

J. Cent. South Univ. (2018) 25: 1545-1559
DOI: https://doi.org/10.1007/s11771-018-3847-z

Effects of ultrasonic vibration on performance and microstructure of AZ31 magnesium alloy under tensile deformation
XIE Zhen-dong(����), GUAN Yan-jin(���ӽ�), YU Xiao-hui(������),ZHU Li-hua(������), LIN Jun(�־�)
Key Laboratory for Liquid-Solid Structural Evolution and Processing of Materials (Ministry of Education), Shandong University, Jinan 250061, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract:
Ultrasonic vibration can reduce the forming force, decrease the friction in the metal forming process and improve the surface quality of the workpiece effectively. Tensile tests of AZ31 magnesium alloy were carried out. The stress�Cstrain relationship, fracture modes of tensile specimens, microstructure and microhardness under different vibration conditions were analyzed, in order to study the effects of the ultrasonic vibration on microstructure and performance of AZ31 magnesium alloy under tensile deformation. The results showed that the different reductions of the true stress appeared under various ultrasonic vibration conditions, and the maximum decreasing range was 4.76%. The maximum microhardness difference among the 3 nodes selected along the specimen was HV 10.9. The fracture modes, plasticity and microstructure of AZ31 magnesium alloy also were affected by amplitude and action time of the ultrasonic vibration. The softening effect and the hardening effect occurred simultaneously when the ultrasonic vibration was applied. When the ultrasonic amplitude was 4.6 ��m with short action time, the plastic deformation was dominated by twins and the softening effect was dominant. However, the twinning could be inhibited and the hardening effect became dominant in the case of high ultrasonic energy.
Key words:
ultrasonic vibration; tensile test; AZ31 magnesium alloy; plastic behavior; microstructure��
Cite this article as:
XIE Zhen-dong, GUAN Yan-jin, YU Xiao-hui, ZHU Li-hua, LIN Jun. Effects of ultrasonic vibration on performances and microstructure of AZ31 magnesium alloy under tensile deformation [J]. Journal of Central South University, 2018, 25(7): 1545�C1559.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-018-3847-z1 Introduction
Ultrasonic vibration has a remarkable influence on plastic performance of metallic materials. Ultrasonic vibration assisted metal plastic forming is a novel kind of combined forming processes, which gains extensive attention of researchers and engineers since the ultrasonic vibration can reduce the forming force effectively, improve the forming limit of metallic materials and the surface quality of formed parts.
In the early 1940s, ALFRED [1] studied the influence of the ultrasonic vibration on the metallic plastic forming process, however, the associated research did not attract people��s attention at that time. In 1955, BLAHA et al [2] superimposed high-frequency vibrations onto a static load during the tensile test of a zinc single crystal specimen. In their experiments, they observed a substantial reduction in yield stress and flow stress, which was known as the Blaha effect. Subsequently, LANGENECKER [3] investigated the effects of the ultrasonic on the metallic performances by experiments in 1966. Blaha effect aroused great interests, so further studies regarding the propagation of the ultrasonic vibration in plastic deformation and the effects of ultrasonic vibration on the materials�� performances were conducted by many researchers [4�C6].
IZUMI et al [7] performed experimental studies on different metals (aluminum, magnesium, silver, copper, Cu�CZn alloy, Cu�CAl alloy and mild-steel) in order to quantify the effects of superimposed ultrasonic energy on plastic deformation and found that the ultrasonic vibration is helpful to reduce the forming force which is dependent on vibration amplitude and material performances. DAUD et al [8�C10] investigated the effects of the ultrasonic vibration on upsetting process and tensile tests of the aluminum alloy by means of experimental and numerical modelling. The results showed that ultrasonic vibration resulted in an effective reduction in the forming force. They found that the oscillatory stress superposition is not the only factor that reduces the forming load and material softening occurs when applying ultrasonic vibration. HUNG et al [11] and LIU et al [12] also got the same result that the forming force is reduced for the ultrasonic vibration upsetting of a copper specimen. DJAVANROODI et al [13] investigated ultrasonic vibration assisted the equal channel angular pressing and observed that the reduction of the forming load increases with the increase of the amplitude.
Moreover, the ultrasonic vibration is beneficial to the grain refinement. PASIERB et al [14] utilized the ultrasonic vibration in the drawing process of a thin-walled product and pointed out that the ultrasonic vibration brought about the decrease of the deformation force. JIMMA et al [15] improved the limiting drawing ration by applying ultrasonic vibration during the deep drawing process. WEN et al [16] imposed ultrasonic vibration on the deep drawing process of AZ31 magnesium alloy sheet, and found that the vibration with a higher frequency has a significant influence on deformation force and failure mode.
To further research the effects of ultrasonic vibration on materials��behaviors, DUTTA et al [17] imposed the ultrasonic vibration in the tensile process of mild steel, and found that ultrasonic vibration essentially changed the deformation behaviors of the metals. LIU et al [18] pointed out the input of the vibration energy caused the increase of dislocation density and movement velocity, and the initial grains of material were refined into small grains or subgrains. CULP et al [19] employed a ultrasonic vibrating apparatus to study the deformation limit and deformation force of pure magnesium and aluminum alloy in the compression tests, and found that the ultrasonic vibration can not only reduce the deformation force but also improve the deformation limit. The effects of ultrasonic vibration on pure magnesium are relatively small. WEN et al [20] imposed the ultrasonic vibration (with a frequency of 15 kHz and a maximum output power of 2 kW) on the tensile deformation of AZ31 magnesium alloy at room temperature and found that the influence of ultrasonic vibration on materials contains the softening effect and the hardening effect.
Thus, the previous studies mainly focus on the changes of deformation force caused by ultrasonic vibration and lack systematic studies on the impact of ultrasonic vibration on materials�� deformation behaviors and mechanisms. The softening effect and the hardening effect of ultrasonic vibration were found simultaneously in metal plastic forming process. But there are still lack of further experimental studies on the hardening effect of ultrasonic vibration. Moreover, compared with aluminum, copper and other metal materials, magnesium alloys have lower plasticity because of its hexagonal close-packed crystal structure. The effects of ultrasonic vibration on performances and plastic behaviors of magnesium alloys are more complicated.
Therefore, in this paper, tensile tests of AZ31 magnesium alloy were performed under different ultrasonic vibration conditions, and the influence of ultrasonic vibration on the stress�Cstrain relationship, fracture morphology, failure mode, microstructure and microhardness were studied to reveal the internal mechanism of the effects of ultrasonic vibration, especially the hardening effect. The effects of ultrasonic vibration on material performances and deformation behaviors under tensile deformation also were studied.
2 Experimental
2.1 Establishment of ultrasonic vibration assisted tensile test system
The experimental system consists of a universal material testing machine (SANS CMT5205) and a set of ultrasonic vibration unit, as shown in Figure 1. The maximum tensile force of the universal material testing machine is 200 kN, the crosshead speed is 0.001�C250 mm/min, and its maximum stroke is 1100 mm.
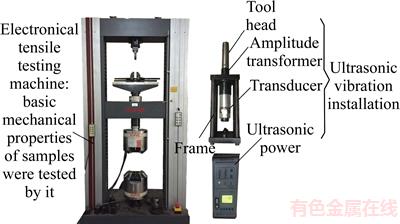
Figure 1 Ultrasonic assisted tensile test system
In the present work, the ultrasonic vibration unit includes ultrasonic generator, transducer, amplitude transformer and tool head. The frequency of the ultrasonic power is 20 kHz and two kind of powers (1.6 kW and 2 kW) can be output. The corresponding output amplitudes are 4.6 ��m and 6 ��m, respectively.
The transducer converts the high frequency electric oscillation generated by the ultrasonic power into the mechanical vibration. However, the amplitude of the output mechanical vibration is very small, so it needs to be amplified by using the amplitude transformer. Finally, the ultrasonic vibration is acted on the tensile specimen through the tool head. In addition, the tool head can further make the output amplitude be amplified. The ultrasonic vibration unit is installed on the experimental machine by means of a frame.
2.2 Tensile specimens and treatment
The chemical composition of the AZ31 wrought magnesium alloy bar used in the tests is shown in Table 1.
Table 1 Chemical composition of AZ31 (mass fraction, %)

