
DOI: 10.11817/j.issn.1672-7207.2018.07.009
��ͬ�ȴ��������ڳ�ϸAl2O3���������µij�ʴ�����о�
�����䣬��壬��壬�����
(ɽ����ѧ ��е����ѧԺ��Ч�ྻ��е����������ص�ʵ���ң�ɽ�� ���ϣ�250061)
ժ Ҫ��
��ϵͳ��ѡ�ó�ϸAl2O3������Ϊ��ʴ�������о�3��ҶƬ���ϲ�ͬ�ȴ�����ʽ�µij�ʴ��Ϊ��ͨ��̽�ֲ��ϳ�ʴ�ʡ�����ֲڶȡ�����Ӳ�ȵ����ʴ�Ƕȱ仯�Ĺ��ɣ�������ʴ�������ߵ���ͬ����������֯�ṹ�Գ�ʴ������Ӱ�졣�о����������3�ֲ��ϳ�ʴ�ʶ���1����ߵ㣬��������Խ�ã���ʴ����ߵ���ͽǶȷ����ƶ����ڵͽǶȳ�ʴʱ��������������ʽ��ȥ������֯ԽӲ����ʴ����Խǿ�����лػ���������֯�д�ߴ�̼�����ܹ�ֱ������ʴ���ã��ڽϸ߽Ƕȳ�ʴʱ�����ϱ������ȷ������Ա��Σ�ƫ��ѻ�����ĩ�ˣ����������ӽ��ⲿ�ֲ����г��������۶�ȥ�����ӽ������ʴʱ�����Ͼ��������κ�Ӳ�����������۶�ȥ��������ֲڶ����ʴ�Ƕȱ仯�������Ӻ͵����ƣ����и߽Ƕȳ�ʴ�ı��������ϲ����Խ�õIJ��ϳ�ʴӲ��Խ���ԣ������ʴ�µ�Ӳ���̶���ߡ�
�ؼ��ʣ�
��ʴĥ�����ȴ���������֯����ʴ�������ֲڶ�����ʴӲ����
��ͼ����ţ�TB31��TH452 ���ױ�־�룺A ���±�ţ�1672-7207(2018)07-1634-09
Experimental study on erosion of materials with different heat treatment by ultrafine Al2O3 particles impacting
LIU Ziwu, LI Jianfeng, LI Fangyi, JIA Xiujie
(School of Mechanical Engineering & Key Laboratory of High Efficiency and Clean Mechanical Manufacture,Shandong University, Jinan 250061, China)
Abstract: The erosion behaviors of three materials under different heat-treatment conditions impacted by ultrafine Al2O3 particles on the erosion test equipment were studied. The variation laws of erosion rates, surface roughness, erosion hardening with impacting-angles were studied systematically. Differences and similarities among the characteristic curve of erosion were analyzed and the effect of microscopic structures on erosion mechanism was also explained. The results show that there is the peak value for three plastic materials, and with increasing the plasticity, the erosion peak will move towards the low angles. At low impact angles, the erosion is dominated by micro-cutting, and the harder the microscopic structure of material is, the stronger erosion-resisting becomes. Therein, large size carbides in the tempered sorbite will play an important role in anti-erosion directly. At higher impact angle, deformation dominates the erosion surface, and materials bias stack the end of the grooves, which will be cut down or broken off by subsequent particles. Close to the positive erosion, materials will be hardened and peeled off after repeated deformation. The surface roughness increases initially and then decreases, and the surface has poor quality at the middle impact angle. The better the ductility of material is, the stronger the erosion hardening becomes, and the degree of erosion hardening is the highest at the impact angle of 90��.
Key words: erosion; thermal treatment; microstructure; erosion mechanism; roughness; erosion hardening
FV520b�Ͳ���ּ�KMN�͵ͺϽ��ǿ�֣�������������ʴ���ܺ����õij�����ܣ����������Ĺķ����ѹ����Ҷ�ֵ�����[1-2]��45��������̼�ؽṹ�֣����ھ��ȴ�����ɻ�����õ��ۺ���ѧ���ܣ��㷺Ӧ���ڳ��֡������ˮ��ҶƬ��[3]������Ҷ����Ϊѹ��������Ҫ�������������кܸߵ���ת�ٶȣ������ܵ���������ĸ��ٳ�ʴĥ��[4]�������侭��о����ѹ�����ڲ�������������Ϊ5 ��m�����ϵĹ����������ѹ�������IJ�������ҶƬ��ɳ�ʴĥ�𡣶�ҶƬ�ĵ�ԵֻҪ�м��������ϳ�ʴ���֣�0.05 mm�ķ�϶��������ֲ�ʧ�٣����������¹�[5-7]���о����ϵij�ʴ��Ϊ�����ڿ��ơ����ٳ�ʴĥ���ӳ�ҶƬʹ��������������Ҫ�����塣BITTER��[8-15]�о��˸������ض�����ײ��ĥ���Ӱ�죬���������ӵ���״�����ȡ��ٶȡ�����Ƕȼ��������ܵȣ������ݸ��Ե�������������һЩ��ʴ���ۡ������е�ҶƬ�������ӳ�ʴĥ������о���༯����20 ��m���ϵ�ĥ��������Χ[16-19]���Գ�ϸ������ʴ��Ϊ����ػ����о��ʼ������������ȴ������ص�Ӱ���о��ú��١������ϳɷֺ���֯�ṹ�ı仯���Բ��ϵ��ͳ�ʴ�Ժͳ�ʴ�������кܴ��Ӱ�졣���ڴˣ�����������ƽ������Ϊ7 ��m��Al2O3����Ϊ��ʴĥ�ϣ��о�3��ҶƬ���ϲ�ͬ�ȴ�����ʽ�ij�ʴ��Ϊ��̽�ֲ��ϳ�ʴ�ʡ�����ֲڶȡ�����Ӳ�ȵ����ʴ�Ƕȱ仯�Ĺ��ɣ�������ʴ�������ߵ���ͬ����������֯�ṹ�Գ�ʴ������Ӱ�졣
1 ��������������
1.1 �������
��ʴ��������������Ϊ70 mm��60 mm��5 mm�İ�ġ�������ϵĻ�ѧ�ɷ֡��ȴ�����ʽ����ѧ���ܼ���1����2�ͱ�3�����ϵĽ�����֯��ͼ1(b)~(h)��ʾ����������ȥ�������ۣ��ٽ����ͪ���г�����ϴ����ϴ��ϴ��ɺ����������б��á�
��1 �������ϵĻ�ѧ�ɷ�(��������)
Table 2 Chemical components of materials %

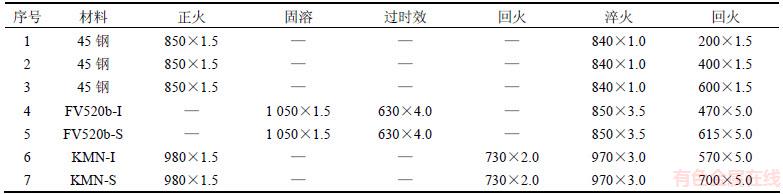
��2 �����ȴ�����ʽ
Table 2 Heat treatment condition of materials ��� h
��3 ���ϵ���ѧ����
Table 3 Physical and mechanical properties of materials

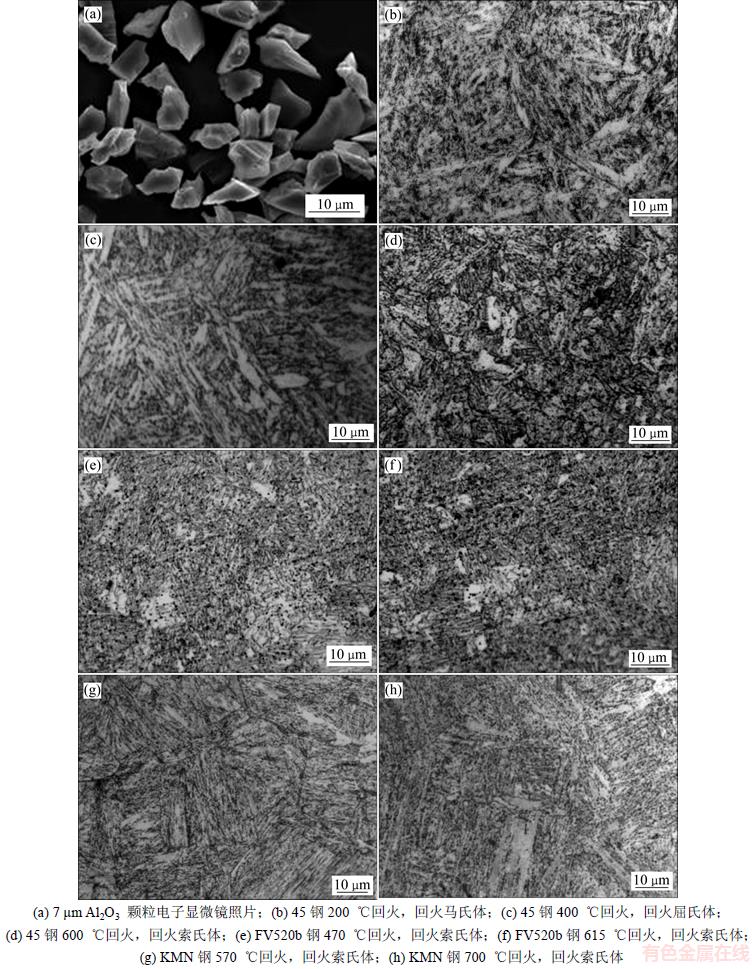
ͼ1 Al2O3��������SEM��ò����ͬ���ϵĽ�����֯
Fig. 1 Electron microscopic images of Al2O3 particles and microstructure observations of different materials
��ʴ�Ϸ�Ϊ����ɰ(Al2O3)������Ϊ7 ��m���������ø�ѡ����ã�����������������70%���ϡ�Al2O3����SEM��Ƭ��ͼ1(a)��ʾ��Al2O3�����Ǽ�������ˮ�İ�ɫ��ĩ����ζ���ʼ�Ӳ���ѻ��ܶ�Ϊ1.53~1.99 g/cm3�����ܶ�Ϊ3.9 g/cm3��Ŭ��Ӳ��Ϊ2 000~2 200 kg/mm2��Ī��Ӳ��Ϊ9.0��
1.2 �����豸
���������ɽ����ѧ�ɳ�������������Ƶ�������ɰ��ʴ�����[20]������12��~90��Ƕ������仯���ӳ�ʴ����[1]��ͼ2��ʾΪ����װ��ʾ��ͼ����Ҫ�ɸ���������Ԫ���ݸ˼��ϵ�Ԫ����ʴ���鵥Ԫ�;���������Ԫ4������ɡ�ͨ�������������������ƣ��ܹ�����ǹ���촦�õ�0~200 m/s����������ٶȡ�ͨ��������תת̨����0��~90��֮��ı��ʴ�Ƕȡ������ݸ˼��������ܱ�֤���ȼ��ϡ��������Ե��ӳӣ���ʵʱ�����ʴ���������ģ�ʵ�ֳ�ʴ������Ч���ơ��������۳�������Ͳʽ���������������ŷţ����������ֳ��ʹ���������
1.3 ���鷽�������۷���
Ϊ�о������ʵij�ʴĥ���ص���ɣ��Բ�ͬ������12��~90���½��жԱȳ�ʴ���顣����ǰ����������������BS224S�;��ܵ�����ƽ��������ʴ��������òʹ��ɨ���������(SEM)�۲죬���ý��������۲���������֯������ֲڶȲ�����������ò�۲����Wyko NT9300�Ͱ�����Dz�����Ӳ��ѡ��MH-9��ά��Ӳ�ȼƽ��в��ԡ�

ͼ2 ���ٳ�ʴ�����豸ʾ��ͼ
Fig. 2 Sketch map of high speed erosion experimental machine
2 �����������
���ϳ�ʴ�������ò���������ʧ���ʴ���������Ƚϣ��䶨�����£�
 (1)
(1)
ʽ�Ц�Ϊ������ʴ�ʣ�mg/g��mtΪ�в�������ʧ��mg��mt1Ϊ��ʴǰ�İв�������mg��mt2Ϊ��ʴ��İв�������mg��mpΪ����Լ�������������g��
2.1 ��ʴ������
ͼ3��ʾΪ���ֲ����ڳ��¡���������Ϊ7 ��m����������ٶ�Ϊ180 m/sʱ[1]����ʴ�����ʴ�Ƕȱ仯�Ĺ�ϵ���ߡ���ͼ3�ɼ���
1) ��600 ��ػ�45���⣬��ѧ�������ƵIJ��ϣ����ʴ��ֵ���в��죬����ʴ��Ҳ������ͬ��Χ�ڣ���ʴ�������߹���Ҳ�������ơ�������ѧ���ܲ�ͬ�IJ��ϣ���ʴ�����ʴ�Ƕ��в�ͬ�ı仯���ɡ�Ԫ�سɷ���ͬ�IJ�����ȣ��и��»ػ���֯�ڵͽǶȳ�ʴ�ʴ��ڸ߽Ƕȵij�ʴ�ʣ���200 ��ػ���������֯���Ǹ߽Ƕȳ�ʴ�ʴ��ڵͽǶȳ�ʴ�ʡ�Ԫ�سɷֲ���ͬ������ȣ���δ�ﵽ��߳�ʴ��֮ǰ����̼���͵ĸ�(FV520b��KMN)�ڵͽǶȳ�ʴ�£�Ӳ��Խ�ߣ��俹��ʴ����Խ�ã���45��400 ��ػ��������Ӳ����Ȼ����600 ��ػ��������Ӳ�ȣ����ڵͽǶ��µij�ʴ�ʲ���ڸ߽Ƕȳ�ʴ�£�����Ӳ�ȽϸߵĻػ���������֯��ʴ�ʽϴ��⣬���������»��Ǹ��»ػ���֯����ʴ�ʶ��ڽϽ��ķ�Χ�ڡ�
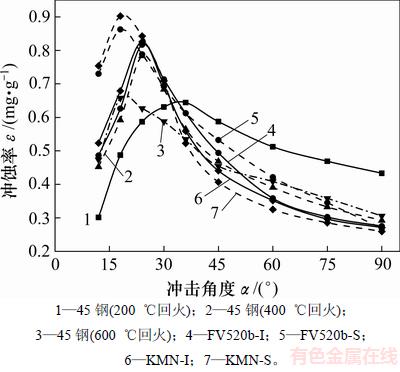
ͼ3 ��ͬ����Ƕ��¸����ϳ�ʴ�ʶԱ�
Fig. 3 Comparison of erosion rates at different impact angles
2) ÿ�ֲ��ϵij�ʴ�ʶ���1����ߵ㡣FV520b��KMN����ͬ�ȴ�����ʽ���������Ƶij�ʴ�������ߡ���200 ��ػ�45�ֵij�ʴ�������߽�ƽ���⣬�����ʴ�������߶��϶��͡���ѧ�������Ʋ��ϵ�����ʴ�Ƕ����ƣ������Ų���������ߣ���߳�ʴ����ͽǶȷ����ƶ���
3) �ڴﵽ����ʴ��֮ǰ��Ӳ�ȽϸߵIJ��ϳ�ʴ�ʽϵ͡���Ӳ�Ƚϵ͵IJ��ϴﵽ��ʴ�ʷ�ֵ��ij�ʴ�Ƕ�ʱ���俹��ʴ����ȴû�����Ե���Ӳ�Ƚϸ߲��ϵĿ���ʴ���ܡ����磺��24���ʴ���£�FV520b��KMN�����ڽϸ��¶Ȼػ��γ���֯�Ŀ���ʴ������ϵ��¶Ȼػ��γɵ���֯�Ŀ���ʴ����������36���ʴ���£�45��200 ��ػ���������֯�ij�ʴ��Ҫ�����������ϻػ��¶ȵ���֯�ij�ʴ�ʡ�
2.2 ��ʴ�������о�
���Բ��ϲ�ͬ�Ƕȵij�ʴ����ʾ��ͼ[21]��ͼ4��ʾ�����ĥ������ǣ������Բ�����˵���ͽǶȳ�ʴĥ��ķ�ʽ��Ҫ������(����1)������(����2)Ϊ�����߽Ƕȳ�ʴȥ��������ҪΪ����Ӳ���۶Ϸ�ʽ(����3)��ͼ5��ʾΪFV520b-I��KMN-S��200 ��ػ��45����180 m/s�ٶȳ���µ�SEM��òͼ��
2.2.1 ����1�γ�ʴĥ��������о�
�����ͽǶȳ�����ϱ���ʱ�����������˶����������ϣ���ͼ4������1��ʾ�����γ������������ĽǶ�ʱ������������������ͼ5(a)��(b)��֪����12�����£����������Ϊ�⻬����������ˮƽ�ٶȴ������ܸ���Ч��ת��Ϊ����������ʧ���к�Ϊdz�����Ĺ��ۣ�����Ϊ0.2~0.3 ��m������ԼΪ2 ��m���ڹ������������ϸС������Ƭ�����ۺ��ٳ��ִ�Ƭ��������Ϊ�ڴ˽Ƕ������������1���������������̣���ʴ�ʽϴ���Ƕ������۱�������뿪�в�ʱˮƽ�ٶȱ�С����ʴ�������������뿪�вĵ�ˮƽ�ٶ�Ϊ0ʱ�������ո������1����������ʴ�ʴﵽ���ֵ[8]��

ͼ4 ���Բ��ϲ�ͬ�Ƕȵij�ʴ����ʾ��ͼ[21]
Fig. 4 Sketch map of erosion mechanisms occurring in ductile material at different angles[21]

ͼ5 ��ͬ����Ƕ��³�ʴ����ò
Fig. 5 Surface morphology of eroded surfaces at different impact angles
��ͼ4������1�ij�ʴ�Ƕ��£���ʴ��ĥ��ĥ����������������Ƶ�[8]����Ӳ�Ļ����ֿܵ����ӵ����롣����ԽӲ����������������Խdz���Ӷ����½�Ӳ���ϵij�ʴ�ʵ��ڽ������ϵij�ʴ�ʣ��ҳ��ֵij�ʴ�ʷ�ֵҲ����(������ʴ�ǵĽǶ�Խ��)�����ڴ��о���10��~45��֮���ʴ�������(��������20��~30��)����߳�ʴ�Ƕ�һ�㱻��Ϊ������30�����ң���ˣ���Щ������Ϊͳ�ƽ����������[8]���Կ�����������Ϊ250 ��m��SiC������ʴ�£���ʴ��ֵ�Ƕ������Ӳ�����Ӷ������ر����IJ���(���紿������ͭ��)����ʴ�ǵ���15�㡣ά��Ӳ��ԼΪ200��SAE-1055��(����״̬)������ʴ��ԼΪ25�㣬��ȫ��ӲӲ��ԼΪ600��SAE-1055�֣�������ʴ��ԼΪ50�㡣
��45�ֵ�600 ��ػ���֯���⣬�¶Ƚϵ͵Ļػ���֯����ʴ���ܸ����¶ȽϸߵĻػ���֯�Ŀ�ʴ���ܡ�45�ֵ�200 ��ػ������֯Ϊ�ػ������壬���»ػ������֯Ϊ�ػ������壬FV520b��KMN��2���ȴ�����ʽ�Լ�45�ֵĸ��»ػ������֯��Ϊ�ػ������壬�ػ������弰�ػ��������Ϊ����������̼��Ļ�е����һ����������ػ��¶ȴﵽ400 ��ʱ����������֯��ȫ�ֽ⣬���ౣ��������̬����ˣ�45����400 ��ػ�ʱ�Ծ��а���״���������Żػ��¶����ߣ��ػ���֯����̼������ߴ������������࣬Խ��Խ�ܼ��طֲ�������������ϡ�����600 �漰���ϻػ�ʱ��������ٽᾧ���γɵ��ᾧ������̼����ۼ����ֻ���Ӳ�Ƚ�һ���½������ں��н϶��Cr��Mo������Ԫ�صĺϽ��FV520b��KMN����ЩԪ���谭λ���;����˶����������ٽᾧ�γɵ��ᾧ������ʹ�ڸ����£�����֯��������λ���������ԣ���Ҳ��֤����Щ��֯�Ծ������õ���ѧ���ܣ�FV520b-I��KMN-I��ʹ�ػ��¶Ƚϸߣ���ǿ�ȼ�����ʴ����Ҳ��45��400 ��ػ���֯������
��45�ֵ�600 ��ػ���֯��Ȼ����������������1�Ƕ��µij�ʴ�ʺܵ͡���֯��̼����ijߴ��ĥ����̵�Ӱ����ͼ6��ʾ��
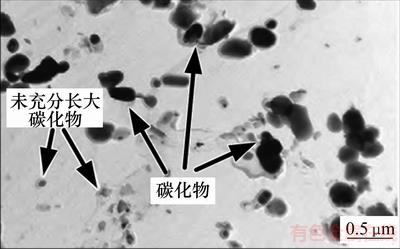
ͼ6 45�ֵ�600 ��ػ���֯��̼����TEM��Ƭ
Fig. 6 TEM images of carbide in 600 �� tempering organization of 45 steel
��ͼ6��֪��45��600��C�ػ���������֯��̼������»ػ��̼����ۼ��ɽϴ�������ܹ��ﵽ0.15~0.30 ��m�����������������ۿ�����ȣ�����Ӳ�ȶ�����ĥ��Ӳ�ȵ�0.8��[22]�����Al2O3��Ӳ�IJ��ϣ���ʹ������DZ��[23]���ܹ�ֱ������ʴ���ã����ԣ��ͳ�ʴ�������{����FV520b��KMN�ػ�������ں�̼���ͣ����´�̼����û�г�ֳ��Ӷ��ػ�����̼�����������٣��ߴ�ҲС�������ױ��ڳ���������ʴ���á�
2.2.2 ����2�γ�ʴĥ��������о�
��ͼ4������2��ʾ�����Ӳ������1������ʱ����Ա���ֱ������ȥ����ֻ�ǽ����ϼ������ڻ��۵������ĩ���γɶѻ�����������������������ɺ��������ӽ��ⲿ�ֲ����г��������۶�ȥ����
��ͼ5(d)�ɼ���FV520b-I�ڳ����Ϊ30��ʱ����ʴ��òΪ������̵��������ۣ�����Ϊ0.3~0.4 ��m������ԼΪ1.5 ��m����ʴ�ڹ�����������нϴ�������Ƭ�����ۺ��ִ�����Ƭ��һЩ��Ƭ���������ӳ�����У���ʴ�ʿ�ʼ�½����������Ϊ60��ʱ(��ͼ5(e)��ʾ)�������ڹ������༰���д����Ĵ�Ƭ�����ҿ�ʼ�����˴��������ѡ����������Խϲ��200 ��ػ��45�֣���30���ʴ�������������ԱȽϹ⻬���ҹ��ۺ����û�д�Ƭ����(��ͼ5(c)��ʾ)���������1����������ʴ�ʼ�����������Ҳ��Ӳ(���Բ�)���ϳ�������ʴ�ǶȽϸߵ�ԭ��ͬʱ���Է��֣���36���ʴ�£���������FV520b-Iȥ����ʽΪ�������������1��ȥ�����ϣ��Ӷ������ڴ˽Ƕ��£���ʴ�ʿ�ʼ���ڽ�Ӳ��200 ��ػ�45�ֵij�ʴ�ʡ�
2.2.3 ����3�γ�ʴĥ��������о�
��ͼ4������3��ʾ�������ķ����˶�����һ�������вı��棬ʹ�ÿ���ѹ����ϱ��棬�γɳ�����ӣ���ͼ5(f)��ʾ����ͼ5(f)��֪��90���ʴ����ȫ������dz��һ�����״�İ��ӣ��ڰ��ӵ���Χ�в���¡��Ͳ��ϴ�Ƭ����Щ¡��ʹ�Ƭ�ں��������IJ��ϴ����£������������Ա��Σ�Ӳ�����������۶ϣ����Ӱвı�����ʧ��
Ӳ�����������۶϶��Ƕ��ѵ�һ����ʽ������ԽӲ����������ĽӴ�Ӧ��Խ����Խ�������������Ա���Խ�Ӵ�Ӧ��Խ�ɳڣ������γɵ�¡��ʹ�Ƭ�Ͳ��װ�������۶ϡ����ʱӦ�������Լ����ϵ����Ա�������������֯�йأ�һ�����Ա����ڻ�������У��ػ�������Ϊ������֯��ǿ�Ⱥ�Ӳ���{�������Ժͳ�����Եͣ�����γɵIJ���¡��ʹ�Ƭ������Ӳ�����������۶ϡ����ݽ���ѧ����[24]��һ��Ӳ��ֲ������ԵĻ�����ʱ�����Ա���ֻ�ڻ�������У����������ֲ��Ĵ������ɲ������ֲ�����ɴ��������Ĵ��ԣ��ػ������弰�ػ���������̼�����ϸ��״�ֲ������Ժõ��������У����������Ա��Ρ��ɳ����ӳ��ʱ����Ӧ��������Խ��������ʴ����Խ�á�
2.3 ��ʴǰ�����ֲڶȷ���
����ֲڶ���Ӱ�����ƣ�ͼ���ʴ����Ϊ����Ҫ���ء�Ϊ��˵����ͬ����Ƕ��£���ʴ����ֲڶȲ��ϴ��ԭ����FV520b-I��KMN-S��200 ��ػ�45���ڲ�ͬ�Ƕȳ�ʴ�����ֲڶȲ����з�������������ͼ7��ʾ��

ͼ7 ���ϳ�ʴ����ֲڶȱ仯����
Fig. 7 Curves of erosion surface roughness at different impact angles
�ڵͳ���Ƕ��£���ʴ������Ϊ�����ڳ�ʴ���ڣ�������òΪƽ���ڳ�ʴ�����dz�������������ۣ��������������ϸС������Ƭ�����ּ��ٴ�Ƭ���ں�����ʴʱ����Ȼ������ʵ�ʳ���ǶȻ������仯�����Dz����ԡ����ϵ�ȥ����������Ϊ�����ֲڶȽϵ͡���Ƕ������������������̣��ֲڶ�Խ��Խ��ͼ5(a)~(d)���Կ���������Ӳ���������С����ʴ��������Խdz����˵�����ϱ����Ӳ��Ӱ���ų�ʴ��ò������Ӳ��ԽС�����Ա���Խ���أ��ֲڶ�Խ�ߡ�
�ڽϸ߳�ʴ�Ƕ��£��ڳ�ʴ���ڣ�����������������������������ڻ��������ĩ���γɴ���������Ƭ����һ����ʴ�����ӵ�ʵ�ʳ���ǶȽ����������ò�ı仯�������仯���������ۼ����ߵĴ�Ƭʵ�ʳ�ʴ�Ƕȱ仯�����ԣ�������ʴ���Բ�������Ϊ��������������ĩ���γɵij�ʼ��Ƭ�������ʵ�ʳ���ǶȽ�������Ҫ�Զʹ�ѹΪ��������ȥ����Ƭ�����¸������ʴ�ʽ��͡���ʼ�γɴ�Ƭǰ���IJ����ں���������ʴ�£������γɴ�Ƭ����ѹ����ʼ��Ƭǰ�ˣ���ɴ�Ƭ�ѻ������ʴ�Ƕ����ߣ�������������γɴ�ƬҲԽ��Խ���Ҳ�������ĩ�˶ѻ���Ƭ������ӽ������ʴ����������ȥ�����Ӷ����±���ֲڶ����������Բ��Ӳ�IJ��ϣ����ڶѻ���Ƭ�ױ��ʹ���������۶ϣ��Ӷ������ֲڶȱ��������ԺõIJ��ϵ͡�
�ڽӽ������ʴ�Ƕ��£�������ʴ���в����Լ�ѹ����Ϊ�������ڳ�ʴʱ���ڱ����γɰ��Ӳ��ڰ��ӵ���Χ�γɼ�ѹ��Ƭ����һ����ʴʱ��������������γɵİ��Ӽ����ڴ�Ƭ�ϡ����ڳ�ʴ�ǶȽϸߣ�������ѹ�����γɵĴ�Ƭˮƽλ�Ƽ�С���Ӷ���ʵ�ִ�Ƭ�ѻ���������������ڳ��ڴ�Ƭ�ϣ��γ��°��Ӽ���ϸ�Ĵ�Ƭ��ͬʱ�������ڴ�Ƭ�ܿ�����ѹ���߶ȱ�ͣ����±���ֲڶȲ��ߡ�
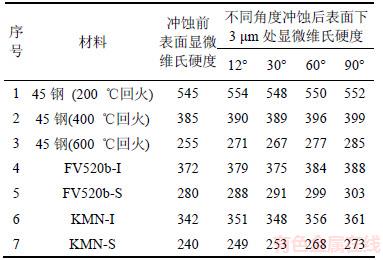
