
DOI: 10.11817/j.issn.1672-7207.2015.03.006
��������Ƴ�����ģ�͵Ķͼ�Ԥ�������
����壬�°�����������Ժ�
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044)
ժ Ҫ��
���н��������������뾲�糡�����߷ֲ�������һ���ԣ����һ��Ԥ������Ƶ��·���������Ƴ����������ô˷�����ij���ֶͼ�����Ԥ������ơ�����ANSYS�����ó�Ԥ������״���Դ���״Ϊ�ֲ���������ѹ���ٶȡ�Ħ���������¶�Ϊȫ�ֱ������Գ����غɡ�����ʡ������ߴ�Ϊ�Ż�Ŀ�꣬��������Ԫ����DEFORM-3D������ֵģ�⣬������Matlab�����е�MBC(model-based calibration)��������������ѧ��ģ���Ż��������Ԥ���ղ�������������£��õ��ն͵���ѹ��ղ�������ǵ����ߦ�Ϊ0.205 Vʱ��Ԥ������״��ѹ���ٶ�Ϊ56 mm/s��Ħ������Ϊ0.2���¶�Ϊ1 000 �档����ʵ���������÷�����Ƶij����봫ͳ������ȣ��նͳ����غ��½�40%���������������56.7%��������֯�õ�ϸ����
�ؼ��ʣ�
���ֶͼ������Ƴ���Ԥ����������Ż�����ֵģ����
��ͼ����ţ�TG311 ���ױ�־�룺A ���±�ţ�1672-7207(2015)03-0804-08
Pre-forming design in forging process based on equipotential field and model
XIA Yufeng, CHEN Banghua, DU Wanwan, YANG Xianhong
(College of Material Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: According to the similarity between the metal flow law and the equipotential line of the electrostatic field, a new method for the pre-forming design in forging process was proposed as equi-potential field method and adopted for the per-forming design of gear forging. The preformed shapes were obtained by ANSYS software and chosen as a local variable, while speed of pressing machine, friction coefficient, temperature were chosen as the global variables, and forming load, filling ratio and grain size were chosen as optimization goals. DEFORM-3D software was used to simulate the forging process, model-based calibration(MBC) toolbox in Matlab software was used to build mathematics