
Trans. Nonferrous Met. Soc. China 25(2015) 1073-1079
Fatigue properties of temperature gradient transient liquid phase diffusion bonded Al7075-T6 alloy
Seyyed Salman Seyyed AFGHAHI1, Aliakbar EKRAMI2, Saeed FARAHANY3, Amirreza JAHANGIRI3
1. Department of Engineering, Faculty of Materials Science and Engineering, Imam Hossein University, Tehran 15816-18711, Iran;
2. Department of Materials Science and Engineering, Sharif University of Technology, Tehran 11365-9466, Iran;
3. Department of Materials, Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering, University Teknologi Malaysia, Johor 81310, Malaysia
Received 26 May 2014; accepted 26 November 2014
Abstract: Fatigue properties of Al7075-T6 alloy joined by temperature gradient transient liquid phase (TGTLP) diffusion bonding using liquid gallium interlayer was investigated. The fatigue specimen was jointed at 460 ��C under 10 MPa pressure for 10 min. The TLP bonded samples were homogenized at 465 ��C for 2 h and then T6-heat treated. The fatigue life of Al7075-T6 alloy was determined as 107 cycles under 90 MPa while the fatigue life of TLP bonded sample under this stress amplitude was 1.2��106 cycles, which is about 10% of the total Al7075 alloy fatigue life. The fatigue fracture surfaces of Al7075 sample and TGTLP bonded sample were studied using scanning electron microscope to characterize the nucleation sites and crack growth stages in both samples.
Key words: Al7075 alloy; fatigue; transient liquid phase; gallium
1 Introduction
Al7075-T6 alloy has low density and high specific strength, as well as high electrical and thermal conductivities [1]. The high strength of Al7075 alloy is due to precipitation hardening through heat treatment which produces a uniform dispersion of fine precipitates in the microstructure of this alloy. The presence of an aluminum oxide on the surface of aluminmum alloys prevents metal-to-metal contact at the joint interface which affects joint quality [2]. Therefore, transient liquid phase (TLP) diffusion bonding method was developed to minimize the problems for joining or repairing aluminium components. Moreover, TLP diffusion bonding has been widely used for joining of aluminium metal matrix composite [3-5]. TLP diffusion bonding with a temperature gradient across the bond region is the basis of a new bonding method which results in joints with excellent reliability [6]. This is because of the development of sinusoidal or cellular interface at the joint which increases the contact between parent materials. In contrast to conventional TLP diffusion bonding, this new method relies on solute diffusion in the liquid phase. Some aerospace facilities or gas turbine engine components are exposed to very high working temperatures and cyclic loads. Therefore, it is very important that all alloys and joints which are used in these industries satisfy these critical working requirements. Previous studies [7,8] related to fatigue properties of Al7075 alloy have shown that in high cycle fatigue (HCF) regime, numerous constituent particles of brittle phases, dispersed in the ductile matrix, play an important role in void formation. Moreover, fatigue damage formation and evolution with respect to particle topology and grain size and orientation in a rolled Al7075-T6 alloy have been reported by XUE et al [8]. However, there is limited research on the fatigue properties of a TLP joint in this alloy system. In this work, temperature gradient transient TLP (TGTLP) bonding of Al7075 alloy was done using liquid gallium (Ga) interlayer. Using Ga as interlayer for TLP joining of aluminum alloys is a recent innovation in this field. Gallium is used as interlayer as it is highly soluble in aluminum (about 20% at 20 ��C) which prevents the formation of any intermetallic compound at the joint.
After conducting several fatigue tests, HCF properties of TGTLP bonded sample and Al7075-T6 alloy sample were determined and compared to one another.
2 Experimental
The interlayer used for TGTLP bonding was liquid gallium which was supplied from Alfa Aesar Company. The Al7075 alloy used in this work was provided from wrought alloy with mean grain size of about 8 ��m. The chemical composition of the used Al7075 alloy determined by optical emission spectroscopy is shown in Table 1. To prepare fatigue test sample, two cylindrical specimens with 17 mm in diameter and 70 mm in length were sectioned from Al7075 slab. The surface of each specimen was polished by grinding on a 1200 grade silicon carbide paper followed by cleaning with ethanol. Liquid gallium was then applied very gently on both faying surfaces using a soft cloth (which was warmed to 40-60 ��C). Preheating of faying surfaces to 50��C improves the wetting by liquid gallium. The mass of coated gallium obtained was about 0.001 g corresponding to a gallium interlayer of about 10 ��m in thickness. Due to surface tension and low amount of gallium applied for interlayer, no any portion of squeezed out was observed after applying pressure.
Table 1 Chemical composition of Al7075 alloy (mass fraction, %)

An induction heating system was used to induce the heat for TGTLP bonding. Immediately after applying gallium, the prepared specimens were brought into contact and then inserted in cylindrical chambers composed of two stainless steel 304 blocks. The temperature gradient at the interface was applied by using two induction coils with different internal diameters, which were placed around stainless steel 304 blocks. These blocks were used for applying pressure and heating up specimens by conduction. To minimize the heat loss, two stainless steel 304 blocks were insulated with fiberglass. The temperature was monitored with attaching the thermocouples to the both of stainless steel 304 blocks. The difference in temperature indicated the temperature gradient at joint area. The temperature difference between two stainless steel blocks was adjusted to 70 ��C. The temperature of the upper block was about 425 ��C and for the lower block was 495 ��C. Schematic diagram of the bonding process is shown in Fig. 1. After applying pressure with a punch tool, heat was induced by induction coils of various diameters placed around stainless steel blocks. A typical heating rate was about 200 ��C/min. To reach this heating rate, the blocks were pre-heated to the joining temperature. The bonding was done at 460 ��C under 10 MPa pressure for 10 min based on Ref. [9].
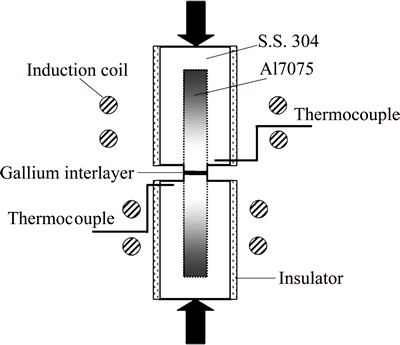
Fig. 1 Schematic diagram of TGTLP bonding process
Precipitation hardening heat treatment (T6) was applied on all Al7075 alloy and TLP bonded samples by heating samples at 450 ��C for 2 h, quenching in water and finally artificial aging at 120 ��C for 24 h. All Al7075 alloy and TLP bonded samples were prepared for fatigue test according to E-466 ASTM standard using EMCO- EMCOTURN125 two axis CNC machining equipment. Fatigue tests were conducted using rotary-bending equipment with 50 Hz frequency. To obtain fatigue life of Al7075 alloy, six Al7075 alloy samples were used in which the samples undergo 107 cyclic loads. Different stress amplitudes were imposed on Al7075 alloy specimens which were below the fatigue life of a specimen with ideal surface as upper limit. After determining the fatigue life, fatigue test was done on TLP bonded sample under the same stress amplitude. It should be mentioned that the applied mean stress was zero. Fatigue fracture surfaces were studied using scanning electron microscopy. Crack nucleation sites and crack propagation paths were specified and the fracture modes were determined in each sample.
3 Results and discussion
3.1 Bonding characterization
An optical micrograph for a bond made at 460 ��C under 10 MPa for 10 min was shown in Fig. 2(a). There is no sign of a bright joint line, oxide particles and impurities in the joint center and a uniform microstructure with the base alloy is observed. For more precise study, the microstructure of bonded joints was examined by scanning electron microscopy (Fig. 2(b)). As can be seen, no joint line was observed due to complete gallium diffusion and subsequent homogenization of the joint area. However, some voids were observed in the bondline region. The formation of the voids can be attributed to the shrinkage of molten eutectic phase after diffusion of gallium in the base 7075 alloy.
Figure 3 shows elemental mapping analysis of the joint area indicating the distribution of major elements including copper, zinc and especially gallium. There is a uniform gallium distribution in both sides of the joint line, indicating a unvarying microstructure at these areas.
3.2 Fractography
In this work, systematic observations were made on changes in the fracture surfaces and damage micromechanisms, which were characterized in three fatigue stages: fatigue crack formation, microstructurally/ physically small cracks and long cracks. This resulted in development of a model known as multi stage fatigue (MSF) used for the high-cycle fatigue of a cast A356 Al alloy [8,10]. Based on this model, the total fatigue life is decomposed into four consecutive stages: incubation (INC), microstructurally small crack (MSC) growth, physically small crack (PSC) growth and long crack (LC) growth.
Ntotal=NInc+NMSC+NPSC+NLC (1)
3.2.1 Al7075-T6 alloy
Figure 4 shows the HCF fracture surface of Al7075-T6 alloy. As seen from this figure, four distinct areas namely INC, MSC, MSC and LC are distinguished. Figure 5 presents fracture surface close to the specimen surface. As seen from this figure, coarse precipitates close to the edge are fractured or de-cohesed from precipitate-based alloy interface and cause crack nucleation. The EDS spot analysis results of precipitates in the base alloy reveal that the main constituents of this phase are Al, Cu and Fe (Fig. 6). The white phase can be either Al6(Cu,Fe) or Al7Cu2Fe phases which has been also reported by XUE et al [8] for rolled 7075-T651 Al alloy. Al7Cu2Fe precipitate has a tetragonal lattice structure with lattice parameters of a=6.33  and c=14.81 . Crack propagation stage includes MSC and PSC stages. The known driving force for this stage is crack tip displacement [11].
and c=14.81 . Crack propagation stage includes MSC and PSC stages. The known driving force for this stage is crack tip displacement [11].
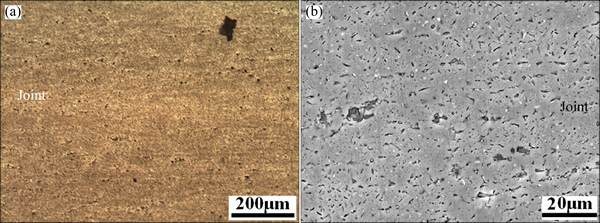
Fig. 2 Optical (a) and SEM (b) images of sample joined at 460 ��C for 10 min
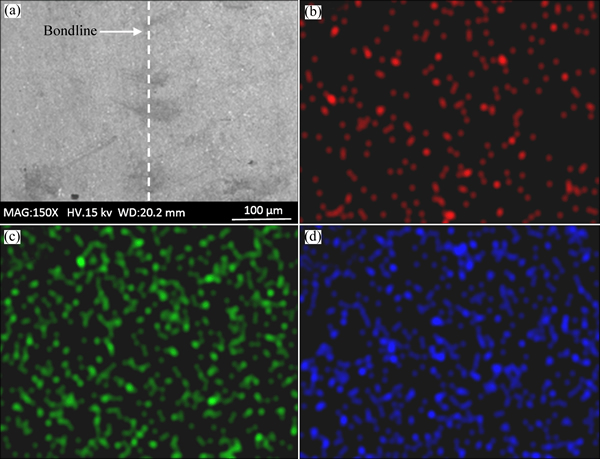
Fig. 3 SEM image (a) and elemental mapping of gallium (b), copper (c) and zinc (d) in joint area
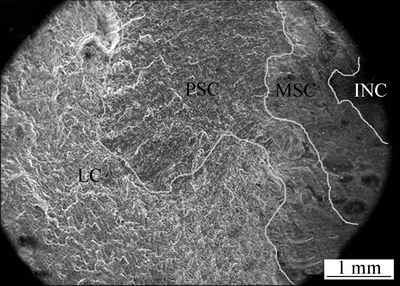
Fig. 4 Fatigue fracture surface of Al7075-T6 alloy with marked fatigue stages
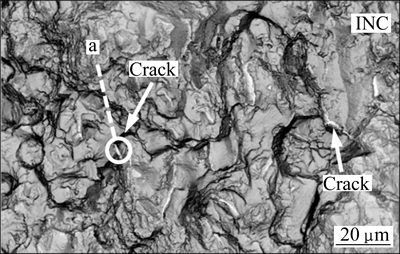
Fig. 5 Crack nucleation sites close to surface of Al7075-T6 sample (INC area)
Figures 7 shows the MSC and PSC stages, respectively. Microscopic observations show that the crack growth in MSC stage is non-planar, which indicates the shear activity on active slip systems inside the grain. This stage is usually seen in HCF regimes at high magnifications and Fig. 7(a) confirms this phenomenon. Figures 7(b) and (c) show the PSC stage of crack growth process. Feature markings and tongues are distinguishable in these figures, indicating cleavage fracture in the PSC stage, which is in agreement with previous researches [7,8]. It has been claimed that if the crack length comes close to dendritic cell size in A356 alloy, then unstable and rapid crack propagation will occur [8]. The fracture mechanism in this stage is dimple rupture which takes place by overloading. This type of rupture is a result of void formation, growth and coalescence. Since the static fracture is dominant in the last stage of fatigue, this stage is very sensitive to microstructure and mean stress. The final stage of fatigue fracture is shown in Fig. 8.
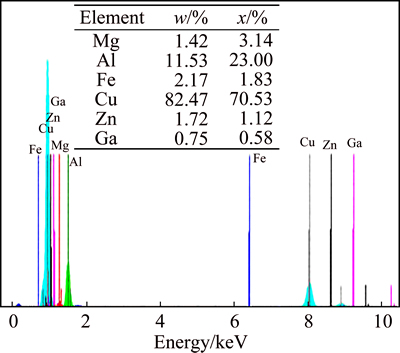
Fig. 6 Spot analysis of observed phase in base Al7075 alloy
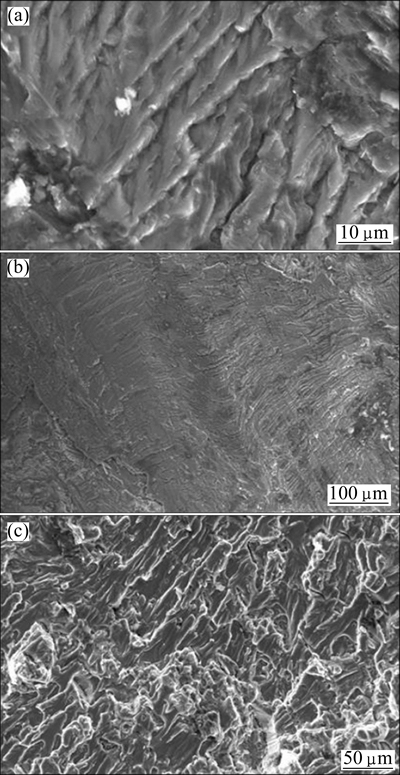
Fig. 7 Crack propagation stages including slip ridges at MSC stage (a), feather markings and tongues in PSC stage (b, c)
3.2.2 TLP bonded Al7075-T6 alloy
Fatigue fracture surface of TLP bonded sample is shown in Fig. 9. It can be seen that the fracture surface is without any usual fatigue marks. The presence of numerous voids on the surface is considerable. Based on the observation and evidence, the fracture behaviour can be composed of two types of fractures, namely de-cohesive rupture and dimple rupture.
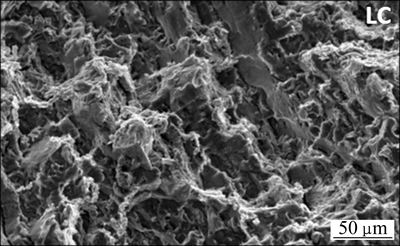
Fig. 8 Final fatigue fracture in Al7075-T6 alloy (LC area)
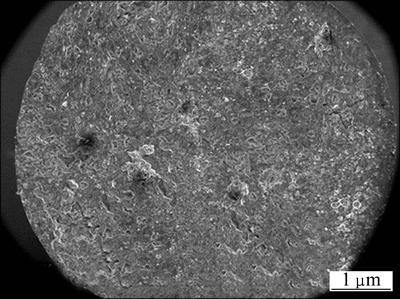
Fig. 9 Fatigue fracture surface of TLP bonded sample
Figure 10(a) shows a few grain boundary cracks in the fracture surface of TLP bonded sample. Grain boundaries contain the lowest melting point constituents of an alloy system. They are also easy paths for diffusion and sites for the segregation of such elements as hydrogen, sulphur, phosphorus, antimony, arsenic, and carbon, halide ions, such as chlorides, as well as the routes of penetration by the low melting point metals, such as gallium, mercury, cadmium and tin. The presence of these constituents at the boundaries can significantly reduce the cohesive strength of the material at the boundaries and promote de-cohesive rupture. De-cohesive rupture is not the result of the unique fracture process, but can be caused by several different mechanisms. The de-cohesive processes involving the weakening of the atomic bonds and the reduction in surface energy are required for localized deformation. Since at low temperatures, gallium has a rapid intergranular diffusion in Al7075, there is a probability that a limited amount of gallium has been diffused into the grain boundaries of Al7075 base alloy during the joining process at low temperatures and has reduced the cohesive strength of grain boundaries. Faceted grain boundary surfaces which are seen at higher magnifications in Fig. 10(b) confirm the de-cohesion of grain boundaries. The presence of the gallium at the grain boundaries was confirmed using SEM. Secondary electron (SE) (Fig. 11(a)) and back-scattered electron (BSE) (Fig. 11(b)) images for non-homogenized joined samples clearly show that the Ga has penetrated along some of grain boundaries of the base Al7075 alloy. Therefore, even after homogenizing at 450 C for 2 h (T6 condition), the Ga diffuses more and more into the base alloy grain boundaries, causing a detrimental effect on the microstructure and consequently the fatigue life of the joint.