2.4 ��ʴǰ�����Ӳ�ȶԱȷ���
�ڳ�ʴ�����У����ϴ��ڸ�ѹ����Ӧ�估��Ӧ���ʵ�״̬����Щ���û�������Ͼ���ϸ����λ�����࣬�Ǿ������࣬�γɸ�λ���ܶȵļӹ�Ӳ���㡣RICHARDSON[22]������ĥ��ĥ������ʱ���ֲ��������ĥ����ӹ�Ӳ����(ĥ���)��Ӳ�ȹ�ϵ��δ�����εIJ���Ӳ�ȵĹ�ϵ��ֱ�ӡ����Ը������ڲ�ͬ�Ƕȳ�ʴ�������3 ��m����Ӳ�ȣ�������4��ʾ��ѡȡFV520b-I������12�㣬30�㣬60�㼰90���ʴ������ÿ��3 ��m����1��Ӳ�ȣ��������Ϊ18 ��m�������ͼ8��ʾ��
����FV520b-I���ڲ�ͬ�Ƕ��³�ʴӲ������Ȳ��Խ�����£���12�㼰30�㣬Ӳ����Ȳ������ԣ�Ϊ3~6 ��m����60���ʴʱ��Ӳ�������Ϊ9~12 ��m����90���ʴʱ��Ӳ�������ԼΪ15 ��m��������Ϊ���ų���Ƕ������������ٶ����ӣ�����������ʹ�ø�������ǿ�Ⱥ���Ӳ����ߡ�һ����Ϊ�������ڵ��Ա��ν��ǿɻָ��ģ����ﵽ���Ա��κ��Dz��ɻָ��ġ����Ա������������λ���ܶ�����Ӧ��ǿ���ĸ���ԭ���о���ʴĥ���Ӳ������ȿ���Ԥ�������ʴ��Ӧ��Ӱ����ȡ�
��4 ���ϳ�ʴ���DZ������Ӳ��
Table 4 Erosion sub-surface hardness of materials

ͼ8 �DZ�����Ӳ�ȷֲ�����
Fig. 8 Microhardness distribution curves of sub-surface at different impact angles
�������Բ��ϣ��ڸ���ʴ�Ƕ��£��������������dz�������Ӳ���㡣��������ǿ�������ſ�������Ƕ�������Ӧ�ķ����ܼ�С���Բ��ϱ������Ӱ�����Ӷ����漰�DZ����ǿ��Ч������ǿ�����ǣ��������Ӳ�Ȳ��������Ƕ����Ӷ����������������ڵͽǶȳ�ʴʱ�����嶼�����Ӳ���������ʴ�����ӻ���һ��˥��Ĺ��̣���˥��ﵽһ���̶�ʱ����ʼ���������ԺõIJ�����Ӳ�����д������ߣ�����ά��Ӳ������30���ϣ��������Բ�IJ���(200 ��ػ��45��)��������γ̶ȵͣ�Ӳ���̶�Ҳ�ϵͣ�Ӳ������������10��
��ʴ���漰�DZ���Ӳ������Ϊ�������ܱ��в�����ת��Ϊ���Ա����ܣ����ź��������ij�����DZ���������Ա��λ��ۣ�λ���ܶ����������������ã����ο������ӣ��DZ������ǿ�Ⱥ���Ӳ����ߡ���Ƕȡ���ʴ������Ӳ���½��������ڳ�ʴ�ʸߣ����²��ϻ�û���Ӳ�����Ѿ���������ʴ�����Ƕȼ�������ʱ�����������������ҳ�ʴ���½���ʹ�ò������Ա��γ�ֻ��ۣ�����Ӳ���̶���ߡ�
3 ����
1) ���ȴ������Ͼ����ֳ����͵����Բ��ϳ�ʴ���ԡ���ʴ�����ų���Ƕȵ�������������С�������Ų������Ե���ߣ���߳�ʴ����ͽǶȷ����ƶ�����30�����ҵͽǶȳ�ʴʱ����Ӳ����û�б��ֳ����õĿ���ʴ���ܡ�
2) �ͽǶ����ӳ�ʴĥ��Ļ������������ͳ�ʴ�Ի�����Ӳ�ȵ����Ӷ���ߣ�����̼�������γɿ���ʴ̼����ߴ�ʱ�����ϵĿ���ʴ������ߣ��ػ���������֯�Ȼػ���������֯����ʴ���߽Ƕ����ӳ�ʴʱ�����Բ��Ͼ��������Ա��κ�Ӳ��������۶�ȥ������ĥ��һ����Ӳ�ȵ����Ӷ��½����ػ���������֯�Ȼػ���������֯�ͳ�ʴ��
3) �ϸߵĴֲڶȻ�ٽ����港ʴ�ͱ���ƣ�����ˣ�����ʴӲ�������Ʊ��港ʴ�ͱ���ƣ�����ˣ���ˣ���ʴ�ֲڶȺͳ�ʴӲ����ҶƬ���˱��뿼�ǵ����⡣�ڵͽǶȳ�ʴ�£�����⻬�ҳ�ʴӲ�����dz�����и߽Ƕȳ�ʴ�£�����ֲڶȽϸߣ���ʴӲ�������ӽ������ʴ�����������Ϻã���ʴ�ʽϵͣ����ڱ�����γɽ���ij�ʴӲ���㡣
4) ��е����Ӱ���ʴ����������ʴ�������ԣ���ˣ�ҶƬ���˲�λ����Ӧ�������������ͳ�ʴ���ܡ���ʴ�������ԡ�����Ƕ�֮���ӳ���ϵ���Ӷ�ѡ����ʲ��ϡ�
�ο����ף�
[1] �����. ����ѹ����Ҷ�ֳ�ʴĥ��������ɵ��о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2015: 1-33.
