
DOI: 10.11817/j.issn.1672-7207.2017.08.009
���ػ������ܺ�ģ�ͼ�ʵ���о�
�쾴ͨ1������1���¿���2�������1���ź鳱1
(1. ����������ѧ ��е����ѧԺ������ ������116024��
2. �ߺ����ǿյ��豸����˾������ �ߺ���241009)
ժ Ҫ��
���ػ����ܺģ���������������ʣ������ػ������ܺ�����չ���о������ݻ����ܺIJ��������ԣ������ػ��������ܺķֽ�Ϊ4�����֣�������ϵͳ�����ܺġ�����ϵͳ�����ܺġ�����ϵͳ�ܺġ������ܺ�(��������ȥ�������ܺĺ����غ����)�����ݺ��ܻ�����ʵ��ͳ�ƹ��ɷֱ����4�����ֽ��н�ģ������������������һ���ܺ�ģ�͡���1̨��ʽ�ӹ������Ͽ�չ����ܺ�ʵ�飬���ܺ�ģ��Ӧ���ڸû������ܺ��о��������о���������������ܺ�ģ�;��нϺõ������ԣ����Խ�ȷ��Ԥ������ܺļ���ֲ��������Ϊ���ӹ�ϵͳ���ܺ������������Ż��Լ���̼�����ṩ���ݡ�
�ؼ��ʣ�
���ػ������ܺ�ģ������������̼������
��ͼ����ţ�TG501 ���ױ�־�룺A ���±�ţ�1672-7207(2017)08-2024-10
An energy consumption model and experimental research of numerical control machine tools
XU Jingtong1, LI Tao1, CHEN Junchao2, YANG Shude1, ZHANG Hongchao1
(1. School of Mechanical Engineering, Dalian University of Technology, Dalian 116024, China;
2. Wuhu Maty Air-conditioning Equipment Co. Ltd, Wuhu 241009, China)
Abstract: In order to predict and assess the energy consumption of numerical control (NC) machine tools, as well as improve the energy efficiency, energy consumption characteristics of NC machine tools were studied. Based on energy-consuming characteristics, the energy consumption of NC machine tools was divided into four sections: no-load energy consumption of the main driving system, no-load energy consumption of the feed system, energy consumption of auxiliary systems, and energy consumption of the machining process, including tool tip cutting energy consumption and additional energy losses. Each section was modeled on the basis of energy-consuming mechanisms and experimental statistics, so as to form the general energy consumption model of the entirety. Then experiments were conducted on a vertical machining center to study energy consumption rules using the model. The results show that the model has good applicability, and can accurately predict the NC machine tool��s energy consumption and its distribution. Thus the energy consumption model is able to provide support for energy assessment and energy efficiency optimization of machining systems, which will contribute to low-carbon manufacturing.
Key words: numerical control machine tool; energy consumption model; energy efficiency; low-carbon manufacturing
������Ϊװ������ҵ�ġ�ĸ������������㣬���ܾ�[1]����ͳ�ƽ��������������������ʮ�ֵͣ��ձ����30%[2]��GUTOWSKI��[3]�о������Զ��������ϵĴ��ͼӹ�����������������������15%���������ܽ���DZ������ˣ��о��������ܺ����ԣ����ͻ����ܺģ������ҹ���չѭ�����á�������ɫ�����Ӧ������仯������Ҫ���塣������ѧ����Ի������ܺ����Կ�չ�˴����о����������ɵ�[4-5]�ӻ�������ͻ�е����ϵͳһ�廯�ĽǶȳ������ڿ��ǻ��������ж����ܺIJ��������£���������ͨ�����ͱ�Ƶ�������ػ���������ϵͳ������������ѧģ�͡���˪��[6]�����һ�ֻ���ʱ������ģ�͵Ļ�������������ϵͳ������Ч�ʻ�ȡ������DIAZ��[7]�������ܺķֽ�Ϊ�����ܺĺ������ܺģ���û�ж��������ϸ��ģ��AVRAM��[8-9]�����˻�����ͬ�����ܺ���ϵͳ���ܺ�ģ�ͣ���������س�����Ԥ����������ܺģ���Ԥ�⾫���д���ߡ�L ��[10]�����˻������������������ܺģ���û�н���ͳһ�����������ܺġ�HU��[11]Ϊ��������������ʣ���˻����ܺļ��ƽ̨�������Ż������������������ȡ�GUTOWSKI��[12-14]��ӻ����ӹ����ܵĽǶ��о��˻����ܺ��빤������ȥ���ʵĹ�ϵ��ָ�������ӹ������湤������ȥ���ʵ��������С���������������Կ������Ի��������ܺĵ��о��д����룬����Ԥ������ܺġ�ָ�����������Ļ�������һ���ܺ�ģ���д����ơ�Ϊ�ˣ��������ߴӻ������ܺIJ������ص�����������ػ��������ܺķֽ�Ϊ4�����ֽ����о����Ӷ�������������һ���ܺ�ģ�͡�����ģ��Ӧ����1̨��ʽ�ӹ����ĵ��ܺ��о�������У�������֤ģ�͵���������ȷ�ԡ�
��[10]�����˻������������������ܺģ���û�н���ͳһ�����������ܺġ�HU��[11]Ϊ��������������ʣ���˻����ܺļ��ƽ̨�������Ż������������������ȡ�GUTOWSKI��[12-14]��ӻ����ӹ����ܵĽǶ��о��˻����ܺ��빤������ȥ���ʵĹ�ϵ��ָ�������ӹ������湤������ȥ���ʵ��������С���������������Կ������Ի��������ܺĵ��о��д����룬����Ԥ������ܺġ�ָ�����������Ļ�������һ���ܺ�ģ���д����ơ�Ϊ�ˣ��������ߴӻ������ܺIJ������ص�����������ػ��������ܺķֽ�Ϊ4�����ֽ����о����Ӷ�������������һ���ܺ�ģ�͡�����ģ��Ӧ����1̨��ʽ�ӹ����ĵ��ܺ��о�������У�������֤ģ�͵���������ȷ�ԡ�
1 ���ػ������ܺĽ�ģ
���ػ����ܺIJ����ڶ࣬�ܺ���ʽ���ӣ��ɸ��ݸ��ܺIJ������ص㼰��ӹ�״̬�Ĺ����Զ�����з��ཨģ������������������һ���ܺ�ģ�͡������������ʿɷֽ�Ϊ4�����֣�
 (1)
(1)
ʽ�У�PΪ�����������ʣ�PsΪ������ϵͳ���ع��ʣ�PfΪ����ϵͳ���ع��ʣ�PauxΪ����ϵͳ���ʣ�Pc+Ϊ�������ʣ���������ȥ�����Ϲ���Pc�����غ���Ĺ���Pad������������ܺĿɱ�ʾΪ
 (2)
(2)
ʽ�У�EΪ���������ܺģ�EsΪ������ϵͳ�����ܺģ�EfΪ����ϵͳ�����ܺģ�EauxΪ����ϵͳ�ܺģ�Ec+Ϊ�����ܺģ���������ȥ�������ܺ�Ec�����غ����Ead������ֱ��4�����ֵ����Խ��з�����������Ӧģ�ͣ�����������������һ���ܺ�ģ�͡�
1.1 ������ϵͳ�����ܺĽ�ģ
Ŀǰ�����ػ���������ϵͳ��������ʽ��Ϊ����Ƶ��+�첽���+��е�������͡��ŷ�+����ͬ�����+��е������2��[15]������ǰ��������ʽ�����ػ������ҹ�Ӧ����Ϊ�㷺����������ϵͳ��������ͼ1��ʾ��
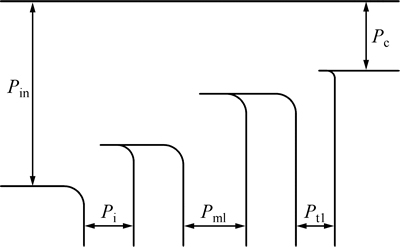
ͼ1 ����������ϵͳ������
Fig. 1 Power flow of main driving system
ͼ1�У�PinΪ������ϵͳ���빦�ʣ�PiΪ��Ƶ�����Ĺ��ʣ�PmlΪ��������Ĺ��ʣ�PtlΪ��е������Ĺ��ʡ�
����û����������ʱ������ϵͳ�����ĵĹ��ʳ�Ϊ������ϵͳ�Ŀ��ع��ʣ���ͨ������������ع��ʺʹ������ʵIJ�ֵ�õ���������ϵͳ���ع���Ps������ģ�Ϳɱ�ʾΪ[2]
 (3)
(3)
ʽ�У�P0Ϊ������ع��ʣ�W��b0Ϊ������غ�ϵ����MomΪ������е����ϵͳ�ķ��غɿ���Ħ�����أ�wΪ�������ٶȣ�BmΪ��е����ϵͳ�����Ħ������ϵ����
����һ��ת�ٷ�Χ��������ϵͳ���ع���������ת�ٵ�ͳ�ƹ�ϵ[16]Ϊ
 (4)
(4)
ʽ�У�MΪ����ת��ϵ����nΪ����ת�٣�r/min��C0Ϊ������
�ۺ�ʽ(3)��(4)��֪��������ϵͳ���ع���������ת�ٹ�ϵ�Ļ�����ʽΪ
 (5)
(5)
ʽ�У�A��B��CΪ����ת��ϵ�����������ۼ����Ϊ���ӣ�������ʵ����ͳ�Ʒ���ȷ����
��������ϵͳ�����ܺ�ģ��Ϊ
 (6)
(6)
ʽ�У�tsΪ������ת�˶�ʱ�䣬s��
ʽ(6)��û�е�����������ļ��ٺͼ��ٹ��̣�ԭ�����ڣ�����ļ��ٺͼ�������ʱ��̣ܶ��������ʱ�����������ջ��ƽ����ᶯ��ת��Ϊ���ܲ������������������˲��ּ����ܺ�[17]��������ٺͼ��ٹ���������ϵͳ�����ܺĵľ�ֵ�ɽ�����ʽ(6)��ʾ��
1.2 ����ϵͳ�����ܺĽ�ģ
���ػ����Ľ���������ʽ��Ҫ�С���ת�ŷ��綯��+����˿�ܸ����͡�ֱ�ߵ綯��ֱ��������2��[18]��ǰ�������ػ�������ϵͳ��õ�������ʽ����i�᷽��(i=X��Y��Z)�����˶����ع��ʿɱ�ʾ[19]Ϊ
 (7)
(7)
ʽ�У� Ϊi�᷽������˶����ع��ʣ�
Ϊi�᷽������˶����ع��ʣ� Ϊi�᷽������ٶȣ�mm/min��ai��bi��ciΪi�᷽���������ϵ������ͨ��ʵ���á�
Ϊi�᷽������ٶȣ�mm/min��ai��bi��ciΪi�᷽���������ϵ������ͨ��ʵ���á�
���������ϵͳ���ع���ģ�Ϳɱ�ʾΪ
 (8)
(8)
ʽ�У� ��
�� ��
�� �ֱ�ΪX�᷽��Y�᷽��Z�᷽������˶����ع��ʡ�
�ֱ�ΪX�᷽��Y�᷽��Z�᷽������˶����ع��ʡ�
��������ϵͳ�����ܺ�ģ��Ϊ
 (9)
(9)
ʽ�У� ��
�� ��
�� �ֱ�ΪX�᷽��Y�᷽��Z�᷽������˶�ʱ�䡣
�ֱ�ΪX�᷽��Y�᷽��Z�᷽������˶�ʱ�䡣
1.3 ����ϵͳ�ܺĽ�ģ
���ػ�������ϵͳ��ָ�Ի�����ɼӹ������������õ�ϵͳ����������ϵͳ������ϵͳ����ȴϵͳ��[20]����������ϵͳ����ʱ���书�ʻ������ֺ㶨[21]����������ϵͳ����ģ��Ϊ
 (10)
(10)
ʽ�У�mΪ��������ϵͳ�ĸ�����PjΪ����ϵͳj���Ĺ��ʣ�h(j)Ϊ���غ����� ����������ϵͳj�Ŀ���������������ϵͳ�ܺ�ģ��Ϊ
����������ϵͳj�Ŀ���������������ϵͳ�ܺ�ģ��Ϊ
 (11)
(11)
ʽ�У�tjΪ����ϵͳj�Ĺ���ʱ�䡣
��1̨��ʽ�ӹ�����(XH715)Ϊ����ʽ(11)�ɱ�ʾΪ

 (12)
(12)
ʽ�У� ��
�� ��
�� ��
�� �ֱ�Ϊ����ϵͳ������ϵͳ������������ϵͳ�ͽ����������ϵͳ���Ĺ��ʣ�
�ֱ�Ϊ����ϵͳ������ϵͳ������������ϵͳ�ͽ����������ϵͳ���Ĺ��ʣ� ��
�� ��
�� ��
�� �ֱ�Ϊ��Ӧ�Ĺ���ʱ�䣻
�ֱ�Ϊ��Ӧ�Ĺ���ʱ�䣻 ��
�� ��
�� ��
�� �ֱ�Ϊ��ϵͳ������ϵͳ����ȴϵͳ�ͻ���ϵͳ���Ĺ��ʣ�
�ֱ�Ϊ��ϵͳ������ϵͳ����ȴϵͳ�ͻ���ϵͳ���Ĺ��ʣ� ��
�� ��
�� ��
�� �ֱ�Ϊ��Ӧ�Ĺ���ʱ�䡣
�ֱ�Ϊ��Ӧ�Ĺ���ʱ�䡣
���ڻ���ϵͳ�����ܺ���Ҫ�����ڵ�����ת�����⣬��������תʱ��������ʽȷ��[22]��
 (13)
(13)
ʽ�У�N�� ��
�� ��
�� ��
�� �ֱ�Ϊ������������k�λ���ʱ������ʼλ�á���k�λ���ʱ����Ŀ��λ�á���������������ת�١�
�ֱ�Ϊ������������k�λ���ʱ������ʼλ�á���k�λ���ʱ����Ŀ��λ�á���������������ת�١�
1.4 �����ܺĽ�ģ
��������������ָ�����������������ĵĹ��ʣ���������ȥ�����Ϲ��ʺ����غ���Ĺ��ʡ��������ʵļ���ɲ���2�ַ�����1) �����������ܹ����������ʣ�2) �����������������ٶȼ����������ʡ������������ܲ����Ƕ�ֵ[23]����1�ַ��������������ʴ��ڽϴ������IJ��õ�2�ַ��������ǵ�������ϳ����Ϊ�����������������ӹ���������ϳ��������������Ը��ӣ�����ϳ��Ϊ��չ��������
����ȥ�����Ϲ���Pc�ļ���ʽΪ
 (14)
(14)
ʽ�У�FcΪ����������N��vΪϳ���ٶȣ�m/min��
Fc��������������ָ����ϵʽ[24]��ʾΪ
 (15)
(15)
ʽ�У� Ϊϳ����ϵ����ȡ���ڼӹ������ͱ��ӹ����ϣ�apΪ���Ե�����mm��fzΪÿ�ݽ�������mm/z��aeΪ��Ե�����mm��zΪϳ��������dΪϳ��ֱ����mm��xF��yF��uF��qF��wF�ֱ�Ϊ���Ե�����ÿ�ݽ���������Ե�����ϳ��ֱ��������ת�ٵ�ָ����
Ϊϳ����ϵ����ȡ���ڼӹ������ͱ��ӹ����ϣ�apΪ���Ե�����mm��fzΪÿ�ݽ�������mm/z��aeΪ��Ե�����mm��zΪϳ��������dΪϳ��ֱ����mm��xF��yF��uF��qF��wF�ֱ�Ϊ���Ե�����ÿ�ݽ���������Ե�����ϳ��ֱ��������ת�ٵ�ָ���� Ϊ�ӹ������ı�ʱ������ϵ����
Ϊ�ӹ������ı�ʱ������ϵ����
����ת��n��ϳ���ٶ�v�Ĺ�ϵʽΪ
 (16)
(16)
��ʽ(15)��(16)����ʽ(14)���õ���ȥ�����Ϲ���ģ�ͣ�
 (17)
(17)
ʽ�У� Ϊ����ȥ�����Ϲ���ϵ����wP��yP��xP��uP�ֱ�Ϊϳ���ٶȡ�ÿ�ݽ����������Ե�������Ե�����ָ����
Ϊ����ȥ�����Ϲ���ϵ����wP��yP��xP��uP�ֱ�Ϊϳ���ٶȡ�ÿ�ݽ����������Ե�������Ե�����ָ����
���������غ���Ĺ���Pad�뵶��ȥ�����Ϲ���Pc���Ƴ�����[2, 25]����
 (18)
(18)
ʽ�У� Ϊ�����غ����ϵ����������Ӧ���пɽ�����Ϊ�dz�����
Ϊ�����غ����ϵ����������Ӧ���пɽ�����Ϊ�dz�����
���������� �ɱ�ʾΪ
�ɱ�ʾΪ
 (19)
(19)
��ʽ(17)����ʽ(19)������������ģ�ͣ�
 (20)
(20)
ʽ�У� Ϊ��������ϵ����
Ϊ��������ϵ����
��ʽ(17)��ʽ(20)�ɷֱ�������ȥ�������ܺ�ģ�ͺ������ܺ�ģ�ͣ�
 (21)
(21)
 (22)
(22)
ʽ�У�tcΪ����ʱ�䡣
�������������ӹ��������ɲ��������������������ʽ(21)��ʽ(22)�����ʵ��������糵���ӹ�ʱ��fz����Ϊÿת������f��uPΪ0��
1.5 �����ܺĽ�ģ
��������������ϵͳ�����ܺ�ģ�͡�����ϵͳ�����ܺ�ģ�͡�����ϵͳ�ܺ�ģ�ͺ������ܺ�ģ�ͽ��е��ӣ��õ����ػ�������һ���ܺ�ģ��Ϊ

 (23)
(23)
ʽ�У� �ɲ��ղ�ͬ�����ӹ��������������������������ʵ�������
�ɲ��ղ�ͬ�����ӹ��������������������������ʵ�������
2 ʵ���о������
Ϊ��һ���о������ܺĹ��ɣ�ȷ�����ػ���һ���ܺ�ģ�͵������ԣ���1̨��ʽ�ӹ�����(XH715)�Ͽ�չ�ܺ�ʵ�顣��PA2000mini���ʷ����������ڻ������ߴ������Բ��������������ĺ��ܺġ������̶���Kistler 9257B����������ϣ����Բ�����������
2.1 ������ϵͳ�����ܺ�
XH715�ӹ����ĵ�������ϵͳ���á���Ƶ�����첽�������е��������������ʽ���ù��ʷ����Ƕ�������ϵͳ���ع���Ps���в����������ͼ2~6��ʾ��
ͼ2��ʾΪ������ϵͳ���ع���������ת�ٱ仯�����ơ���C��Ϊ���ɷ�Ϊ2����[26]����Ƶ(50 Hz)���µ��ٽ�(n��1 700 r/min)����Ƶ���ϵ��ٽ�(1 700��n��4 500 r/min)����Ƶ���µ��ٽε����϶��ͨ�������ֲ��䣬���ں�ת�ص���[27]��������ϵͳ���ع�����ת�ٳ����Թ�ϵ����ͼ3��ͼ4��ʾ��n��800 r/min(A��)��900 r/min(B��)ʱ������ϵͳ���ع��ʷ�������Ծ��ԭ�������n��800 r/min����ʱ�������������ı�[28]����Ƶ���ϵ��ٽ���϶��ͨ����Ƶ�ʵ���������С������������ŵ���״̬��1 700��n��2 700 r/min(CD��)ʱ����������ĺ�һ���ֶ���ͭ����ת��n�����Ӷ���С��������ϵͳ���ع�����С[29]����ͼ5��ʾ����n= 2 700 r/min(D��)ʱ��������ϵͳ���ع��ʴﵽ��Сֵ����n��2 700 r/minʱ���������Լ������Ħ�������ת��n�����Ӷ��������������ϵͳ���ع��ʵı仯���������ã�������ϵͳ���ع�����������ͼ6��ʾ��������ϵͳ���ع���ģ�ͺ��ܺ�ģ�ͷֱ����£�
 (24)
(24)
 (25)
(25)
2.2 ����ϵͳ�����ܺ�
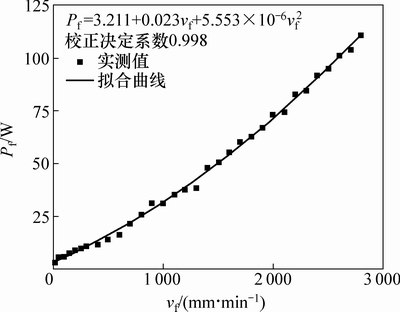
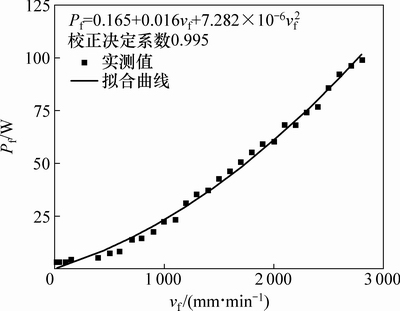
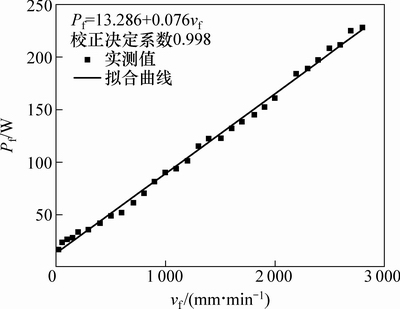
�ù��ʷ����Ƿֱ��X�᷽��Y�᷽��Z�᷽��Ľ����˶����ع��ʽ��в����������ͼ7~11��ʾ��������ʽ�ӹ�����Z�᷽������˶��������䡢����ȵ�����Ӱ�죬��ˣ������������������˶����ع���ģ�Ͳ�ͬ������ϵͳ�����ܺ�ģ�����£�
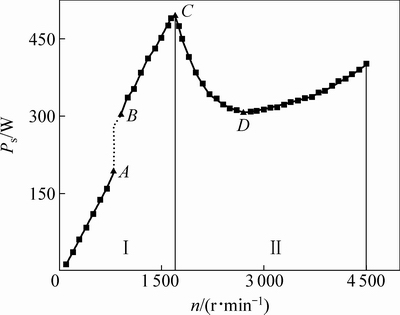