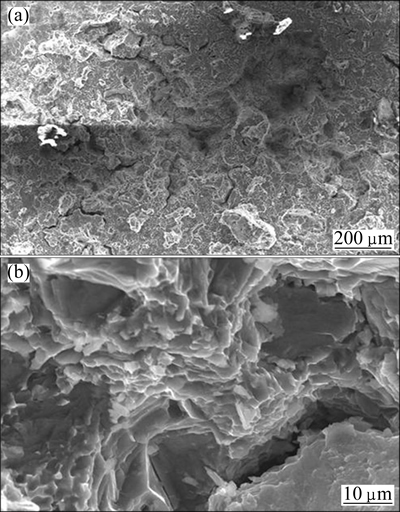
Fig. 10 De-cohesive ruptured area in TLP bonded sample at low (a) and high (b) magnification
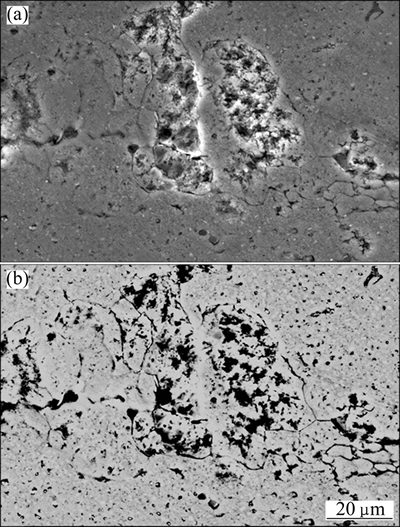
Fig. 11 SE (a) and BSE (b) micrographs of intergranular diffusion of Ga into base Al7075 alloy after TGTLP bonding
Figure 12 shows numerous voids on the fracture surface of TLP bonded sample, as appointed with arrows, which confirms crack nucleation from brittle phases presented at the joint area.
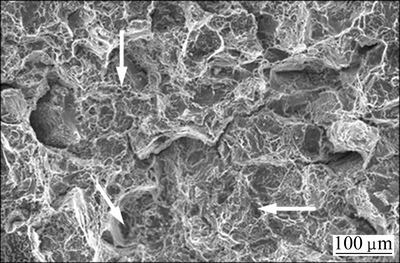
Fig. 12 Dimple ruptured areas in TLP bonded sample
Two types of particles are distinguished in the joint area as presented in Fig. 13(a). The white precipitate (point a) was observed in the base alloy and the black precipitate (point b) was detected at the joint line. Corresponding EDS spot analysis result for white particle showed similar results as reported in Fig. 6, which indicates that it contains predominantly Al, Cu and Fe. Coarse particles of this phase are important fatigue crack nucleation sites in Al7075 system in HCF regime [8]. In addition, calculation which was performed on the data of qualitative EDS spot scan of black particles indicates that it consists of Al and Si (Fig. 13(b)). This phase is very brittle because of high Si content, and since it has been formed at the joint, it can strongly influence the mechanical properties of the joint, especially fatigue resistance. Crack nucleation could be caused by fracture of precipitates or de-cohesion of precipitate-matrix interface. Then, the final fracture occurred as a result of crack growth and coalescence.