WANG Guangcun. Study on erosion wear mechanism and law of impeller in centrifugal compressor[D]. Jinan: Shandong University. School of Mechanical Engineering, 2015: 1-33.
[2] ���廪. KMN��ѹ����ҶƬ�����۸����������ӹ������о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2015: 1-16.
ZHAO Yanhua. Research on laser cladding repaired and subsequent processing characteristics of KMN steel compressor blade[D]. Jinan: Shandong University. School of Mechanical Engineering, 2015: 1-16.
[3] ����ϼ, ���, ������, ��. �����еҶ�ֳ��ò��ϳ�ʴ���ʴ����ĥ�������о�[J]. �����ܷ�, 2013, 38(12): 23-26.
PANG Youxia, LI Bing, ZHU Zongming. Study on abrasion properties of common materials for fluid mechanical impeller at interactive erosion and cavitation wear[J]. Lubrication Engineering, 2013, 38(12): 23-26.
[4] UTAMURA M, FUKUDA T, ARITOMIi M. Aerodynamic characteristics of a centrifugal compressor working in supercritical carbon dioxide[J]. Energy Procedia, 2012, 14: 1149-1155.
[5] LIU Ziwu, LI Jianfeng, JIA Xiujie, et al. Establishment and analysis of erosion depth model for impeller material FV520B[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2016, 3(1): 27-34.
[6] ���, ������, �����, ��. ����ѹ�����ڹ�����Ҷ��ĥ�����ֵģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(10): 4147-4154.
LI Jianfeng, GONG Baolong, JIA Xiujie, et al. Numerical simulation of the solid particle erosion in a centrifugal air compressor impeller[J]. Journal of Central South University (Science and Technology), 2013, 44(10): 4047-4054.
[7] �ϸ������. ����ʽ����ѹ�����������Ϸ���[J]. ���ɹ�ʯ�ͻ���, 2011, 37(21): 55-56.
MENG Genqiqige. Analysis of common faults of centrifugal air compressor[J]. Petrochemical Technology of Inner Mongolia, 2011, 37(21): 55-56.
[8] BITTER J G A. A study of erosion phenomena��Part ��[J]. Wear, 1963, 6(3): 169-190.
[9] ��Ƽ, �. ����Ϳ��ij�ʴĥ������о�[J]. Ħ��ѧѧ��, 2012, 32(2): 195-198.
ZHONG Ping, LI Jian. Study of erosion behavior of polyuria coating[J]. Tribology, 2012, 32(2): 195-198.
[10] LAGUNA-CAMACHO J R, MARQUINA-CH VEZ A, M
VEZ A, M NDEZ-MNDEZ J V, et al. Solid particle erosion of AISI 304, 316 and 420 stainless steels[J]. Wear, 2013, 301(1/2): 398-405.
NDEZ-MNDEZ J V, et al. Solid particle erosion of AISI 304, 316 and 420 stainless steels[J]. Wear, 2013, 301(1/2): 398-405.
[11] DRENSKY G, HAMED A, TABAKOFF W, et al. Experimental investigation of polymer matrix reinforced composite erosion characteristics[J]. Wear, 2011, 270(3/4): 146-151.
[12] AKBARZADEH E, ELSAADAWY E, SHERIK A M, et al. The solid particle erosion of 12 metals using magnetite erodent[J]. Wear, 2012, 282/283(1): 40-51.
[13] YILDIZLI K, KARAMIS M B, NAIR F. Erosion mechanisms of nodular and gray cast irons at different impact angles[J]. Wear, 2006, 261(5/6): 622-633.
[14] MBABAZI J G, SHEER T J, SHANDU R. A model to predict erosion on mild steel surfaces impacted by boiler fly ash particles[J]. Wear, 2010, 257(5/6): 612-624.
[15] HUANG C K, CHIOVELLI S, MINEV P, et al. A comprehensive phenomenological model for erosion of materials in jet flow[J]. Powder Technology, 2008, 187(3): 273-279.
[16] CAI Liuxi. New features of solid particle erosion damage of control stage blades in supercritical steam turbine[J]. Proceedings of the Institution of Mechanical Engineers Part A Journal of Power & Energy, 2015, 230(1): 76-85.
