������ǥ�ϵ��ۻ��¶ȣ�TSAO��[9]�о���Al-7Si-20Cu-2Snǥ�ϺϽ���ۻ��¶ȷ�ΧΪ504~526 �棬��ǥ��6061-T6���Ͻ�ʱ��ǥ����ͷ����ǿ�����ɴ�121MPa��������[44]��Al-Si-20Cuǥ�ϵĻ�����������5%Zn��ǥ�ϺϽ���ۻ��¶�Ϊ499.5~523 �棬�ô�ǥ����Ϸ�����ǥ��ǥ��6063���Ͻ�ǥ����ͷǿ�����ɴ�132 MPa��CHUANG��[40]���Ƶ�Al-7Si-20Cu-2Sn-1Mg�Ͻ�ǥ�ϵ��ۻ��¶Ƚ�Ϊ501~522 �棬����Mg�����Ӳ���������ǥ�ϵ��ۻ��¶ȣ�����ǥ����֯��������ϸС��CuMgAl2��Mg2Si�����仯������ô�ǥ��ǥ��6061-T6���Ͻ�ʱ��ǥ����ͷ����˽ϸߵĿ���ǿ�ȡ�����Ni��Sn��Zn��Mg��������Ȼ������Al-Si-Cuǥ�ϺϽ���ۻ��¶ȣ������ǥ����ͷ��ǿ�ȣ�Ȼ��ǥ������Ȼ���ڴִ�Ĵ��Խ����仯����Ͻ���ѱ��ӹ��ɲ���Ƭ״��HU��[45]��Al-7Si-20Cu�������˲�ͬ������ϡ��Ԫ��Sm���о���SmԪ�ض�Al-Si-Cuǥ���ۻ��¶ȡ�����֯�Լ���ѧ���ܵ�Ӱ�죬�������������Sm��ǥ���ۻ��¶�������Ӱ�죬����Sm���������ӣ�ǥ������֯ϸ�����ر�����״����Si�ij�����С��ǥ�ϺϽ��Ӳ��Ҳ��֮���ӡ���������[46]�Ʊ��˺�Ce��Al-Si-Cuϵ��ǥ�ϣ�����6061���Ͻ��1Cr18Ni9Ti�����岻�������ǥ�����о����о�����������������Ce(��3.0%����������)���ı�Al-Si-Cuǥ���۵㣬��ʹǥ���ۻ��¶������խ�������ǥ�ϺϽ����չ��ʪ�ԡ���ͬCe������ǥ����ͷ����ѧ����Ӱ�첻ͬ����ǥ����Ce����Ϊ1.0%(��������)ʱ��ǥ������֯ϸ����ǥ����ͷ����ǿ����ߣ��ﵽ118 MPa����ǥ����Ce����Ϊ3.0%(��������)ʱ��ǥ����֯����״��Ce���Ի��������������࣬ǥ����ͷ����ǿ�Ƚ���Ϊ92 MPa���о�����[47-49]�����ÿ������̼����������Խ���ǥ�ϵ��۵㣬���ҿ����Ƶ��������õĴ��ġ���ˣ��ܽ�ɽ��[50]���ÿ������̵ķ����ɹ��Ʊ���Cu������Al-6Si-7Cu-2Zn-2Sn����ǥ�ϡ�ʵ������������ͨǥ�Ϲ̡�Һ�����¶ȷֱ�Ϊ549 ���562 �棬ǥ���ۻ��¶�����Ϊ13 �棻����ǥ�ϵĹ̡�Һ�����¶ȷֱ�Ϊ552 ���560 �棬ǥ���ۻ��¶������Ϊ8 �棬���⣬����ǥ����֯ϸС���ȣ�ǥ�ϱ������������ļӹ��������ܡ�
��3 Al-Si-Cuϵ����ǥ�ϵĻ�������
Table 3 Basic date of Al-Si-Cu series commercial filler metals
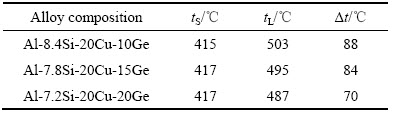
Ϊ������������¶����Ͻ�(��Ӳ���Ͻ�LY12)��ǥ�����Ÿ����[51]��Al-Si-Cuǥ�ϺϽ�������Ge������������Al-Si-Cu-Geϵǥ�ϣ�����ɷֺ��ۻ��¶ȼ���4��Al-9.6Si-20Cu�Ͻ�������10%(��������)��Ge��ǥ�ϺϽ��Һ�����¶ȿɽ�Ϊ482�棬�ɹ�ʵ����LY12Ӳ���Ͻ��ǥ����Ȼ��Ge�����ӵ���ǥ�ϺϽ��� Al2Cu �����仯��������ۼ���Si-Ge��������ijߴ����Ӷ�����ǥ����ͷǿ�Ƚϵͣ���ǥ����ͷ�Ͽڽ��й۲��֪���Ͽڴ��ڴ����� Si-Ge �������༰ Al2Cu �����࣬�����Ե��ؾ�����������Ϊ����ǥ����ͷ����֯�����ǥ����ͷǿ�ȣ�������0.6%(��������)�� Er Ԫ�ض�ǥ�ϺϽ���б��ʴ���������ǥ���۵��½������ԣ���ǥ����չ�����ǥ����ͷǿ��������ߣ���Ҫԭ����Er��Ϊ����Ԫ������������ĸ�ı�������������ϸ�������Ӷ���߽�ͷǿ�ȡ���������ǥ��LY12���Ͻ�Al-Si-Cu-Geǥ��Ҳ�ɹ�Ӧ�������Ͻ����ѺϽ�֮���ǥ����CHANG��[52]�ֱ����Al-8.4Si-20Cu-10Ge��Al-8.4Si-20Cu-10Ge-0.1Reǥ��ʵ����6061���Ͻ��TC4�ѺϽ��ǥ����Re������ϸ���˦�(Al)�࣬ʹ��״��Al2Cu��ת��Ϊ��״������Al-8.4Si-20Cu-10Geǥ��ǥ�����Ͻ���ѺϽ𣬽�ͷƽ������ǿ��Ϊ20MPa������Re��ǥ����ͷ����ǿ�����ɴ�51MPa��ǥ����ͷ������Ҫ������TC4һ�࣬�Ͽڱ��������Al5Si12Ti7�����仯���������
��4 ǥ�ϳɷֺ��ۻ��¶�
Table 4 Chemical compositions and melting temperature of filler metals
3 Al-Si-Geϵ��ǥ��
����Al-Ge��Ԫ�Ͻ�״̬ͼ����������w(Ge)=51.6%ʱ�Ĺ������¶�Ϊ423�棬���ô����ѵõ�������ǥ����Χ�ڣ�ǥ�������Ժܺã���չ�Լ��ѣ�����ĸ�ı��������������������ڴ�ǥ�Ϻ�Ge���ϸߣ����Խϴ�����������ǿ�ȣ���ر���[19]����ǰ�о���Ҫ�����ڸ���Al-Geǥ�ϺϽ�������ϡ��о�����������Ti�����۽������н�GeƬ״���ۼ�Ϊ��״��������[53]�����⣬��Al-Ge�Ͻ�������SiҲ�ܽ���ǥ�ϺϽ�Ĵ��ԡ�Al-Si-Geǥ����Ϊ���͵ĵ���ǥ�ϣ���GeԪ�غ����ϵ�ʱ��Ge��ǥ���ۻ��¶ȵĽ������ò���[54]�������Ge������Al-Si-Geǥ�����о����ص㡣���������ձ��о���Al-30Ge-Siǥ�ϣ�������6061���Ͻ��ϲ�����550 �����½���ǥ���������ڴ��Դ��ӹ���һ���ü��������Ʋ���ֱ����������Ʒ��KAYAMOTO��[55]���Ƶ�Al-35Ge-Si-Mgǥ�Ͽ���575 ��ǥ��6061���Ͻ����ý�ͷ�Ŀ���ǿ�Ƚӽ�ĸ�ĵģ�����ĺ����ϸߣ�ǥ�ϳɱ��������ӡ�����Al-35Ge-Si-Mgǥ��7003���Ͻ𣬽�ͷǿ�ȸ���340 MPa���ﵽĸ��ǿ�ȵ�85%����[56]��ͬʱ�����о���Al-Ge-Cu-Si-Mgϵǥ�ϣ�ǥ���ۻ��¶Ƚ�����457 �棬�ɹ�ʵ����2017���Ͻ��ǥ����ǥ����ͷ����ǿ����߿ɴ�290 MPa����û�����ɺϽ𱡴���
SCHUBERT��[57]�����۷ļ���(�������̼�����һ��)�Ʊ������ԽϺõ�Al-Si-Geǥ�ϱ������Ʊ�����Ϊ���ȶ�����̬��ǥ�ϺϽ���д��Ȼ�����ʵ����¶��½����˻������õ�����ϸС�Ħ�-Ge(Si)����������ظ�����ǥ�ϺϽ�ļӹ����ܡ����⣬Na��Sr��La��ϡ��Ԫ�ص����ӿ���ʹAl-Si-Ge�Ͻ�������Եı��ʽṹ[22]������Si�����������ӣ�Ge-Si�������ɢ�౻���ʵ�����Ҳ��֮��ǿ����Ƭ��״ת��Ϊ��״��������ǥ�ϺϽ�ļӹ��������ܡ�
4 Al-Si-Znϵ��ǥ��
Al-Si-Znϵ����ͼ[58]�д�����Ԫ������E�������Ϊw(Al)=5.10%��w(Si)=0.04%��w(Zn)=94.86%��Al-Si����ǥ���м���Zn��ǥ�ϵ���ʪ�Ժ������Ծ��м�ǿ������û�л��������ɣ�Al-Si-Znǥ�ϵ��ȼӹ����ܱ�Al-Si-Cuϵ�ĺã����Է�����Ƴ�ǥ��˿������о���������Al-Si-Znǥ���м�������Cu���Լ�����ĸ�ĵ�ɫ���������Mg������߿���ʴ���ܡ�SUZUKI��[58]���Ƶ� Al-4.2Si-40Zn ǥ�ϣ��۵�Ϊ535 �棬����ǥ����Zn�������ߣ�ǥ�������м�������ĸ�ĵ���ʴ������ǥ����ͷǿ�ȡ�DAI��[59]����Al-6.5Si-42Znǥ���ڻ���ǥ��������ʵ����6061���Ͻ��ǥ������ǥ����ͷ���п���ǿ�Ȳ��ԣ������ǿ��Ϊ129 MPa�����ڴִ����Si����״����Si�Ĵ��ڣ���ͷ������ǥ�촦���Ͽڱ���Ϊ�ؾ��ʹ���������ʽ����ˣ���Ч����ǥ���ڲ��������������ͬʱϸ��ǥ����֯��Ϊ���Al-Si-Znǥ�����ܵĹؼ���
Ŀǰ��ҵ�����й㷺���õ�Ҳ��Ч����Ϊ�ȶ��ķ����ǶԺϽ���б���ϸ����������˧��[60]��Al-Si-Znǥ�ϺϽ��������˲�ͬ������P���������PԪ�صļ��벻������Чϸ��ǥ����֯�дִ�Ŀ�״�����裬Ҳ��ʹ����״�Ĺ����衰�ۻ����ɶ̸�״����Al-Si-Znǥ���е�P����Ϊ0.06%(��������)ʱ��������������ƽ���ߴ���С������ɢ�ֲ���ǥ����֯�У���ʱǥ����ͷǿ���������PԪ�غ��������ӣ���P�����ﵽ0.12%ʱ�������������ijߴ����г�������ơ��о�����������������Ϊ�������Ԫ�أ�����Al-P�Ͻ���뵽Al-Si-Zn�������Ѹ�������γɴ�����AlP������AlP�Գ�����������ṩ���ֳɵĽᾧ�ĵף�ʹ��Ľᾧ������Ŀ���ӣ��Ӷ�ʹ�ó��������ϸ��[61]�����ǹ�����P�����������Si�ı���ϸ��Ч��������ν�ġ�����������Al-6.5Si-42Zn����������Sr������״�Ĺ���Si����ת��ΪϸС����ά״��ǥ����ͷǿ��Ҳ�������[62]������0.08%Ti(��������)����ʹAl-Si-Zn��֯�Ц�(Al)������ϸ����Al-Si������ֲ�Ҳ���Ӿ���[63]��Ce��La��B��Ԫ��Ҳ���ܶ�Al-Si-Znǥ����֯���б��ʴ���[64]����ȷ���������ǻ������ǥ����֯�Ĺؼ���
���ڿ���ǥ�ϳɷ־��ȣ��ۻ�����խ����ΰԪ��[65]���ÿ������̵ķ�ʽҲ�Ʊ���һϵ��Al-Si-Znǥ�ϣ�������ͨǥ�Ͻ����˶Աȡ���������������ǥ����ʪ�ԺͿ���ǿ�ȶ�������ͨǥ�ϣ�����ǥ�Ͼ����ߴ�Ϊ0.6 ��m���£��ҷֲ����ȡ�����Ӣ��[66]���ÿ���Al-Si-Znǥ��ʵ�������Ͻ��벻��ֵ�ǥ��������ǥ�Ͼ���խ���ۻ���������õ���ʪ�ԣ������˶Բ���ֵ���ʪʱ�䣬�ܹ�ͬ����ʪ����ֺ����Ͻ�ʹ����ֺ����Ͻ�֮���γ��ι̵Ľ�ͷ������ǥ�ϻ��Դ���ǥ����������ĸ����������ǿ���ǿ���ǥ����ʪ�Ժͽ�ͷ����ǿ�ȸߵ���Ҫԭ��Ȼ���������ս�Ϊ���ӣ��ҳɱ��ϸߣ�Ҳ�������Լ�˿��乤�յķ�չ��
5 Al-Si-Mgϵ��ǥ��
þ����ʹ�����۵㽵�ͣ��������㴦þ�ĺ����ﵽ��36.5%��������ô�߳ɷ�þ�����Ͻ������һЩ�����ʹ�Ͻ��ࡣ��ʵ��Ӧ��ʱǥ����þ�ĺ�����û�г���5%������û�г���3%��ԭ�����þ�����Ͻ��е����ò�����Ҫ����ǥ�ϵ��۵㣬��������þ�Ļ�ѧ���ʱ�����Ҫ���õ��ص㣬�������������á�ͬʱ��þ�����Ͻ��ǿ�������Եģ�ÿ����1%þ������ǿ�ȴ�Լ����34 MPa[67-69]��ͬʱ�������Ͻ�(LDϵ��)�������Ǻ�þ�ĺϽ���ǥ�����������ǥ���е�þ��������ĸ���еĺ���ʱ��Ȼʹĸ���е�þ��ǥ�ϺϽ�����ɢ���Ӷ�����ĸ��ǿ�ȵ��½�����Ȼþ�ĺ���Ҳ����Խ��Խ�ã�����þ���������࣬ǥ�ϵ�����ϵ����Ȼ������ߣ���ǥ�϶�������ʴ����Ҳ�Ӿ磬���������γ���Al-Si-Mg��Ԫ���۵㹲����Ե�ʣ���ˣ�ǥ�ϺϽ���þ�ĺ����ﵽǿ���Ͻ����������þ����ˡ�Al-Si-Mg��Ԫϵǥ����ҪӦ�������ǥ����Mg��ǥ�������������γ�Mg����������¯���ڵ�������ˮ�������������·�Ӧ��1) 2Mg+O2�� 2MgO��2) Mg+H2O��MgO+H2��ȥ��¯�ڵ�������ˮ���������������������������������¶ȵļ������ߣ��ַ������·�Ӧ��3) 3Mg+Al2O3��3MgO+2Alĸ�ı���Al2O3����ԭ��ʹ����������ǥ�ϵ��������ɴ˿�֪��þԪ��ʵ���������ܼ�������[70]�����õ�Al-Si-Mgϵǥ����4N04��4104��4004�ȣ����ڴ�ǥ����Mg�����ϵͣ��Ӷ�ǥ�ϵ��ۻ��¶Ƚϸߣ���Ҫ����ǥ���ۻ��¶Ƚϸߵ����Ͻ���3003��6063�����Ͻ𡣴��⣬Al-Si-Mgǥ����������ļӹ���ǥ�����ܶ���Ӧ����Al��Ti֮������ӣ�SOHN��[71]����100 ��m���Al-10Si-1Mgǥ�ϱ���ʵ��1050Al��CP-Ti��Һ̬��ɢ���ӣ�Ti��ǥ��֮���γ���������仯����Al5Si12Ti7��Al12Si3Ti5�����ű���ʱ����ӳ�����ͷ���ǿ�������Ӻ��С����620 �汣��25 minʱ����ͷǿ�ȴﵽ���ʱ��ı��µ���Al����洦���������ն�������ϼ��[72]����Al-Si-Mgǥ��ʵ����5005���Ͻ���4J34�ɷ��Ͻ�(�����ܺϽ�)�����ǥ��������ǥ���¶ȵ����ߺͱ���ʱ����ӳ�����ͷ�Ŀ���ǿ�������ߺͣ���ǥ���¶�Ϊ580 �桢����ʱ��Ϊ15 minʱ����ͷ����ǿ�ȴﵽ���ֵ81 MPa����ʱ����ͷ�ĵ��ͽ���ṹΪ4J34�ɷ��Ͻ�/FeAl/FeAl3/FemAln+��(Al)/5005���Ͻ𡣽�ͷ�Ķ�����ʽ��Ҫ��ǥ���¶ȵ�Ӱ�죬��ǥ���¶Ƚϵ�ʱ����ͷ���������Ͻ������Ĥ�㼰���Ͻ��ڣ����¶������� 580 ��ʱ����ͷ������FemAln+��(Al)��Ӧ���С�
6 Al-Ag-Cu-Znϵ��ǥ��
Al-Ag�Ͻ���Ag����Ϊ71.9%(��������)ʱ����һ������Ϊ567�棬�˹�����֯���д���Ag2Al���Խ����仯����Ҹû����������Ͻ���Ϊ�����ԣ���ˣ�����Ag2Al��ĺϽ�����ױ���ʴ������Ag�Խ���ǥ���ۻ��¶ȵ��������Բ���Cu�ģ��ұ�Cu����Al-Ag-Cu��Ԫ��ͼ[73-74]����Al�ǵ�Al-Al2Cu-Ag2Al����Ԫϵ����һ����Ԫ�����㣬�˹�����ɷ�Ϊw(Al)=40.0%��w(Cu)=19.3%��w(Ag)=40.7% (��������)�������㴦�Ͻ���۵�Ϊ500 �档�˹�����ɷ�ǥ���кܴ��ŵ㣬��ɫ����Alĸ�ĵıȽ�һ�£�ǥ���������Լ��ѣ��Ƹ����ܺܺã�ȱ���ǽϴ࣬����Al-Si-Cu�Ĵ��Ҫ�͡���Al-Ag-Cu�����ɷ�ǥ�ϺϽ�������Zn�����Խ�һ������ǥ�ϺϽ���ۻ��¶ȣ���Zn��������������70%(��������)ʱ���Ͻ��Һ�����¶���Zn���������Ӷ����͡�Ѧ�ɰص�[75]���øĽ���KF-CsF-AlF3������ʴǥ����Al-Ag-Cu-Zn����ǥ�ϣ�ʵ�ֶ�LY12���Ͻ������ǥ�����Խӽ�ͷ�Ŀ���ǿ�ȿɴﵽĸ��ǿ�ȵ�70%��ͻ���ˡ��ȴ���ǿ�����Ͻ�ͨ������ǥ�����Ĵ�ͳ�۶ϡ�Ȼ��������ǥ�Ϻ��д�����Ag��Cu����������Al2Cu��Ag2Al���Խ����仯�������ǥ�ϺϽ�ӹ��������ܺܲ
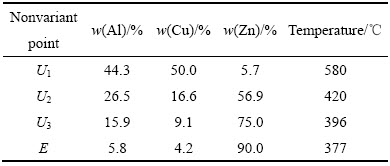
Al-Ag-Cu-Znϵ�п�����ǥ�ϵ���һ����Ԫϵ��Al-Cu-Zn[76]��Al-Cu-Zn��ͼ�Ƚϸ��ӣ��ʺ�����ǥ�ϵļ����ޱ����¶���������5���С��о������������Al-Cu-Znǥ���м���0.05%~0.08%(��������)Mg��0.05%Ni��0.05%Cr(��������)��������俹��ʴ����[77-78]�����⣬��ǥ�ϵ�ɫ��ȽϽӽ�ĸ�ĵģ��ӹ����ܽϺá�
��5 Al-Cu-Znϵ�ޱ�����ɺ��¶�
Table 5 Composition and temperature of nonvariant points in system Al-Cu-Zn
7 ������չ��
�����Ƕ�Ԫ��Al-Si��Al-Cu��Al-Geǥ�ϣ�������Ԫ��Al-Si-Cu��Al-Si-Zn��Al-Si-Mg��Al-Si-Ge��ǥ�ϣ�������Ϊǥ�ϵ��ۻ��¶���Ȼ���ߣ���������Cu��Ge��Ag�Ƚ����ۻ��¶�Ԫ�ص�������̫�Ӷ�ʹǥ�ϵĴ������أ���ʵ��Ӧ��Ҫ�����̫Զ����ˣ��ۺ����Ϸ������������Ͻ�ǥ����Ӳǥ�ϵķ�չ������Ҫ���������¼������棺1) �Ӷ�Ԫ���Ƕ���ƺϽ�ɷ֣����Կ��Dz���4������4�����ϵ�Ԫ����ɶ�Ԫǥ�ϣ����Ӹ�Ԫ�ص����ã��ڽ���ǥ���ۻ��¶ȵ�ͬʱ����֤ǥ�Ͼ���һ�������ԣ�2) ͨ���ڽ�������Ͻ��м�����Ԫ�أ�ʹ����������ã��Ӷ��ı�Ͻ����֯�����ܣ�������ߺϽ����ܵ�һ�ּ���֮��Ч�ķ�����ͨ�����ӱ��ʼ�ʹ�Ͻ����֯�õ����ƣ�����ü�С����������ߺϽ����ԡ�ǿ�ȵ���ѧ���ܡ����⣬��Ԫ�صļ��뻹�����ƺϽ������ԡ���߿������ԡ��������ܵ����ã�ʹ�Ͻ���������ʹ���о��и��������ۺ����ܡ����dz���Ҫ��һ����DZ��ʼ��ļ�����һ��Ҫ�٣��Ա���Ͻ������½���3) �������̼����ij������۶ԺϽ�ɷֵ���ƻ��ǶԺϽ���۽ṹ�Լ�������Զ���������̵�Ӱ�죬�������ͺϽ���Ʊ�������һ��ո�µĵ�·���������ƶ��˲��Ͽ�ѧ�ķ�չ�������������պͳɱ���ֵ�ÿ��ǵ����⡣
REFERENCES
[1] DONG X H, CHEN F, CHEN S, LIU Y, HUANG Z Y, CHEN H, FENG S F, ZHAO L, WU Z L, ZHANG X P. Microstructure and microhardness of hot extruded 7075 aluminum alloy micro-gear[J]. Journal of Materials Processing Technology, 2015, 219: 199-208.
[2] ROBINSON J S, REDINGTON W. The influence of alloy composition on residual stresses in heat treated aluminium alloys[J]. Materials Characterization, 2015, 105: 47-55.
[3] VARGAS J A, TORRES J E, PACHECO J A, HERNANDEZ R J. Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints[J]. Materials and Design, 2013, 52: 556-564.
[4] ӯ ��, ������, �� ƽ, ������. 6061-T6���Ͻ���±���ģ�ͼ��³�����ֵģ��[J]. �й���ɫ����ѧ��, 2015, 25(7): 1815-1821.
YING Liang, DAI Ming-hua, HU Ping, YAN Qiao-yun. Thermal constitutive model and numerical simulation of hot forming for 6061-T6 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1815-1821.
[5] LI D X, YANG X Q, CUI L, HE F Z, ZHANG X. Investigation of stationary shoulder friction stir welding of aluminum alloy 7075-T651[J]. Journal of Materials Processing Technology, 2015, 222: 391-398.
[6] LEE H, PARK S, KANG C. Effect of plasma current on surface defects of plasma-MIG welding in cryogenic aluminum alloys[J]. Journal of Materials Processing Technology, 2015, 223: 203-215.
[7] MAZAR A M, MA J, LIU W, KOVACEVIC R. Hybrid laser/arc welding of advanced high strength steel to aluminum alloy by using structural transition insert[J]. Materials and Design, 2015, 75: 120-135.
[8] CHANG S Y, TSAO L C, LI T Y, CHUANG T H. Joining 6061 aluminum alloy with Al-Si-Cu filler metals[J]. Journal of Alloys and Compounds, 2009, 488(1): 174-180.
[9] TSAO L C, TSAI T C, WU C S, CHUANG T H. Brazeability of the 6061-T6 aluminum alloy with Al-Si-20Cu-based filler metals[J]. Journal of Materials Engineering and Performance, 2001, 10(6): 705-709.
[10] ZHANG G W, BAO Y F, JIANG Y F, ZHU H. Microstructure and mechanical properties of 6063 aluminum alloy brazed joints with Al-Si-Cu-Ni-RE filler metal[J]. Journal of Materials Engineering and Performance, 2011, 20(8): 1451-1456.
[11] NAZERI M F M, AFFENDY M G, MOHAMAD A A. Corrosion study of Sn-9Zn lead-free solder in alkaline solution[J]. International Journal of Electrochemical Science, 2012, 7(5): 4182-4191.