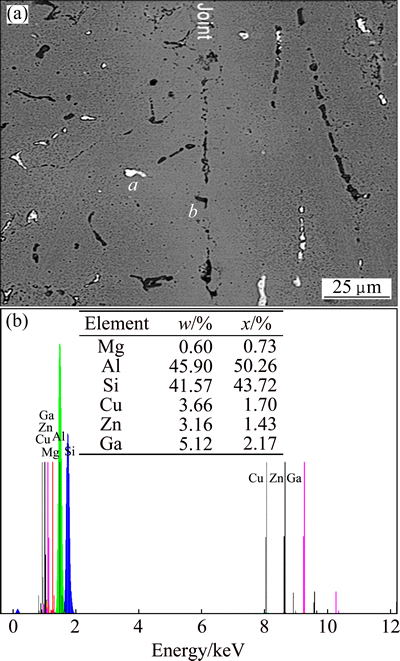
Fig. 13 SEM micrograph (a) of sample joined with corresponding spot analysis (b) of black phase (point b)
The experimental results show that the fatigue life of Al7075-T6 alloy was 107 cycles under 90 MPa. Moreover, the fatigue life of TLP bonded sample under this stress amplitude was 1.2��106 cycles, which is about 10% of total Al7075 alloy fatigue life. It has been reported that the formation of brittle Fe-rich particles led to fracture in 10% of total fatigue life of Al7075-T6 alloy [8]. On the other hand, fractographic examination of TLP bonded samples showed evidence that the total life of TLP bonded sample is limited to the nucleation stage. There is not any sign of fatigue crack propagation stage, like striations or cleavage fracture marks in Fig. 7. With respect to numerous voids in the fracture surface, which are dispersed uniformly, it can be concluded that the working cycle of TLP bonded sample is limited to major crack nucleation cycles from dispersed precipitates and after nucleation stage, cracks propagate immediately and the sample is fractured by a combination of de-cohesiveness and dimple ruptures. The joint area is very brittle, since the nucleated cracks propagate immediately. Gallium presence in the form of solute element at the joint area could result in solid solution strengthening of the base alloy and decreases in the ductility of the base alloy as reported for Ni-Cr-B interlayer for Ni-based superalloy [12]. In addition, as a result of faying surface mismatches which always exist in TLP bonding process, subgrains could be generated at the joint area. These high energy sites are suitable places to concentrate solute atoms and precipitates. Thus, these sites could act as obstacles to dislocation movements and decrease the ductility of the joint area.
4 Conclusions
1) The fatigue life of Al7075-T6 alloy was obtained under 90 MPa. Fractography studies showed that there are three main fatigue stages in HCF regime: INC, MSC/PSC and LC.
2) Applying the stress amplitude of 90 MPa on TLP bonded sample, the fatigue life decreases to 1.2��106 cycles. Fractography of fatigue fracture surfaces showed that fracture of TLP bonded sample is a combination of de-cohesiveness and dimple ruptures.
2) Since there were no sign of propagation stage marks (like striations or feature markings) on the fracture surface of TLP bonded sample and total life of TLP bonded sample was about 10% of Al7075 alloy sample under the same stress amplitude, it could be concluded that the total fatigue life of TLP bonded sample is limited to crack nucleation stage.
Acknowledgment
One of the authors (S. S. S. AFGHAHI) would like to thank Mr. S. MOHAMMAD S. AFGHAHI and Abgoon Felez Company.
References
[1] ZALNEZHAD E, SARHAN A A D, HAMDI M. Investigating the fretting fatigue life of thin film titanium nitride coated aerospace Al7075-T6 alloy [J]. Materials Science and Engineering A, 2013, 559: 436-446.
[2] KENEVISI M S, MOUSAVI KHOIE S M. An investigation on microstructure and mechanical properties of Al7075 to Ti-6Al-4V transient liquid phase (TLP) bonded joint [J]. Materials & Design, 2012, 38: 19-25.
[3] XU Zhi-wu, YAN Jiu-chun, WU Gao-hui, KONG Xiang-li, YANG Shi-qin. Interface structure and strength of ultrasonic vibration liquid phase bonded joints of Al2O3p/6061Al composites [J]. Scripta Materialia, 2005, 53(7): 835-839.
[4] XU Hui-bin, YAN Jiu-chun, XU Zhi-wu, ZHANG Bao-you, YANG Shi-qin. Interface structure changes during vibration liquid phase bonding of SiCp/A356 composites in air [J]. Composites, Part A: Applied Science and Manufacturing, 2006, 37(9): 1458-1463.
[5] NAMI H, HALVAEE A, ADGI H. Transient liquid phase diffusion bonding of Al/Mg2Si metal matrix composite [J]. Materials & Design, 2011, 32(7): 3957-3965.