[17] ZHANG Junqiu, HAN Zhiwu, YIN Wei, et al. Numerical experiment of the solid particle erosion of bionic configuration blade of centrifugal fan[J]. Acta Metallurgica Sinica (English Letters), 2013, 26(1): 16-24.
[18] ����, �Ƴ�, ����, ��. Юɳ�������·�����ҶƬͿ���ʴ�����о�[J]. ���ϵ���, 2016, 30(10): 95-99.
ZHANG Yong, HUANG Chao, LIU Zhao, et al. Research on erosion properties of wind turbine blade coating under the wind-carrying action[J]. Materials Review, 2016, 30(10): 95-99.
[19] ��ɻ�. ��ͬ�ȴ���������Cr12�ֵij�ʴĥ�����ܼ��������о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2012: 15-27.
YANG Chenghu. The research on erosion wear performance and mechanism of Crl2 steel in different heat treatment process[D]. Jinan: Shandong University. School of Mechanical Engineering, 2012: 15-27.
[20] ���, �����, ������, ��. һ��������ɰʽ��ʴĥ�������: �й�, CN103760048A[P]. 2014-04-30.
LI Jianfeng, WANG Guangcun, LIU Ziwu, et al. An airflow sandblasting erosion tester: China, CN103760048A[P]. 2014-04-30.
[21] FINNIE I. Some reflections on the past and future of erosion[J]. Wear, 1995, 95(s186/187): 1-10.
[22] RICHARDSON R C D. The abrasive wear of metals[J]. Wear, 1969, 14(4): 290-291.
[23] RICHARDSON R C D. The wear of metals by relatively soft abrasives[J]. Wear, 1968, 11(4): 245-275.
[24] ������. ����ѧԭ��[M]. ����: ұ��ҵ������, 2013: 422-423.
YU Yongning. Principles of metallography[M]. Beijing: Metallurgical Industry Press, 2013: 422-423.
(�༭ ����ƽ)
�ո����ڣ�2017-07-09�������ڣ�2017-09-18
������Ŀ(Foundation item)�������ص�����о���չ�滮(973�ƻ�)��Ŀ(2011CB013401)��ɽ��ʡ̩ɽѧ�߽��蹤����Ŀ(20130925) (Project(2011CB013401) supported by the National Key Basic Research Program (973 Program) of China; Project(20130925) supported by the Taishan Scholars Construction Engineering of Shandong Province)
ͨ�����ߣ���壬��ʿ�����ڣ�̩ɽѧ�ߣ����»�е�ӹ����ա���ɫ����������������о���E-mail: ljf@sdu.edu.cn
ժҪ�����ø��ٳ�ʴ����ϵͳ��ѡ�ó�ϸAl2O3������Ϊ��ʴ�������о�3��ҶƬ���ϲ�ͬ�ȴ�����ʽ�µij�ʴ��Ϊ��ͨ��̽�ֲ��ϳ�ʴ�ʡ�����ֲڶȡ�����Ӳ�ȵ����ʴ�Ƕȱ仯�Ĺ��ɣ�������ʴ�������ߵ���ͬ����������֯�ṹ�Գ�ʴ������Ӱ�졣�о����������3�ֲ��ϳ�ʴ�ʶ���1����ߵ㣬��������Խ�ã���ʴ����ߵ���ͽǶȷ����ƶ����ڵͽǶȳ�ʴʱ��������������ʽ��ȥ������֯ԽӲ����ʴ����Խǿ�����лػ���������֯�д�ߴ�̼�����ܹ�ֱ������ʴ���ã��ڽϸ߽Ƕȳ�ʴʱ�����ϱ������ȷ������Ա��Σ�ƫ��ѻ�����ĩ�ˣ����������ӽ��ⲿ�ֲ����г��������۶�ȥ�����ӽ������ʴʱ�����Ͼ��������κ�Ӳ�����������۶�ȥ��������ֲڶ����ʴ�Ƕȱ仯�������Ӻ͵����ƣ����и߽Ƕȳ�ʴ�ı��������ϲ����Խ�õIJ��ϳ�ʴӲ��Խ���ԣ������ʴ�µ�Ӳ���̶���ߡ�
[1] �����. ����ѹ����Ҷ�ֳ�ʴĥ��������ɵ��о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2015: 1-33.
[2] ���廪. KMN��ѹ����ҶƬ�����۸����������ӹ������о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2015: 1-16.
[3] ����ϼ, ���, ������, ��. �����еҶ�ֳ��ò��ϳ�ʴ���ʴ����ĥ�������о�[J]. �����ܷ�, 2013, 38(12): 23-26.
[7] �ϸ������. ����ʽ����ѹ�����������Ϸ���[J]. ���ɹ�ʯ�ͻ���, 2011, 37(21): 55-56.
[8] BITTER J G A. A study of erosion phenomena��Part ��[J]. Wear, 1963, 6(3): 169-190.
[9] ��Ƽ, �. ����Ϳ��ij�ʴĥ������о�[J]. Ħ��ѧѧ��, 2012, 32(2): 195-198.
[18] ����, �Ƴ�, ����, ��. Юɳ�������·�����ҶƬͿ���ʴ�����о�[J]. ���ϵ���, 2016, 30(10): 95-99.
[19] ��ɻ�. ��ͬ�ȴ���������Cr12�ֵij�ʴĥ�����ܼ��������о�[D]. ����: ɽ����ѧ��е����ѧԺ, 2012: 15-27.
[20] ���, �����, ������, ��. һ��������ɰʽ��ʴĥ�������: �й�, CN103760048A[P]. 2014-04-30.
[22] RICHARDSON R C D. The abrasive wear of metals[J]. Wear, 1969, 14(4): 290-291.