[12] WANG S S, CHENG M D, TSAO L C, CHUANG T H. Corrosion behavior of Al-Si-Cu-(Sn, Zn) brazing filler metals[J]. Materials Characterization, 2001, 47(5): 401-409.
[13] XIA C, LI Y, PUCHKOV U A, GERASIMOV S A, WANG J. Microstructure and phase constitution near the interface of Cu/Al vacuum brazing using Al-Si filler metal[J]. Vacuum, 2008, 82(8): 799-804.
[14] YANG J L, XUE S B, XUE P,  , DAI W, ZHANG J X. Development of novel CsF-RbF-AlF3 flux for brazing aluminum to stainless steel with Zn-Al filler metal[J]. Materials and Design, 2014, 64: 110-115.
, DAI W, ZHANG J X. Development of novel CsF-RbF-AlF3 flux for brazing aluminum to stainless steel with Zn-Al filler metal[J]. Materials and Design, 2014, 64: 110-115.
[15] CHEN S H, LI L Q, CHEN Y B, LIU D J. Si diffusion behavior during laser welding-brazing of Al alloy and Ti alloy with Al-12Si filler wire[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(1): 64-70.
[16] MICHALSKI J, WEJRZANOWSKI T, GIERLOTKA S, BIELINSKI J, KONOPKA K, KOSMAC T, KURZYDLOWSKI K. The preparation and structural characterization of Al2O3/Ni-P composites with an interpenetrating network[J]. Journal of the European Ceramic Society, 2007, 27(2/3): 831-836.
[17] HAYES F H, LONGBOTTOM R D, AHMAD E, CHEN G. On the Al-Si, Al-Ge, and Al-Ge-Si systems and their application to brazing in high power semiconductor devices[J]. Journal of Phase Equilibria, 1993, 14(4): 425-431.
[18] HE P, LIU Y Z, LIU D. Interfacial microstructure and forming mechanism of brazing Cf/Al composite with Al-Si filler[J]. Materials Science and Engineering A, 2006, 422(1/2): 333-338.
[19] ������, ׯ����. ǥ���ֲ�[M]. ����: ��е��ҵ������, 2008.
ZHANG Qi-yun, ZHUANG Hong-shou. Brazing and soldering manual[M]. Beijing: China Machine Press, 2008.
[20] �˴���, DUSAN P, SEKULIC D P. AA4343/AA3003���Ͻ𱡰�ǥ����ͷ������֯����[J]. �й���ɫ����ѧ��, 2002, 12(3): 481-485.
PAN Chun-xu, DUSAN P, SEKULIC D P. Microstructural characteristics of AA4343/AA3003 Al-alloy sheet brazed joints[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 481-485.
[21] WANG A, ZHANG L, XIE J. Effects of cerium and phosphorus on microstructures and properties of hypereutectic Al-21%Si alloy[J]. Journal of Rare Earths, 2013, 31(5): 522-525.
[22] ������, ������, ������. Al-Si�����Ͻ���ʻ�����̽��[J]. ����ѧ��, 1982, 18(5): 581-585.
ZHANG Qi-yun, LIU Shu-qi, FAN Xiao-hong. The modification of Si phase in Al-Si eutectic alloys[J]. Acta Metallurgica Sinica, 1982, 18(5): 581-585.
[23] ������, ������. ������ǥ�ϵ�ѡ������ĸ�ĵ������[J]. ����ѧ��, 1981, 17(3): 300-306.
ZHANG Qi-yun, LIU Shu-qi. Selection of filler metal for aluminum brazing and its reaction with base metal[J]. Acta Metallurgica Sinica, 1981, 17(3): 300-306.
[24] OUYANG Z Y, MAO X M, HONG M. Multiplex modification with rare earth elements and P for hypereutectic Al-Si alloys[J]. Journal of Shanghai University, 2007, 11(4): 400-402.
[25] KAUR P, DWIVEDI D K, PATHAK P M. Effects of electromagnetic stirring and rare earth compounds on the microstructure and mechanical properties of hypereutectic Al-Si alloys[J]. The International Journal of Advanced Manufacturing Technology, 2012, 63(1): 415-420.
[26] YAN F, XU D, WU S C, SUN Q D, WANG C M, WANG Y J. Microstructure and phase constitution near the interface of Cu/3003 torch brazing using Al-Si-La-Sr filler[J]. Journal of Mechanical Science and Technology, 2012, 26(12): 4089.
[27] ZHANG Y H, XIAO Y Z, MA H S. Effect of trace Sc on recrystallization of industrial pure aluminum[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(1): 85-88.
[28] LI Q L, XIA T D, LAN Y F, LI P F, FAN L. Effects of rare earth Er addition on microstructure and mechanical properties of hypereutectic Al�C20% Si alloy[J]. Materials Science and Engineering A, 2013, 588: 97-102.
[29] MONDOLFO L F. Aluminum alloys: Structure and properties[M]. London: Butter Worths, 1976: 513.
[30] ������, ֣����, ������. ϡ��Ԫ�ض�Al-Si�����Ͻ�ı�������[J]. ����ѧ��, 1981, 17(2): 130-136.
ZHANG Qi-yun, ZHENG Cao-gui, HAN Wan-shu. The modification of Al-Si eutectic alloys with rare-earth elements [J]. Acta Metallurgica Sinica, 1981, 17(2): 130-136.
[31] ֣����, Ҧ����, ������. ��ȴ�ٶȺͱ��ʼ�����Ũ�ȶ�Al-Si�����Ͻ�������õ�Ӱ��[J]. ����ѧ��, 1982, 18(6): 661-670.
ZHENG Cao-gui, YAO Lian-ke, ZHANG Qi-yun. Effects of cooling rate and modifier concentration on modification of Al-Si eutectic alloys[J]. Acta Metallurgica Sinica, 1982, 18(6): 661-670.
[32] ZHANG G F, SU W, ZHANG J X, SUZUMURA A. Development of Al-12Si-xTi system active ternary filler metals for Al metal matrix composites[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(3): 596-603.
[33] ZUO M, LIU X F, DAI H S, LIU X J. Al-Si-P master alloy and its modification and refinement performance on Al-Si alloys[J]. Rare Metals, 2009, 28(4): 412-417.
[34] HEGDE S, PRABHU K N. Modification of eutectic silicon in Al-Si alloys[J]. Journal of Materials Science, 2008, 43(9): 3009-3027.
[35] AL-HELAL K, STONE I C, FAN Z. Simultaneous primary si refinement and eutectic modification in hypereutectic Al-Si alloys[J]. Transactions of the Indian Institute of Metals, 2012, 65(6): 663-667.
[36]  J. The precipitation strengthening of directionally solidified Al-Si-Cu alloys[J]. Materials Science and Engineering A, 1997, 234: 169-172.
J. The precipitation strengthening of directionally solidified Al-Si-Cu alloys[J]. Materials Science and Engineering A, 1997, 234: 169-172.
[37] �ݾ���, ������. ��Ԫ�Ͻ�״̬ͼ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1994.
YU Jue-qi, YI Wen-zhi. Binary alloy phase-diagrams[M]. Shanghai: Shanghai Scientific & Technical Publishers, 1994.
[38] �ݾ���, ������, ����ɽ. ��������Al-Si��ǥ�����ܵ��о�[J]. ����ѧ��, 1994, 15(2): 67-74.
YU Jue-qi, CHEN Ming-an, GAO Xiang-shan. Properties of rapidly solidified Al-Si base filler alloys[J]. Transactions of the China Welding Institution, 1994, 15(2): 67-74.
[39] CHEN Y S, CHEN T J, ZHANG S Q, LI P B. Effects of processing parameters on microstructure and mechanical properties of powder-thixoforged 6061 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(3): 699-712.
[40] CHUANG T H, TSAO L C, TSAI T C, YEH M S, WU C S. Development of a low-melting-point filler metal for brazing aluminum alloys[J]. Metallurgical and Materials Transactions A, 2000, 31(9): 2239-2245.
[41] ���Ļ�, �� ӱ, �� ��, �� ƽ, �� ��. �Ͻ�Ԫ��Cu, Si, Ni��Al��ǥ�ϵ�Ӱ��[J]. ���Ӽ���, 2003, 32(2): 33-35.
YU Wen-hua, ZHU Ying, KANG Hui, QU Ping, HU Gang. Influence of alloy element Cu,Si,Ni on the performance of Al-base filler metal[J]. Welding Technology, 2003, 32(2): 33-35.
[42] HUMPSTON G, SANGHA S P S, JACOBSON D M. New filler metals and process for fluxless brazing of aluminium engineering alloys[J]. Materials Science and Technology, 1995, 11(11): 1161-1168.
[43] LUO W, WANG L T, WANG Q M, GONG H L, YAN M. A new filler metal with low contents of Cu for high strength aluminum alloy brazed joints[J]. Materials and Design, 2014, 63: 263-269.
[44] ����, ���·�, �Ժ�Ȩ. Al-Si-Cu-Znǥ�������о�[J]. ���Ӽ���, 2007, 36(1): 50-52.
ZOU Jia-sheng, LUO Xin-feng, ZHAO Hong-quan. Study on properties of Al-Si-Cu-Zn filler metals[J]. Welding Technology, 2007, 36(1): 50-52.
[45] HU Z, YAN H, RAO Y S. Effects of samarium addition on microstructure and mechanical properties of as-cast Al-Si-Cu alloy[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(11): 3228-3234.
[46] ������, �� ��, �ռ���, Է ��. Al-Si-Cu-Ceǥ��ǥ�������� ��/����ֽ�ͷ����֯������[J]. ����, 2013(12): 47-50.
SUN Li-li, LI Ning, YAN Jia-zhen, YUAN Bo. Microstructure and property of Al-Si-Cu-Ce filler metal for brazing aluminum alloy/stainless steel[J]. Welding and Joining, 2013(12): 47-50.
[47] KENEL C, LEINENBACH C. Influence of cooling rate on microstructure formation during rapid solidification of binary TiAl alloys[J]. Journal of Alloys and Compounds, 2015, 637: 242-247.
[48] HAKIMI O, AGHION E, GOLDMAN J. Improved stress corrosion cracking resistance of a novel biodegradable EW62 magnesium alloy by rapid solidification, in simulated electrolytes[J]. Material Science and Engineering C, 2015, 51: 226-232.
[49] MCKEOWN J T, KULOVITS A K, LIU C, ZWEIACKER K, REED B W, LAGRANGE T, WIEZOREK J K, CAMPBELL G H. In situ transmission electron microscopy of crystal growth-mode transitions during rapid solidification of a hypoeutectic Al-Cu alloy[J]. Acta Materialia, 2014, 65: 56-68.
[50] �ܽ�ɽ, ·�Ľ�, ��ΰԪ, ������, ������. A1-Si-Cu-Zn-Sn�������̱���ǥ�ϵ��Ʊ����������о�[J]. �ȼӹ�����, 2009, 38(11): 34-35.
CAO Jin-shan, LU Wen-jiang, YU Wei-yuan, LIU An-hua, ZHANG Ling-yun. Preparation and its property research of Al-Si-Cu-Zn-Sn brazing foils by rapid solidification[J]. Hot Working Technology, 2009, 38(11): 34-35.
[51] �Ÿ���, ������, ��־��, ����ϼ. ����Al-Si-Cu-Geϵǥ���о�[J]. ���ӹ��ռ���, 2005, 26(2): 68-70.
ZHANG Fu-li, LI Xiao-yan, WANG Zhi-sheng, LIU Hai-xia. Study of new-type Al-Si-Cu-Ge series filler metals [J]. Electronics Process Technology, 2005, 26(2): 68-70.
[52] CHANG S Y, TSAO L C, LEI Y H, MAO S M, HUANG C H. Brazing of 6061 aluminum alloy/Ti-6Al-4V using Al-Si-Cu-Ge filler metals[J]. Journal of Materials Processing Technology, 2012, 212(1): 8-14.
[53] ������, ������. ������ǥ�ϵ�ѡ������ĸ�ĵ������[J]. ����ѧ��, 1981, 17(3): 300-306.
ZHANG Qi-yun, LIU Shu-qi. Selection of filler metal for aluminum brazing and its reaction with base metal[J]. Acta Metallurgica Sinica, 1981, 17(3): 300-306.
[54] ������, ���ƽ, ������. Al-Si-Ge��Ԫ�Ͻ���ͼ���о�[J]. ����ѧ��, 1982, 18(4): 451-455.
LIU Shu-qi, SUN Guo-ping, ZHANG Qi-yun. The phase diagram of system Al-Si-Ge[J]. Acta Metallurgica Sinica, 1982, 18(4): 451-455.
[55] KAYAMOTO T, KIM J H, SAITO S, ONZAWA T. Brazing of Al-Mg alloy and Al-Mg-Si alloy with Al-Ge based filler metals[J]. Proceedings of Workshop of the Japanese Welding Society, 1994, 12: 495-501.
[56] KAYAMOTO T, ONZAWA T. The study of Al-Ge-Si-Mg filler metals[J]. Light Metal Dissolution, 1995, 33(10): 20-24.
[57] SCHUBERT T H, LOSER W, TERESIAK A, MATTERN N, BAUER H D. Preparation and phase transformations of melt-spun Al-Ge-Si brazing foils[J]. Journal of Materials Science, 1997, 32(8): 2181-2189.
[58] SUZUKI K, KAGAYAMA M, TAKEUCHI Y. Eutectic phase equilbrium of Al-Si-Zn system and its applicability for lower temperature brazing[J]. Light Metal, 1993, 43(10): 533-538.
[59] DAI W, XUE S B, LOU J Y, WANG S Q. Microstructure and properties of 6061 aluminum alloy brazing joint with Al Si Zn filler metal[J]. Materials Transactions, 2012, 53(9): 1638-1643.
[60] �� ˧, Ѧ�ɰ�, �����, ¦ ��, ��ˮ��. PԪ�ض�Al-Si-Znǥ������֯�����ܵ�Ӱ��[J]. ����ѧ��, 2013, 34(5): 103-107.
ZHANG Shuai, XUE Song-bai, YANG Jin-long, LOU Jiang, WANG Shui-qing. Effects of P element on microstructure and properties of Al-Si-Zn filler metal[J]. Transactions of the China Welding Institution, 2013, 34(5): 103-107.
[61] ���෨, �ǽ���, ������, ��ʿͬ, ���㷿. Al-P�м�Ͻ�Թ���������Al-Si�Ͻ�ı��ʻ���[J]. ����ѧ��, 2004, 40(5): 471-476.
LIU Xiang-fa, QIAO Jin-guo, LIU Yu-xian, LI Shi-tong, BIAN Xiu-fang. Modification performance of the Al-P master alloy for eutectic and hypereutectic Al-Si alloys[J]. Acta Metallurgica Sinica, 2004, 40(5): 471-476.
[62] DAI W, XUE S B, JI F, LOU J, SUN B, WANG S Q. Brazing 6061 aluminum alloy with Al-Si-Zn filler metals containing Sr[J]. International Journal of Minerals, Metallurgy, and Materials, 2013, 20(4): 365-370.
[63] DAI W, XUE S B, SUN B, LOU J, WANG S Q. Study on microstructure of 6061 aluminum alloy brazed with Al-Si-Zn filler metals bearing Sr and Ti[J]. Rare Metal Materials and Engineering, 2013, 42(12): 2442-2446.
[64] WANG S H, ZHOU H P, KANG Y P. The influence of rare earth elements on microstructures and properties of 6061 aluminum alloy vacuum-brazed joints[J]. Journal of Alloys and Compounds, 2003, 352(1/2): 79-83.
[65] ��ΰԪ, ·�Ľ�, ��ѧ��, ����. ��������Al-Zn-Si��ǥ�����ܵ��о�[J]. ����������ѧѧ��, 2004, 30(6): 13-15.
YU Wei-yuan, LU Wen-jiang, CHEN Xue-ding, WANG Yan-hong. Investigation of characteristics of rapidly solidified brazing ribbon of Al-Zn-Si based alloy[J]. Journal of Lanzhou University of Technology, 2004, 30(6): 13-15.
[66] ����Ӣ, �� ��, �� ��, ���ɷ�, �ܴϴ�, �������. ���Ͻ�/�����ǥ����Al-Si-Zn����ǥ�ϵ��Ʊ�����[P]. 2012-06-20.
LIU Shu-ying, ZHANG Lei, ZHANG Xin, YAN Yan-fu, CAO Cong-cong, SUZUMURA A. Preparation of rapidly solidified filler metal of Al-Si-Zn for brazing aluminum alloy/stainless steel[P]. 2012-06-20.
[67] UEYAMA D, SAITOH Y, ISHIKAWA N, OHMURA T, SEMBOSHI S, HORI F, IWASE A. Hardness modification of Al-Mg-Si alloy by using energetic ion beam irradiation[J]. Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, 2015, 351: 1-5.
[68] RAO P N, KAURWAR A, SINGH D, JAYAGANTHAN R. Enhancement in strength and ductility of Al-Mg-Si alloy by cryorolling followed by warm rolling[J]. Procedia Engineering, 2014, 75: 123-128.
[69] PATAKHAM U, LIMMANEEVICHITR C. Effects of iron on intermetallic compound formation in scandium modified Al-Si-Mg alloys[J]. Journal of Alloys and Compounds, 2014, 616: 198.
[70] ����ɭ. ���ǥ��[M]. ����: ������ҵ������, 1985.
LI Pei-sen. Vacuum brazing[M]. Beijing: National Defence of Industry Press, 1985.
[71] SOHN W H, BONG H H, HONG S H. Microstructure and bonding mechanism of Al/Ti bonded joint using Al-10Si-1Mg filler metal[J]. Materials Science and Engineering A, 2003, 355(1/2): 231-240.
[72] ����ϼ, �ϵ�ǿ, ������, ֣����, �뼪��. 5005���Ͻ���4J34�ɷ��Ͻ�����ǥ������[J]. �й���ɫ����ѧ��, 2015, 25(6): 1435-1440.
ZHANG Li-xia, MENG De-qiang, QI Jun-lei, ZHENG Wen-long, FENG Ji-cai. Process of vacuum brazing 5005 aluminum alloy to 4J34 Kovar alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1435-1440.
[73] ������, ������, ������. Al-Cu-Ag��Ԫ�Ͻ���ϵ��ͼ[J]. ����ѧ��, 1983, 19(2): 114-117.
LIU Shu-qi, ZHAO Shi-min, ZHANG Qi-yun. Note on the phase diagram of Al-Cu-Ag system[J]. Acta Metallurgica Sinica, 1983, 19(2): 114-117.
[74] RAGHAVAN V. Ag-Al-Cu (silver-aluminum-copper)[J]. Journal of Phase Equilibria and Diffusion, 2008, 29(3): 256-258.
[75] Ѧ�ɰ�, �� ��, ������, Ǯ����. LYl2���Ͻ�����ǥ������[J]. ����ѧ��, 2003, 24(3): 21-22.
XUE Song-bai, DONG Jian, LV Xiao-chun, QIAN Yi-yu. Brazing technology of LY12 Al-alloy at middle temperature[J]. Transactions of the China Welding Institution, 2003, 24(3): 21-22.
[76] VILARINHO C, SOARES D, CASTRO F. Phase equilibria of the Al-Cu-Zn system for compositions close to brass alloys[J]. Journal of Phase Equilibria, 2003, 24(3): 236-239.
[77] FANG H C, CHAO H, CHEN K H. Effect of Zr, Er and Cr additions on microstructures and properties of Al-Zn-Mg-Cu alloys[J]. Materials Science and Engineering A, 2014, 610: 10-16.
[78] LI L, ZHOU T T, LI H X, CHEN C Q, QING X B, SHI L K. Effect of additional elements on aging behavior of Al-Zn-Mg-Cu alloys by spray forming[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(3): 532-538.
Current research status and prospect of brazing filler metals for aluminum and aluminum alloys
NIU Zhi-wei, HUANG Ji-hua, XU Fang-zhao, LIU Kai-kai, CHEN Shu-hai, ZHAO Xing-ke
(School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Owing to the excellent properties, aluminum and aluminum alloys are playing an increasingly important role in modern industrial materials. Brazing is used widely as an excellent assembly method for the bonding of aluminum components. The development of brazing filler metals for aluminum and aluminum alloys is a hotspot into which all countries competitively research. However, the factors of high melting temperature, poor processability and low joint strength make the brazing alloys application difficulty, and commercial brazing filler metals are few. The addition of alloying elements can reduce the melting temperature and improve the microstructure and properties of filler metals, which is an effective method for the development of brazing filler metal. Based on the development of brazing filler metals for aluminum and aluminum alloys at home and abroad, the effects of alloying elements on the melting temperature, processability, joint microstructure and properties of brazing filler metals were summaried. The present problems in their research process of brazing filler metal for aluminum and aluminum alloys were reviewed, and some proposals were put forward which may provide a guide for the study of aluminum-based brazing alloy.
Key words: aluminum alloy; brazing filler metal; processability; brazed joint
Foundation item: Project (2010A080402014) supported by Guangdong Provincial Science and Technology, China
Received date: 2015-06-09; Accepted data: 2015-09-14
Corresponding author: HUANG Ji-hua; Tel: +86-10-62334859; E-mail: hjihua62@sina.com
(�༭ ����)
������Ŀ���㶫ʡ�Ƽ��ƻ�������Ŀ(2010A080402014)
�ո����ڣ�2015-06-09�������ڣ�2015-09-14
ͨ�����ߣ��Ƽ̻������ڣ���ʿ���绰��010-62334859��E-mail��hjihua62@sina.com
ժ Ҫ���������Ͻ��������������ԣ��ڵ�����ҵ������ռ��Խ��Խ��Ҫ�ĵ�λ��ǥ����Ϊһ�ֿɿ������������Ͻ�ṹ�������ӷ��������㷺Ӧ�á��������Ͻ�ǥ����Ӳǥ�ϵĿ���һֱ�ǹ�����ѧ�������о����ȵ㣬Ȼ����ǥ�ϺϽ��ۻ��¶ȸߡ��ӹ������Բǥ����ͷǿ�ȵ͵�����������Լ��ǥ�ϺϽ�Ŀ���Ӧ�ã�ʵ����ҵ����ǥ�����١����ӺϽ�Ԫ���ܹ�����ǥ���ۻ��¶ȣ�����ǥ������֯�����ܣ������ǥ����Ӳǥ�ϵķ�չ��һ����֮��Ч�ķ�������Ϲ�������������Ͻ�ǥ����Ӳǥ�ϵ������о��ɹ���ȫ������Ͻ�Ԫ�ص����Ӷ�ǥ���ۻ��¶ȡ��ӹ������Լ�ǥ����ͷ��֯���ܵ�Ӱ�죬ָ��������Ͻ�ǥ����Ӳǥ��Ŀǰ�о��д��ڵ����⼰�����о�����
[19] ������, ׯ����. ǥ���ֲ�[M]. ����: ��е��ҵ������, 2008.
ZHANG Qi-yun, ZHUANG Hong-shou. Brazing and soldering manual[M]. Beijing: China Machine Press, 2008.
[22] ������, ������, ������. Al-Si�����Ͻ���ʻ�����̽��[J]. ����ѧ��, 1982, 18(5): 581-585.
[23] ������, ������. ������ǥ�ϵ�ѡ������ĸ�ĵ������[J]. ����ѧ��, 1981, 17(3): 300-306.
[29] MONDOLFO L F. Aluminum alloys: Structure and properties[M]. London: Butter Worths, 1976: 513.
[30] ������, ֣����, ������. ϡ��Ԫ�ض�Al-Si�����Ͻ�ı�������[J]. ����ѧ��, 1981, 17(2): 130-136.
[37] �ݾ���, ������. ��Ԫ�Ͻ�״̬ͼ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1994.
[38] �ݾ���, ������, ����ɽ. ��������Al-Si��ǥ�����ܵ��о�[J]. ����ѧ��, 1994, 15(2): 67-74.
[41] ���Ļ�, �� ӱ, �� ��, �� ƽ, �� ��. �Ͻ�Ԫ��Cu, Si, Ni��Al��ǥ�ϵ�Ӱ��[J]. ���Ӽ���, 2003, 32(2): 33-35.
[44] ����, ���·�, �Ժ�Ȩ. Al-Si-Cu-Znǥ�������о�[J]. ���Ӽ���, 2007, 36(1): 50-52.
[51] �Ÿ���, ������, ��־��, ����ϼ. ����Al-Si-Cu-Geϵǥ���о�[J]. ���ӹ��ռ���, 2005, 26(2): 68-70.
[53] ������, ������. ������ǥ�ϵ�ѡ������ĸ�ĵ������[J]. ����ѧ��, 1981, 17(3): 300-306.
[54] ������, ���ƽ, ������. Al-Si-Ge��Ԫ�Ͻ���ͼ���о�[J]. ����ѧ��, 1982, 18(4): 451-455.
[65] ��ΰԪ, ·�Ľ�, ��ѧ��, ����. ��������Al-Zn-Si��ǥ�����ܵ��о�[J]. ����������ѧѧ��, 2004, 30(6): 13-15.
[70] ����ɭ. ���ǥ��[M]. ����: ������ҵ������, 1985.
LI Pei-sen. Vacuum brazing[M]. Beijing: National Defence of Industry Press, 1985.
[73] ������, ������, ������. Al-Cu-Ag��Ԫ�Ͻ���ϵ��ͼ[J]. ����ѧ��, 1983, 19(2): 114-117.
[75] Ѧ�ɰ�, �� ��, ������, Ǯ����. LYl2���Ͻ�����ǥ������[J]. ����ѧ��, 2003, 24(3): 21-22.
