
DOI��10.19476/j.ysxb.1004.0609.2017.03.009
�����ͭ����������ʽ�������ι��ղ������������Ϲ���Ӱ�����ֵģ��
���»�������ͮ����������л����
(�����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���� �²��ϼ����о�Ժ������ 100083)
ժ Ҫ��
��100 mm��100 mm�����ͭ��������Ϊ�����������������ϳ��ε���ֵģ�ͣ�ȷ��ģ�͵ı߽���������ͨ����Ƶ�ʵ����֤��ֵģ�ͱ߽�������ȷ�ԡ�������֤�ı߽�����������ProCast������ͭ����������ʽ�������ϳ��ι��̵���̬�¶ȳ�������ֵģ�⣬�õ��˸����ղ������������̵�Ӱ����ɣ������˹��ղ����ĵ��ز��Ժͺ�����Χ������������Ʊ�100 mm��100 mm�����ͭ���������ĺ������ղ�����ΧΪ���ڱ���ͭҺ�¶�1250 ��������£���Һ�����¶�Ϊ760~790 �棻һ��ˮ����Ϊ1600~2000 L/h������ˮ����Ϊ900~1100 L/h������ˮ��ᾧ��ʯī�׳��ھ���Ϊ20 mm�������ٶ�Ϊ80~100 mm/min��
�ؼ��ʣ�
ͭ��������ʽ�������ϳ������¶ȳ�����ֵģ����
���±�ţ�1004-0609(2017)-03-0514-11���� ��ͼ����ţ�TG156.2���� ���ױ�־�룺A
ͭ����(Copper clad aluminum, CCA)���ϲ���������о�������һ�㴿ͭ�ĸ����ܲ�״���ϵ�����ϣ���ߴ�ͭ�絼�ʸߡ������ӡ���ʴ���Լ������ܶȵ͡��ɱ��͵��ŵ㣬�ڵ�����������ұ�𡢽�ͨ��������������й���Ӧ��ǰ��[1-3]������;��ͭ�������ϵ���ɷ�Ϊ����ߴ��С���߲�(����Բ�ߺͱ���)�Ͷ���ߴ�ϴ�ı��ţ����б������Ʒ����Լռһ�룬�г�DZ������ߴ�ÿ��100��t���ҡ�Ȼ����Ŀǰ��������ͭ���������߲ĵ���Ҫ���գ������߶�ͭ��[4]������ѹ�ӷ�[5]���������ӷ�[6]�ȣ��������������������ܵ�ͭ�������Ų�Ʒ����Һ��ѹ��[7]��Ȼ���������ϴ����ı��Ų�Ʒ�������ڹ������̳����豸Ͷ�ʴ������ɱ��ߣ����Դ��ģ�ƹ�Ӧ���ڴ�ͭ���ŵ�����������ڶԼ�������ҪҪ��������߶˲�Ʒ��Ӧ�á�
����������⣬�������ߵ�[8-11]����������ֱ�ӳ����Ʊ�ͭ�������ϲ��ϵ��¹��գ��������̶̡������ɱ��͡�������ǿ�ȸߵ��ŵ㣬Ϊ�����ͭ�������ϲ��ϵĹ�ģ������Ӧ�ÿ�������Ҫ;��������ֱ�Ӹ��ϳ����¹��յĹؼ��Ǿ�ȷ����ͭ����������������Ϊ��ͭ�����Ĺ�Һ�����λ�ú��¶ȳ����Լ�ͭ������ķ�Ӧ���ɲ���[12-13]������ͭ�����������ϳ����漰�Ĺ��ղ����϶࣬���ȹ��̸��ӣ�����о��ȫ����ͭ������֮�У����Զ���о������λ�ú��¶ȳ�����ֱ�Ӽ�⣬��Ϊ�о�ͭ�����Ϲ��̺�ҵ�������̿��Ƶ���Ҫ���⡣������ֵģ��ķ������Խ����������̹��̵��¶ȳ�ģ�ͣ������¶ȳ��仯���ɣ��о����ղ������������̵�Ӱ�죬������о��������Ϊ���Ӷ�Ϊ�������Ϲ��̵ľ�ȷ�����ṩָ����
���������Զ���ߴ�Ϊ100 mm��100 mm�Ľϴ����ͭ����������ʽ��������Ϊ������ProCAST����Ԫ�����Բ�ͬ���ղ����°������̵��¶ȳ�����ģ�⣬�õ�ͭ���������������ȶ�״̬�¹�Һ�����λ�ã��������ղ����Դ����ͭ���������������̵�Ӱ����ɣ����������ĵ��ز��Ժ��ղ�����Χ��
1 ģ�ͼ�ģ�ⷽ��
1.1 �����뼸��ģ��
ͭ������ʽ����ֱ�ӳ��ι���ԭ��[14]��ͼ1��ʾ���Ʊ������ǣ��ֱ�ͭ�������������ۻ����ﵽ�趨�¶ȣ�Ȼ��ͨ��������������ʹͭҺ������������Ϊ������ͭ�ܣ���ͭ�������ﵽ�ȶ�����Һͨ��ͭ��о�������Ŀ�ע�������̵�ͭ���У�ͨ��������ȴʹ��Һ����Ϊо�ģ�ͬʱʹͭ����ʵ�����ø��ϡ�
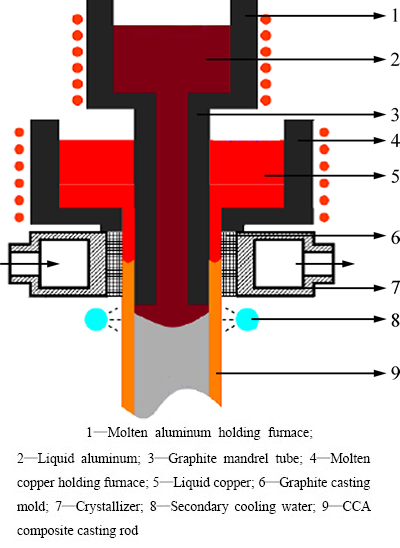
ͼ1 ͭ������ʽ����ֱ�Ӹ��ϳ��ι���ԭ��ͼ
Fig. 1 Schematic diagram of Vertical Core-Filling Continuous Casting (VCFC) processing principle for fabricating CCA composite materials
��ͭ������о���������У�ͭҺ����Һ�������¶ȡ���ȴǿ�Ⱥ������ٶȵ��ڶ����ؾ�Ӱ�����������е��¶ȳ���Ϊ�˽�ȫ��Ŀ��Ǹ����ض��¶ȳ�ģ������Ӱ�죬�����˰���ͭ�ܡ���о��ʯīо�ܡ�ʯī���͡�ˮ��ͭ��Ϊһ���ģ�������ǰ���о�����Ͱ�������ߴ磬ȷ���ᾧ���ij���Ϊ200 mm����������������״������Գ��ԣ�Ϊ�������Ч�ʣ�������ͼ2��ʾ��1/4��ά��ԳƼ���ģ�ͣ�����ģ�;�������ʵ�������豸��ز�λ���γߴ�1:1�ı������н�ģ��
ProCAST�����Դ�ǰ��������ģ��MeshCASTֻ�ܶԼ�ģ�ͽ���������Զ����֣����Ӷ�������άʵ��ģ�͵��뵽MeshCAST��ᶪʧ�ܶ���Ϣ��������ģ�ͼ��ϵʱ��������ģ���еĽ��㡢�����ߡ������棬�������������������ϲ����Ԫǰ��������HyperMESH�ṩ�˴���������Ԫģ�������ӿڣ����ҵ����ģ�������ߣ�ֻ�������������������ļ���ֱ�ӽ�������[15]����ˣ�����������Pro-E�д�����ά����ģ�ͣ�����HyperMESH�����������ٵ���MeshCAST�����н���������Ļ��֣��Զ����ɵ�����֮���γ������νӡ�
�������ϳ��ι����漰�������ڶ࣬��������������̵�ȫ�����أ����ܵ���ģ��������Խ��У�Ϊ����ģ������У���ͭ�����������ϳ��ι��̵�����ģ�������¼�����
1) ģ�������̬ģ�⣬ֻ�������趨�ı߽������´ﵽ�ȶ�ʱ���¶ȳ���
2) ���Խ���Һ�ڲ��Ķ������ȣ�
3) ���в�������ͬ�ԣ����Բ��������¶��йأ�
4) ���ᾧDZ���⣬�������������DZ�ȣ�
5) һ����ȴˮ��������ȴˮ��������ȷֲ�����ȴǿ����������ͬ��

ͼ2 ͭ������ʽ�������ϼ���ģ��
Fig. 2 Geometric model of VCFC processing for fabricating CCA composite materials
1.2 �߽�����
���ȴ��������У���������߽紦���ȵ��ص㲻ͬ���߽�������Ϊ����3�ࣺ
1) ��һ��߽���������������߽����κ�ʱ�̵��¶ȷֲ�T0��
T=T0 (1)
2) �ڶ���߽���������������߽����κ�ʱ�̵������ܶȷֲ�q0��
-n��q=q0 (2)
3) ������߽���������������߽�����Χ������ı��洫��ϵ��h����Χ�����¶�Text��
-n��q=h(Text-T) (3)
��ͼ3��ʾ�����о����¶ȳ�����Ӧ�õı߽������������£�
�߽�1��2�����±߽磬Ϊ��һ��߽��������ֱ���Ϊ��Һ��ͭҺ�������¶ȣ��߽�3��һ����ȴˮ��ȴ�߽磬���յ�����߽������趨��ȴˮ�¶Ⱥͻ���ϵ�����߽�4���ᾧ����ʯī�ڳı�¶�ڿ��������Լ�ͭ�����������ᾧ����δ���������ȴ�����յ�����߽������ֱ��趨����������Ļ���ϵ���ʹ������¶ȣ��߽�5��������ȴˮ��ȴ�����յ�����߽������趨�����Ͷ�����ȴˮ�Ļ���ϵ���Լ�������ȴˮ���¶ȣ��߽�6�����ζԳ��棬���öԳƱ߽磻���༸�α߽��Ͼ���Ϊ���ȱ߽�������
����IΪ��о��ʯīо�ܵĽӴ����棬��ʵ����Һ̬������ʯīģ�߽��ܽӴ���Һ̬�������ٺ�С�������ܹ����г�ֵĻ��ȣ�����о�[16]������Һ̬������ģ�߽��滻��ϵ��ȡֵ��ΧΪ10000~20000 W��(m2��k)���ʽ���о��ʯīо�ܵĽ��滻��ϵ���趨Ϊ15000 W��(m2��k)(���о�������Һ��ʯī�Ļ���ϵ������Ϊ��ֵ)������IIΪ���̺��ͭ��������ʯīо�ܵĽӴ����棬���̺�ͭ����ȴ��������̬����ͭ��ʯīо�ܽ��ܽӴ���ǰ���о�[16]���þ�̬������ͨ��ʵ�����õ�ͭ��ʯīģ�߽��ܽӴ�ʱ�Ĵ���ϵ��Ϊ2400~2600 W��(m2��k)��
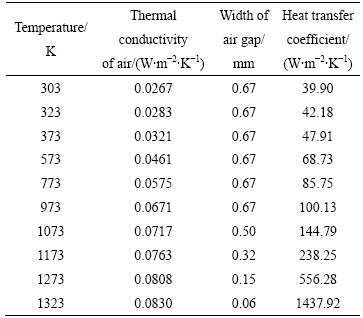
����IIIΪ���̺��ͭ��������ʯīģ�ߵĽӴ����档���̺����ͭ������������ʯī���Ͳ�����϶����϶�Խ��滻��ϵ�������dz����Ӱ�죬��϶�Ĵ�����ҪΪ�������ȴ��������������������̿�ʼ���ᾧ���ڵ�һ����������¶������͵ģ���������������ͬ����ˣ��ᾧ���ڰ�����ᾧ��֮��������ʵ����϶�Ŀ��������¶Ȳ�ͬ��������Ϊһ��ֵ�����о���������������㹫ʽ���������ᾧ������ʱʵ����϶���ȣ���������ӽ�ʵ�������������϶���ȡ���������ʱ�����������ߴ磬����϶�Ŀ����ɹ�ʽ(4)���㣺
��L=����(L����T) (4)
ʽ�У���LΪ���������Գߴ磬m����Ϊ��������ϵ����1/K��LΪ����ǰ�ߴ磬m����TΪ�¶ȱ仯��K��
����ʽ(4)��������Ű��������¶ȱ仯����϶����ֵ��ֱ����϶���ȴﵽʵ��ʵ����϶����ʱ���ȶ����ֵ����1����Ϊ������ʯī���ͼ���϶���Ⱥͻ���ϵ���ļ�����������IVΪʯī���ͺͽᾧ��ͭ�ĽӴ����档ʯī������ᾧ��ͭ�ײ�����װ��ʽװ����һ��Ϊ���ܽӴ���
��4 ������ʯī���ͼ���϶���ȼ�����ϵ��
Table 4 Values of width of air gap and heat transfer coefficient between casting billet and internal surface of graphite casting mould at different temperatures

ͼ3 ͭ������ʽ�����¶ȳ���̬ģ��߽������ͽ�������ʾ��ͼ
Fig. 3 Schematic diagram of boundary condition (a) and interface condition (b) of steady-state temperature field simulation for VCFC processing of CCA composite materials
1.3 ����ϵ���ļ���
1.3.1 һ����ȴˮ��������ϵ��
������ȴˮǿ�ƶ������ȹ�ʽ���㻻��ϵ������������ϵ������ȴˮͭ���¶���ԵĹ�ϵ������ʱ�ᾧ������ȴˮ���Ž�������ȴˮͭ��һ�����η�϶����������ͭ�����������Ȳ����������ߣ����ڷ�Բ�ιܵ���������[17]����Բ�ܵ��������ߴ����������ѧ�е���ֱ��(de)�ĸ���[17-18]������Ϊ
 (5)
(5)
ʽ�У�AΪ��Բ�ܵ��ĺ�������PΪʪ�ܣ�������ͺ����Ӵ����ȡ�
����ֱ��������ŵ��Re��Ŭ������Nuf�ļ��㡣
����ʽ(6)������ȴˮ�Ļ���ϵ����
 (6)
(6)
ʽ�У���fΪˮ�ĵ���ϵ����NufΪŬ��������
1.3.2 ������ȴˮ���滻��ϵ��
���ڶ�����ȴ�߽���������ȴˮ��ͭ���������Ļ���ϵ�����Ű��������¶ȵı仯���仯�������������¶Ƚϵ�ʱ����ȴˮ����������δ�������ڻ��ȣ����ȷ�ʽΪǿ�ƶ������ȣ�����ϵ����ʽ(7)���㣻�����������¶ȸ���ˮ�ı����¶�ʱ����ȴˮ�ᷢ����������ʱ��������ͬʱ���к�̬���ڻ��Ⱥ�ǿ�ƶ������ȣ�����ϵ��������ʽ(8)��ʾ[19]��
 (7)
(7)
ʽ�У� Ϊ���������¶�Twall����ȴˮ�¶�Tbulk��ƽ��ֵ��K��
Ϊ���������¶�Twall����ȴˮ�¶�Tbulk��ƽ��ֵ��K�� Ϊ��ˮ�ܶȣ�m2 /s��QΪ��ȴˮ������m3 /s��DΪ����ֱ����m��
Ϊ��ˮ�ܶȣ�m2 /s��QΪ��ȴˮ������m3 /s��DΪ����ֱ����m��
 (8)
(8)
ʽ�У���T=Twall-Tbulk��Ϊ���������¶�����ȴˮ�¶Ȳ��Tx = Twall-Tsat��Ϊ���������¶�����ȴˮ�е��¶�Tsat֮�CsfΪϵ��������̬�������������ʹ�ͬ�������ο���ȴˮ��ͭ�ܵĻ��ȣ�ȡCsf =0.013[20-21]�� ��Q��ͬ��ʽ��Tsat�ڱ�����ѹ��Ϊ373 K��
��Q��ͬ��ʽ��Tsat�ڱ�����ѹ��Ϊ373 K��
1.3.3 ���������������Ľ��滻��ϵ��
���������ᾧ��������Χ�������з��䴫�ȵ�ͬʱ��������ж������ȣ��䴫�ȱ߽��������Ա�ʾΪ
 (9)
(9)
ʽ�У�hcΪ��������ϵ����W��m/K��hrΪ���任��ϵ����W��m/K��
�����������Ķ�������������Ȼ��������������¶Ⱥ㶨Ϊ25 �棬���������ڲ�ͬ�����¶��µ����ɶ�������ϵ��[17]����ʽ(10)��ʾ��
 (10)
(10)
ʽ�У�Ra=Gr��PrΪ��������GrΪ������������ ��PrΪ����������
��PrΪ���������� Ϊ������������ϵ����K-1����tΪ���������¶Ⱥ���Χ�����¶ȵIJ�ֵ��lcΪ���������ߴ磻
Ϊ������������ϵ����K-1����tΪ���������¶Ⱥ���Χ�����¶ȵIJ�ֵ��lcΪ���������ߴ磻 Ϊ�������˶��ȣ�m2/s��
Ϊ�������˶��ȣ�m2/s��
��������������ķ��任��ϵ����ʽ(11)���㣺
 (11)
(11)
ʽ�У���Ϊͭ�ķ����ʣ����ڶ�(���о�ȡ0.6[16])��cb=5.67 W/(m2��K4)��Ϊ�������ϵ����TwΪ������������ѧ�¶ȣ�K��T��Ϊ���������¶�Ӱ�촦�������¶ȣ�K��
1.4 �߽�������ʵ����֤
�߽�������ѡȡ��ȷ����ģ�����ɿ��ԡ���ȷ�Ե�������Ҫ���أ�ͨ��ʵ����֤�ؼ��߽���������ȷ��ʮ�ֱ�Ҫ�����ڴ����ͭ���������������������漰�ı߽����������ܵ��������ص�Ӱ�죬����ȷֱ�Ӳ�������ˣ�ͨ��������ƴ��������ͷ������������ģ��ʵ�飬ͨ��ʵ������ģ��������ֵģ������֤�߽��������㷽������ȷ�ԡ�
����ģ��ʵ��װ���뷽����ͼ4��ʾ���ᾧ�������븴���������ƵĽṹ��װ�䷽ʽ����ʯī������ˮ��ͭ�ײ�����װ�ķ�ʽװ����һ��ģ��ʵ��ʱ��ͨ����һ���¶ȵĽ���Һ��ע��ʯī������(Ϊ����洢����Һ���������Ϊ���Ľṹ)�������ڽ���Һ���̹�����ͨ��ʯī������ˮ��ͭ��֮��Ļ��ȹ��̡�ʵ�������Ϊ��ʹ����ʱ�����������ȣ���ʵ��װ�õ���������һ���������ά�ޱ��¡�ʵ�������ͨ����ʯī�����ϴ�ײ��µķ�ʽ�ɼ�ģ���¶���ʱ��ı仯�����¿�λ����ͼ4��ʾ������K���ȵ�ż���¡�
���̽���ͭ��ʯī�������϶����ϵ���Լ�һ����ȴˮ�Ĵ���ϵ����������Ҫ�ı߽����������ȵ�ż���¶Ȳ����ۺ�Ӱ�졣Ϊ�˷ֱ���������ȱ���������֤����Ҫ���з���ʵ�飬�Ƚ�����Һ�Ľ���ʵ�飬���ÿ������ȴ������ͨ��ʵ��ɼ��¶���ģ���¶ȵĶԱ���֤��϶����ϵ����ȷ�ԡ�Ȼ�����ͭҺ�Ľ���ʵ�飬��ȴ����Ϊˮ�䣬���þ�����֤����϶����ϵ������һ����ȴˮ����ϵ����ʵ����֤��
ͼ5��ʾΪ����ʵ���ʵ���¶Ⱥ�ģ���¶���ʱ��ı仯���ߣ���ɫ����Ϊʵ���¶���ģ���¶ȵľ���������ߡ���ͼ5��֪��ˮ�����ȴ�ٶ����Դ��ڿ������ȴ�ٶȣ�ˮ��ʱģ���¶Ƚ��͵ı�ʵ���¶�Ҫ�죬��������ģ����������עϵͳ������������˾��ȵ������ȶ�ʵ���в��ñ������ƾ������������´ӽ�����ʼʱ��ʱ���ڽ����ij�ʼ���¶Ƚϵͣ��ܻ�����Ӱ��ϴ��������ֽϴ��������¶ȵ����ߣ�ϵͳ�����ȶ���������ʼ��С������ÿ��ʱ�̵����ֵ����ȡ�����ʵ������������ֵΪ10%����ˣ�������Ϊ���о����õı߽��������нϸߵľ��ȣ������ڴ����ͭ����������ģ���о���
1.5 ���ղ�����ģ�ⷽ�����
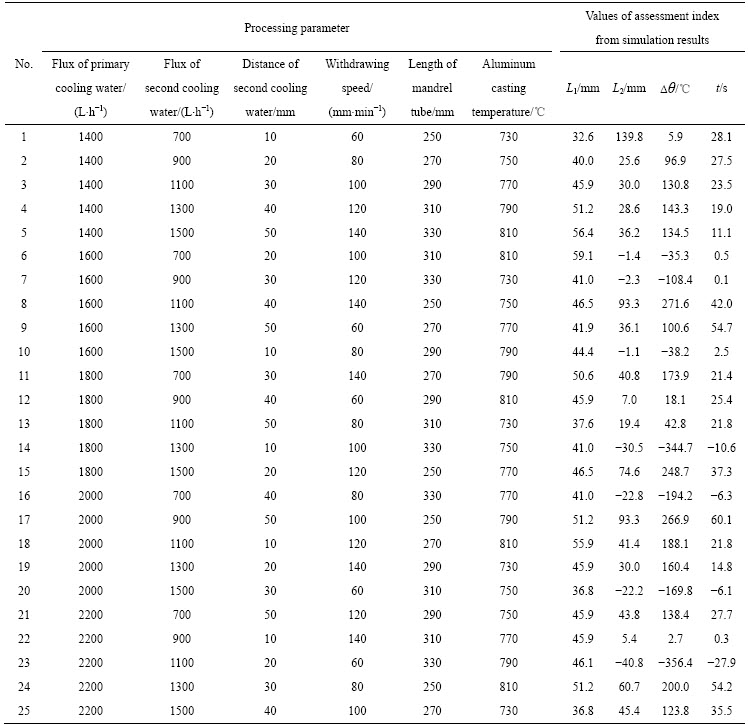
���о���Ӱ���¶ȳ��Ĺ��ղ����϶࣬����ͭҺ�����¶ȡ���Һ�����¶ȡ�һ����ȴǿ�ȡ�������ȴǿ�ȡ�о�ܳ��ȡ������ٶȵȣ�ģ�ⷽ�������������Ҫ������ǰ�ڵ�ʵ���о����[10-12]���ڱ�֤ͭ������������ǰ���£�ͭҺ�������¶ȶ�ͭ������������Ӱ���С���趨ͭҺ�����¶�Ϊ1250 �档��ģ�߽ṹ���������£��Ը����ղ���������ͭ����������������̬�¶ȳ�����ģ�⣬����һ����ȴˮ������������ȴˮ����������ˮ��ᾧ�����ڵ�λ�á������ٶȺ���Һ�����¶ȼ�о�ܳ���(ͼ1�м���ģ���϶˲�����Һ��о�ܿڴ��ľ���)��ͭ������ʽ�������̵�Ӱ�졣���ij�����������ѡ������ˮƽ������L25(56)����������ƣ�ȷ���˸����ղ�����ȡֵ��Χ���ڴ˻����Ͻ��еĹ��ղ����������2��ʾ��
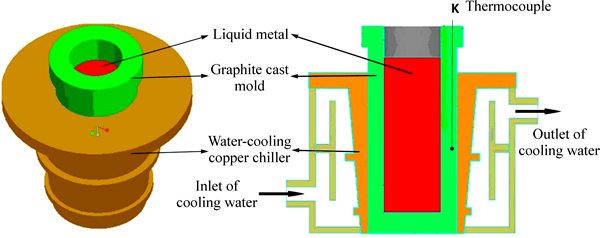
ͼ4 ����ģ��ʵ��װ�ü��ȵ�ż����λ��
Fig. 4 Schematic diagram of physical simulation test device and points of temperature measurement of thermocouples

ͼ5 ����ģ��ʵ��ʱ�����еĽ���Һ���̹�����ʵ���¶���ģ���¶���ʱ��ı仯����
Fig. 5 Temperature-time curves of measured and simulation values during solidification of metals in casting mold in physical simulation tests
��2 ��ֵģ��ղ�����������Ӧ�����µ�ģ����
Table 2 Processing parameters for numerical simulation and their results
2 ���������
2.1 ģ��������ָ��
���ձ�2��ʾ����Ӧ��ProCASTģ��õ�ͭ���������������̳��ι����е���̬�¶ȳ���Ϊ�˸���ֱ�۵ķ��������ղ�����ģ������ѡ��4������ģ������ָ�꣬��ͼ6��ʾ����ָ�꼰�������������£�
1) о�ܳ��ڴ����Ĺ��ȶȡ��ȣ���ͼ6����ʾо�ܳ��ڴ�����Һ�¶Ȧ�Al�����۵�IJ�ֵ�õ���
2) ������Һ��о����ͭ�ܿ�ʼ�Ӵ�����ȴ��ͭ���Ͻ���Ӧ�¶�(548.2 ��)����ʱ��t���ɽӴ�����Le(����������λ��о���·�ʱȡ��ֵ)���������ٶȵõ���
3) ͭ�Ĺ�Һ�����ͭҺ��ڵľ���L1��
4) ���Ĺ�Һ�����о�ܳ��ڵľ���L2(����Һ����λ��о�ܳ����·�ʱȡ��ֵ���Ϸ�ʱȡ��ֵ)��
2.2 ģ����
ÿ��ģ�ⷽ����ģ�������ڱ�2�У����о�Ϊ��ָ���������õ�ˮƽ������������ָ�������У���ָͬ�����Ҫ�̶ȳ����Dz�һ�µģ������ضԲ�ָͬ���Ӱ��̶�Ҳ����ȫ��ͬ����ָ������Ľ�������Ƚϸ��ӣ���3����Ϊ������������

ͼ6 ģ����������ָ����������ʾ��ͼ
Fig. 6 Schematic diagram of assessment index of simulation results
��3 ��2�в�ͬ���ղ�����ģ�����ļ��������
Table 3 Ranges of simulation results at different processing parameters shown in Table 2
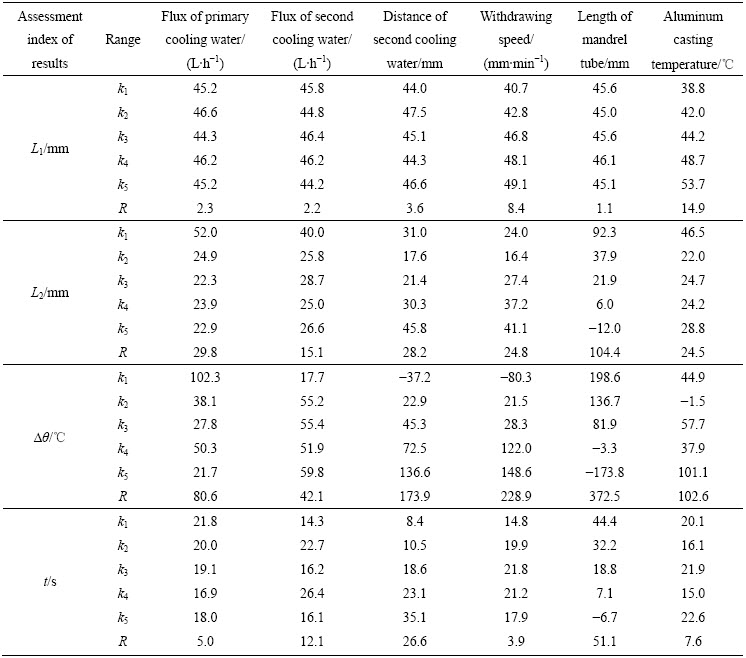
ÿ��ָ���k1~k5�ֱ�Ϊ�����ص�5��ˮƽ����Ӧ�Ľ��ָ���ƽ��ֵ��RΪÿ�����صļ���������ظ�ˮƽ��ƽ��ָ��ֵ�����ֵ����Сֵ֮�����ӳ�˸����ص�ˮƽ�䶯ʱ�����ָ��ı䶯���ȡ�����RԽ��˵������������ѡˮƽ��Χ�ڶԽ��ָ���Ӱ��Խ��Ҳ��Խ��Ҫ����ˣ�����R�Ĵ�С���Ϳ����ж����ص����Ρ�Ϊ�˸���ֱ�۵ı�ʾ�����ղ�����ģ������Ӱ�죬������ֵ���Ƴ�ЧӦ���ߣ���ͼ7��ʾ��
2.2.1 �����ղ�����Ӱ�����
һ����ȴˮ�����Ͷ�����ȴˮ����������ʹ��ȴǿ�����ӣ����յ���ͭ����Һ�������ߣ���Һ��о�ܿڵ��¶Ƚ��Ͳ���ͭ�ܷ�Ӧ��ʱ���̡���ͼ7��ЧӦ���߿�֪��һ����ȴˮ�����Ͷ�����ȴˮ��������ڱ��о�������4�����ض�ģ������Ӱ���С��������ΪӰ��ͭ�������̹��̵���Ҫ����Ϊ��ȴǿ�ȣ�����������ǰ���о���������ȴǿ����һ����Χ������ȴˮ���������Ӷ������������Ƶ�������ȴˮ�����ﵽһ��ֵ����������ȴˮ����������ȴǿ�ȵ�����Ч���������ԡ����ڱ��о���ģ�������ѡȡ����ȴˮ������Χ�Ѿ��㹻��������ȴˮ��������ģ������Ӱ�졣
������ȴˮλ�þ���ᾧ�����ھ������ӣ�о�ܳ�����������Һ�����¶���߶���������Һ��ͭ�ܽӴ�ʱ�¶Ƚϸߣ��Ӵ�ʱ��ϳ�����Ӧ��ǿ�ң����½���������ӣ�������϶�Ӱ�����ܣ���֮��ʹ��Һ��������о�ܳ������ڣ���Һ������ò�������о�������������Ե������ȱ�ݡ������ٶȵ�����ʹ��ͭ���Ĺ�Һ���潵�ͣ���Һ��ͭ�Ӵ�ʱ���¶���߶����ߵĽӴ�ʱ�����̡�
�����ղ�����ͭ���������������ι��̵�Ӱ����Ҫ����������ͭ������λ�á���о����λ���Լ�ͭ��������״̬��Ӱ�졣���о��ֱ�ͨ�������ղ�������������������Ӱ��ķ������ó������ͭ�������������ĺ����Ʊ����ղ�����Χ��
2.2.2 ���ղ�����ͭ������λ�õ�Ӱ��
��ͭ�����������ϳ���ʱ�����ͭ������ʯī������о��֮�����̳��Σ�ͭ�ܴﵽ�ȶ���������Һ����ͭ�����̲���֮���ϡ����ͭ��������ʱ��Һ�������Ȳ��ܵ���о�ܳ��ڣ�����ͭ�ܲ��ܳ��ͣ�ͭ�������������̣����Һ���������ȫ�¹ʣ���Σ�ͭ�Ĺ�Һ���治�˹��ߣ���ֹ����ʱ��Ħ��������Ӷ������������������ϵ��������ͭ�Ĺ�Һ����λ��(ͼ6��L1)��Ҫ�ڱ�֤˳�����̵������¾����ܴ�

ͼ7 ��ָ��ЧӦ����
Fig. 7 Trend curves of effect of processing parameters on different assessment indexes
�ɱ�3�е�ͭҺ����ڴ�����L1�ĸ����ؼ�����������֪��R(��Al)��R(v)��R(L����)��R(Q1)��R(Q2)��R(Lо��)��������������С�Ҷ�ԶС��ƽ��ˮƽ����ʾ���������������ڷ�Χ�ڶ�ͭ�Ĺ�Һ����Ӱ�첻���ԡ���Һ�¶Ⱥ������ٶȶ�ͭ��Һ����Ӱ��������ԣ���ͼ7(a)��ʾ��Ϊ��ֹͭ�Ĺ�Һ������ߣ�Ӧ������Һ�¶Ȧ�Al��730 �棬�����ٶ�v��60 mm/min��
2.2.3 ���ղ�������о����λ�õ�Ӱ��
��Һ��������������Һ�����о�ܳ��ڵ�λ��L2�����������Ĺ�Һ����λ�ø���о�ܳ���ʱ�����������л�����������������ȱ�ݣ��������Ĺ�Һ�����о�ܳ��ڹ��͵�ʱ����Һ�����ͭ�ܽӴ����������淴Ӧ���أ������ڸ��Ͻ�������ܣ����ں������ۡ�
�ɱ�3�е���Һ��о�ܳ��ھ���L2�ĸ����ؼ�����������֪��R(Lо��)��R(Q1)��R(L����)��R(v)��R(��Al)��R(Q2)��о�ܶ�����Һ����Ӱ�������ͼ7��b��ʾ���ڱ��������£�Ϊ��ֹ���Ĺ�Һ�������о���ڲ���Ӧ����о�ܳ���Lо����330 mm��
2.2.4 ���ղ����Խ�����״̬��Ӱ��
��ͭ�������ֽ����ڸ����½Ӵ�ʱ���ᷢ��Ԫ�ص����ɢ���γ�һ����ȵĽ���㡣�ʵ���ȵĽ��������������ǿ�ȣ����������ͭ�����ϲ��ϵ����ܡ���ͬʱͭ�����ֽ����ڸ����µ���ɢ�������γɴ��Խ����仯�����࣬���磬���¶ȴﵽ548.2 ������ʱ��ͭ�����ᷢ��������Ӧ�����ɴ��Խ����仯������CuAl2��ͭ�����淴Ӧ���ɵĴ����ཫ���¸��Ͻ�������������ͭ����Ӧ�̶ȵ�ָ��Ϊ�Ӵ�ʱ��Һ���ȶȡ��Ⱥͷ�Ӧʱ��t���Ӵ��¶�Խ�ߣ���Ӧʱ��Խ�������ɵĴ�����Խ�࣬��ѧ����Խ������Һ���ȶȡ��Ⱥͷ�Ӧʱ��t�ڱ�֤ұ���ϵ�ǰ����ԽСԽ�á�
�ɱ�3�е���Һ���ȶȡ��ȵĸ����ؼ�����������֪��R(Lо��)��R(v)��R(L����)��R(��Al)��R(Q1)��R(Q2)������о�ܳ��Ⱥ������ٶ���Ӱ����Һ���ȶȵ���Ҫ���أ�����ˮ������������Χ�ڶԹ��ȶȵ�Ӱ����������ͼ7(c)��ʾ��Ϊ������Һ���ȶȵķ�Χ�����о�ܳ���Lо����310 mm�������ٶ�v��60 min���������L������10 mm����Һ�¶Ȧ�Al��750 �档
��3�е�ͭ���Ӵ��������¶ȵ�ʱ��t�ļ����������R(Lо��)��R(L����)��R(Q2)��R(��Al)��R(Q1)��R(v)��Ӱ��t����Ҫ������о�ܳ��ȺͶ�����룬���������ض�ʱ���Ӱ�첻���ԡ���ͼ7(d)��ʾ��Ϊʹ��Һ�����ͭ�ܽӴ��ҽӴ�ʱ�価���̣ܶ�Ӧ����о�ܳ���Lо����330 mm��������뾡���̡ܶ�
2.3 ���ղ������ز����������Χ
�ۺ����ϵķ������ó��Ʊ�100 mm��100 mm�����ͭ���������Ŀ��й��ղ�����ΧΪ��һ��ˮ����Ϊ1600~2000 L/h������ˮ����Ϊ900~1100 L/h������ˮ��ᾧ��ʯī�׳��ھ���Ϊ20 mm�������ٶ�Ϊ80~100 mm/min��о�ܳ���Ϊ290 mm����Һ�����¶�Ϊ760~790 �棬ͭҺ�����¶�Ϊ1250 �档
�������ղ����Խ��ָ��ļ����ܺ�Ϊ��о�ܳ��ڴ�����Һ���ȶȡ���Ϊ1000.6 �棬ͭ���Ӵ��������¶ȵ�ʱ��tΪ106.3 s��ͭҺ����ڴ�����L1Ϊ32.2 mm����Һ��о�ܳ��ھ���L2Ϊ226.8 mm���ɴ˿�֪�����ղ����䶯����Һ���ȶȵ�Ӱ��������Ϊ��Һ��о�ܳ��ھ������ȴ�������¶ȵ�ʱ�䣬��ͭҺ����ڴ�����Ӱ����С���������Ժ��ԡ���ʵ�����ʱ��Ӧ���ȵ�����Һ��о�ܿڵ��¶ȡ��ٰ��չ��ղ����Ը�ָ��Ӱ���С��˳��������ղ��������磬�ɱ�3��ͼ7��֪��о�ܳ���Lо��������3��ָ���Ӱ�춼�Ƚ�������Ӧ���ȵ���������ȴˮ����L������֮�������ٶ�v�ٴΣ������������������������̵�Ӱ���С��������������

ͼ8 ���й��ղ����µ�ģ����
Fig. 8 A simulation result under optimized processing parameters
ѡȡ���¹��ղ���������ֵģ�⣺һ��ˮ����1800 L/h������ˮ����1100 L/h������ˮ��ᾧ��ʯī�׳��ھ���20 mm�������ٶ�100 mm/min��о�ܳ���290 mm����Һ�����¶�770 �档�õ���ģ������ͼ8��ʾ�����Կ������ڸ��鹤�ղ����£����������ߴ���о�ܳ��ڸ����������ڱ�����淢�����ɷ�Ӧ�����ɲ����ڽ��������ܵĽ����仯���ͬʱ����о�Ĺ�Һ����λ��Ҳλ��о�ܳ����·���С�ľ��룬�������������������Һ�������������ͭ���ж������γɶ�����������Һ��ͭ������ĽӴ����϶̣������������صĽ��淴Ӧ����ˣ��ù��ղ�����һ���������Ʊ�����������ͭ��������������ʵ�������
3 ����
1) �ڱ��о������£�о�ܳ���Lо����������ȴˮ��ᾧ��ʯī�ľ���L�����������ٶ�3����Ҫ��������������Ӱ�����Lо����L���������ӻ�ʹ��Һ��ͭ�ܽӴ�ʱ�¶����ߣ��Ӵ�ʱ�����ӣ������ڽ��������ܣ���֮��ʹ��Һ��������о�ܳ������ڣ�о�������������Ե������ȱ�ݣ������ٶȵ�����ʹ��ͭ���Ĺ�Һ���潵�ͣ���Һ��ͭ�Ӵ�ʱ���¶���߶����ߵĽӴ�ʱ�����̡�
2) ����ģ�����õ��ı��������µĹ��ղ������ز����ǣ�Ӧ���ȵ���о�ܳ���Lо��������ȴˮ����L������֮�������ٶ�v�ٴΣ���������������ĵ�����
3) �Ϻ������������ղ�����ΧΪ���ڱ���ͭҺ�¶�1250 ��һ���������£���Һ�����¶�760~790 �棬һ��ˮ����1600~2000 L/h������ˮ����900~1100 L/h������ˮ��ᾧ��ʯī�׳��ھ���20 mm�������ٶ�80~100 mm/min��
REFERENCES
[1] MITSUGI S��OELSCHLAGEL D, MIYAKE Y, HANAMI T. Properties of copper-clad aluminum bus bars[J]. Hitachi Review, 1974, 23(6): 261-268.
[2] GIBSON A. Emerging applications for copper-clad steel and aluminum wire[J]. Wire Journal International, 2008, 41(2): 142-148.
[3] ���ȱ�, ���»�, л����. ���ν���ͭ���������ŵĵ������ܼ�������״�ṹ��Ӱ��[J]. �����Ƽ���ѧѧ��, 2009, 30(10): 1292-1297.
LUO Yi-bing, LIU Xin-hua, XIE Jian-xin. Effects of sectional form and configuration on the conductivity of copper cladding aluminum bars with a rectangle section[J]. Journal of University of Science and Technology Beijing, 2009, 30(10): 1292-1297.
[4] ����һ, ��Ҵ�. ��ͭ��������Ʒ����������[J]. ���ӹ�, 1992(3): 53-57.
WAN Tian-yi, Yang Jia-cui. The production method of copper-plating aluminum wire and its products[J]. Aluminum Processing, 1992(3): 53-57.
[5] PAUL A. Method of metal cladding[P]. United States, US3408727. 1968-11-05.
[6] ��Ծ��, ������, ������, �� ��, ������. ͭ�����߲����������κ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2006, 16(12): 2066-2070.
WU Yun-zhong, MA Yong-qing, ZHANG Yang, LIU Shi-yong. Microstructure and mechanical properties of copper clad aluminum wire by drawing at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(12): 2066-2070.
[7] RHEE K Y, HAN W Y, PARK H J. Fabrication of aluminum/copper clad composite using hot hydrostatic extrusion process and its material characteristics[J]. Mater Sci Eng A, 2004, 384(1/2):70-76.
[8] л����, ���»�, ��ѩ��, ���Ǿ�. һ�ְ�������ˮƽ����ֱ�Ӹ��ϳ����豸�빤��[P]. �й�, 200610112817.3. 2006-09-04.
XIE Jian-xin, LIU Xin-hua, LIU Xue-feng, SU Ya-jun. Horizontal continuous direct composite cast forming equipment and technology of a cladding materials[P]. China, ZL200610112817.3. 2006-09-04.
[9] л����, ���»�, ��ѩ��, ���ȱ�. һ�ָ�����ͭ�������κ���渴�ϵ���ĸ�ż����Ʊ�����[P]. �й�, 200810057668.4. 2008-02-04.
XIE Jian-xin, LIU Xin-hua, LIU Xue-feng, LUO Yi-bing. A high performance rectangle cross section copper cladding aluminum composite electric busbar and manufacturing process[P]. China, ZL200810057668.4. 2008-02-04.
[10] ������, ���»�, л����, ������, ������. ���ζ���ͭ�������ϲ���ˮƽ����ֱ�Ӹ��ϳ���[J]. �й���ɫ����ѧ��, 2012, 22(9): 2500-2507.
WU Yong-fu, LIU Xin-hua, XIE Jian-xin, WANG Lian-zhong, DONG Xiao-wen. Copper cladding aluminum composite materials with rectangle section fabricated by horizontal corefilling continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2500-2507.
[11] XIE Jian-xin, LIU Xin-hua,HUANG Hai-you. Horizontal core-filling continuous casting of copper clad aluminum conductor materials: properties and applications[J]. Light Metals Age, 2015, 73(1): 64-67.
[12] SU Yan-jun, LIU Xin-hua, HUANG Hai-you, WU Chun-jing, LIU Xue-feng, XIE Jian-xin. Effects of processing parameters on the fabrication of copper cladding aluminum rods by horizontal core-filling continuous casting[J]. Metallurgical and Materials Transactions B, 2011, 42(1): 104-113.
[13] SU Yan-jun, LIU Xin-hua, HUANG Hai-you, LIU Xue-feng, XIE Jian-xin. Interfacial microstructure and bonding strength of copper cladding aluminum rods fabricated by horizontal core-filling continuous casting[J]. Metallurgical and Materials Transactions A, 2011, 42(13): 4088-4099.
[14] XIE Jian-xin, WU Chun-jing, LIU Xin-feng, LIU Xin-hua. A novel forming process of copper cladding aluminum composite materials with core-filling continuous casting[J]. Materials Science Forum, 2007, 539: 956-961.
[15] ������, ��ҫε, ��־��. HyperMesh��ProCAST�ӿڷ�ʽ���о�[J]. �������켰��ɫ�Ͻ�, 2014, 34(2): 143-145.
HU Ning-bo, LIU Yao-wei, JIA Zhi-xin. Research on the connector way of HyperMesh and ProCAST[J]. Special Cast and Nonferrous Alloys, 2014, 34(2): 143-145.
[16] ��С��, ���»�, ������, л����. ͭ��������ˮƽ����ֱ�Ӹ��ϳ��ι����¶ȳ�����ֵģ��[J]. ���칤��, 2013, 37(3): 10-16.
ZHANG Xiao-jun, LIU Xin-hua, WU Yong-fu, XIE Jian-xin. Simulation on temperature field for solidification process of horizontal core-filling continuous casting of copper clad aluminum bars[J]. Foundry Engineering, 2013, 37(3): 10-16.
[17] ��¼ѵ. ���̴���ѧ[M]. �ɶ�: ���Ͻ�ͨ��ѧ������, 1990.
YU LU-xun. Engineering heat transfer science[M]. Chengdu: Southwest Jiaotong University Press, 1990.
[18] ������. ����ѧ[M]. ����: �ߵȽ���������, 1999.
DAI Guo-sheng. Heat transfer science[M]. Beijing: Higher Education Press, 1999.
[19] WECKMAN D C, NIESSEN P. Numerical simulation of the D.C. continuous casting process including nucleate boling heat transfer[J]. Metallurgical Transactions B, 1982, 13: 593-602.
[20] ROHSENOW W, HARTNETT J P. Handbook of heat transfer[M]. McGraw-Hill Book Company, 1973.
[21] PIORO I L. Experimental evaluation of constants for the Rohsenow pool boiling correlation[J]. International Journal of Heat and Mass Transfer, 1999, 42: 2003-2013.
Numerical simulation analysis of effects of processing parameters on forming process of vertical continuous core-filling casting for copper clad aluminum billets with large section
LIU Xin-hua, FU Xin-tong, FU Hua-dong, XIE Jian-xin
(Key Laboratory for Advanced Materials Processing, Ministry of Education, Institute of Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Taking the copper clad aluminum composite billet with a large section size of 100 mm��100 mm as an object, a numerical simulation of continuous core-filling casting was established. The boundary conditions of the numerical model were determined, and its accuracy was verified by convenient experiment. Based on the verified boundary conditions, the steady-state temperature field of large section copper clad aluminum during the casting was numerically simulated by ProCast software. The effect of each processing parameter on the casting processing is obtained and the controlling method and proper range of the processing parameters are given. The results show that the reasonable processing parameters in preparing copper clad aluminum in 100 mm��100 mm cross section are as follows: under the condition of the casting temperature of copper of 1250 ��, the casting temperature of aluminum is 760-790 ��, the flux of the first cooling water is 1600-2000 L/h, the flux of the second cooling water is 900-1100 L/h, the distance from the second cooling water to the exit of graphite crystallizer is 20 mm, and the withdrawing speed is 80-100 mm/min.
Key words: copper clad aluminum; vertical continuous core-filling continuous casting; temperature field; numerical simulation
Foundation item: Project (2013AA030706) supported by the National High-Tech Research and Development Program of China; Project (Z141100004214003) supported by Beijing Science and Technology Plan, China; Project (2015IB012) supported by Yunnan Province Science and Technology Cooperation Plan, China
Received date: 2016-04-21; Accepted date: 2016-09-06
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(�༭ ��ѧ��)
������Ŀ�����Ҹ����о��뷢չ�ƻ�������Ŀ(2013AA030706)�������пƼ��ƻ���������(Z141100004214003)������ʡ�Ƽ�������Ŀ����(2015IB012)
�ո����ڣ�2016-04-21�������ڣ�2016-09-06
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254��E-mail: jxxie@mater.ustb.edu.cn
ժ Ҫ����100 mm��100 mm�����ͭ��������Ϊ�����������������ϳ��ε���ֵģ�ͣ�ȷ��ģ�͵ı߽���������ͨ����Ƶ�ʵ����֤��ֵģ�ͱ߽�������ȷ�ԡ�������֤�ı߽�����������ProCast������ͭ����������ʽ�������ϳ��ι��̵���̬�¶ȳ�������ֵģ�⣬�õ��˸����ղ������������̵�Ӱ����ɣ������˹��ղ����ĵ��ز��Ժͺ�����Χ������������Ʊ�100 mm��100 mm�����ͭ���������ĺ������ղ�����ΧΪ���ڱ���ͭҺ�¶�1250 ��������£���Һ�����¶�Ϊ760~790 �棻һ��ˮ����Ϊ1600~2000 L/h������ˮ����Ϊ900~1100 L/h������ˮ��ᾧ��ʯī�׳��ھ���Ϊ20 mm�������ٶ�Ϊ80~100 mm/min��
[4] ����һ, ��Ҵ�. ��ͭ��������Ʒ����������[J]. ���ӹ�, 1992(3): 53-57.
[5] PAUL A. Method of metal cladding[P]. United States, US3408727. 1968-11-05.
[8] л����, ���»�, ��ѩ��, ���Ǿ�. һ�ְ�������ˮƽ����ֱ�Ӹ��ϳ����豸�빤��[P]. �й�, 200610112817.3. 2006-09-04.
[15] ������, ��ҫε, ��־��. HyperMesh��ProCAST�ӿڷ�ʽ���о�[J]. �������켰��ɫ�Ͻ�, 2014, 34(2): 143-145.
[17] ��¼ѵ. ���̴���ѧ[M]. �ɶ�: ���Ͻ�ͨ��ѧ������, 1990.
YU LU-xun. Engineering heat transfer science[M]. Chengdu: Southwest Jiaotong University Press, 1990.
[18] ������. ����ѧ[M]. ����: �ߵȽ���������, 1999.
DAI Guo-sheng. Heat transfer science[M]. Beijing: Higher Education Press, 1999.
[20] ROHSENOW W, HARTNETT J P. Handbook of heat transfer[M]. McGraw-Hill Book Company, 1973.