[6] SHIRZADI A A, ASSADI H, WALLACH E R. Interface evolution and bond strength when diffusion bonding materials with stable oxide films [J]. Surface and Interface Analysis, 2001, 31: 609-618.
[7] WANG Q Y, KAWAGOISHI N, CHEN Q. Fatigue and fracture behaviour of structural Al-alloys up to very long life regimes [J]. International Journal of Fatigue, 2006, 28: 1572-1576. (Journal)
[8] XUE Y, EL KADIRI H, HORSTEMEYER M F, JORDON J B, WEILAND H. Micromechanisms of multistage fatigue crack growth in a high-strength aluminum alloy [J]. Acta Materialia, 2007, 55: 1975-1984.
[9] AFGHAHI S S S, EKRAMI A, FARAHANY S, JAHANGIRI A. Effect of bonding parameters on microstructure development during TGTLP bonding of Al7075 alloy [J]. Philosophical Magazine, 2014, 94(11): 1166-1176.
[10] McDOWELL D L, GALL K, HORSTEMEYER M F, FAN J. Microstructure-based fatigue modeling of cast A356-T6 alloy [J]. Engineering Fracture Mechanism, 2003, 70: 49-80.
[11] XUE Y, McDOWELL D L, HORSTEMEYER M F, DALE M H, JORDON J B. Microstructure-based multistage fatigue modeling of aluminum alloy 7075-T651 [J]. Engineering Fracture Mechanism, 2007, 74: 2810-2823.
[12] LIU J D, JIN T, ZHAO N R, WANG Z H, SUN X F, GUAN H R, HU Z Q. Effect of transient liquid phase (TLP) bonding on the ductility of a Ni-base single crystal superalloy in a stress rupture test [J], Materials Characterization, 2008, 59: 68-73.
�¶��ݶ�˲ʱҺ����ɢ����7075-T6���Ͻ��ƣ������
Seyyed Salman Seyyed AFGHAHI1, Aliakbar EKRAMI2, Saeed FARAHANY3, Amirreza JAHANGIRI3
1. Department of Engineering, Faculty of Materials Science and Engineering, Imam Hossein University, Tehran 15816-18711, Iran;
2. Department of Materials Science and Engineering, Sharif University of Technology, Tehran 11365-9466, Iran;
3. Department of Materials, Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering, University Teknologi Malaysia, Johor 81310, Malaysia
ժ Ҫ��
��Һ̬��Ϊ�м������࣬�о��¶��ݶ�˲ʱҺ��(TGTLP)��ɢ����7075-T6���Ͻ��ƣ�����ܡ�ƣ��������460 ��C��10 MPa����ɢ����10 min����ɢ������Ʒ��465 ��C���Ȼ�2 h�����T6 �ȴ�����7075-T6���Ͻ���90 MPa�µ�ƣ������Ϊ107ѭ�������ڴ�Ӧ��ˮƽ�£���ɢ������Ʒ��ƣ������Ϊ1.2��106ѭ����Ϊ7075���Ͻ�ƣ��������10%������ɨ��羵��7075���Ͻ����ɢ������Ʒ��ƣ�ͶϿڽ��з�������ȷ�����ֺϽ���κ�λ�ú����������Ρ�
�ؼ��ʣ�
7075���Ͻ���ƣ����˲ʱҺ������������
(Edited by Yun-bin HE)
Corresponding author: Seyyed Salman Seyyed AFGHAHI; Tel: +98-9192455502; E-mail: salmanafghahi@gmail.com
DOI: 10.1016/S1003-6326(15)63700-1
ժ Ҫ����Һ̬��Ϊ�м������࣬�о��¶��ݶ�˲ʱҺ��(TGTLP)��ɢ����7075-T6���Ͻ��ƣ�����ܡ�ƣ��������460 ��C��10 MPa����ɢ����10 min����ɢ������Ʒ��465 ��C���Ȼ�2 h�����T6 �ȴ�����7075-T6���Ͻ���90 MPa�µ�ƣ������Ϊ107ѭ�������ڴ�Ӧ��ˮƽ�£���ɢ������Ʒ��ƣ������Ϊ1.2��106ѭ����Ϊ7075���Ͻ�ƣ��������10%������ɨ��羵��7075���Ͻ����ɢ������Ʒ��ƣ�ͶϿڽ��з�������ȷ�����ֺϽ���κ�λ�ú����������Ρ�
