
���±��: 1004-0609(2006)09-1563-07
�����Ⱦ��Ǽ�ѹ�Ʊ���ϸ��ͭ
���±�1, 2, �α��2, �� ��2
(1. ������ѧ ������ұ��ѧԺ, ���� 110004;
2. ������ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 116028)
ժ Ҫ: ����һ���Ʊ���ϸ�����ϵ��¼������������Ⱦ��Ǽ�ѹ, ����������ѹ����Ӧ�����Ʊ���ϸ�����ϵĵȾ��Ǽ�ѹ����, ����˴�ͳ�Ⱦ��Ǽ�ѹ�����Ʊ���ߴ糬ϸ�����ϵ�����, �ü����Գ�ϸ�����ϵ��ƹ�Ӧ�þ�����Ҫ���塣 ͨ��DEFORM3D��ͭ�������Ⱦ��Ǽ�ѹ���̵���ֵģ��, �õ����ι����н����������� Ӧ�䳡���¶ȳ����, ���Բ�ͬ�����ٶȺ�Ħ�������µı��ι��̽��бȽ�, �õ��Ż��Ĺ��ղ���, ���Դ˲�������ʵ�顣 ʵ��������, �����Ⱦ��Ǽ�ѹ��ͭ��Ӳ����������, �����Ⱦ��Ǽ�ѹ3���κ�, Ӳ�����ڱ���; �����Ⱦ��Ǽ�ѹ12���κ�, ͭ��ƽ�������ߴ�Ϊ400nm��
�ؼ���: ͭ; �����Ⱦ��Ǽ�ѹ; ��ϸ��; ����Ԫģ�� ��ͼ�����: TG379; TG376
���ױ�ʶ��: A
Ultra-fine grain copper prepared by
continuous equal channel angular press
YUN Xin-bing1, 2, SONG Bao-yun2, CHEN Li2
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
2. School of Materials Science and Engineering, Dalian Jiaotong University, Dalian 116028, China)
Abstract: The continuous equal channel angular pressing introduced is a new method to produce ultra-fine grain(UFG) materials, which applies continuous extrusion technology in ECAP technology to manufacture UFG materials and solves the problem that can��t manufacture large bulk UFG materials by traditional ECAP. Through simulating continuous ECAP process of copper by DEFORM-3D, the metal flow, strain field and temperature field are obtained. The deformation processes are compared under the conditions of various speeds and different friction factors, the optimum process parameters are obtained. The experiments are performed by optimum process parameters, the results indicate that the hardness increases clearly during the first 2 passes of continuous ECAP, and the hardness is saturated after 2 passes, the grain size of about 400nm is achieved after 12 passes.
Key words: copper; continuous equal channel angular press; ultra-fine grain; finite element simulation
��ϸ��������������ص�����֯�ṹ�������������ѧ����������, ʹ���Ϊ�����о�������ȵ�֮һ�� ������֪, �ڵ���������, ��ͳ�����Ա���(�����ơ� ��ѹ�� ���ε�)����ϸ�����ϵľ����ߴ硣 Ȼ��, ��Щ����ֻ�ܲ�������С�ǶȾ�����ǽṹ, Ҫ���500nm���µij�ϸ�����ߴ�, �����þ��д�ǶȾ���ľ����ṹ�� ��������չ�����Ĵ����Ա���(Severe plastic deformation, SPD)����[1-4] ����ͨ��һЩ����ij��η����������ִ�ľ���ϸ��Ϊ�����������������ľ����ṹ, ��ó�ϸ���������ϡ� ���Ⱦ��Ǽ�ѹ(Equal channel angular pressing, ECAP)������������עĿ��һ�ַ���, �������������ཻ�ĵȾ�ͨ����ɵļ�ѹģ����ʹ������úܴ�����Լ���Ӧ��, ��������ǰ�����״�ͳߴ粻�����ı�, ����ɽ��ж�η�����ѹ, ���ɴ˸��Ʋ��ϵ�����[5-7]�� ECAP�������Ʊ������ܡ� ����ྻ�Ŀ��峬ϸ������, Ϊ��ϸ�����ϵĿ�ѧ�о��ṩ�˱�Ҫ������ Ȼ��, ��ǰ��ECAP�������Ʊ����ߴ糬��20mm��20mm��100mm������, ��ʹ�øü������ƹ�Ӧ���ܵ��ܴ����ơ� Raab��[8]��ECAP��CONFORM���н��, �����һ��ʵ�õĴ�ߴ���峬ϸ�������Ʊ��������������Ⱦ��Ǽ�ѹ, �������������Ⱦ��Ǽ�ѹ���ν������о��� �������߽�ϴ�����ͨ��ѧ�������Ƶ�TLJ300������ѹ����ʵ�������ص�, �Ż��������Ⱦ��Ǽ�ѹ����, ����ͭ�������Ⱦ��Ǽ�ѹ���̽��������ۺ���ʵ���о���
1�����Ⱦ��Ǽ�ѹ
������ѹ��20����70�����չ������һ���µ����Լӹ������� �÷�������һ�����ֲ۵�������ת�ļ�ѹ��, ͨ���ֲ�������֮���Ħ����, �������������ϵ�ק��ģǻ, ����ģǻ�ڷ������Ա���, ���Ӽ�ѹģ���������ļ�ѹ��Ʒ�� �ı伷ѹģ����״, �Ϳ������������߲ġ� �ܲļ��ͲĵȲ�Ʒ�� �������ֹ��շ�������ؽ�ͨ����ѹ���ӹ��������ù���Ħ����ת��Ϊ���ε���������ʹ�������µķ���Դ, �ҿ�����������ǧ�����������ijɾ���Ʒ, ʹ���Ϊһ�ָ�Ч�ļӹ��¼�����
��������ѹ������ECAP�����������, Ҳ���ǽ�������ѹ����Ӧ���ڽ���������ϸ������, �������Ⱦ��Ǽ�ѹ����(Continuous equal channel angular pressing, Continuous ECAP)(��ͼ1), ���dz������������г���(Continuous confined strip shearing, CCSS)����֮�����һ���¼���[9, 10]�� ����������ѹ�����ĵȾ��Ǽ�ѹ�����߱���ECAP�Ĺ����ص�, ͬʱ�����������ص���Խ��: 1) ���ռ�, ������������ �����Ⱦ��Ǽ�ѹ�����ǿ���ת�ļ�ѹ�ֶ����ϵ�Ħ����������, �������������г̵�����, ���Բ���ϵ���������; 2) ��ͳ��ECAP������������������Ҫ�õ�¯, �������Ⱦ��Ǽ�ѹ������ͨ�������뵼�ϰ��Ħ�����������ƽ����ı����¶�, ������ܺ�; 3) ��Ʒ�ij��Ȳ�������, �ȿ��Լӹ�������֯�������о�������, Ҳ���������߲IJ�Ʒ��
�ɴ˿ɼ�, �����Ⱦ��Ǽ�ѹ�Ƕ�ECAP�����ķ�չ�봴��, ��Ϊ��ϸ�������ϵ����켼��������һ����;���� Ϊ���о������Ⱦ��Ǽ�ѹ����ϸ�������Ļ���, ����Ҫ������ι��̽�������������о��� ECAP���о����ϱ���[11-15], Ӱ�쾧��ϸ�������س��˱����¶Ⱥͱ����ٶ�֮��, ���м�ѹ·�ߡ� ģ������ǡ� ģ��Բ�ǰ뾶�Լ�Ħ�������Ȳ����� �������Ⱦ��Ǽ�ѹ����ҪӰ�������Ǽ�ѹ��ת�١� Ħ��������ģ�߽ṹ�� ��������ͨ����ͭ�������Ⱦ��Ǽ�ѹ���̵�����Ԫģ��, �о��������Ա�����Ϊ, �������ղ����Ա��ε�Ӱ��, �����Ż��IJ������й���ʵ�顣
2 ����Ԫģ��
�������Ⱦ��Ǽ�ѹ������, �����¶�������������, ��˸ù����Ƿǵ��µ�, ���ڱ����봫�ȵ�������⡣ ���о�������ҵ����Ԫ����DEFORM3DTM�Գ��ι��̽���ģ�⡣ ����������ѹ��ECAP�����ص�, ѡȡ����Ϊ12.5mm��12.5mm�ij�����, ����Ϊ��ͭ(99.99%), ������Ӧ��Ϊ�¶Ⱥ�Ӧ�����ʵĺ���:

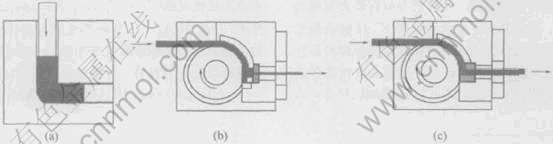
ͼ1 ECAP�� ������ѹ�������Ⱦ��Ǽ�ѹ��ԭ��ͼ
Fig.1 Principle diagrams of ECAP(a) and continuous extrusion(b) and continuous ECAP(c)
�����Ⱦ��Ǽ�ѹ���ε�����Ԫ����ģ����ͼ2��ʾ�� ��Ԫ��������ѭ��ԭ������ȷ��ģ�⾫�ȵ�ǰ����, �������ٵ�Ԫ������������ʱ�䡣 �ڸ�ģ����������Ӵ�������, ϸ��ģ�ߵ�Ԫ, ����������Ԫ���ϡ�衣 ͬʱ���ڸ�ģ�͵ĶԳ���, ȡ��1/2��Ϊģ����� ���ϵij�ʼ��Ԫ��Ϊ12745, ��ѹ�ֵ�Ԫ��Ϊ76713, ѹʵ�ֵ�Ԫ��Ϊ6844, ǻ�嵥Ԫ��Ϊ71670��

ͼ2 ����Ԫ����ģ��
Fig.2 Geometry model of FEM
3 ģ��������
���ȶԼ�ѹ��ת��vΪ3r/min, ģ���ڽ�Ϊ90��, Ħ������mΪ0.6ʱ�ı��ι��̽�����ģ�⡣
ͼ3��ʾΪ�����Ⱦ��Ǽ�ѹ����Ԫģ��Ľ����������ͼ�� ��ͼ3�����������еı���������Կ���, �����Ⱦ��Ǽ�ѹ�����еĽ���������Ҫ�����ڼ�ѹģ����, ˵���˴��Ľ������Ա��αȽϾ��ҡ�
ͼ3(a)��ʾΪ�����Ӵ���ͷǰ�ĵ�Ԫ����ͼ�� [CM)] ͼ3(b)��ʾΪ�����սӴ���ͷʱ�ĵ�Ԫ����ͼ�� ��ͼ3(a)��(b)�ɿ���, ����������ȽϾ���, ������״�ϴ�仯, ����ת����������в�̫��ı仯, ˵������������������δ�����ܴ���Ρ� ͼ3(a)�е���Dz�λ�м�����Ԫ�������ԵĻ���, һ�����Ǹò�λ����Ҫ������; ����Ҫ������Ϊ��ѹ�ֲ۵���ǻ���ͷ��һ���ļ�϶, �������漷ѹ�ֲ���ת, ��ǰ���벻���Ķ�ͷ�ոսӴ�ʱ, ���ֵ�Ԫ�����϶������������, �����ڴ˴�����̫��, ��ֹ���������, ����ʹ���ֵ�Ԫ��������, Ҳ��ʹ�˴������ܴ��Ӧ��ֵ�� ���������˴�ת��ģ�߳��ں�������������ơ� ��ͼ3(c)��(d)�ɿ���, �����ڼ���ģ��, ��Ԫ������ת�Ǹ������Ա�ϸ, ��������ת�Ǵ��Ľ��������˾��ұ���, �Ҵ�ϵͳ�Դ���������������ϸ���� ��ͼ3(c)�������Եؿ���, �������ڽ�����Ǹ�������ı��������, ��������Ҫ���ξͷ������������� ������������ȫͨ��ģ��ת�Ǻ�, �����ı��ξͲ�̫������, ���ڴ�ʱ���������������̵�����, �������ڽ����ڴ˽��ܵ��ļ�ѹ�ָ�����Ħ������������ʹ�����²������ٶȿ�, �ϲ������ٶ������¡�
ͼ4��ʾΪ�����Ⱦ��Ǽ�ѹģ������еĵ�ЧӦ��ֲ������ ��ͼ4(a)�ɿ���, �ڱ��ν���δ�Ӵ���ͷǰ, ����ǻ���ڱ�Ե���ֽ�����ЧӦ��ϴ�, ��Խ����ǻ��IJ��ֵ�ЧӦ��Խ�� ����ЧӦ����ߴ���������Ǹ���, ��Խ�ӽ���ǵ�ЧӦ��Խ�� ��ͼ4(b)�ɿ���, �����սӴ���ͷ, ��ЧӦ���������ǻ���ڱ�Ե����Ǹ����� �ڽ����ս���ģ��ʱ�ĵ�ЧӦ��ֵ��ͼ4(b)�е�������, ���������Ѿ�����ģ��ʱ, ��ЧӦ�伱����[CM(22]���� ͬʱ, ���ڽ���������������, �ڽǴ�Ҳ������Ӧ�䡣 ˵���˽ν��������ܴ�ı���, ������ڽǴ��ı�����Ϊ����(��ͼ4(c))�� �������������ԭ�������ڴ�ʱ�����ܵ��˺ܴ������ģ����ڷ�����ƶ���, ͬʱ���ܵ��ڽ�����Ǹ���ĸ�����Ӧ����ѹӦ��, ������谭�Ž�����ģ������, ������Ǵ��������ܵ��ܴ�ļ�Ӧ��, ����Щ���Ĺ�ͬ������, ���������ܴ�����Ա��Ρ� ͼ4(d)��ʾΪ����������Ӵֽ��뼷ѹģ��������ģ�����еĵ�ЧӦ�䡣 ��ͼ4(d)�ɿ���, �������, ���������忿��ģ����ģ������ĵ�ЧӦ�����Ը��ڿ�����ģ������ĵ�ЧӦ��, �����ĵ�ЧӦ�����ͼ4(c)�εġ� ������˵��, ��������ģ����ģ������ı��δ��ڿ�����ģ������ı���, ����ǵ��½�������������ԭ�� ���������ι�������, ���ϴӽӴ���ͷ��ʼ�㷢�����Ա���; ������ת�Ǵ������ܵ�������Ĺ�ͬ���ö��������ҵı���; ������ͨ��ת�ǽ���ģ����ʱ, �����ֵı�����ԱȽϾ���, ����������ģ��ʱ���βŽ�����

ͼ3 ��������ı���
Fig.3 Deformation of billet mesh
�����Ⱦ��Ǽ�ѹ��ͬ��ECAP��һ��ͻ���ص�������ι�������Ħ����ʹ���ϵ��¶�������������, �������ľ����¶��漷ѹ��ת�ٵı仯���仯, ͬʱ������ģ�仹�������ȴ�����
ͼ5��ʾΪ�����Ⱦ��Ǽ�ѹģ������е��¶ȳ��ֲ��仯�� ��ͼ5(a)�ɿ���, �Ӵ���ͷǰ, ������������¶Ƚ�δ�Ӵ�ǻ��ǰ��������, ƽ����66������, ֻ�оֲ�����(��Ǵ���ǻ���ڱ�Ե����)�¶Ⱥܸ�, Լ100�����ҡ� ��һ���������ԭ�������ڴ�ʱ�����������Ħ������������ú�С, ����¶ȵı仯�����˵��ʮ�������� ͼ5(b)��(c)��ʾ�˽����Ӹս���ģ�������ʱ���¶ȱ仯����� ��ʱ�����ȶԽ����¶ȵ��������źܴ�����á� ���, �ڱ����Ⱥ�Ħ���ȵĹ�ͬ������, �˽ν������¶����ߵúܿ�, �ҽ���ģ������Ľ����¶����������λ�ϸ�, �¶���120��������240�档 �¶ȵĿ������߱���, �˽εĽ�������������ҵ�, ���ҵı���ʹ���������ܸߵ��¶ȡ� ͬʱ, �ڴ�ʱ��ʼ���ֽ����ı���������Ӵ�ģ����ȴ�������, ģ�ߵ��¶�Ҳ��ʼ���������� ��ͼ5(d)���Կ���, �����ν�����ȫ����ģ��ʱ, ��ģ���ڵĽ����¶��������ȶ�, ƽ����280�����ҡ� �¶ȵ�������ڼ�ѹģ������������Ľ������²�, �ֲ���ߴ�300�档 �Ҵ�����Ϊ�������, ���νϴ�, Ħ�����ϴ�, �ڱ����Ⱥ�Ħ���ȵĹ�ͬ�����µ��¸����¶Ⱥܸߡ�
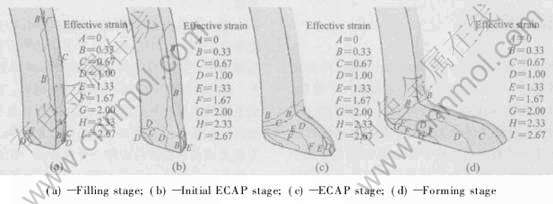
ͼ4 ��ЧӦ��ķֲ��仯
Fig.4 Variety of effective strain of billet
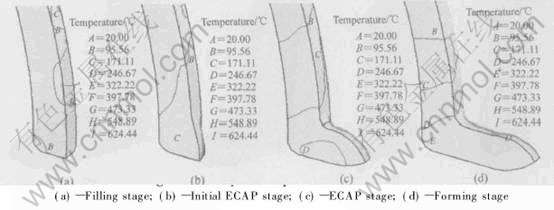
ͼ5 �¶ȳ��ֲ��仯
Fig.5 Variety of temperature field of billet
��ѹ��ת�ٱ仯ʱ, ����������¶ȱ仯�����ͼ6��ʾ�� ����ѹ��ת������ʱ, ������ѹģ�����Ľ����¶���������, ��������Ħ���������������Ĺ�ͬ����, �ڽ�������ģ��������ģ������������, ����������Ħ���ͱ�����ЧӦ��ǿ, �������¶������ߡ� ��һ����˵����������������������, ��ѹ��ת��Խ��, ������������¶Ⱦ�Խ�ߡ� ��ͼ6���Կ���, ����ѹ��ת��Ϊ6r/minʱ, ����������¶��ѽӽ�600��, ���ϻ������ٽᾧ��ʹ��������, �Ӷ�ʧȥ�������Ա���ϸ������������, ���, �ù��ղ��˲�����˿���ٶ�, һ��Ӧ��3r/min���¡�
��ǻ�������ϼ��Ħ�����������仯ʱ, ����������¶ȵı仯�����ͼ7��ʾ�� ��ͼ7�ɿ���, ǻ�������ϼ��Ħ������Խ��, �����ϵ��¶�Խ�ߡ� ���, ��Ħ����������Ч����Ҳֱ��Ӱ����ν��, ǻ�������ϼ��Ħ������Խ��Խ�ʺ��������Ⱦ��Ǽ�ѹ��
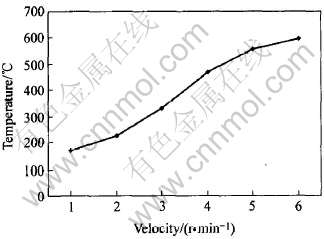
ͼ6 ��ѹ��ת��������¶ȵĹ�ϵ
Fig.6 Relationship between wheel angular velocity and temperature(m=0.3)

ͼ7 Ħ������������¶ȵĹ�ϵ
Fig.7 Relationship between friction factor and temperature(v=3r/min)
4 ʵ����
������������Ԫģ����Ż����, �������Ⱦ��Ǽ�ѹ���ν�����ʵ���о��� ʵ������Ϊ12.5mm��12.5mm�Ĵ�ͭ����, ����d12.5mm���������˾�������ѹ�Ʊ��ġ� ʵ����TLJ300������ѹ���Ͻ���, ģ�߲���90��ת�ǽṹ�� Ϊ�˽��������¶�, ʵ������н�����ͨˮ��ȴ, ʹ�����¶ȿ�����160�����¡�
ͼ8��ʾΪ��ͭ���Ϻ;�Bc·��2���Ρ� 4���Ρ� 6���Ρ� 12���ε������Ⱦ��Ǽ�ѹ���ε��۽ṹ�Լ�12���ε�TEM��Ƭ�� ��ͼ8���Կ���: �����Ǿ�������������ѹ�ӹ�������, �����¶���600������, ����ȫ�˻�̬�ĵ���״�Ͼ���֯(ͼ8(a)), ��ƽ�������ߴ�ԼΪ20��m; ��1~2�������Ⱦ��Ǽ�ѹ�ӹ���(ͼ8(b)), ԭʼ̬�ľ����ڼ�Ӧ�������±�����, �����ڲ��γ��˼��д�, �ڼ��д���, λ���ܶ�Ѹ������, λ�������, �γ�����״�ṹ, λ������̬���۸���, λ���ֲ��ܲ�����, �γ��˴�����λ����, �����ϵ�λ���ܶȴ����ڰ���; ��ӹ����εĽ�һ������(ͼ8(c)), λ��������������, �ߴ��С, ���γ���ȡ����С���Ǿ�; ���żӹ����εĽ�һ������(ͼ8(d)��(e)), С�ǶȾ���ͨ������λ���ȷ�ʽ����ɴ�ǶȾ���, �Ǿ���ת��ɸ�ϸС�� ���ȵĵ��ᾧ; ��12���ε������Ⱦ��Ǽ�ѹ���κ�(ͼ8(f)), ƽ�������ߴ��Ѿ���С��400nm���ҡ�
ͼ9��ʾΪ���������Ⱦ��Ǽ�ѹ������Ӳ��֮��Ĺ�ϵ���ߡ� ��ͼ9�ɿ���: ���ż�ѹ���ε�����, ����Ӳ�ȵ�����Խ��Խ����, 1���������Ⱦ��Ǽ�ѹ��Ӳ��Ѹ������, 3���κ�Ӳ�����ڱ��͡� �������������ԭ����Ҫ�����ڼӹ�Ӳ������[16], ���ӹ�Ӳ��������ϴ����ܳ����ȵ�, ������������������Ӷ�����, ����������������, �����ڱ��͵����ơ� ��ǰ�����ε�ECAP�ӹ�������, ���ڲ��ϵľ����ߴ�ϴ�, ECAP���ε���Ҫ�����Ǿ��ڵ�λ���˶�, �����ڲ�λ��������ֳ, λ���ܶȺͿ�λ�ܶ���������, �γɴ����İ�״�ṹ�Լ��Ǿ��硢 �Ͼ����, ʹ�ò��ϼ������Ա��εĿ�[CM(22]������, ���ּӹ�Ӳ���� ����Baily-Hirsch��ϵʽH=H0+��Gb��1/2, ��֪���ϴ�ʱ��Ӳ�Ƚ��������ӡ� ������ECAP���ε�����, ECAP���εĻ����Ӿ���λ���˶�ת��ΪϸС�ľ��绬��, ���Ȼ����λ���ܶ����ӱ���, �����Ǿ���ϸ������, ��ʱ, �ӹ�Ӳ��������ظ�����ͬʱ����, ͬʱ������, ʹ��Ӳ����������ƽ����
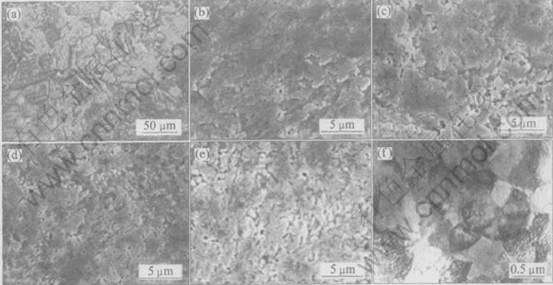
ͼ8 ͭ�����Ⱦ��Ǽ�ѹǰ����۽ṹ
Fig.8 Microstructures of billet copper(a) and copper extruded by continuous equal
channel angular press after 2 passes(b), 4 passes(c), 6 passes(d), 12 passes(e) and TEM image(f) after 12 passes
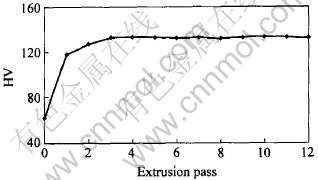
ͼ9 ��Ӳ���뼷ѹ���εĹ�ϵ
Fig.9 Relationship between Vickers hardness and extrusion passes
5 ����
1) �����Ⱦ��Ǽ�ѹ�����н����ľ��ұ�����Ҫ������ǻ��ģ��ת�Dz�λ, ���Ǿ���ʵ�ֳ�ϸ���Ĺؼ���λ��
2) ���ż�ѹ��ת������, ��������¶�������, �ﵽ���������ٽᾧ�¶�, ��ʹ�Ѿ�ϸ���ľ������� Ϊ�˱��⾧������, ��TLJ300��ѹ���Ͻ��������Ⱦ��Ǽ�ѹʱ��ѹ�ֵ�ת��Ӧ����3r/min��
3) �ڹ������������������¾�����СĦ������, �Լ�����Ħ������ı����¶����ߡ�
4) ֻҪ���ƺù��ղ���, �����DZ����¶�, ���������Ⱦ��Ǽ�ѹ�����ǿ���ʵ��ͭ��֯�ij�ϸ����, ��12���κ��ƽ�������ߴ�ϸ����400nm��
5) �����Ⱦ��Ǽ�ѹ����ϵ�Ӳ����������, 3���κ�Ӳ�����ڱ��͡�
REFERENCES
[1]Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation[J]. Prog Mater Sci, 2000, 45: 103-189.
[2]Segal V M, Reznikov V I, Drobyshevkiy A E, et al. Plastic metal working by simple shear[J]. Russ Metally, 1981, 1: 99-104.
[3]Gleiter H. Nanocrystalline materials[J]. Progr Mater Sci, 1989, 33: 223-315.
[4]Valiev R Z, Krasilnikov N A, Tsenev N K. Plastic deformation of alloys with submicron-grained structure[J]. Mater Sci Eng A, 1991, 137: 35-40.
[5]Segal V M. Materials processing by simple shear[J]. Mater Sci Eng A, 1995, 197: 157-164.
[6]��ӽ, ��־��, �ܿƳ�, ��. �����Ⱦ��Ǽ�ѹ(��)����������Ϊģ��[J]. �й���ɫ����ѧ��, 2003, 13(1): 294-299.
LIU Yong, TANG Zhi-hong, ZHOU Ke-zhao, et al. Equal channel angular pressing process of pure aluminum(��)��Simulation of deformation behavior[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 294-299.
[7]Valiev R Z. Structure and mechanical properties of ultrafine-grained metals[J]. Mater Sci Eng A, 1997, 234-236: 59-66.
[8]Raab G J, Valiev R Z, Lowe T C, et al. Continuous processing of ultrafine grained Al by ECAP-Conform[J]. Mater Sci Eng A, 2004, 382: 30-34.
[9]Lee J C, Seok H K, Han J H, et al. Controlling the textures of the metal strips via the continuous confined strip shearing(C2S2) process[J]. Materials Research Bulletin, 2001, 36: 997-1004.
[10]Han J H, Oh K H, Lee J C. Effect of accumulative strain on texture evolution in 1050 Al alloys processed by continuous confined strip shearing[J]. Mater Sci Eng A, 2004, 387-389: 240-243.
[11]Srinivasan R. Computer simulation of the equichannel angular extrusion (ECAE) process[J]. Scripta Mater, 2001, 44: 91-96.
[12]Kim H S, Seo M H, Hong S I. Plastic deformation analysis of metals during equal channel angular pressing[J]. J Mater Proc Technol, 2001, 113: 622-626.
[13]Kim H S. Finite element analysis of equal channel angular pressing using a round corner die[J]. Mater Sci Eng A, 2001, 315: 122-128.
[14]Luis-P��rez C J. On the correct selection of the channel die in ECAP processes[J]. Scripta Mater, 2004, 50: 387-393.
[15]Kim W J, Namkung J C. Computational analysis of effect of route on strain uniformity in equal channel angular extrusion[J]. Mater Sci Eng A, 2005, 412: 287-297.
[16]������, ������, ʯ�。, ��. �Ⱦ��Ǽ�ѹ��ó�ϸ��ͭ���о�[J]. �ȼӹ�����, 2004, 7: 6-7.
WANG Jian-min, XU Xiao-jing, SHI Feng-jian, et al. Investigation on ultra-fine grain copper by equal channel angular pressing[J]. Hot Working Technology, 2004, 7: 6-7.
������Ŀ: ����ʡ��Ȼ��ѧ����������Ŀ(20032106)
�ո�����: 2006-03-28; ������: 2006-05-27
ͨѶ����: ���±�, ������; �绰:0411-84109425; E-mail: yunxb@djtu.edu.cn
[3]Gleiter H. Nanocrystalline materials[J]. Progr Mater Sci, 1989, 33: 223-315.
[5]Segal V M. Materials processing by simple shear[J]. Mater Sci Eng A, 1995, 197: 157-164.
[6]��ӽ, ��־��, �ܿƳ�, ��. �����Ⱦ��Ǽ�ѹ(��)����������Ϊģ��[J]. �й���ɫ����ѧ��, 2003, 13(1): 294-299.
[16]������, ������, ʯ�。, ��. �Ⱦ��Ǽ�ѹ��ó�ϸ��ͭ���о�[J]. �ȼӹ�����, 2004, 7: 6-7.