AZ31 magnesium alloy specimens are designed for tensile tests according to the ��Standard Test Methods for Tension Testing of Metallic Materials�� (ASTM E8/E8M-2013a), as shown in Figure 2.
In order to eliminate the residual stress caused by machining operations and to ensure the consistency of microstructure and performances of specimens, the recrystallization annealing process was conducted for tensile specimens of the AZ31 magnesium alloy. The specimens were heated to 350 ��C at the heating rate of 5 ��C/min and then cooled down to the room temperature at the furnace after 4 h thermal insulation. The specimens were buried in alumina powder to prevent the specimens from oxidization during annealing process.

Figure 2 Tensile specimens of AZ31 magnesium alloy
2.3 Experimental procedure
The tensile tests were conducted for annealed tensile specimens of AZ31 magnesium alloy under static tension and vibrated tension.
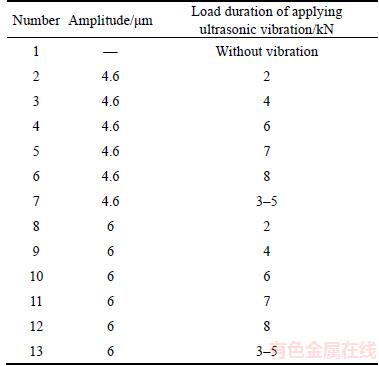
The influence of different vibration conditions on AZ31 magnesium alloy was studied by means of imposing the ultrasonic vibration in different deformation moments and interval vibrations.Table 2 shows the experimental parameters for 13 specimens. The method of applying ultrasonic vibration is divided into sustained vibration that is applying vibration when the load reaches to 2, 4, 6, 7 and 8 kN until the specimen fractures, and interval vibration that is applying vibration when the load is between 3 and 5 kN. The specimens are still in the elastic deformation stage when the load is 2 or 4 kN, and enter into the plastic deformation stage when the load is higher than 6, 7 or 8 kN.
In experiments, the vibration frequency is 20 kHz and vibration amplitude is 0, 4.6 and 6 ��m, respectively. All tests were performed at room temperature. The tensile velocity always keeps at 1 mm/min. Each experiment was repeated three times in order to guarantee the reliability of the experimental results.
Table 2 Experimental parameters
3 Results and discussion
3.1 Effect of excitation condition on material performances
The load�Cdisplacement curves were obtained from universal testing machine, and translated them into stress�Cstrain curves [21].
Figure 3 shows the stress�Cstrain curves of specimens 1, 3 and 9. The results showed that the specimen experienced a relatively long plastic deformation from yield to fracture under static tensile condition. Meanwhile, the plastic deformation stages of specimens were remarkably shortened due to the effect of ultrasonic vibration. However, the ultrasonic vibration makes the stress reduce, and the decreasing range of the stress is related to the vibration amplitude. When the amplitude was 4.6 ��m, the stress decreased by 1.87 MPa, as soon as ultrasonic vibration was superimposed, the decreasing rate of the stress was 1.29% compared with the stress under static tensile condition. While the amplitude was 6 ��m, the stress decreased by 2.06 MPa, as soon as ultrasonic vibration was superimposed, the decreasing rate of the stress was 1.42%. The vibrant stress�Cstrain curves have been moved relative to the static stress�Cstrain curves, which indicates that the decreasing rate of the stress is associated to the ultrasonic energy input per unit time.
The yield stresses and strains under different test conditions are shown in Table 3. Obviously, the material yields early due to the introduction of the ultrasonic vibration. Compared with the yield stresses without the ultrasonic vibration, the yield stresses and strains decrease by 15 MPa, 24 MPa and 0.0022, 0.0029, respectively when the tool head amplitudes are 4.6 and 6 ��m. However, the specimen fractures quickly when the specimen enters into the plastic deformation stage. The deformation of material is prone to take place, but the plasticity is reduced by the injection of ultrasonic energy.

Figure 3 Stress�Cstrain curves under static tension and vibrated tension with different amplitudes
Table 3 Yield stresses and strains under different conditions
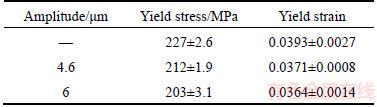
Figure 4 shows the stress�Cstrain curves of different vibration conditions of specimens 2, 4, 5 and 6. As shown in Figure 5, the transient stress decreases by 1.2%, 1.77% of specimens 2, 4 respectively. However, the decreasing range becomes larger of specimens 5 and 6, and the transient stress decreases by 4.3% and 4.76%, respectively. Thus, the influence of the ultrasonic vibration on the deformation behavior of AZ31 magnesium alloy is related to applying moment of the ultrasonic vibration. When applying ultrasonic vibration at the plastic deformation stage of specimens, the decreasing range of the transient stress is low, on the other hand, the ultrasonic vibration has significant effects on the plasticity of AZ31 magnesium alloy.
Figure 6 shows the stress�Cstrain curves of specimens 7 and 13 applying interval ultrasonic vibration. The specimens also fracture in advance under the interval ultrasonic vibration condition. The specimens fracture early when the vibration amplitude is 6 ��m. Figure 7 shows the partial enlarged detail, A1 is the start period of applying vibration and A2 is the end period of applying vibration, as shown in Figure 6. The 3�C5 kN interval ultrasonic vibration has a slight impact on AZ31 magnesium alloy. The stress decline under the 6 ��m amplitude is slightly larger than that under the 4.6 ��m amplitude. After the ultrasonic vibration is removed when the load reaches to 5 kN, the stress returned to the original level. Ultrasonic vibration for a short period can not bring about a permanent softening effect on AZ31 magnesium alloy.

Figure 4 Stress�Cstrain curves under different vibration conditions with 4.6 ��m amplitude

Figure 5 Stress decrement under different vibration conditions with 4.6 ��m amplitude
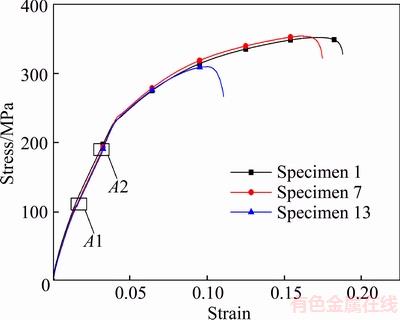
Figure 6 Stress�Cstrain curves under static tension and 3�C5 kN internal ultrasonic vibration
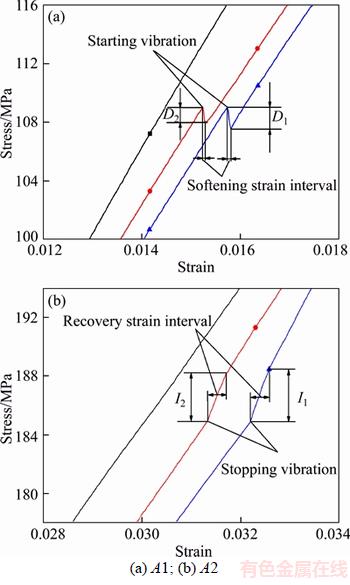
Figure 7 Partial enlarged detail of stress�Cstrain curves static tension and 3�C5 kN internal ultrasonic vibration:
From Figure 7, the curves obtained from different tests are not fully coincident before applying the ultrasonic due to experimental errors. The three different stress�Cstrain curves are basically parallel before stopping the ultrasonic vibration with different amplitudes. However, the stress�Cstrain curves are no longer equidistant after stopping applying the ultrasonic vibration. The interval ultrasonic vibration makes the plasticity of AZ31 magnesium alloy become worse and it seems that the interval ultrasonic vibration causes certain hardening effect of AZ31 magnesium alloy.
In order to quantitatively analyze the effects of ultrasonic vibration on materials, characteristic parameters such as softening range, softening strain interval, softening rate, recovery strain interval, recovery rate and softening amplitude ratio are defined.
1) Softening range: The difference between maximum and minimum stress before and after applying vibration is defined as D. The difference between maximum and minimum stress before and after removing vibration is defined as I. The average of D and I is softening range.
2) Softening strain interval: After applying ultrasonic vibration, the stress decline occurs gradually with the increase of material deformation. Subsequently, the material entered a stable ultrasonic vibration assisted tensile process. The strain difference between the beginning of stable ultrasonic vibration and the moment of applying ultrasonic is called as the softening strain interval.
3) Softening rate: The ratio between softening range and softening strain interval which reflects the response speed of material to the ultrasonic vibration.
4) Recovery strain interval: After removing ultrasonic vibration, the stress gradually recovers to the state of the static tension. The strain difference between the moment of recovering to the static tension and the moment of removing the ultrasonic vibration is regarded as recovery strain interval.
5) Recovery rate: The ratio of softening range and recovery strain interval.
6) Softening range ratio: The ratio of softening range and tensile strength of material.
Table 4 shows the characteristic parameters of specimens 7 and 13. The characteristic parameters are high when the amplitude is 6 ��m and the softening effect of the ultrasonic vibration with larger amplitude is more obvious. In the process of tensile tests assisted by ultrasonic vibration, the specimens produced plastic deformation under the ultrasonic vibration. When the vibration frequency is identical, the larger vibration amplitude means the greater energy of ultrasonic vibration inputting into materials per unit time. Then, the ultrasonic vibration has more dramatic impact on internal dislocations of the material and makes the material generate a larger softening range. The recovery strain interval is getting wider when the amplitude is larger. In the meanwhile, the associated softening range also becomes bigger, so the change of recovery rate is little with the increase of the amplitude.
Due to the excitation of the ultrasonic vibration, the material enters the yield stage in advance, which represents ultrasonic vibration has softening effect on the material. Meanwhile, the plasticity of material is decreased and the specimens fracture in advance, which represents that ultrasonic vibration causes certain hardening effect. The percentage elongation and percentage reduction of area of specimens are calculated, and the fractographs of specimen are analyzed by SEM to study the influence of ultrasonic vibration on the plasticity of material.
3.2 Effect of vibration condition on plasticity of AZ31 magnesium alloy
The different tensile failure of specimens under different amplitudes as shown in Figure 8. In Figures 8(a)�C(c) represent the specimens 1, 3 and 9 respectively. Obviously, there are no apparent necking phenomena for the fractured AZ31 Mg-alloy tensile specimens under different conditions [22].
To some extent, percentage elongation and percentage reduction of area can be used to evaluate the plasticity of the metals. Figure 9 gives percentage elongation and percentage reduction of area of specimens 3 and 9. Percentage elongation and percentage reduction of area of specimens without the vibration are 20.68% and 13.19%, respectively. When the tensile load reaches to 4 kN to apply the ultrasonic vibration with amplitudes of 4.6 ��m, percentage elongation and percentage reduction of area reduce to 7.75% and 5.68%. When the amplitude increases to 6 ��m, percentage elongation and percentage reduction of area reduce to 4.91% and 4.56%. Table 5 shows the decreasing rate of percentage elongation and percentage reduction of area of specimens 3 and 9. Obviously, after applying the ultrasonic vibration, both percentage elongation and percentage reduction of area declined greatly. The introduction of the ultrasonic vibration makes the plasticity of AZ31 magnesium alloy become worse.
Table 4 Characteristic parameters of specimens 7 and 13

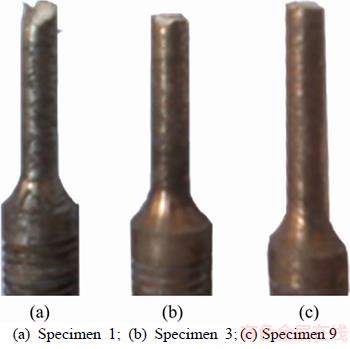
Figure 8 Different tensile failure specimens under different amplitudes:
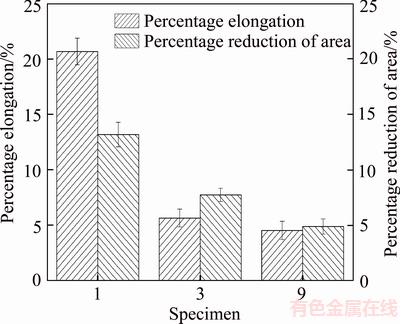
Figure 9 Percentage of elongation and percentage reduction of area when tensile load reaches to 4 kN to apply ultrasonic vibration with different amplitudes
Figure 10 shows the percentage elongation and percentage reduction of area of specimens 1, 2, 4, 5 and 6. The specimens are in the elastic deformation stage when the load is 2 and 4 kN. The experiments show that it has a slight influence on the percentage elongation and percentage reduction of area when ultrasonic vibration is applied during the elastic deformation stage. The percentage elongation is 6.12% and the percentage reduction of area is 3.78% when the load reaches to 2 kN to apply the ultrasonic vibration consistently. The percentage elongation and percentage reduction of area are 8.64% and 7.15%, 9.32% and 8.62%, 11.76% and 9.21% when the load reaches to 6, 7, 8 kN, respectively. When ultrasonic vibration is applied at different deformation moments, both the percentage elongation and percentage reduction of area decrease. Table 6 shows the decreasing rate of percentage elongation and percentage reduction of area of specimens 2, 4, 5 and 6, the larger vibration internals have more negative effects on the specimen plasticity under the experimental conditions mentioned in this paper.
Table 5 Decreasing rate of percentage elongation and percentage reduction of area when load reaching to 4 kN to apply ultrasonic vibration with different amplitudes

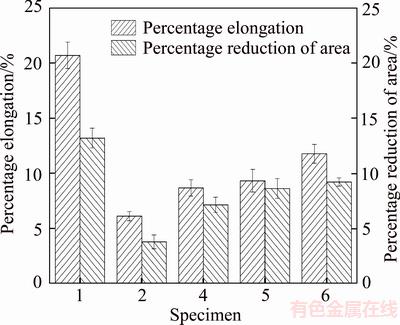
Figure 10 Percentage elongation and percentage reduction of area under different vibration conditions with amplitude 4.6 ��m
Figure 11 shows the effect of the amplitude on percentage elongation and percentage reduction of area of specimens 7 and 13. When the amplitude is 4.6 ��m, the percentage elongation and percentage reduction of area are 19.12% and 11.37%, respectively. The percentage elongation is 11.76% and percentage reduction of area is 8.9% when the amplitude is 6 ��m. Obviously, the percentage elongation and percentage reduction of area also have different degrees of reduction under the 3�C5 kN interval ultrasonic vibration. The decreasing rate is shown in Table 7. The material plasticity goes down even under the 3�C5 kN interval ultrasonic vibration and the decreasing rate increases with the increases of the amplitude.
Table 6 Decreasing rate of percentage elongation and percentage reduction of area under different vibration conditions when amplitude is 4.6 ��m
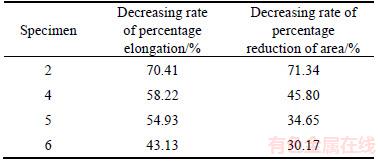

Figure 11 Percentage elongation and percentage reduction of area under 3�C5 kN interval ultrasonic vibration
Table 7 Decreasing rate of percentage elongation and percentage reduction of area under 3�C5 kN interval ultrasonic vibration

Under the effects of the ultrasonic vibration, both the percentage elongation and the percentage reduction of area of the specimen decrease, it means that the material plasticity diminishes. Meanwhile, the ultrasonic vibration makes the fracture mechanisms of the specimen changed. Figure 12 shows the macro morphology of tensile fracture (20��) of specimens 1, 3 and 9. The obvious macroscopic plastic deformation occurs near the fracture in Figure 12(a). The fracture is uneven and grey, and should be uniform microstructure without luster and crystal particles. The fractures in Figures 12(b) and (c) are relatively flat and there are many little sparkling facets. The fracture mode is typical cleavage fracture.

Figure 12 Macro morphology of tensile fracture under different amplitudes (20��):
Figure 13 shows the micro morphology of tensile fracture (200��) of specimens 1, 3 and 9. Clearly, the transcrystalline fracture occurs under no vibration condition. There are some obvious tearing ridges and shallow dimples shown in Figure 13(a). From the macro and micro morphologies of tensile fracture without the vibration, it can be seen that the fracture is plastic fracture. However, the necking is not obvious and dimples are small and shallow, which indicates that the plasticity of AZ31 Mg alloy is poor. Under the ultrasonic vibration with amplitude of 4.6 ��m (as shown in Figure 13(b)) and 6 ��m (as shown in Figure 13(c)), the tensile fracture is still transcrystalline fracture, but there is basically no tearing ridges and dimples. Thus, the fracture mode is brittle transcrystalline fracture. The fracture of the amplitude of 6 ��m is further smoother than that of the amplitude 4.6 ��m. It is obvious that the plasticity of the specimens gets worse under the ultrasonic vibration and the fracture mode evolves to brittle fracture form the plastic fracture. The tendency to the brittle fracture becomes more sever with the increase of the amplitude.

Figure 13 Micro morphology of tensile fracture under different amplitudes (200��):
Figure 14 shows the macro morphology of tensile fracture of AZ31 Mg-alloy under different vibration conditions with the amplitude 4.6 ��m. Figure 14(a) shows the morphology without ultrasonic vibration. Figures 14(b) and (d) show the morphologies when the load reaches to 4 and 7 kN to apply the ultrasonic vibration until the specimen fractures. Figure 14(c) shows the morphology when the load is between 3 kN and 5 kN to apply the ultrasonic vibration. There are no obvious shear lip areas for all tensile fractures under different vibrations. The fracture deformations of Figures 14(a) and (c) are large and uniform without luster and crystal particles, and the fractures are uneven and grey. The fractures in Figures 14(b) and (d) are smooth, and there are some steps in the edge area. The fracture modes are typical cleavage morphologies. Figure 15 shows the micro morphologies of tensile fractures (200��) under different vibration conditions. Apparently, the specimens generate the transcrystalline fracture under the static tensile test (Figure 15(a)) and the 3�C5 kN interval ultrasonic vibration (Figure 15(c)). The fractures have obvious tearing ridges and shallow dimples. Combined with the macro morphologies, both of the fractures are ductile fractures. The fracture mechanism becomes the transcrystalline brittle rupture when the load reaches to 4 kN (Figure 15(b)) and 7 kN(Figure 15(d)) to apply the ultrasonic vibration. Under the 3�C5 kN interval ultrasonic vibration, the plastic fracture is the main fracture type. This indicates that the shorter vibration time has less effect on material��s hardening and the application of ultrasonic vibration has no permanent effect on the material.
The magnesium alloy is the hexagonal close packed (HCP) structure and possesses less independent slip systems. This causes a poor deformation coordination capability among grains and thus poor plasticity at room temperature which leads to unconspicuous necking during the tensile test of AZ31. Both the percentage reduction of area and the percentage elongation are small. There are little and shallow dimples on the tensile fracture which is ductile fracture. After applying the ultrasonic vibration, the plasticity of AZ31 changes and the brittle fracture dominates instead of the ductile fracture. Both the percentage reduction of area and the percentage elongation reduce apparently. When other conditions are the same, the plasticity of AZ31 decreases with the increases of the amplitude. When the amplitudes are same,the longer time of applying ultrasonic vibration makes the plasticity worse. In order to analyze the reasons of the plasticity change induced by the ultrasonic vibration, the microhardness and microstructure of deformation zone are investigated.

Figure 14 Macro morphologies tensile fracture under different vibration conditions with amplitude 4.6 ��m (20��):
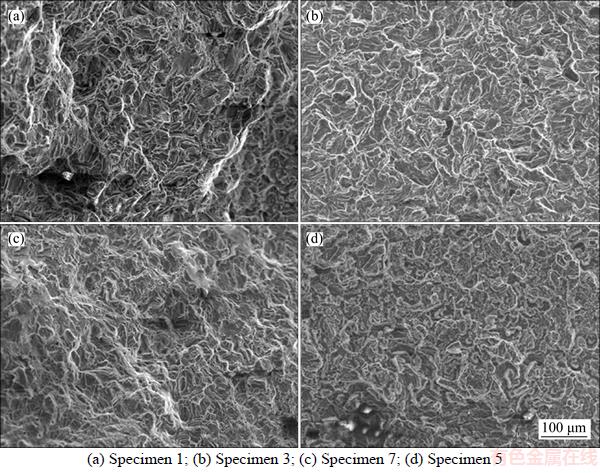
Figure 15 Micro morphologies tensile fracture under different vibration conditions with amplitude 4.6 ��m (200��):
3.3 Effect of vibration conditions on microhardness of necking zone
During the cold deformation of tension tests, the inhomogeneous deformation and working- hardening occur. This causes the change of microstructure and performances of different positions. This section studied the effect of vibration conditions on microhardness of necking zone.
Figure 16 shows the three measuring positions. The point 1 is close to tensile fracture. The hardness was measured by DHV-1000 digital micro-hardness. The test force is 0.246 N and the saturation time is 10 s. Table 8 shows the measured microhardnesses. Figure 17 gives microhardness variation with position of specimens 1, 2, 3 and 5.
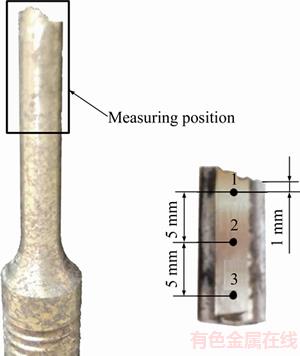
Figure 16 Measuring position of microhardness
Table 8 Microhardness of specimens
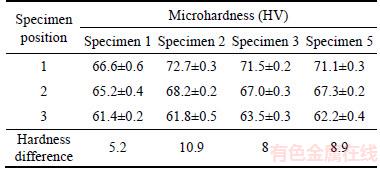
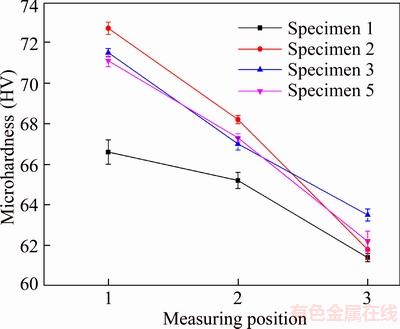
Figure 17 Microhardness variation with position under different vibration conditions
The microhardness of position 1 which is close to the fracture is the largest under different ultrasonic vibrations. Meanwhile, the microhardness of position 3 which is far away from the fracture is the smallest under different ultrasonic vibrations. The deformation at the tensile fracture is the biggest, and the work hardening here is the most significant. The hardness differences of different positions under different vibration conditions are 5.2, 10.9, 8 and 8.9, respectively. The hardness difference of condition b is the largest and the difference without the vibration is the smallest. The ultrasonic vibration makes AZ31 magnesium alloy produce a certain hardening effect during the tensile deformation.
3.4 Effect of vibration condition on microstructure
The magnesium alloy with the hexagonal close-packed crystal structure has low symmetry and few slip systems. It is generally believed that the plastic deformation of the alloy is dominated by twins. The application of ultrasonic vibration has a significant effect on the stress�Cstrain relationship and fracture morphologies from the macroscopic view, also has some effects on the shape, size of grains and the amount of twins.
As shown in Figure 18, the influence of the ultrasonic vibration on the microstructure of the fracture was studied. Figure 18(a) shows the original structure of the AZ31 magnesium alloy, Figures 18(b), (c) and (d) show the microstructure of the specimens 1, 2, and 8 respectively.
From the Figure 18, the deformation of the tensile specimen without the ultrasonic vibration is large. Then the grains become longer and narrower and a large number of twins generate. When the amplitude of ultrasonic vibration is 4.6 ��m, the deformation of grains is small and only a little number of twins produces. Meanwhile, the shape of grains keeps unchanged and rare twins exist. Moreover, the grain size basically remains invariable after applying the ultrasonic vibration. Therefore, when the vibration energy is low, there are large and many twins in deformation structure. At this time, the plastic deformation is dominated by twins. When the vibration energy is high, there are rare twins generate inside grains and only few and small twins grow at the grain boundaries. This indicates that the high vibration energy can change the deformation mechanism of the AZ31 magnesium alloy and accelerate its work hardening.

Figure 18 Microstructures under different amplitudes:
Figure 19 shows microstructure changes under different vibration conditions with the amplitude 4.6 ��m. Figures 19(a)�C(d) show the microstructure of specimens 1, 2, 3 and 4, respectively.
Obviously, the different vibration conditions cause different effects on microstructure of AZ31. The grain deformation is small and a few twins generate when the load reaches to 2 kN and 4 kN to apply the ultrasonic vibration. The grain deformation is larger when the load reaches to 6 kN to apply the ultrasonic vibration, and grains become longer and narrower under the action of longitudinal stretch while a number of twins generate. Thus, different moments of applying the ultrasonic vibration have a significant impact on the twins when the amplitude keeps invariable. The earlier the applying ultrasonic vibration is, the less the generating twins are. This causes a rise of the hardening effect and the plasticity decline of AZ31 magnesium alloy.
The experimental results indicate that the effects of softening and hardening exist in the tensile process of AZ31 simultaneously. When the ultrasonic energy is lower, the softening effect is the primary mechanism, which leads to the decrease of stress. Twinning of the crystal is plentiful and widely seen in the microstructures. When the energy is higher, the hardening effect is dominant, the material becomes fragile, and only few twins grow in the grain. The softening effect is weak and the hardening effect is obvious when ultrasonic vibration is applied in elastic deformation stage of specimens.
In general, the atoms in the crystal lattice of the material are not in the stationary state, but in the micro-vibration state near the equilibrium position. When the ultrasonic vibration acts on materials, it forces atoms in crystal lattice to do micro-vibration, while the activity of particles inside the material increases after absorbing ultrasonic vibration energy. The velocities of particles in the material are accelerated, which results in a rise of the material��s temperature. Thus, the thermal softening effect associated with dislocations occurs, which makes the resistance to deformation decreased. In addition, the stress superimposition is another reason of softening effect. However, the specimen fracture takes place quickly after the specimen enters into the plastic deformation due to the hardening effect. The softening theory cannot interpret the hardening phenomenon with brittle fracture by supplying high energy to the specimens in the tests.
Indeed, the tensile process of the specimen is an asymmetric high frequency cyclic loading procedure under the action of the ultrasonic vibration. The specimen experiences unloading stage when the vibration direction is opposite to the tensile direction, the elastic recovery appears. When the vibration direction is same as the tensile direction, the specimen experiences the loading stage and generates the tensile deformation. Under the asymmetric high frequency cyclic loading, residual strain of the specimen accumulates continuously and the ��ratchet effect�� appears [23]. In the strain ratchet cycle induced by the ultrasonic vibration, dislocations multiply heavily and the dislocation density dramatically increases. Consequently, kinking occurs quickly among the dislocations and grain boundaries due to the presence of diverse force directions. Furthermore, the mutual entanglement of dislocations makes the slip of dislocations become more and more difficult. All of these phenomena result in the blockage of continuous dislocation movement, which ceases the movement, and the strength and stiffness of material are increased.
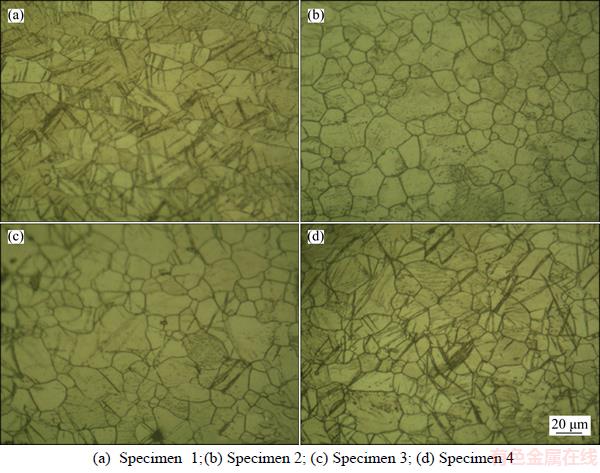
Figure 19 Microstructure changes under different vibration conditions with amplitude 4.6 ��m:
4 Conclusions
Under the action of the different ultrasonic vibrations, the stress�Cstrain relationship, fracture morphology, failure mode, microstructure and microhardness of AZ31 magnesium alloy were investigated systematically. The effects of ultrasonic vibration on material performances and deformation behaviors were also studied. It is found that ultrasonic vibration has a dramatic influence on the plastic behavior of AZ31 magnesium alloy.
1) The ultrasonic vibration causes the softening effect of AZ31 magnesium alloy, which makes the flow stress of AZ31 magnesium alloy reduce. The larger the vibration amplitude is, the more obvious the softening effect is. The softening effect is very different when the AZ31 magnesium alloy is applied with the ultrasonic vibration at different deformation stages. The effect when applying at the plastic deformation stage is superior to that at elastic deformation stage. The larger the deformation is when applying the ultrasonic vibration, the more obvious the softening effect is.
2) The ultrasonic vibration also causes the hardening effect of AZ31 magnesium alloy. In the case of high energy, the hardening effect becomes dominant. The microhardness of material increases with the increase of the applied ultrasonic energy. Consequently, the flow stress and plasticity of AZ31 magnesium alloy are reduced, and the tendency of the brittle fracture is conspicuous.
3) When the vibration energy is lower, the twins in deformed microstructure are large and numerous, so the plastic deformation is dominated by twins. When the vibration energy is higher, there are few twins produced inside grains. The generation of twins is suppressed successfully by high ultrasonic vibration energy, and the deformation mechanism of AZ31 magnesium alloy is changed, which results in rapture in advance of tensile specimens.
References
[1] ALFRED V. Vibration dampening: US, 2361071 [P]. 1944.
[2] BLAHA F, LANGENECKER B. Elongation of zinc monocrystals under ultrasonic action [J]. Die Natur Wissenschafen, 1955, 42(20): 556.
[3] LANGENECKER B. Effects of ultrasound on deformation characteristics of metals [J]. IEEE Transactions on Sonics and Ultrasonics, 1966, 13(1): 1�C8. DOI: 10.1109/T- SU.1966.29367.
[4] AHMADI F, FARZIN M, MERATIAN M, LOEIAN S M, FOROUZAN M R. Improvement of ECAP process by imposing ultrasonic vibrations [J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(1�C4): 503�C512. DOI: 10.1007/s00170-015-6848-1.
[5] BAGHERZADEH S, ABRINIA K, LIU Y F, HAN Q Y. The effect of combining high-intensity ultrasonic vibration with ECAE process on the process parameters and mechanical properties and microstructure of aluminum 1050 [J]. The International Journal of Advanced Manufacturing Technology, 2017, 88(1�C4): 229�C240. DOI: 10.1007/s00170- 016-8779-x.
[6] XIE Z, GUAN Y, ZHAI J, ZHU L, ZHONG C. Study on ultrasonic vibration assisted upsetting of 6063 aluminum alloy [J]. Procedia Engineering, 2017, 207: 490�C495. DOI: 10.1016/j.proeng.2017.10.810.
[7] IZUMI O, OYAMA K, SUZUKI Y. Effects of superimposed ultrasonic vibration on compressive deformation of metals [J]. Transactions of the Japan Institute of Metals, 1966, 7(3): 162�C167. DOI: 10.2320/ matertrans1960. 7.162.
[8] DAUD Y, LUCAS M, HUANG Z. Superimposed ultrasonic oscillations in compression tests of aluminium [J]. Ultrasonics, 2006, 44: e511�Ce515. DOI: 10.1016/j.ultras. 2006.05.116.
[9] DAUD Y, LUCAS M, HUANG Z H. Ultrasonic compression tests on aluminium [C]// Applied Mechanics and Materials. Trans Tech Publications. 2005, 3: 99�C104. DOI:10.4028/ www.scientific.net/AMM.3-4.99.
[10] DAUD Y, LUCAS M, HUANG Z. Modelling the effects of superimposed ultrasonic vibrations on tension and compression tests of aluminium [J]. Journal of Materials Processing Technology, 2007, 186(1): 179�C190. DOI: 10.1016/j.jmatprotec.2006.12.032.
[11] HUNG J C, TSAI Y C. Investigation of the effects of ultrasonic vibration-assisted micro-upsetting on brass [J]. Materials Science and Engineering: A, 2013, 580: 125�C132. DOI: 10.1016/j.msea.2013.04.074.
[12] LIU Y X, SUSLOV S, HAN Q Y, HUA L, XU C. Comparison between ultrasonic vibration-assisted upsetting and conventional upsetting [J]. Metallurgical and Materials Transactions A, 2013, 44(7): 3232�C3244. DOI: 10.1007/s11661-013-1651-9.
[13] DJAVANROODI F, AHMADIAN H, KOOHKAN K, NASERI R. Ultrasonic assisted-ECAP [J]. Ultrasonics, 2013, 53(6): 1089�C1096. DOI: 10.1016/j.ultras.2013. 02.003.
[14] PASIERB A, WOJNAR A. An experimental investigation of deep drawing and drawing processes of thin-walled products with utilization of ultrasonic vibrations [J]. Journal of Materials Processing Technology, 1992, 34(1): 489�C494. DOI: 10.1016/0924-0136(92)90145-I.
[15] JIMMA T, KASUGA Y, IWAKI N, MIYAZAWA O, MORI E, ITO K, HATANO H. An application of ultrasonic vibration to the deep drawing process [J]. Journal of Materials Processing Technology, 1998, 80: 406�C412. DOI: 10.1016/ S0924-0136(98) 00195-2.
[16] WEN T, GAO R, CHEN X. Influence of high frequency vibration on deep drawing process of AZ31 sheet at room temperature [J]. Journal of Shanghai Jiao Tong University: Science, 2012, 17: 456�C460. DOI: 10.1007/s12204-012- 1305-x.
[17] DUTTA R K, PETROV R H, DELHEZ R, HERMANS M, RICHARDSON I M, BOTTGER A J. The effect of tensile deformation by in situ ultrasonic treatment on the microstructure of low-carbon steel [J]. Acta Materialia, 2013, 61(5): 1592�C1602. DOI: 10.1016/j.actamat. 2012.11. 036.
[18] LIU Y X, HAN Q Y, HUA L, XU C. Numerical and experimental investigation of upsetting with ultrasonic vibration of pure copper cone tip [J]. Ultrasonics, 2013, 53(3): 803�C807. DOI: 10.1016/j.ultras. 2012.11.010.
[19] CULP D R, GENCSOY H T. Metal deformation with ultrasound [C]// Ultrasonics Symposium. Monterey, California, USA: IEEE, 1973: 195�C198. DOI: 10.1109/ ULTSYM.1973.196181.
[20] WEN T, WEI L, CHEN X, PEI C. Effects of ultrasonic vibration on plastic deformation of AZ31 during the tensile process [J]. International Journal of Minerals, Metallurgy, and Materials, 2011, 18(1): 70�C76. DOI: 10.1007/s12613- 011-0402-4.
[21] DONG G, YANG Z, ZHAO J, ZHAO C. Stress�Cstrain analysis on AA7075 cylindrical parts during hot granule medium pressure forming [J]. Journal of Central South University, 2016, 23(11): 2845�C2857. DOI: 10.1007/s11771- 016-3348-x.
[22] CHEN G, ZHANG Y, XIA W, CHEN D. Microstructure and tensile creep resistance of Mg-5.5% Zn-(0.7%, 1.5%, 3.5%, 7.5%) Y alloys [J]. Journal of Central South University, 2015, 22: 4112�C4122. DOI: 10.1007/s11771-015-2957-0.
[23] YOSHIDA F. A constitutive model of cyclic plasticity [J]. International Journal of Plasticity, 2000, 16(3): 359�C380. DOI: 10.1016/S0749-6419(99)00058-3.
(Edited by HE Yun-bin)
���ĵ���
������AZ31þ�Ͻ�������ι����в������ܼ�����֯Ӱ����о�
ժҪ�����������Գ��μ��������������豸������������ģ���빤�����Ħ��������Ч�����Ʒ�ı��������ͳߴ羫�ȡ�ͨ������AZ31þ�Ͻ��˻�̬���ij�������Ͳ�ͬ����ʽ�����µ�������ʵ�飬�ԱȲ�ͬʵ�������µı����غ����ߣ������������ѷ�ʽ����Ӳ��ֵ��������״���ߴ�ı仯���о���������AZ31þ�Ͻ���������е����á����������ʩ�ӳ�����������ͬ����ʵӦ���½����Ȳ�ͬ�����Ϊ4.76%�������������췽����ȡ3��������Ӳ�Ȳ�ΪHV 10.9��AZ31þ�Ͻ�Ķ��ѷ�ʽ�����Ժ�����֯Ҳ�ܳ�����ֵ������ʱ���Ӱ�졣�����������£�����ЧӦ��Ӳ��ЧӦͬʱ�����������Ϊ4.6 ��m��������ʱ��϶�ʱ�����Ա������Ͼ�Ϊ��������ЧӦռ������λ�������������ϸ�ʱ�����������ƣ�Ӳ��ЧӦռ������λ��
�ؼ��ʣ�����������ʵ�飻AZ31þ�Ͻ�������Ϊ������֯
Foundation item: Projects(51375269, 51675307) supported by the National Natural Science Foundation of China
Received date: 2017-01-14; Accepted date: 2017-03-06
Corresponding author: GUAN Yan-jin, PhD, Professor; Tel: +86�C531�C88395948; E-mail: guan_yanjin@sdu.edu.cn
Abstract: Ultrasonic vibration can reduce the forming force, decrease the friction in the metal forming process and improve the surface quality of the workpiece effectively. Tensile tests of AZ31 magnesium alloy were carried out. The stress�Cstrain relationship, fracture modes of tensile specimens, microstructure and microhardness under different vibration conditions were analyzed, in order to study the effects of the ultrasonic vibration on microstructure and performance of AZ31 magnesium alloy under tensile deformation. The results showed that the different reductions of the true stress appeared under various ultrasonic vibration conditions, and the maximum decreasing range was 4.76%. The maximum microhardness difference among the 3 nodes selected along the specimen was HV 10.9. The fracture modes, plasticity and microstructure of AZ31 magnesium alloy also were affected by amplitude and action time of the ultrasonic vibration. The softening effect and the hardening effect occurred simultaneously when the ultrasonic vibration was applied. When the ultrasonic amplitude was 4.6 ��m with short action time, the plastic deformation was dominated by twins and the softening effect was dominant. However, the twinning could be inhibited and the hardening effect became dominant in the case of high ultrasonic energy.