ͼ2 ������ϵͳ���ع���������ת�ٵı仯
Fig. 2 Power consumption changes of main driving system with spindle speed under no-load conditions
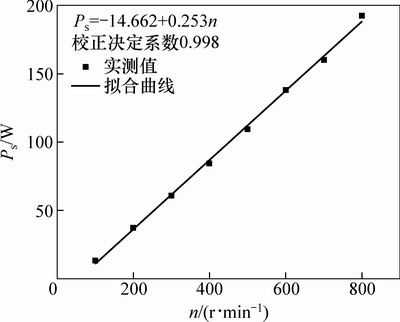
ͼ3 ������ϵͳ���ع���������ת�ٵĹ�ϵ����(A��ǰ)
Fig. 3 Power consumption of main driving system under no-load conditions as function of spindle speed (before A)
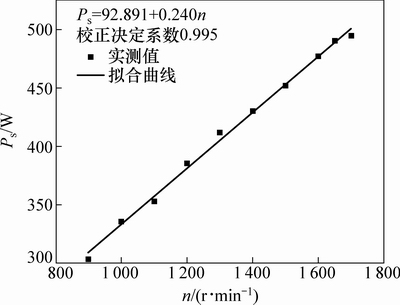
ͼ4 ������ϵͳ���ع���������ת�ٵĹ�ϵ����(B-C)
Fig. 4 Power consumption of main driving system under no-load conditions as function of spindle speed (B-C)
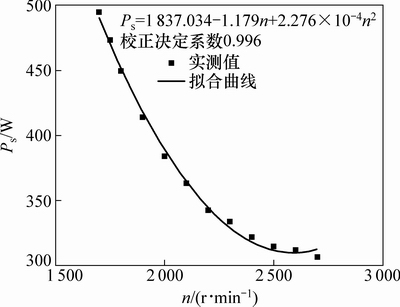
ͼ5 ������ϵͳ���ع���������ת�ٵĹ�ϵ����(C-D)
Fig. 5 Power consumption of main driving system under no-load conditions as function of spindle speed (C-D)
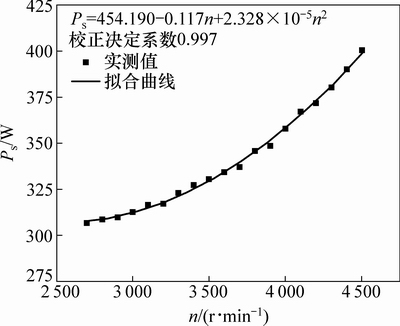
ͼ6 ������ϵͳ���ع���������ת�ٵĹ�ϵ����(D���)
Fig. 6 Power consumption of main driving system under no-load conditions as function of spindle speed (after D)
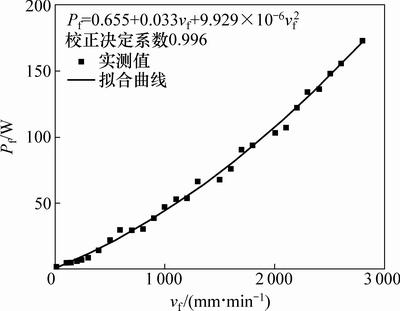
ͼ7 X�᷽������˶����ع���������ٶȵĹ�ϵ����
Fig. 7 Power consumption of X-axis feed movements under no-load conditions as function of feed rate
ͼ8 Y�᷽������˶����ع���������ٶȵĹ�ϵ����
Fig. 8 Power consumption of Y-axis feed movements under no-load conditions as function of feed rate




 (26)
(26)
ʽ�У� ��
�� ��
�� ��
�� �ֱ�ΪX�᷽��Y�᷽��Z�Ḻ�����Z��������ij��ٽ����˶�ʱ�䣻
�ֱ�ΪX�᷽��Y�᷽��Z�Ḻ�����Z��������ij��ٽ����˶�ʱ�䣻 ��
�� ��
�� ��
�� �ֱ�ΪX�᷽��Y�᷽��Z�Ḻ�����Z��������Ŀ��ٽ����˶�ʱ�䡣
�ֱ�ΪX�᷽��Y�᷽��Z�Ḻ�����Z��������Ŀ��ٽ����˶�ʱ�䡣
ͼ9 Z�Ḻ��������˶����ع���������ٶȵĹ�ϵ����
Fig. 9 Power consumption of Z-axis feed movements (in negative direction) under no-load conditions as function of feed rate
ͼ10 Z������������˶����ع���������ٶȵĹ�ϵ����
Fig. 10 Power consumption of Z-axis feed movements (in positive direction) under no-load conditions as function of feed rate
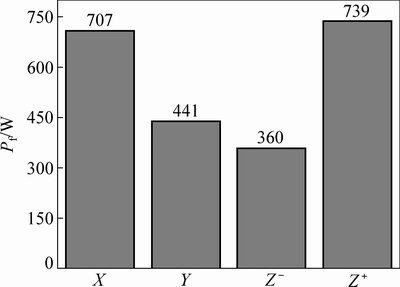
ͼ11 X��Y��Z�᷽����ٽ����˶����ع���
Fig. 11 Power consumption of X-axis, Y-axis and Z-axis rapid feed movements under no-load conditions
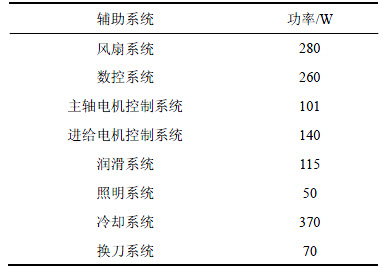
��1 ������ϵͳ����
Table 1 Power consumption of auxiliary systems
2.3 ����ϵͳ�ܺ�
���ݻ���˵�����ʵ������ɵø���ϵͳ����ز�����XH715�ӹ����IJ���Բ��ʽ���⣬��������Ϊ16������ת��Ϊ6.37��10-2 r/s��������ϵͳ�����������1��ʾ��������������ʽ(12)���ø���ϵͳ�ܺ�ģ��Ϊ

 (27)
(27)
2.4 �����ܺ�
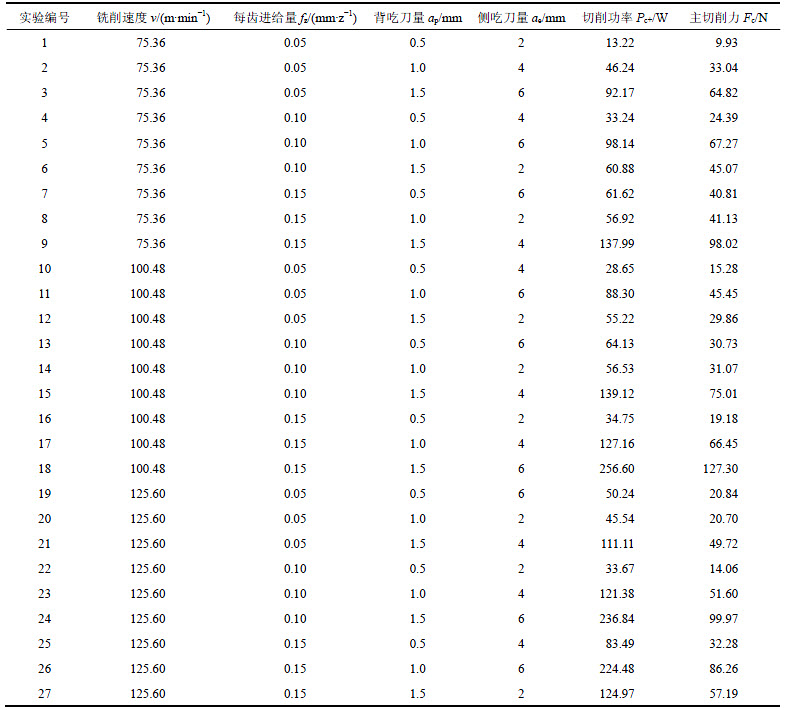
��ϳ��45�ֲ���Ϊ�����������ʵ��(L27)��ѡȡϳ���ٶȡ�ÿ�ݽ����������Ե�������Ե���Ϊʵ�����ӣ�����ˮƽȡֵ�ο������͵�����ָ��ȷ����ϳ�������в�ʹ������Һ��ϳ��ʵ���������������ͼ12��ʾ������ʵ�������2��ʾ���Ա�2�����������������������лع����������������ģ�ͣ�
��2 ϳ��45�ֵ��������ʺ���������
Table 2 Power consumption and main cutting forces of milling 45 carbon steel
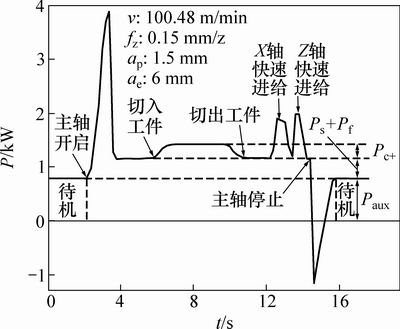
ͼ12 ϳ��ʵ�������������
Fig. 12 Power consumption profile of milling experiment from machine tool
 (28)
(28)
����ʽ(14)���õ���ȥ�����Ϲ���ģ�ͣ�
 (29)
(29)
����ȥ�������ܺ�ģ��Ϊ
 (30)
(30)
�Ա�2�������������������ʽ��лع����������������ģ�ͣ�
 (31)
(31)
�������ܺ�ģ��Ϊ
 (32)
(32)
2.5 �����ܺ�
��ʽ(25)��(26)��(27)��(32)�ֱ����ʽ(23)���ɵ�XH715��ʽ�ӹ�����ϳ��45�ֲ��ϵ������ܺ�ģ�͡��ɴ˳�����֤�����ػ���һ���ܺ�ģ�͵������ԡ�
3 �ܺ�ģ�͵�Ӧ��
3.1 �����ܺĵ�Ԥ��
���ػ���һ���ܺ�ģ���Ƕ����ػ����ܺĵĸ��������������ڻ����ܺIJ������ӹ������Լ����ߵȵIJ����ԣ�Ϊ����Ӧ�õ��ض������ӹ����̵��ܺ�Ԥ�⣬��Ի�����������ܺ�ʵ�飬��ȷ��ʽ(23)�и���ϵ��������XH715�ӹ����ļӹ�1��45�������ij������Ϊ�����Ի����ܺ�Ԥ�����˵�������ù���ӹ����ղ�������ǰ�潨����XH715�ӹ�����ϳ��45�ֵ��ܺ�ģ�ͣ�����õ��ӹ������ܺ�Ԥ��ֵ�����ʷ����Dz����õ��ӹ����̵��ܺ�ʵ��ֵ�������ӹ����ʲ���������ͼ13��ʾ���ܺ�Ԥ��ֵ��ʵ��ֵ���������������3��ʾ��
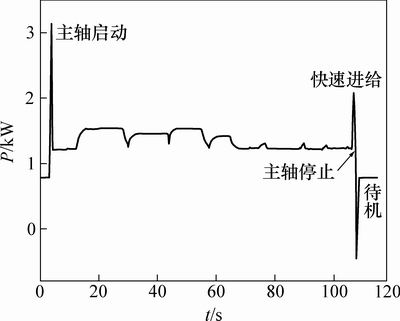
ͼ13 ����ӹ��Ļ�����������
Fig. 13 Power consumption profile of machine tool for machining part
��3 ����ӹ����ܺ�Ԥ��ֵ��ʵ��ֵ��������
Table 3 Predicted values, measured values and relative errors between them of energy consumption for machining part
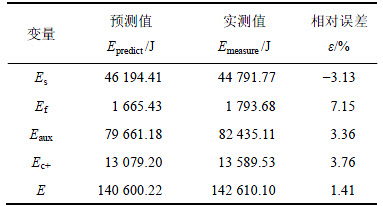
�ɱ�3���Կ������ڼӹ������У������ܺ�4�����ֵ�Ԥ��ֵ��ʵ��ֵ������ľ���ֵ������7.5%�������ܺĵ�Ԥ��ֵ��ʵ��ֵ���������2%���ɼ��������ܺ�ģ�ͿɽϺõ����ڻ����ӹ����̵��ܺ�Ԥ�⡣
�����ܺ�4��(ʵ��ֵ)�ı�����ͼ14��ʾ����ͼ14��֪����������ϵͳ�����ܺ�Ef��ռ������С������ϵͳ�ܺ�Eaux������������������ϵͳ�����ܺ�Es�������ܺ�Ec+������Ϊ9.53%������ȥ�������ܺ�Ec���������9.53%��������Ч�ܺ�ֻռ�������ܺĵĺ�Сһ���֡���ʵ�ʼӹ��У�ͨ���Ż����ղ��������ٻ��������Ϳ��г�ʱ�䣬������Ч���ͻ������ܺġ�
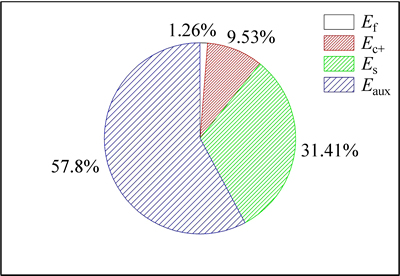
ͼ14 �����ܺĵ�4��������ռ����
Fig. 14 Proportions of four energy consumption sections of machine tool
3.2 �������ܵ�ָ��
�����������ӹ��ij��䣬��ͬһ�ͺŻ�����������ܺ�ʵ�飬�ɽ������ͺŻ����ܺ�ģ�͡����ƶ��ӹ�����ʱ������ʽ(33)��ʽ(34)�ֱ�Ի������������ʺͼӹ����ܽ���Ԥ����������������������Թ��ղ����ͼӹ�������Ƚ����Ż���������Ч��������������ʣ����ͻ����ܺģ��ﵽ��̼���ܵ�Ŀ�ġ�
 (33)
(33)
 (34)
(34)
ʽ�У�U��S�ֱ�Ϊ�������������ʡ������ӹ����ܣ�VΪ��������ȥ�������
4 ����
1) �������ػ������ܺIJ��������Լ���ӹ����̵Ĺ����ԣ��������ܺķֽ�Ϊ4�����֣�������ϵͳ�����ܺġ�����ϵͳ�����ܺġ�����ϵͳ�ܺġ������ܺ�(��������ȥ�������ܺĺ����غ����)�����ݺ��ܻ�����ʵ��ͳ�ƹ��ɷֱ��4�����ֽ��н�ģ������������������һ���ܺ�ģ�͡�
2) �����ܺ�ģ�;��нϺõ������ԣ��ɽ�ȷ��Ԥ������ܺļ���ֲ��������Ϊ��е�ӹ�ϵͳ����ɫ�����������Ż��ṩ�����ݡ�
�ο����ף�
[1] ����, ��¶¶, �ź鳱, ��. �������������ܺ�ģ�͵��о���״����չ����[J]. ��е����ѧ��, 2014, 50(7): 102-111.
LI Tao, KONG Lulu, ZHANG Hongchao, et al. Recent research and development of typical cutting machine tool��s energy consumption model[J]. Chinese Journal of Mechanical Engineering, 2014, 50(7): 102-111.
[2] ����, ���ڿ�, ����. ��е�ӹ�ϵͳ�������Լ���Ӧ��[M]. ����: ��е��ҵ������, 1995: 8-39.
LIU Fei, XU Zongjun, DAN Bin. Machining system energy consumption characteristics and its application[M]. Beijing: China Machine Press, 1995: 8-39.
[3] GUTOWSKI T, MURPHY C, ALLEN D, et al. Environmentally benign manufacturing: observations from Japan, Europe and the United States[J]. Journal of Cleaner Production, 2005, 13: 1-17.
[4] ����, ���ڿ�. ����������ϵͳ����������ѧģ��[J]. �����ѧѧ��(��Ȼ��ѧ��), 1990, 13(2): 8-14.
LIU Fei, XU Zongjun. Energy transmission mathematic models of main driving system of machine tools[J]. Journal of Chongqing University, 1990, 13(2): 8-14.
[5] ʩ����, ����, ���ܽ�, ��. ��Ƶ�������ػ���������ϵͳ�Ĺ���ƽ�ⷽ��[J]. ��е����ѧ��, 2010, 46(3): 118-124.
SHI Jinliang, LIU Fei, XU Dijian, et al. Power balance equation about the numerical control machine tool��s main driven by variable voltage variable frequency[J]. Chinese Journal of Mechanical Engineering, 2010, 46(3): 118-124.
[6] ��˪, ����. ��������������ϵͳ���۹�������Ч�ʻ�ȡ����[J]. ��е����ѧ��, 2012, 48(23): 111-117.
LIU Shuang, LIU Fei. Energy efficiency acquisition method during the service process of machine tools[J]. Chinese Journal of Mechanical Engineering, 2012, 48(23): 111-117.
[7] DIAZ N, REDELSHEIMER E, DORNFELD D. Energy consumption characterization and reduction strategies for milling machine tool use [C]//Proceedings of the 18th CIRP International Conference on Life Cycle Engineering. Germany: Springer, 2011: 263-267.
[8] AVRAM O I, XIROUCHAKIS P. Evaluating the use phase energy requirements of a machine tool system[J]. Journal of Cleaner Production, 2011, 19: 699-711.
[9] HE Yan, LIU Fei, WU Tong, et al. Analysis and estimation of energy consumption for numerical control machining[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2012, 226(2): 255-266.
[10] L Jingxiang, TANG Renzhong, JIA Shun. Therblig-based energy supply modeling of computer numerical control machine tools[J]. Journal of Cleaner Production, 2014, 65: 168-177.
[11] HU Shaohua, LIU Fei, HE Yan, et al. An on-line approach for energy efficiency monitoring of machine tools[J]. Journal of Cleaner Production, 2012, 27: 133-140.
[12] GUTOWSKI T, DAHMUS J, THIRIEZ A. Electrical energy requirements for manufacturing processes[C]//The 13th CIRP International Conference on Life Cycle Engineering. Leuven, Belgium, 2006.
[13] LI Lin, YAN Jihong, XING Zhongwen. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modeling[J]. Journal of Cleaner Production, 2013, 52: 113-121.
[14] VELCHEV S, KOLEV I, IVANOV K, et al. Empirical models for specific energy consumption and optimization of cutting parameters for minimizing energy consumption during turning[J]. Journal of Cleaner Production, 2014, 80: 139-149.
[15] ���ػ�, ����, ����, ��. ���ػ�����Ƶ������ϵͳ�Ŀ����������������о�[J]. �������������ϵͳ, 2012, 18(2): 326-331.
HU Shaohua, LIU Fei, HE Yan, et al. No-load energy parameter characteristic of computerized numerical control machine tool main transmission system[J]. Computer Integrated Manufacturing System, 2012, 18(2): 326-331.
[16] BALOGUN V A, MATIVENGA P T. Modelling of direct energy requirements in mechanical machining processes[J]. Journal of Cleaner Production, 2013, 41: 179-186.
[17] DIETMAIR A, VERL A. A generic energy consumption model for decision making and energy efficiency optimization in manufacturing[J]. International Journal of Sustainable Engineering, 2009, 2(2): 123-133.
[18] ��濾�. ���س������[M]. ����: ��ѧ��ҵ������, 2005: 57.
CHEN Chanjuan. The design of CNC lathes[M]. Beijing: Chemical Industry Press, 2005: 57.
[19] ���ػ�, ����, ��ͩ. ���ػ�������ϵͳ����ģ�ͼ����ع�������[J]. �����ѧѧ��, 2013, 36(11): 74-80.
HU Shaohua, LIU Fei, HU Tong. Power model and tarepoewer characteristic of CNC machine tool feed system[J]. Journal of Chongqing University, 2013, 36(11): 74-80.
[20] ������, ����. ���ػ�����Դ��������ϵͳ��ѧģ��[J].��е����ѧ��, 2013, 49(7): 5-12.
WANG Qiulian, LIU Fei. Mathematical model of multi-source energy flows for CNC machine tools[J]. Chinese Journal of Mechanical Engineering, 2013, 49(7): 5-12.
[21] ���ۻ�. ���ػ���ͨ���ܺ�ģ�ͼ���Ӧ��[J]. ��ϻ������Զ����ӹ�����, 2013(10): 113-115.
HU Shaohua. A general energy consumption model for CNC machine tools and its application[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2013(10): 113-115.
[22] GARA S, BOUZID W, AMAR M B, et al. Cost and time calculation in rough NC turning[J]. The International Journal of Advanced Manufacturing Technology, 2009, 40(9): 971-981.
[23] LI Wen, KARA S. An empirical model for predicting energy consumption of manufacturing processes: a case of turning process[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2011, 225(9): 1636-1646.
[24] ����, Фʫ��. �������������ֲ�[M]. 3��. ����: ��е��ҵ������, 1994: 110.
AI Xing, XIAO Shigang. The handbook of cutting parameters[M]. 3th ed. Beijing: China Machine Press, 1994: 110.
[25] HU Shaohua, LIU Fei, HE Yan, et al. Characteristics of additional load losses of spindle system of machine tools[J]. Journal of Advanced Mechanical Design, Systems, and Manufacturing, 2010, 4(7): 1221-1233.
[26] ABELE E, SIELAFF T, SCHIFFLER A, et al. Analyzing energy consumption of machine tool spindle units and identification of potential for improvements of efficiency[C]//Proceedings of the 18th CIRP International Conference on Life Cycle Engineering. Germany: Springer, 2011: 280-285.
[27] ����, ��С��, �Ĵ���. ���紫������[M]. ����: ����������ѧ������, 2011: 74-75.
WU Qing, LIU Xiaocheng, XIA Chunming. Electromechanical transmission control[M]. Guangzhou: South China University of Technology Press, 2011: 74-75.
[28] ARAMCHAROEN A, MATIVENGA P T. Critical factors in energy demand modelling for CNC milling and impact of toolpath strategy[J]. Journal of Cleaner Production, 2014, 78: 63-74.
[29] ������. �����̼��ھ�����ػ�������������ģ�о�[D]. ����: �㽭��ѧ��е����ѧԺ, 2014: 31-36.
L Jingxiang. Research on energy supply modeling of computer numerical control machine tools for low carbon manufacturing[D]. Hangzhou: Zhejiang University. School Mechanical Engineering, 2014: 31-36.
(�༭ �°���)
�ո����ڣ�2016-09-23�������ڣ�2016-12-09
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51275074)�������ص�����о���չ�ƻ�(973�ƻ�)��Ŀ(2011CB013406) (Project(51275074) supported by the National Natural Science Foundation of China; Project(2011CB013406) supported by the National Basic Research Development Program (973 Program) of China)
ͨ�����ߣ����Σ���ʿ�������ڣ����²�Ʒ�ɳ��������۷����������������칤�չ����ܺ��������о���E-mail��litao_dlut@163.com
ժҪ��Ϊ��Ԥ�����������ػ����ܺģ���������������ʣ������ػ������ܺ�����չ���о������ݻ����ܺIJ��������ԣ������ػ��������ܺķֽ�Ϊ4�����֣�������ϵͳ�����ܺġ�����ϵͳ�����ܺġ�����ϵͳ�ܺġ������ܺ�(��������ȥ�������ܺĺ����غ����)�����ݺ��ܻ�����ʵ��ͳ�ƹ��ɷֱ����4�����ֽ��н�ģ������������������һ���ܺ�ģ�͡���1̨��ʽ�ӹ������Ͽ�չ����ܺ�ʵ�飬���ܺ�ģ��Ӧ���ڸû������ܺ��о��������о���������������ܺ�ģ�;��нϺõ������ԣ����Խ�ȷ��Ԥ������ܺļ���ֲ��������Ϊ���ӹ�ϵͳ���ܺ������������Ż��Լ���̼�����ṩ���ݡ�
[1] ����, ��¶¶, �ź鳱, ��. �������������ܺ�ģ�͵��о���״����չ����[J]. ��е����ѧ��, 2014, 50(7): 102-111.
[2] ����, ���ڿ�, ����. ��е�ӹ�ϵͳ�������Լ���Ӧ��[M]. ����: ��е��ҵ������, 1995: 8-39.
[4] ����, ���ڿ�. ����������ϵͳ����������ѧģ��[J]. �����ѧѧ��(��Ȼ��ѧ��), 1990, 13(2): 8-14.
[5] ʩ����, ����, ���ܽ�, ��. ��Ƶ�������ػ���������ϵͳ�Ĺ���ƽ�ⷽ��[J]. ��е����ѧ��, 2010, 46(3): 118-124.
[6] ��˪, ����. ��������������ϵͳ���۹�������Ч�ʻ�ȡ����[J]. ��е����ѧ��, 2012, 48(23): 111-117.
[18] ��濾�. ���س������[M]. ����: ��ѧ��ҵ������, 2005: 57.
[19] ���ػ�, ����, ��ͩ. ���ػ�������ϵͳ����ģ�ͼ����ع�������[J]. �����ѧѧ��, 2013, 36(11): 74-80.
[20] ������, ����. ���ػ�����Դ��������ϵͳ��ѧģ��[J].��е����ѧ��, 2013, 49(7): 5-12.
[21] ���ۻ�. ���ػ���ͨ���ܺ�ģ�ͼ���Ӧ��[J]. ��ϻ������Զ����ӹ�����, 2013(10): 113-115.
[24] ����, Фʫ��. �������������ֲ�[M]. 3��. ����: ��е��ҵ������, 1994: 110.
[27] ����, ��С��, �Ĵ���. ���紫������[M]. ����: ����������ѧ������, 2011: 74-75.
[29] ������. �����̼��ھ�����ػ�������������ģ�о�[D]. ����: �㽭��ѧ��е����ѧԺ, 2014: 31-36.