model, and finally, under the condition of pre-forging process parameters unchanged��the performed shape �� of 0.205 V, the speed of pressing machine of 20 mm/s, the friction coefficient of 0.1 and the temperature of 600 �� were combined as the best parameters of finish forging. The production practice shows that the design of the gear compared with traditional methods reduces the forming load of finish forging by 40%, increases the utilization rate of material by 56.7%, and refines the microstructure.
Key words: gear forging; equipotential field; pre-forming design; optimization; numerical simulation
Ԥ��������Ƕ��칤������е���Ҫ����֮һ��Ԥ�������նͼ���״������ǿ��ֱ��Ӱ������ı��ι��̣��Ӷ�Ӱ�쵽���μ���������״�ͳ�������[1-2]�������ƺ�����Ԥ������״�������ϸ��նͼ��Ĺؼ���Ҳ��ģ����Ƶ��ѵ�֮һ��Ŀǰ�������ڴ˷�����о��༯����������ֵģ�⼼��������ƽ����֤���Դ����������˼·���봫ͳ���Դ���˼·һ���������õ���֤�ֶβ�ͬ[3-4]��Ҳ��һЩ��������ۺͷ�������ȡ��һЩ��չ������Castro��[5]�����Ŵ��㷨��⿼��ԭʼ������״�ͼӹ��¶�Ϊ��Ʊ����Ľ���Ԥ�����Ż����⣬Srikanth��[6]�������������Թ��̵���״�����ȷ��������������������õ��Ľ�����Ȳ��ߡ������������ھ��糡��Ԥ������ƿ�ʼ�õ�Ӧ�á�Lee��[7]���Ƚ��糡���Ԥ�����ķ���Ӧ�������μ���ƣ�Ko��[8]Ӧ��������ķ����Զ��������Ŀ�꺯�������Ż�������Ե�������γߴ�Ƚϼ��õ���ģ�;���Ҳ�����ߣ�Ф����[9]����ԳƼ���������ѹ���ι��̽����˵糡ģ�⣬���[10]��������Ƴ����Ʒ���TC4�Ͻ�������ι��ս�����ģ�⣬�̾���[11] ����һ�ֻ�����ά���糡��TC4�Ͻ�ҶƬԤ������Ʒ������������õ糡ģ��õ���Ԥ������״�кܶ��֣���ֻ��ѡ��1�ֻ�������״����ģ����֤����һ���ľ��ޣ�����ÿһ��Ԥ������״��ϲ�ͬ�Ĺ��ղ����������IJ�Ʒ����Ҳ����ͬ��������һ�ֲ������������Ԥ������״���ӵ���֤���������߽��糡ģ���Matlab���������ϣ��Ե糡ģ��õ��IJ�ͬԤ������״��ϲ�ͬ������Ͻ�����ѧ��ģ�����Ż��õ���ѵ�Ԥ������״�Ͳ�����ϲ��ı���Ϊ����ʦ����ѡ���ղ�������ṩ�˷��㡣���ʵ����֤��֤���˷����Ŀɿ��ԡ�
1 Ԥ������Ʒ���
�ɳ��ۿ�֪���ٶȳ��������ٶȳ����ƣ��ٶ��ƺ����ձ�ʾΪ
 (1)
(1)
���������ѹ������֪
 (2)
(2)
��ʽ(1)��(2)�ɵ�
 (3)
(3)
ͬ�����ٶȳ����������ױ�ʾΪ
 (4)
(4)
��ʽ(3)��(4)��֪�ٶȳ��ƺ�����������������������˹���̡�
�ɾ��糡���ۿ�֪�����糡����һ��ĵ��ƶ����㲴�ɷ���
 (5)
(5)
ʽ�У���Ϊ����ܶȣ� Ϊ��糣����
Ϊ��糣����
���ݵ糡���ۣ����ƾ��ȵ絼�ʵĿռ�����������λ�ֲ�����Ϊ
 (6)
(6)
ͬ��Ҳ����������˹���̡��ɴ˿�֪���ڲ�ͬ��λ��2������֮���������ĵ���������˲��ϱ���������̬�ͳ�ʼ��̬֮�����С���ι�·�������Ҳ��ϳ��ι����еĽ�������Ҳ��ѭ��С��ԭ�������Ի������ֳ����̺�������Сԭ���������ԣ����ϳ��ι����е�������״�Ϳ����þ��糡�еĵ�������״������[12]��
������ij����Ϊ��������Ԥ��������ƣ��ó����ǵ��͵�Բ��״�ͼ�����������ʽ�DZ�ʽ���ܶ��죬�Գ��־���Ҫ��Ƚϸߣ���ʵ����������Ҫ���۵�������������ϵ�ȱ���Լ������غɹ��ߡ���֯���ܲ��ϸ�����⣬�����������Ԥ��������Ѿ�������Ҫ��
���ֵĽṹʾ��ͼ��ͼ1��ʾ��ԭʼ���ϳߴ�(ֱ������)Ϊ60 mm��30 mm��Բ���壬Ϊ�˲������ʵĵ����ߣ���Ҫ�����ϰ������Ŵ�ͨ���Բ�ͬ�Ŵ��������ϼ��նͼ����������ĵ糡�ֲ����ɵ��о�����Ϊ���ϵķŴ���Ϊ2~3���ȽϺ��ʡ����Ľ�ԭʼ���ϷŴ�2.5�������նͼ��������ϵ��ڲ��������Ϻ��նͼ�Χ�ɵıպϿռ��������Ԫ���֣���Ԫ����Ϊ�Ľڵ��ı��ε�Ԫ�����ϱ߽��ϸ���1 V��ѹ���նͼ��߽縳��0 V��ѹ������ANSYS��������ģ�⣬������ͼ2��ʾ�����ڶͼ�Ϊ��Գƣ����ģ����1/2���ɣ���ͼ2���Կ�����������Խ��ʱ�������ߵ���״Խ�ӽ�������״����ˣ��ﲻ��Ԥ������Ƶ�Ŀ�ģ�������ԽСʱ�������ߵ���״Խ�ӽ��նͼ�����״��ͬ��Ҳ�ﲻ��Ԥ������Ƶ�Ŀ�ģ�������ݵ����߷ֲ�ѡ��0.01~0.4 V֮��ĵ�������Ϊ�Ż�Ŀ�귶Χ������Ŀ���ǵõ��˷�Χ�ڵ�ij����������ΪԤ����ģ�ߵ���״��
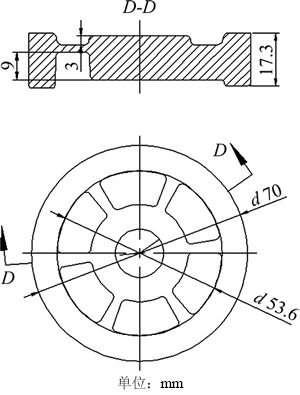
ͼ1 ���ֶͼ��ṹͼ
Fig. 1 Forging drawing of gear
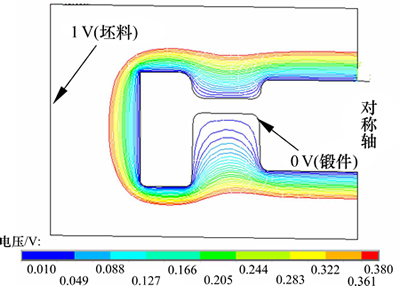
ͼ2 �糡�����߷ֲ�
Fig. 2 Distribution of equipotential lines
2 Ŀ����������ֻ�����
Ϊ�˶�������Ŀ���������Ҫ��Ŀ������������ֻ������ĵ�Ŀ�������3���������غɿ���ֱ��ģ��õ�����ˣ���Ҫ������ʺ;����ߴ�������ֻ�������
2.1 ����ʱ���
ͼ3��ʾΪ�ݶ�������ʾ��ͼ����ͼ3�ɼ�������Բ�Dz�λ������������䲻�����������ɷ�Ʒ�IJ�����
��������ʵĶ��壬����ʿ�������ʽ���
 (7)
(7)
���У�V1Ϊ��ǻ�����������V2Ϊ��ǻ�����
2.2 �����ߴ�ı���
������Ԫ����Yada[13]����֯ģ�ͽ�ϣ��Գ��ֶ���(Ԥ��+�ն�)�����о����ߴ��ݱ���̽�����ֵģ�⡣�����������ٽ�Ӧ���йأ���Ϊ����Ӧ�䳬���ٽ�Ӧ��ֵʱ�����᳤��
�� ��
�� ʱ��D1=D0��
ʱ��D1=D0��
����ʱ��
ʽ�У� Ϊ��ЧӦ���ٽ�ֵ��D1��D0�ֱ�Ϊ˲ʱ�ͳ�ʼ�����ߴ�(��m)������ʵ���������C1��C2��C3��C4�ֱ�Ϊ10 744��0.020 6��0.011 4��1 705.9��
Ϊ��ЧӦ���ٽ�ֵ��D1��D0�ֱ�Ϊ˲ʱ�ͳ�ʼ�����ߴ�(��m)������ʵ���������C1��C2��C3��C4�ֱ�Ϊ10 744��0.020 6��0.011 4��1 705.9��
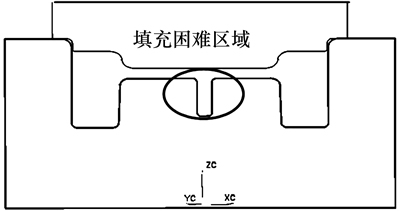
ͼ3 �ݶ�������ʾ��ͼ
Fig. 3 Unfilled defect diagram in rid��s end face
ͼ4��ʾΪDeformģ�������ij�����µľ����ߴ磬����ͳ��ѧ�ķ����Ծ�������ͳ�Ƽ��㣬�ó�ƽ���������� Ϊ
Ϊ
 (8)
(8)
���У�DiΪ��i������������
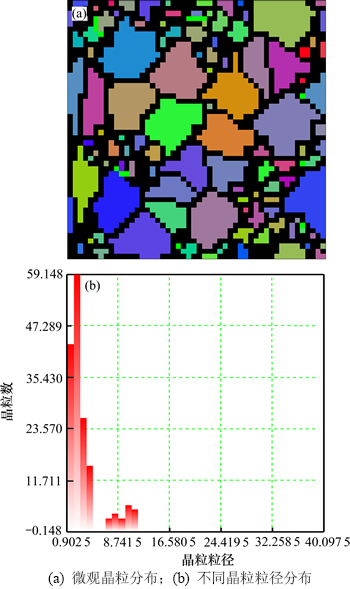
ͼ4 �۾�������
Fig. 4 Microcosmic size of grains
3 ��ѧ��ģ���Ż�
����Matlab�����е�MBC������Գ��ֶ��������Ͻ��н�ģ����Ҫ��3�����裺�������ѡ���д����ԵIJ�����ϵ㣻ͨ��ʵ������ݽ�����ѧģ�ͣ�����ģ�Ͷ�������Ż�[14-16]��
3.1 ʵ����ƺͷ������
MBC�ṩ��3��ʵ����Ʒ�����������Ʒ������ռ���䷨���Ż���Ʒ������IJ��ÿռ���䷨�е�������������(LHS)��ʵ����Ƶı�����Χ���1��ʾ��
��1 ʵ����Ƶı�����Χ
Table 1 Variables ranges in experimental design
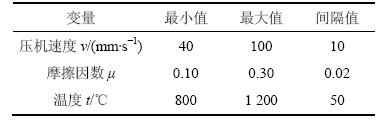
����1�еIJ������������������ij������������д����Եij������õ�20��ȫ�ֱ����IJ�����ϣ����������ͼ5��ʾ��Ԥ������״����Ϊ���ھֲ������������ȡֵΪ����1=0.059 V����2=0.132 V����3=0.205 V����4=0.278 V����5=0.351 V��
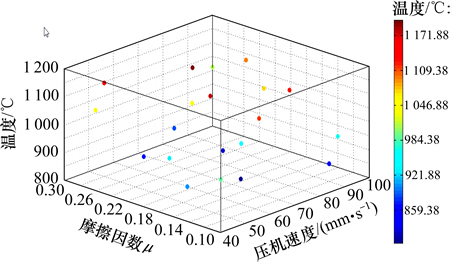
ͼ5 �����������������
Fig. 5 Result of Latin hypercube sampling
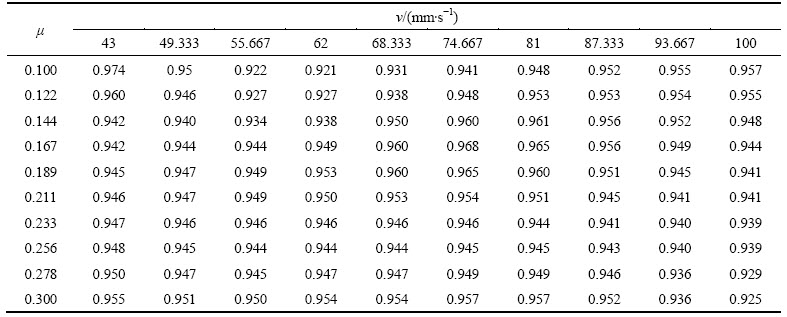
ѡȡ20��ȫ�ֱ�����Ϻ����θı�ֲ�����Ԥ������״���õ�100�����ݵ㣬����������Ԫ����Deform�Ը�����Ͻ�����ֵģ�⣬����Ԫģ���������2����3Ϊ����һ����ϵ�ģ������
��2 ��ֵģ�����
Table 2 Parameters of numerical simulation
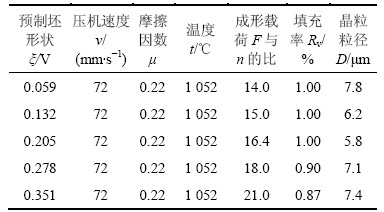
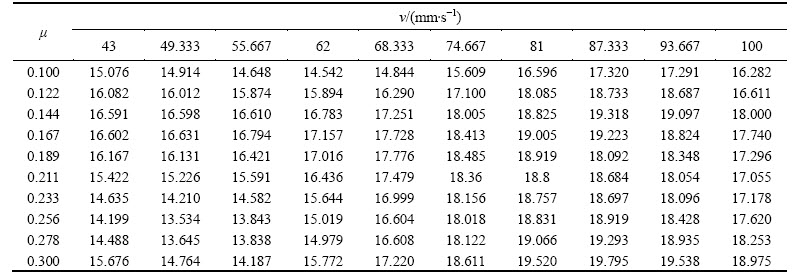
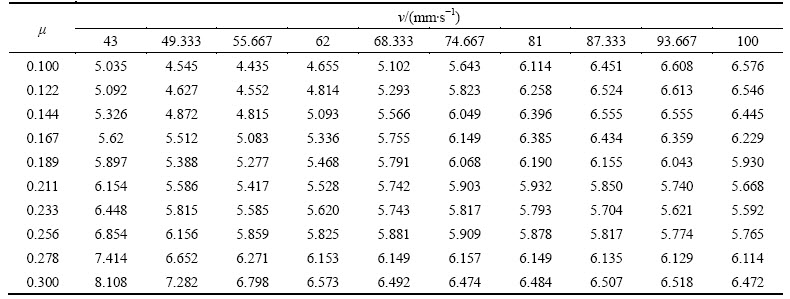
��3 ij��������µķ�����
Table 3 Result of simulation under combined of some parameters
3.2 ��ѧģ�͵Ľ���
����Ԥ�������ģ�;���ͨ��ͳ�ƽ�ģ�ķ�������ǰ����ֵģ�����ɢ��֮��ĺ�����ϵ����Ҫ������ģ�Ͱ���2�ࣺ�ֲ�ģ�ͺ�ȫ��ģ�͡��ֲ�ģ�ͺ�ȫ��ģ��ͬ������Ԥ������Ƶ�2��ģ�ͣ���ͼ6��ʾ��
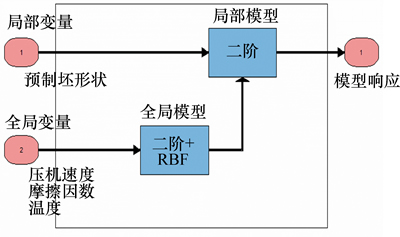
ͼ6 ��ѧ��ģ��2����
Fig. 6 Two-stage of mathematics model
3.2.1 �ֲ�ģ��
ʵ����Ƶõ������ݸ��ݾֲ�����Ԥ������״���Ӧ�������������غ�F�������Rv�;�������D֮��Ķ��ζ���ʽ�ع�ģ�ͣ����ֲ�ģ�͡������ʽΪ
 (9)
(9)
ʽ�У�a��b��cΪ�ع�ϵ���������غɵľֲ�ģ����ͼ7��ʾ��Ϊ����ij���ģ�ͣ���ͼ7���Կ�����ģ�͵ľ��ȱȽϸߣ�ģ������Χ����0.2%���ڡ�����ʺ;����ߴ�ľֲ�ģ��������غɵ�ģ�����ơ�
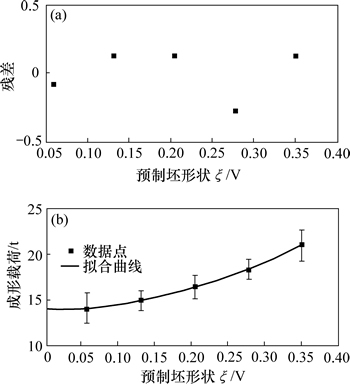
ͼ7 �����غɾֲ�ģ��
Fig. 7 Local model of forming load
3.2.2 ȫ��ģ��
ʽ(9)�еĻع�ϵ��Ϊģ��ȫ�ֱ����Ķ��ζ���ʽ�Ӿ��������(RBF)����ȫ��ģ��
 (10)
(10)
��
 (11)
(11)
���У����������(RBF)ѡ���˹����
 (12)
(12)
�����غɵ�ȫ��ģ����ͼ8��ʾ��ֱ�߱�ʾ�۲�ֵ��Ԥ��ֵ��ȣ������ݵ�Խ����ֱ����ģ�͵ľ��Ⱦ�Խ�ߣ����Կ������ݵ�dz��ӽ�ֱ�ߣ�ȫ�������ݵ�������2%���ڡ�����ʺ;����ߴ��ȫ��ģ��������غɵ�ȫ��ģ�����ơ�

ͼ8 �����غ�ȫ��ģ��
Fig. 8 Global model of forming load
3.3 ����ѧģ�ͽ����Ż�
�ֲ�ģ�ͺ�ȫ��ģ�������Ԥ������Ƶ���ѧģ�ͣ���ģ�Ͱ�������Ӧ�������֮������ڹ�ϵ�����Զ�������Ż���
��Ϊ������Ҫ�Գ����غɡ�����ʺ;������������Ż������ڶ�Ŀ���Ż���Ϊ�˸���Ӧʵ����������Ҫ����������MBC�������Դ���GAGE(trade-off)�Ż����߽��в����Ż����˷�����һ��ͨ����Ŀ����������������ﵽ��ѵIJ�����ϵķ�����
����Ŀ����ʹ������������غ�F����С�������Rv�����ܴ�������D����С�Լ��������������������ı�ʱ�������ؽ��в�����ѡȡ�Դﵽ��ѵij��ν����ͼ9��ʾΪ�����������Ż�����������غɺ������������ƣ���ϳ���������ʵ�������ϣ�������е�Ħ������������0.2����3��Ŀ�������������ѡȡ����4~6Ϊ3���Ż�Ŀ����Ż����ı���ͨ���ԱȺ�ѡȡ��������״���Ӧ�=0.205 V��Ħ��������=0.2��ѹ���ٶ�V=56 mm/s�������¶�t=1 000 ��ʱ�����Ż��õ��Ľ������Ҫ�����⣬���ʵ��������ϣ������ѹ���ٶȻ����¶ȵ����������������Ż�������ϵ�ѡ����ѡ��������ơ�
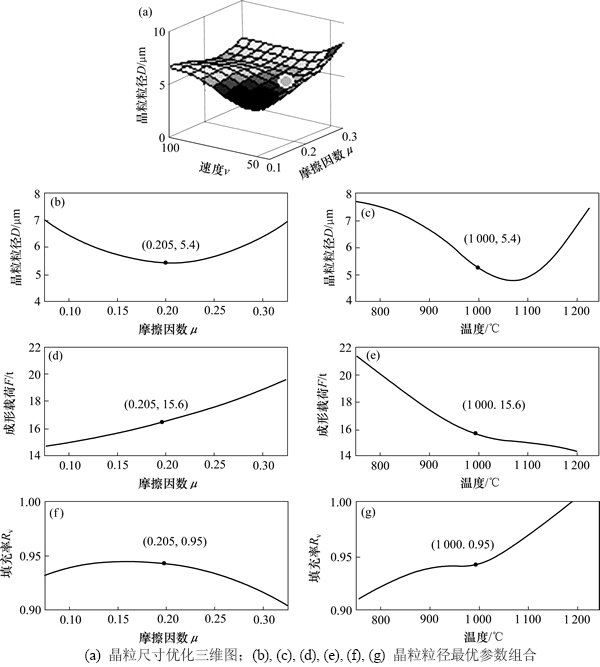
ͼ9 �����������Ż����
Fig. 9 Optimizing results of grain size
��4 �����غ��Ż����
Table 4 Optimizing results of forming load t
��5 �����ߴ��Ż����
Table 5 Optimizing result of grain sizes ��m
��6 ������Ż����
Table 6 Optimizing result of filling ratio
4 ����ʵ����֤
���Ż��õ��Ħ�=0.205 V��Ԥ������������Ԥ�ͼ�������⾶С�����նͼ�������⾶���Լ���������Χ�ɵĿռ����նͼ���״��Χ�ɵĿռ��������ȵ�ԭ��ͨ������ó�Ԥ�ͼ��ĸ߶ȡ�ͼ10��ʾΪ�����õ��Ħ�=0.205 V��Ԥ����ģ����״�Լ��봫ͳ�����״��һ���Աȡ�������ȷ���IJ�����ϣ���300 tĦ��ѹ������Ԥ�ͳ��Σ���400 tĦ��ѹ�����Ͻ����նͣ����յõ���Ԥ�ͼ���ͼ11��ʾ��
������⣬���ֽ���α������˲����۵��������غ�Ϊ156 kN����ͳ��Ʒ��������غ�Ϊ257 kN���봫ͳԤ������Ʒ�����ȣ��غɽ�����40%�����������������57.6%����֤�˸÷����ڶͼ�Ԥ��������ϵĿ����ԡ�
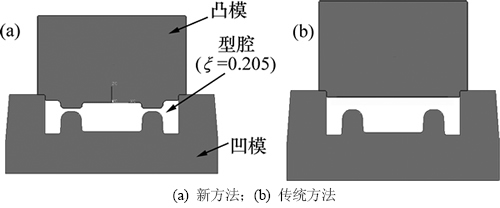
ͼ10 �·����ʹ�ͳ����Ԥ����ģ�߽ṹ�Ա�
Fig. 10 Comparison of pre-forging die structure between new and traditional method
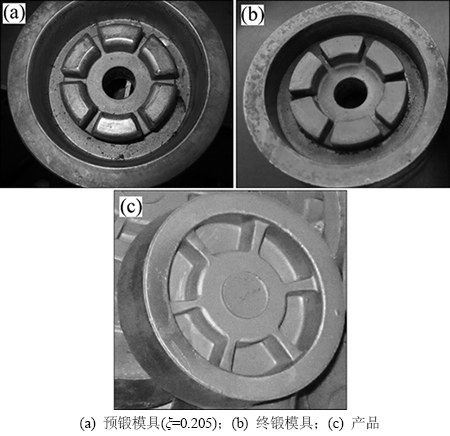
ͼ11 ������ģ�����ղ�Ʒ
Fig. 11 Die of experiment and final product
5 ����
1) ���Ա��ι����н��������α��ι����뾲�糡�еĵ����߾��������ԣ��Ӷ�Ϊ�����߷��ڶͼ�Ԥ��������е�Ӧ���ṩ���������ݡ�
2) ���糡ģ��õ���Ԥ������״��ϲ�ͬ�IJ����������Matlab�����������ѧ��ģ���Ż����ó�����ѵIJ�����ϣ�������=0.205 V��Ħ��������=0.2��ѹ���ٶ�v=56 mm/s�������¶�t=1 000 ��ʱ���õ��Ķͼ��ۺ�������ѣ��봫ͳԤ������Ʒ�����Ⱦ��м�㡢��ݡ��ɿ����ŵ㡣
3) ���ڵ糡��ģ�͵ķ����ܹ��õ��Ż�Ŀ��IJ��ı�����ʵ�������У������Ա���Ը���ʵ��������Ҫ����ѡ���������Ա�ﵽ���ŵij��ν����
�ο����ף�
[1] TangY C, Zhou X H, Chen J. Preform tool shape optimization and redesign based on neural network response surface methodology[J]. Finite Elements in Analysis and Design, 2008, 44(8): 462-471.
[2] Sedighi M, Tokmechi S. A new approach to preform design in forging process of complex parts[J]. Journal of Materials Processing Technology, 2008, 198(1/2/3): 314-324.
[3] Zheng P F, Chan L C, Lee T C. Numerical analysis of the sheet metal extrusion process[J]. Finite Element in Analysis and Design, 2005, 42(3): 189-207.
[4] Thiyagarajan N, Grandhi R V. Multi-level design process for 3D preform shape optimization in metal forming[J]. Journal of Materials Processing Technology, 2005, 170(1): 421-429.
[5] Castro C F, Antonio C A C, Sousa L C. Optimization of shape and process parameters in metal forging using genetic algorithms[J]. Journal of Material Processing Technology, 2004, 146(3): 356-364.
[6] Srikanth A, Zabaras N. Shape optimization and preform design in metal forming processes[J]. Computer Methods in Applied Mechanics and Engineering, 2000, 190(13/14): 1859-1901.
[7] Lee S R, Lee Y K, Park C H, et al. A new method of preform design in hot forging by using electric field theory[J]. International Journal of Mechanical Sciences, 2002, 44(4): 773-792.
[8] Ko D C, Kim D H, Kim B M, Choi J C. Methodology of preform design considering workability in metal forming by the artificial neural network and Taguchi method[J]. Journal of Materials Processing Technology, 1998, 80/81: 487-492.
[9] Ф��, ���. ��ԳƼ���������ѹ���ι��̵ĵ��Ƴ�ģ��[J]. ���Թ���ѧ��, 2006, 13(2): 14-19.
XIAO Jun, LI Fuguo. Equipotential field simulation for the gas pressure superplastic bulging of axisymmetrical circular sheets[J]. Journal of Plasticity Engineering, 2006, 13(2): 14-19.
[10] �. ���, ��Ө, ��. һ�ֻ��ڵ��Ƴ����������Ϸ����·���[J]. ��е����ѧ��, 2005, 4(11): 131-137.
LI Chao, LI Fuguo, ZHANG Ying, et al. Reverse educing method of bulge-blank based on equipotential field[J]. Chinese Journal of Mechanical Engineering, 2005, 4(11): 131-137.
[11] �̾�, ���, ����. ������ά���糡��TC4�Ͻ�ҶƬԤ�������[J]. ���ղ���ѧ��, 2009, 29(5): 66-71.
CAI Jun, LI Fuguo, ZHANG Peng. Preform design of TC4 alloy blade based on 3D electrostatic fields[J]. Journal of Aeronautical Material, 2009, 29(5): 66-71.
[12] ������, ���, Ф��, ��. ��������Ƴ��ķ�ĩ���ºϽ��̼�Ԥ������Ƽ�����Ԫģ��[J]. ��е����ѧ��, 2009, 5(45): 237-243.
WANG Xiaona, LI Fuguo, XIAO Jun, et al. Preform design and finite element simulation of new-type P/M super alloy disk based on equipotential field[J]. Journal of Mechanical Engineering, 2009, 5(45): 237-243.
[13] Biglari F R, O��Dowd NP, Fenner R T. Optimum design of forging dies using fuzzy logic in conjunction with the backward deformation method[J]. International Journal of Machine Tools and Manufacture, 1998, 38(8): 981-1000.
[14] Ho T, Karri V. Hydrogen powered car: Two-stage modelling system[J]. International Journal of Hydrogen Energy, 2011, 36(16): 10065-10079.
[15] Poursina M, Arvizian J, Antonio C. Optimum pre-form dies in two-stage forging[J]. Journal of Materials Processing Technology, 2006, 174(1/2/3): 325-333.
[16] Hino R, Sasaki A, Yoshida F, et al. A new algorithm for reduction of number of press-forming stages in forging processes using numerical optimization and FE simulation[J]. International Journal of Mechanical Sciences, 2008, 50(5): 974-983.
(�༭ �°���)
�ո����ڣ�2014-04-09�������ڣ�2014-07-20
������Ŀ(Foundation item)�������У��������ҵ��ѿ���ר���ʽ�������Ŀ(CDJZR12130045)�������ش�Ƽ�ר���������Ŀ(2012ZX04010-081) (Project(CDJZR12110045) supported by the Fundamental Funds for the Central Universities; Project(2012ZX04010-081) supported by grants from the Special Funds for Major Projects of China��s Ministry of Science & Technology)
ͨ�����ߣ�����壬��ʿ�������ڣ��������Գ���ԭ����ģ����Ʒ�����о���E-mail: xyfeng@cqu.edu.cn
ժҪ���������Ա��ι����н��������������뾲�糡�����߷ֲ�������һ���ԣ����һ��Ԥ������Ƶ��·���������Ƴ����������ô˷�����ij���ֶͼ�����Ԥ������ơ�����ANSYS�����ó�Ԥ������״���Դ���״Ϊ�ֲ���������ѹ���ٶȡ�Ħ���������¶�Ϊȫ�ֱ������Գ����غɡ�����ʡ������ߴ�Ϊ�Ż�Ŀ�꣬��������Ԫ����DEFORM-3D������ֵģ�⣬������Matlab�����е�MBC(model-based calibration)��������������ѧ��ģ���Ż��������Ԥ���ղ�������������£��õ��ն͵���ѹ��ղ�������ǵ����ߦ�Ϊ0.205 Vʱ��Ԥ������״��ѹ���ٶ�Ϊ56 mm/s��Ħ������Ϊ0.2���¶�Ϊ1 000 �档����ʵ���������÷�����Ƶij����봫ͳ������ȣ��նͳ����غ��½�40%���������������56.7%��������֯�õ�ϸ����
