
���±�ţ�1004-0609(2012)05-1509-11
��������������¯�������̵�Ӱ��
������1, 2���ƺ��1, 2��������1, 2��������3����㳼3
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ����ɳ 410083��2. ���ϴ�ѧ ���̹�ҵ���ܺ���ʡ�ص�ʵ���ң���ɳ 410083��
3. �����³������ܿƼ�����˾������ 215008)
ժ Ҫ��
������е�Բ��������¯�����������¯�������̵��ص㣬��������¯��ƽ����ԵĻ����ϣ������˺�����������¯��ѧģ�ͣ������ü���������ѧ����FLUENTʵ��ȼ�տռ���۳ص��������������ֵģ�⡣ͬʱ�����˲�ͬ��������������¯�������̵�Ӱ�죬����������Ż���ȷʵ����������0.6ʱ�ܹ������ѵ��������ܡ�
�ؼ��ʣ�
������¯����������������������ֵģ����
��ͼ����ţ�TF062���� ���ױ�־�룺A
Influence of swirl number on melting process of aluminum melting furnace
WANG Ji-min1, 2, YAN Hong-jie1, 2, ZHOU Jie-min1, 2, LI Shi-xuan3, GUI Guang-chen3
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Hunan Key Laboratory of Energy Conservation in Process Industry, Central South University, Changsha 410083, China;
3. Suzhou Longray Thermal Technology Co. Ltd., Suzhou 215008, China)
Abstract: Based on validating results by heat balance test for aluminum melting furnace, a reasonable mathematical model which considering the feature of the aluminum melting process was established. The numerical simulation of coupling field between combustion space and aluminum bath in a round aluminum melting furnace was carried out using CFD software FLUENT. The influence of the swirl number on melting process of the aluminum melting furnace was analyzed. According to optimizing criterion which is put forward in this work, the optimal melting performance is obtained when the swirl number is larger than 0.6.
Key words: aluminum melting furnace; swirl number; melting process; numerical simulation
�������ӹ�������20����ǰ��Ҫ���ں��졢���յȾ��¹�ҵ��Ŀǰ�Ѵ���Ӧ���ڹ��õĸ������������ӹ���ҵ�У�������¯�DZز����ٵļ����豸������Ҫ��������������ṩ��Һ����ǰ�����ӹ���ҵ���ٵ���Ҫ��������Դ�ɱ���Ѹ�������������������ϸ�Ҫ����������Ͻ������Ϊ�ˣ�����Ƽ������߶�������¯�������̽����˹㷺��������о���
LI��[1-3]������������Essenhigh/Tsaiģ�ͣ�������������ѧ������¯���ȴ���������Ϊ������¯�������̵��Ż��ṩ������ָ���������������о��Ļ�����WILLIAMS��[4]��LAZIC��[5]��STEVENS��FORTIN[6]ͨ���������о����������¯�������ܵķ�������Щ�о����ܵ�������ð��������ѵ����ơ����ż���������ķ�չ�����ü���������ѧ������������¯������ֵ�о����ɽ�Լ������Դ�ʹ�����ʱ�䡢�����������ܹ���ʵ��Ӧ������¯�������������ȼ�պͻ������ɻ�ý�������о��������ˣ�����ѧ��[7-10]��������¯¯���ȹ����̽�������ֵģ���Ż��о������⣬���������Ͻ����������У���Һ�����¯������������Ӧ���γ������㣬 SOLOVJOV��WEBB[11]��KANTI��[12]�о����������������¯�������̵�Ӱ�졣ʹ�õ�Ž�����ʹ������¯�ںϽ�ɷֺ���Һ�¶ȸ��Ӿ��ȣ����Ҽ���������ʱ���¯�����γɣ�RYDHOLM��SJODEN[13]���ƾ���[14]��TAKAHASHI��[15]�Լ�ALCHALABI��[16]��������¯���������е�Ž�������ý������о��������������Ƶ��ۻ�¯����þ�Ͻ��ۻ�¯������Ҥ¯�����Ͻ���¯�ȣ�����[17-19]������ۻ�¯����ֵģ������˱�����
��Ȼ������¯����ģ�⣬���о���δ������Һ��Ӱ�죬������ȼ�տռ�����Һ�������á����⣬ȼ�����ṹ�Ը���������¯�����������нϴ�Ӱ�졣��ˣ��������߽��������¯�������̵��ص㣬����������������¯��ѧģ�ͣ������ü���������ѧ����FLUENTʵ��ȼ�տռ���۳ص��������������ֵģ�⣬ͬʱ������������������¯�������̵�Ӱ�졣����������Ż������Բ�ͬ����������ϳ����Ż��������������ѵ���������
1 ģ�͵Ľ�����ʵ��
���о��е�������¯��ԲͲ��״����Һλ������¯�²����ಿ��װ������ʽȼ�������伸��ģ����ͼ1��ʾ������ʱ������һ��ȼ�����������̵�������������ռ��������80%����һ����������Ӹ����̵�����������ȼ�������νṹ�����о����ýṹ���п�������ʹ����¯�����ת�������������Ĺܵ�Ӱ�죬��������(S)�ļ��㹫ʽ����[20]��
![]() (1)
(1)
ʽ�У�d1��d2 �ֱ�Ϊ����ͨ�����ڡ��⾶��W��H�ֱ�Ϊ�п���ڽ���ߴ磬����������lΪƫ�ľࡣ
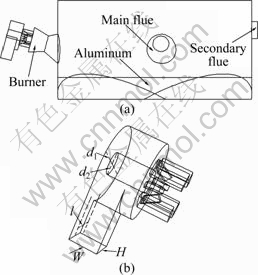
ͼ1 ������¯����ģ��
Fig. 1 Geometry model of aluminum melting furnace: (a) Aluminum melting furnace; (b) Volute swirler
ģ�ͼ��裺
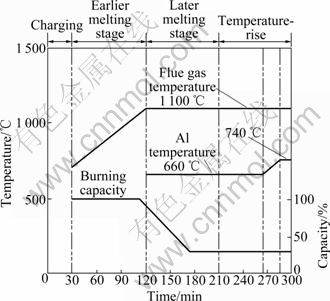
1) ������������̼����ص�(��ͼ2��ʾ[21])�����ݹ���ʵ�ʣ�������Һ���˶�������������������Һ����Ļ�ѧ��Ӧ��ֻ������Һ���ܱ߿����ķ���Ͷ������ȣ���������Һ���ȶȡ�
2) ��Һ�ϱ�����ȸ���һ��Al2O3�������������ȫ[8,16]���������Ⱥͷ����ʷֱ����Ϊ5 mm��0.33��
3) ���ھ�¯�ס�¯����¯�����ɢ�Ⱥ�С���ɲ�����������ʧ[22]��¯�ڱڷ����ʶ������ۻ�����Ӱ���С���ɼ���¯�ű������Һ�±���Ϊ���ȱ߽磬��¯�ڱڷ�������Ϊ0.8��
ͼ2 ������¯�¶ȼ���������ģ��
Fig. 2 Temperature and energy distributing model of aluminum melting furnace
��ѧģ�Ͱ��������Է��̡��������̡����������Լ���ѧ����غ㷽�̣����������ģ�͡�ȼ�շ�Ӧģ���Լ�����ģ�͵ȡ�����ģ�Ͳ��ù㷺ʹ�õı�k����ģ�ͣ�ʹ�÷�Ԥ��ȼ��ģ����ģ����Ȼ���Ϳ�����ȼ�շ�Ӧ��P-1ģ������ģ��¯�ڡ�¯������Һ֮��ķ��任�ȡ�����ϵ��������Ͻ��ڼ�ģ�ͺ���ȫģ��֮���WSGGMģ�͡�������Ͻ��洦����ʽ(2)��������ʹ�ü���������ѧ����FLUENTʵ������ģ�͵���ֵ���㡣
![]() (2)
(2)
ʽ�У���AlΪ��Һ�ĵ���ϵ����TΪ����ѧ�¶ȣ�nΪ��λ����ʸ����hΪ�ֲ���������ϵ����TgΪ¯���¶ȣ�TbΪ¯���¶ȣ�TwΪ������¶ȣ���1Ϊ¯������Һ��ϵͳ�����ʣ���2Ϊ¯�ڶ���Һ��ϵͳ�����ʣ���ΪStefan-Boltzmann������
������Һ�������ж�����������ڹ��������Һ��������˵�����������ȴ�����ʽ���ݣ����ڴ���DZ�ȣ���֧�䵼�ȹ��̵������������£�
![]() (3)
(3)
ʽ�У�fLΪ����Һ���ʣ�LΪ�ۻ�DZ�ȣ�cp,AlΪ��Һ�����ݣ���AlΪ��Һ�ܶȣ���AlΪ��Һ����ϵ����
��ʽ(3)�ɼ�������DZ����Ĺؼ��������Һ����fL���¶ȵı仯���ɡ������ۻ�DZ���ڹ�Һ�������������ͷţ�����ʽ(4)�ĵȼ۱��ȷ���DZ�Ƚ��д� ��[23]��
 (4)
(4)
ʽ�У�c1Ϊ��̬�������ݣ�c2ΪҺ̬�������ݣ�TSΪ�����¶ȣ�TLΪҺ���¶ȣ�LΪ�ۻ�DZ�ȡ�
�����ۻ��¶������ڵĵ��ȹ��̲���Ҫ�����DZ�ȵ�Ӱ�죬���һ�Ҫ�ܱ�����ɸı���������������Ա仯��Ӱ�죬�������������Բ���Ϊ
![]() (5)
(5)
ʽ�У�xLΪҺ�����Բ�����xSΪ�������Բ�����TLΪҺ���¶ȣ�TSΪ�����¶ȣ�xmΪ���������Բ�����
���ͼ2���ɼ���ȼ������Һ���ʳ����Թ�ϵ����ȼ�����ı仯����ʽ(6)ȷ����
 (6)
(6)
ʽ�У�fLΪ����Һ���ʡ�
��Һ�ij�ʼ������![]() 300 K�������������ڱ߽�������Mair-inlet=1.871 kg/s��Tair-inlet=823 K��fair-inlet= 0����Ȼ���ɷֿɰ�����Ȼ���ɷּƣ����ٶȽ��ڱ߽�������Unatural-gas-inlet=43.195 m/s��Tnatural-gas-inlet=300 K��fnatural-gas-inlet=1�����̵������̵��ֱ�Ϊ���ɳ����߽�������Outflowmain-flue=0.8��Outflowsecondary-flue=0.2����Һ��Al2O3�ȵ����Բ����ο�����[8]������FLUENTUDF��FLUENT Scheme��ϱ��ʵ��ȼ�����ĸı䡢Һ���ʵļ��㡢��Һ���Բ����ı�ͱ���ָ��ʱ�̽���ļ��ȡ���Һ���ʴﵽ100%ʱ���������ս���ļ����˳�FLUENT����FLUENT��������ͼ3��ʾ������˵�����£�
300 K�������������ڱ߽�������Mair-inlet=1.871 kg/s��Tair-inlet=823 K��fair-inlet= 0����Ȼ���ɷֿɰ�����Ȼ���ɷּƣ����ٶȽ��ڱ߽�������Unatural-gas-inlet=43.195 m/s��Tnatural-gas-inlet=300 K��fnatural-gas-inlet=1�����̵������̵��ֱ�Ϊ���ɳ����߽�������Outflowmain-flue=0.8��Outflowsecondary-flue=0.2����Һ��Al2O3�ȵ����Բ����ο�����[8]������FLUENTUDF��FLUENT Scheme��ϱ��ʵ��ȼ�����ĸı䡢Һ���ʵļ��㡢��Һ���Բ����ı�ͱ���ָ��ʱ�̽���ļ��ȡ���Һ���ʴﵽ100%ʱ���������ս���ļ����˳�FLUENT����FLUENT��������ͼ3��ʾ������˵�����£�
����liquid_fraction_func�������Һ���ʼ��㡣����al_therm_conduction��al_density����������Һ�����Բ���������capacity_proc����ʵ��ȼ�����ĸı�ͱ���ָ��ʱ�̽���ļ���

ͼ3 ������¯�������̵�FLUENT����ͼ
Fig. 3 Solution procedure of FLUENT for aluminum melting furnace
2 ģ����֤
����ȼ������¯��ijߴ�����ϴ��ö������ṹ�����Ǽ�����Դ�����Ժͼ�����ȷ�ԣ�����������ʱ�䲽���������Լ��飬�Ƚ�����¯���¶���Ա������������5%���ڣ���֤����������ܺ�ʱ�䲽���ij��̶Լ�������Ӱ�졣��ͼ4��֪������ѡȡ��������Ϊ377 442��ʱ�䲽��Ϊ1 s��

ͼ4 �����ʱ�䲽�����Լ���
Fig. 4 Grid and time step independenc test
Ϊ����֤ģ�͵Ŀɿ��Ժ�ȷ�ԣ��������������ǡ���װ�ȵ�ż��ѹ���ƵȲ��Թ��ߣ���ij����35t����ʽ������¯��������ƽ����Ժ���ֵģ�⡣ģ�����Ͳ��Խ���ĶԱ����ڱ�1���ӱ�1���Կ�������ֵģ�����Ͳ��Խ������һ�£�ģ�ͽϺõط�ӳ������¯����״����ͼ5��ʾΪ¯�ż���Һ�¶ȼ������Ͳ��Խ���ĶԱȡ���ͼ5��֪������Ͳ��ԵĽ���仯����һ�£���������С��5%���Ӷ���֤��ģ�͵���ȷ�ԡ����������Ȳ��Խ���Դ���Ҫ�����ڲ��Թ����У�¯�ų��������ڸ�ѹ�������������¯�ڡ����⣬����ģ������к���¯�ڵ�ɢ�ȣ���ʹ��ģ�����������ߡ�
��1 ģ��Ͳ��Խ���Ա�
Table 1 Comparison of simulation results and test values for aluminum melting furnace


ͼ5 ȼ�տռ���۳��¶ȼ���ֵ�����ֵ�Ա�
Fig. 5 Comparison of temperature between computational data and test data in combustion space and aluminum bath
3 �Ż���ģ�ⷽ��
������0.6��ǿ�������ķֽ�ֵ����ʽ(1)��֪��ͨ���ı��п��������е�һ���������ɸı�������S�Ĵ�С������ԭʼ�����������ģ�ⷽ�����2���С�
�Ż������£�
1) ����ʱ�価���̣ܶ���Һ��¯���¶���Ա������С[24-26]��
2) ¯�����̵������¶�Ҫ�ϸߣ����������̵����¶Ȳ��ܳ���1 473 K[27]��
3) ¯��ѹ��Ϊ��ѹ��������10~20 Pa֮�䣬��ֹ���������¯�ںͻ�������[5-6]��
4) ¯������Ϊ���������գ��ȿɱ�֤��Ȼ������ȫȼ�գ��ֿɼ�С�������ߵ�������¯�ų�������Ũ��Ӧ������3%����[27-28]��
��2 ��ͬ���������п��������ijߴ�
Table 2 Size of volute swirler for different swirl numbers

5) �����崿��ȵ�Ҫ��һ����ݺϽ��Ʒ�ֺ���;�IJ�ͬ����һ�����죬ƽ�⺬�⺬��ͨ��Ӧ��0.15~0.2 cm3/100 gAl����[29]��һ������������£������е�ƽ�⺬����������ľ��鹫ʽ��ʾ��
lg c=-5 800/T+4.576+1/2lg p (7)
ʽ�У�cΪ�����������ƽ�⺬����cm3/100 g Al��TΪ��������ѧ�¶ȣ�K�� pΪ¯���е�ˮ������ѹ��mmHg��
4 ������¯��ֵģ��������
��ͬ������ʽ������¯���¶ȷֲ���ͼ6��ʾ����ͼ6�ɿ�����¯�ڻ���ϳ���Լ����¯�ŵ�����λ�ã�ȼ���¶Ƚϸߣ������������ۻ���������бһ���ĽǶȣ�ʹ�������������۳�Һ�����ģ��Ӷ�����ǿ��¯�����������ϵĶ������ȣ��ӿ��۳������ϵ��ۻ��ٶȡ����ں�������Һ��������Һ��Ĵ����Ե���Ϊ��������Һ�ݽ����¶ȴ����ϳ������߷ֲ������ڻ�����¶Ƚϸߣ����ٶȽϴ���Һ�Ľϸ��¶�����λ�ںͻ���Ӵ����·�����������һ���ִ����̵�������һ���ִӸ����̵���������Ȼȼ�����븨���̵��ļн�Ϊ180�㣬�����ڸ����̵��ĸ߶ȸ���ȼ�������ӳ��˸���������¯�ڵ�ͣ��ʱ�䣬��ǿ��¯���������Ŷ���ǿ�����ȹ��̣������¯�£���������ʱ�䡣���⣬���������������̵��Ĵ��ڣ��������Ե���¯�£����ҿɵ���¯ѹ����ˣ����¯ѹ������ͣ��ɹرջ�����̵����ı�¯ѹ��
ͼ7��ʾΪ��������������ʱ��ı仯��ϵ����ͼ7�п��Կ������ڹ�Һ������Һ�¶��������������������ڷ�����䣬���뿪��Һ����ʱ��Һ�¶ȳ����������������ٶȼӿ졣Һ���ʳ�������������������ۻ�DZ���ڹ�Һ�������������ͷ�һ�¡�¯���¶���������ʱ�����Ӷ����ӣ���������ȼ�����ļ�С��¯���¶ȿ�ʼ���ͣ�ֱ��ȼ�������͵�0.3��¯���¶��ֿ�ʼ���ӡ��ۻ���ʼǰ������¯���¶������Ͽ죬����������ܶ�������ʱ�������Ͽ죬������ʼ�ۻ�ʱ������Һ̬���ĵ���ϵ���ǹ�̬����1/3~1/4�������ܶȴﵽƽ��״̬������Һ���ʳ���Լ5%ʱ�����ڼ���ȼ������Һ�������Ӷ����Խ��ͣ��������ܶ�Ҳ���Խ��ͣ���Һ���ʴ���50%��ȼ�������ȶ����������ܶ��ֿ�ʼ�������͡�¯���¶���Ա�����������ʱ������Ӷ���С���ر�����ȼ�����仯��Χ�ڣ������Լ�С����Һ�¶���Ա�����������ʼʱ����������ʱ�䲻�����ӣ�������ʼ�������ʱ����Һ�¶���Ա����ֿ�ʼ��С����Һ���ʴﵽijֵ���۳��ϲ������¶��ѳ����ۻ��¶ȣ���ʼ�ۻ������£��¶����߽Ͽ죬���ײ������Դ���δ�ۻ����Ӷ������ϲ���ײ��²�ϴ���Һ�¶���Ա����ֿ�ʼ���ӡ�

ͼ6 ��ͬ��������¯���¶ȷֲ�
Fig. 6 Temperature distribution in aluminum melting furnace at different melting periods: (a) fL=25%, ��=10 234 s; (b) fL=50%, ��=12 619 s; (c) fL=75%, ��=16 105 s
ͼ8��ʾΪ¯�ź���Һ�ϱ����������¶ȳ��ֲ�����ͼ8(a)��֪����������Ȼ���������л�Ϻ�������б����������¯�ڣ���������¯�ں��Ա���ѹ��Ȼ�������������ӹ�����¯��ĩ���Ⱥ�����¯�ں�¯����ı䷽�Ӷ���¯���γ�һ���ϴ�����У�ʹ����¯����¯���γ�ѭ����������ǿ��¯���������Ŷ����ӳ�����¯����¯�ڵ�ͣ��ʱ�䡣�����������������������ѹҲ���ܵ�������е�Ӱ�졣��ͼ8(b)���Կ���������¶�λ���������ģ�¯�������ٶȽϸߵ��������¶�Ҳ�ϸߡ�����ȼ���������ĸ�����������Һ�ϱ��������н�ǿ�ҵķ��任�ȺͶ�����������ɵģ���ʵ����������

ͼ7 ��������������ʱ��ı仯��ϵ
Fig. 7 Relationship between melting parameters and melting time: (a) Change curves of aluminum temperature, furnace temperature and liquid fraction with melting time; (b) Change curves of relative standard error of aluminum temperature and furnace temperature and heat flux through coupling face with melting time
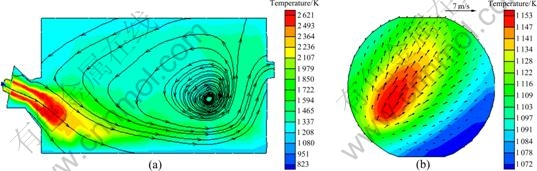
ͼ8 ¯�ź���Һ�ϱ����������¶ȳ��ֲ�
Fig. 8 Temperature field and flow field distributions of hearth and top surface of aluminum bath: (a) Hearth; (b) Top surface of aluminum bath
5 ��������������¯�������̵�Ӱ��
ͼ9��ʾΪ��ͬ�������£���Һ�¶���Ա��¯���¶ȼ�����Ա�����Һ���ʵı仯���ơ�������������ǿ��¯��������Ļ�ϻ��ȣ�����¯���¶����������������Ӷ����ӣ���Һ�¶���Ա����¯���¶���Ա����������������Ӷ���С���ۻ����ڣ���Һ�¶���Ա�������Һ���ʵ����Ӷ����ӣ��������������ۻ�DZ�ȴ��Һڶ�С����ʹ�۳��ϲ��������ۻ����¶����߽Ͽ죬���ײ�������δ�ۻ�����������ϴ���²���������䲻�ϻ�ϣ�¯���¶���Ա�������Һ���ʵ����Ӷ���С�������ۻ�ǰ��ȼ������Һ���ʳ����Եݼ�����¯���¶�����Һ�������Ӷ���С���������ۻ����ڣ�ȼ�������ȶ���¯���¶�������Һ�������Ӷ����ӡ�
ͼ10��ʾΪ��ͬ���������̵��¶Ⱥ�¯�ų�������Ũ����Һ���ʵı仯���ơ�������������ǿ�˿�������Ȼ�����ȼ�գ�����ǿ��¯�������Ļ�����ã������̵��¶��������������Ӷ����ӣ�¯�ų�������Ũ���������������Ӷ���С���������е����ֵ���3%�����⣬ͨ���Ƚ�ͼ10(a)��(b)�������̵����¶�Ҫ�������̵��������������¯�Ľṹ�йأ���ͼ1���Կ�����ȼ�����븨���̵���ˮƽ�н�Ϊ180�㣬�������̵���ˮƽ�н�Ϊ90�㣬��ʹһ���ָ�������ֱ�ӴӸ����̵��ų�����ʽ(6)��֪���ۻ�ǰ�ڣ�ȼ������Һ�������Ӷ����Եݼ������ۻ�����ȼ�������ȶ������ۻ�ǰ���̵��¶���Һ�������Ӷ���С�����ۻ������ֿ�ʼ���ӣ�ͬ����¯�ų�������Ũ�����ۻ�ǰ������Һ�������Ӷ����ӣ������ۻ����ں㶨���䡣
¯ѹ������ʱ���ƽ�⺬�������������ı仯������ͼ11��ʾ�������������ٽ���¯���������Ƚ�����¯���¶����������������Ӷ����ӣ�����¯���¶ȵ����ߣ�¯������Һ����Ƚ�����ǿ��������ʱ�����������������Ӷ����̣�������ʱ������Ӱ�����������������⡣��ˣ������������������ڼ���������������������к��������Ӷ��ﵽ���ܽ��ĺ��������������˫��Ŀ�ġ���ͼ11���Կ�������ͬ��������¯ѹ���Ͽ���Ҫ����¯ѹ���������������Ӷ����ӣ�ƽ�⺬���������������������Ӷ���С������֮��ı仯��ϵ��������������������ǿ����¯�������Ļ����������ġ�
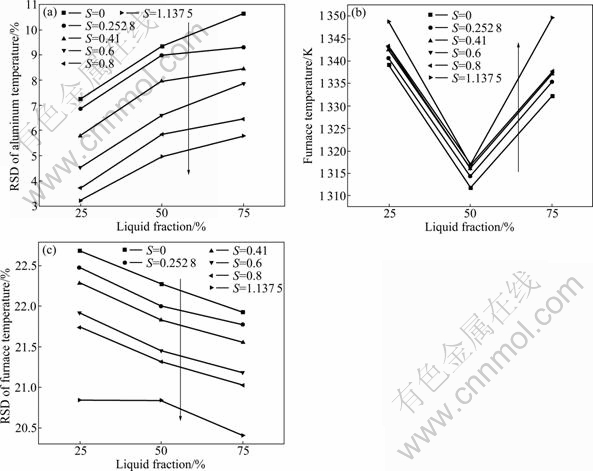
ͼ9 ��ͬ����������Һ�¶���Ա��¯���¶ȼ�����Ա�����Һ���ʵı仯����
Fig. 9 Change trends of RSD of aluminum temperature, and furnace temperature and RSD of furnace temperature with liquid fraction for different swirl numbers: (a) RSD of aluminum temperature; (b) Furnace temperature; (c) RSD of furnace temperature
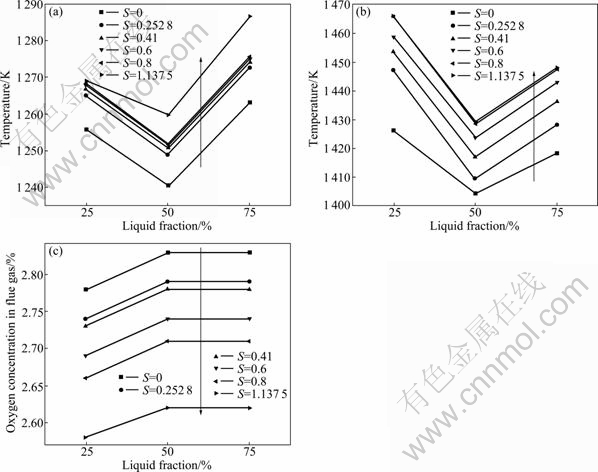
ͼ10 �̵��¶ȡ�¯�ų�������Ũ������Һ���ʵı仯����
Fig. 10 Change trends of flue temperature and oxygen concentration in flue gas with liquid fraction: (a) Main flue; (b) Secondary flue; (c) Oxygen concentration in flue gas
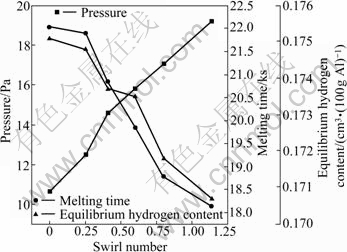
ͼ11¯ѹ������ʱ���ƽ�⺬�������������ı仯����
Fig. 11 Change trends of pressure, melting time and equilibrium hydrogen content with swirl number
ͼ12��ʾΪ��ͬ��������¯���¶ȷֲ������ߡ���ͼ12��������������������0��Զ�����̵���һ��¯�����ֽϴ�����У�����¯���¶ȼ�����Ա��������Ҫԭ������ǿ������ǿ�������Ļ��ȼ�գ�ʹ���������¶��������������Ӷ���С�������¶ȸ��Ӿ��ȣ���¯���¶ȸ��ߡ����⣬����������̫����ʹ���̵����¶ȹ��ߣ��Ҳ�����¯��ѹ�����ơ����ͼ9~11�������Ż����ȷ��������������0.6�ܻ����ѵ��������ܡ�
��Һ�ϱ��������ٶȷֲ���Ƶ��������̬�ֲ���Ҳ����˵�������ٶȹ�С�������Ƚ��٣��е��ٶȾӶࡣ����ƫ�������������ٶȷֲ�����̬�ֲ��ĶԳ���ƫ��̶ȣ���ƫ�ȵľ���ֵ��ֵԽ���ʾ�ֲ���̬��ƫб�̶�Խ��������������ٶȷֲ�����̬�ֲ��Ķ�����ƫ��̶ȣ����ԽСԽƽ̹����Һ�ϱ��������ٶȷֲ����ɵı仯����Ӱ������Һ�¶���Ա����Ϊ��ʹ¯������Һ�Ķ������ȷ����仯��������������ʹ���ۻ�����Ҫ;����ͼ13��ʾΪ��ͬ����������Һ�ϱ��������ٶȷֲ�����ͼ13��֪������������0.6����Һ�ϱ��������ٶȷֲ����Ӿ��ȣ������Һ��Ա���Ľ�С��������Ϊ��Һ�ϱ��������ٶȷֲ���������Һ�¶ȱ仯���ɡ�

ͼ12 ��ͬ��������¯���¶ȷֲ�������
Fig. 12 Temperature field distributions and streamline of hearth for different swirl numbers: (a) S=0; (b) S<0.6; (c) S=0.6; (d) S>0.6
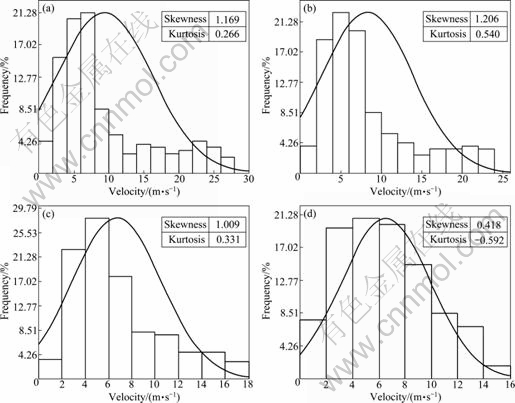
ͼ13 ��ͬ����������Һ�ϱ��������ٶȷֲ�
Fig. 13 Velocity distribution for top surface of aluminum bath on swirl number: (a) S=0; (b) S<0.6; (c) S=0.6; (d) S>0.6
6 ����
1) ͨ���ȽϷ���������¯�������̵���ֵģ��Ľ���Ͳ���ֵ��˵����������������¯��ѧģ���Ǻ����ģ�ģ���ܽϺõط�ӳ�������Ͻ��������̣����������ø�ģ�ͽ���������¯�������̵Ĺ��ղ����Ż��о�������������������������0.6ʱ���ܻ����ѵ��������ܡ�
2) �̵��¶ȡ�¯���¶Ⱥ�¯ѹ���������������Ӷ����ӣ���Һ�¶���Ա��¯���¶���Ա��¯�ų�������Ũ�ȡ�����ʱ���ƽ�⺬�����������������Ӷ���С��
3) �ۻ�������Һ�¶���Ա�������Һ���ʵ����Ӷ����ӣ���¯���¶���Ա���Һ�������Ӷ���С���ۻ�ǰ��¯���¶Ⱥ��̵��¶�����Һ�������Ӷ���С���ۻ����������ӣ��ۻ�ǰ��¯�ų�������Ũ������Һ�������Ӷ����ӣ��ۻ��������ڶ�ֵ��
4) ��Һ�¶��ڹ�Һ���������������뿪��Һ����ʱ��Һ�¶������ٶȼӿ졣¯���¶ȡ���Һ�¶���Ա�������������ʱ�����Ӷ����ӣ��ﵽ����ֵʱ�ֿ�ʼ��С���ﵽ��Сֵʱ�ֿ�ʼ���ӡ�¯���¶���Ա���������ʱ������Ӷ���С������������ܶ���������ʱ�����������ӵ�ƽ��״̬����Һ���ʳ���ijֵʱ�ּ�С��
REFERENCES
[1] LI T X, KING P, HASSAN M, KUWANA K, SAITO K. An analytical furnace model for optimizing aluminum melting furnaces [C]// Light Metals 2005. Warrendale: TMS, 2005: 875- 879.
[2] LI T X, HASSAN M, KUWANA K, SAITO K, KING P. Performance of secondary aluminum melting: Thermodynamic analysis and plant-site experiments [J]. Energy, 2006, 31(12): 1433-1443.
[3] Penmetsa S S, Li T X, King, SAITO K. Scale modeling of aluminum melting furnaces [C]// Light Metals 2005. Warrendale: TMS, 2005: 181-185.
[4] Edward M W, Donald L S, Ken O. Evaluating aluminum melting furnace transient energy efficiency [C]// Proceedings of Symposia Held During TMS 2009 Annual Meeting and Exhibition. Warrendale: TMS, 2009: 43-51.
[5] Lazic L, Varga A, Kizek J. Analysis of combustion characteristic in a aluminum melting furnace [J]. Metalurgija, 2005, 44(3): 192-199.
[6] Stevens W, Fortin J Y. Development of a pilot ��top-charge�� melt furnace to examine the fundamental melting in aluminum [C]// Light Metals 2002. Warrendale: TMS, 2002: 747-750.
[7] GoLchert B M, Zhou C Q, Quenette A, HAN Q,KING P E. Combustion space modeling of an aluminum furnace [C]// Light Metals 2005. Warrendale: TMS, 2005: 887-892.
[8] Nieckele A O, Naccache M F, Gomes M S P. Numerical modeling of an industrial aluminum melting furnace [J]. Journal of Energy Resources Technology, 2004, 126 (1): 72-81.
[9] Golchert B, Kumar A, Venuturumilli R, Adhiya A, Belt C, Tessandori J. How flames/loads interaction affects furnace efficiency in round top furnace operation [C]// Proceedings of Symposium Held During the 2007 TMS Annual Meeting. Warrendale: TMS, 2007: 61-66.
[10] Golchert B, Ridenour P, Walker W, GU M,ZHOU C Q. Effects of nitrogen and oxygen concentration on NOx emissions in aluminum furnace [C]// IMECE2006��Power. New York, 2006: 325-326.
[11] Solovjov V P, Webb B M. Prediction of radiative transfer in aluminum-recycling furnace [J]. Journal of the Institute of Energy, 2005, 78(1): 18-26.
[12] Kanti D A, Mukhopadhyay A, Sen S, Puri I K. Numerical simulation of early stages of oxide formation in molten aluminum-magnesium alloys in a reverberatory furnace [J]. Modelling and Simulation in Materials Science and Engineering, 2004, 12(3): 389-405.
[13] Rydholm B, Sjoden O. Optimized furnace design with electromagnetic stirring [C]// Light Metals 2005. Warrendale: TMS, 2005: 201-208.
[14] �� ��, ������, ����Ƽ, ���. ����¯��Ž���ų�����������ֵģ��[J]. �������켰��ɫ�Ͻ�, 2008, 28(2): 119-121.
Huang Jun, Wang Bao-feng, Zhao Li-ping, LI Jian-chao. Numerical simulation of magnetic field and flow field in aluminum melt with electromagnetic stirring [J]. Special Casting and Nonferrous Alloys, 2008, 28(2): 119-121.
[15] Takahashi K, Maruyama M, Ishikawa N. Simulation for loss of electromagnetic stirring force due to the penetrated aluminum into the furnace lining [C]// Light Metals 2007. Warrendale: TMS, 2007: 49-58.
[16] Alchalabi R, Meng F, Peel A. Furnace operation optimization via enhanced bath circulation: Technologies for production increase and dross reduction [C]// Light Metals 2002. Warrendale: TMS, 2002: 739-746.
[17] �� ��, ��˼Զ, ������, �ι�ǿ. ȼ��þ�Ͻ��ۻ�¯������ȼ�չ��̵���ά��ֵģ��[J]. ��ҵ����, 2008, 37(1): 10-14.
Guo Chen, Long Si-yuan, Xu Shao-yong, YoU Guo-qiang. Three-dimensional numerical simulation of gaseous combustion process in melting furnace for magnesium alloy of gas [J]. Industrial Heat, 2008, 37(1): 10-14
[18] Abbassi A, Khoshmanesh K H. Numerical simulation and experimental analysis of an industrial glass melting furnace [J]. Applied Thermal Engineering, 2008, 28(5/6): 450-459.
[19] ZHOU Nai-jun, ZHOU Shan-hong, ZHANG Jia-qi, PAN Qing-lin. Numerical simulation of aluminum holding furnace with fluid-solid coupled heat transfer [J]. Journal of Central South University of Technology, 2010, 17(6): 1389-1394.
[20] ������, ������, ��ԣ��. ú��ȼ������Ƽ�����[M].����: ��е��ҵ������, 1987: 83-88.
HE Pei-ao, ZHAO Zhong-hu, QIN Yu-kun. Design and operation of pulverized coal burner [M]. Beijing: China Machine Press, 1987: 83-88.
[21] ��־��. dz̸����¯�Ż���Ƽ���[C]//���Ͳļ���(����)��̳�ļ�. ����, 2004: 163-167.
Yu Zhi-hua. Review of optimizing technology on aluminum melting furnace [C]// Proceedings of Aluminum Technology (International). Gangzhou, 2004: 163-167.
[22] ������, �� ��. ������¯��ƽ����Լ����ܷ���[J].��ɫұ�����, 2009, 25(6): 40-42.
Li Shi-xuan, Li Hao. Thermal equilibrium test and energy saving analysis for aluminum smelting furnace [J]. Energy Saving of Non Ferrous Metallery, 2009, 25(6): 40-42.
[23] �� ȫ. �������������������ֵģ��[M]. ����: �㽭��ѧ������, 1998: 38-48.
YANG Quan. Numerical Simulation of metal solidification and casting process [M]. Hangzhou: Zhejiang University Press, 1998: 38-48.
[24] �����. �������Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2006: 182-151.
TIAN Rong-zhang. Aluminum casting alloy [M]. Changsha: Central South University Press, 2006: 182-151.
[25] ������. �������Ͻ������豸[M]. ��ɳ: ���ϴ�ѧ������, 2006: 37-43.
ZHANG Zhong-yu. Technique and equipment of aluminum and aluminum alloy [M]. Changsha: Central South University Press, 2006: 37-43.
[26] ��־��. ������¯�ȹ����������[J]. ұ����Դ, 1987, 5(6): 30-33.
Fu Zhi-hua. Thermal process and energy saving of aluminum melting furnace [J]. Energy for Metallurgical Industry, 1987, 5(6): 30-33.
[27] �ܼ���. ���Ͻ��������������ʴ�[M]. ����: ұ��ҵ������, 2008: 71-81.
ZHOU Jia-rong. Question-answer of melting and casting technology for aluminum alloy [M]. Beijing: Metallurgy Industry Press, 2008: 71-81.
[28] ½ ��, ��Ԯ��. �������������¯���ȴ���¯����Ч�ʽ����ܺĵķ���[J]. ������ɫ����, 2006, 20(6): 16-19.
Lu Yan, LIU Yuan-chao. Measures for increase of heating efficiency and decrease of energy consumption of aluminum smelting furnaces and heat-treating furnaces in the USA [J]. World Nonferrous Metals, 2006, 20(6): 16-19.
[29] ��ף��, �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 395-401.
WANG Zhu-tang, TIAN Rong-zhang. Handbook on aluminum alloy [M]. Changsha: Central South University Press, 2005: 395-401.
(�༭ ��ѧ��)
������Ŀ�����Ҹ��¼����о���չ�ƻ�������Ŀ(2010AA065201)�����ϴ�ѧ��ʿ�����»���������Ŀ(2009bsxt022)
�ո����ڣ�2011-03-25�������ڣ�2011-08-15
ͨ�����ߣ��ƺ�ܣ����ڣ���ʿ���绰��0731-88830897��E-mail: s-rfy@mail.csu.edu.cn
ժ Ҫ��������е�Բ��������¯�����������¯�������̵��ص㣬��������¯��ƽ����ԵĻ����ϣ������˺�����������¯��ѧģ�ͣ������ü���������ѧ����FLUENTʵ��ȼ�տռ���۳ص��������������ֵģ�⡣ͬʱ�����˲�ͬ��������������¯�������̵�Ӱ�죬����������Ż���ȷʵ����������0.6ʱ�ܹ������ѵ��������ܡ�
