
���±�ţ�1004-0609(2008)04-0698-05
��þ�Ͻ�˫·�����س�Һ������ε���ֵģ��
������1, 2���� Ρ1������ΰ1
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
�����þ�Ͻ�ȵ�����ĵij�����Ҫ������˴����������ѹ��˫·�����س�Һ�������Ӧ����ֵģ��ķ��������ô��ͷ����Զ�����ʽ��������ETA/Dynaform5.5����5A06��þ�Ͻ�ƽ��Ͳ�μ���˫·�����س�Һ������ι��̽����о�������Һ��ѹ���仯����������Ե�Ӱ�죬������������ձں�ֲ�Ϊ��������������ͬ����ѹ������·���Գ���������Ӱ�졣ģ�������������ú�����Һ�Ҽ������ߣ������20~45 MPa����������ѹ��������Ч�������þ�Ͻ�ƽ��Ͳ�μ��ij��μ��ޣ�����ȿɴﵽ3.1��
�ؼ��ʣ�
5A06��þ�Ͻ�����Һ��������ֵģ����˫·������������ѹ����
��ͼ����ţ�TG 146.2���� ���ױ�ʶ�룺A
Numerical simulation of aluminum-magnesium alloy cup��s forming by hydrodynamic deep drawing with double loading paths
LIU Xiao-jing1, 2, YAN Wei1, GUO Li-wei1
(1. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 15001, China)
Abstract: Aimed at the forming need of aluminum-magnesium alloy and other low plasticity materials, a new double loading paths process of hydrodynamic deep drawing (HDD) with independent radial hydraulic pressure and chamber pressure was brought forward. The numerical simulations of the aluminum-magnesium alloy (5A06) flat bottom cylindrical cup��s HDD with double loading paths process were carried out by employing the large non-linear dynamic explicit analytical software ETA/Dynaform5.5. The chamber pressure variations to the formability effects were discussed. The influence of different independent radial hydraulic pressure loading paths on the forming quality was analyzed by taking the wall-thickness distribution as standard. The results show that adopting the reasonable liquid chamber pressure loading curves and the independent radial hydraulic pressure from 20 MPa to 45 MPa can increase the forming limitation of aluminum-magnesium alloy cup effectively. The drawing limitation obtained is 3.1.
Key words: aluminum-magnesium alloy (5A06); hydrodynamic deep drawing (HDD); numerical simulation; double loading paths; independent radial hydraulic pressure
��ij�Һ����(Hydromechanical Deep Drawing��HDD)����һ��ѹ��Һ����Ϊ�������ʴ������ģ�����غɣ�ʹ������Һ��ѹ������������ģ��ʵ�ֽ����������ij���[1-2]����Һ�����봫ͳ������ȣ������ܹ���Ч�������ѡ��˷����Ӳ��㡢��ýϸ߳ߴ羫�Ⱥͱ�����������߳��μ����ɳ��θ�����״���ڼ����ŵ�[3-8]��
�������������ա�����������㲿������������Ҫ����þ�Ͻ��ѺϽ�����ʺϽ���ϵõ��˹㷺Ӧ��[9-13]�����ǣ�������þ�Ͻ�����ʲ��ϵ�Ӧ��Ӳ��ָ��nֵ�ͺ�������ָ��rֵ��С���������ܽ� ��[14-15]����Һ�����Ħ������ЧӦ��������Ч�����Կ��Ʊ������ļ�������߰�ĵij����ԡ���ˣ����ó�Һ������������þ�Ͻ�ȵ����ԡ��ѳ������ʲ��ϰ��������μ��ޣ����ٳ��ε��ε���Ҫ�ֶ�֮һ��
Һ��ѹ������߰������ij��μ����ϵ���Ҫ�����ǣ�һ�������Ӱ�����ģ֮�������Ħ������ֹ���ѳ���������ϵļ����䱡����һ�����ڷ���������������밼ģ֮�����������С����ѹ���������Ħ�������Ӷ�ʹ������Ӧ�����ӷ��ȵõ��� ��[16]���������Һ��ѹ����ʹ�����������ڲ������ѡ���ˣ�������������Һ��ѹ������߳��μ��������ģ���߾��ȡ������Բ�������ij�����Ȼ���ѡ�������þ�Ͻ��߾��ȵ�ƽ��Ͳ�μ�������Ҫ������˴����������ѹ˫·�����س�Һ�����������˫·�����س�Һ���������Һ��ѹ��������ѹ����Ԥ���γ�ʼѹ���ȹ��ղ�����ѡȡ��ƥ���ϵ������ͨ�ij�Һ����ո�Ϊ���ӡ���ˣ�ѡ�������Һ�Ҽ������ߺ;���ѹ������·����Ӧ�øü���ʵ��������εĹؼ����������߲��û���LS-DYNA3DΪ�ں˵Ĵ�����ʽ��̬��������ETA/Dynaform5.5��ͨ����ֵģ��ķ�������þ�Ͻ�ƽ��Ͳ�μ���˫·����ѹ��Һ��������о���̽��Һ��ѹ��������ѹ������϶�����ij��κͱں�ֲ���Ӱ�죬�õ�������Һ��ѹ���������ߺ;���ѹ������·�����ƥ���ϵ��
1 ˫·�����س�Һ�����ԭ��
˫·�����س�Һ��������ԭ�е���ͨ��Һ��������ϣ����Զ�����Һѹ����ϵͳ����ѹҺ���������ϵķ�����Ե���ƶ��������������������������ͬʱ��С������������ľ�����Ӧ�������ڰ�����ѹ��Ȧ�������밼ģ֮���γ�˫����������С��Ħ���������Ӷ���һ����߰�ĵij������������Ӵ�߾��ȡ��ѳ��β�������Ŀɳ����ԣ������ԭ����ͼ1��ʾ��
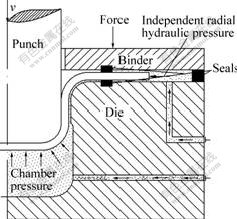
ͼ1 ˫·�����س�Һ�������ʾ��ͼ
Fig.1 Schematic illustration of HDD process with double loading paths
2 ˫·�����س�Һ������ֵģ��
2.1 ģ��ģ�͵Ľ���
���÷���ģ������ETA/Dynaform5.5��5A06��þ�Ͻ�ƽ��Ͳ�μ������������ѹ��Һ������̽�������Ԫģ�⡣ͼ2��ʾΪ5A06��þ�Ͻ�ƽ��Ͳ�μ����������ѹ��Һ����ģ�ͣ�����Ͳ�μ��ĶԳ��ԣ�����ֻѡȡ���Ϻ��ߵ�1/4����ģ�⼴�ɣ�����ʱҪ���ƺð��ϱ߽�ڵ�����ɶȣ����ܱ�֤ģ��������ȷ�ԡ�
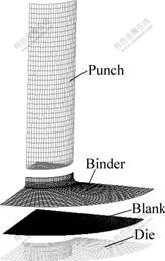
ͼ2 ƽ��Ͳ�μ����������ѹ��Һ����ģ��
Fig.2 HDD with independent radial hydraulic pressure model of flat bottom cylindrical cups
����ѡȡ5A06��þ�Ͻ𣬰���ֱ��Ϊ460 mm�����Ϊ1 mm���������ϲ������1���С�ģֱ��Ϊ150 mm����ģ��ֱ��Ϊ152.2 mm����ģ��Բ�ǰ뾶Ϊ10 mm��Ԥ�ڵõ������Ϊ3.1������ģ��Ϊ 37#�������Բ���ģ�ͣ���Hill����ģ�͡����ϵ�Ԫ���ó�����ֵģ����Ӧ�÷dz��㷺��Belytschko-Tsay (BT)�ǵ�Ԫ���Ӵ�����Ϊ�����桪��Ӵ�����ģ��ѹ��Ȧ��Ϊ�����塣Ħ������Ϊ����Ħ�������Ϻ�ģ֮���Ħ������Ϊ0.14�����ϺͰ�ģ֮���Ϊ0.04�����Ϻ�ѹ��Ȧ֮���Ϊ0.04��ѹ�߲��ö���϶�ķ�������ģ��ѹ��Ȧ�ļ�϶Ϊ1.2 mm��ģģ���ѹ�ٶ�Ϊ1 000 mm/s��
��1 ������ѧ���ܲ���
Table 1 Parameters of mechanical properties

2.2 Һ��ѹ���������ߵ����
���õ�����Ԫģ������Ϊ������ʽ�㷨��LS-DYNA3D��ǰ��������ΪETA/Dynaform5.5��Ŀǰ����ij��ε�ͨ������Ԫ���������ܸ��ݱ������ͨ��ǰ����ģ��ʵ��Һ��Һѹ�Զ����ص���Ԫ��LS-DYNA���п����Ե��ص㣬��ͨ���ؼ����ļ��Ķ��ο�����ʵ�ֳ�Һ�������ֵģ�⡣���о���Һ��ѹ���ļ��ؾ�������LS-DYNA���ṩ�Ĺؼ���LOAD_MASK��ʵ�֣�ͨ��������������ʩ�ӵĶ���������ĵ�Ԫ����ʩ��Һѹ����ʹ�ó�Һ������̵�ģ���ȷ������ƽ��Ͳ�μ������ص㣬��������ģ��õ���Һ��ѹ���������ߣ���ͼ3��ʾ��
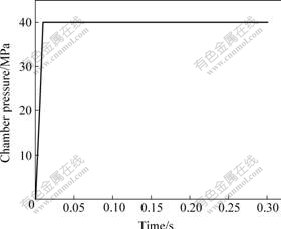
ͼ3 Һ��ѹ����������
Fig.3 Curve of chamber pressure
2.3 ��������ѹ���ļ��ط���������·����ѡȡ
��ETA/ Dynaform5.5�����У�����Ԫģ���еİ�����û�к�ȵĿǵ�Ԫ�����Ҳ�����Ѿ���ʩ�ӵ���ѹֱ�����õ�����������Ե�ϡ����õĽ���취�ǽ�ʩ�ӵ�����������ѹ��Ч�ɰ��Ϸ������Ե�ڵ�Ľڵ�������ʹ�ڵ����ķ����ָ����ϵ�Բ�ģ�����ģ����ֻ�ܲ��ù̶�������Ԫ��������ѡ������Ӧ���֣������ʹ�ڵ��������ı䣬�Ӷ�ʹʩ�ӵĽڵ�����Ч������ģ��ʧ�ܡ����У��ڵ����;�����ѹ֮��Ĺ�ϵ�ɱ���Ϊ
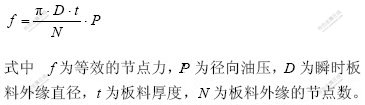
��������ѹ��������ͼ4��ʾ��ѡ��8������ѹ������·������ģ�⣬�ֱ�Ϊ5��10��15��20��30��40��45��50 MPa��

ͼ4 ��������ѹ������·��
Fig.4 Loading paths of independent radial hydraulic pressure
3 ģ��������
3.1 ��������ѹ���Գ������ȱ�ݵ�Ӱ��
ͨ�����������ε�ȱ����ʽΪ���Ѻ����塣��Һ��ѹ��ȷ���������£���������ѹ��·����ѡȡ��ֱ��Ӱ�쵽����ȱ�ݡ�������·��1(5 MPa)�������������ѹʱ��������������ھ�����Ӧ��������ʩ�ӵ���������ѹ����С������ʹ������Ӧ�����ӵõ���Ч�Ļ��⣬�Ӷ�����ģ����80 mmʱ�����Ϸ������ѣ���ͼ5��ʾ��

ͼ5 ·��1����ѹ��5 MPa�����������
Fig.5 Crack LDR when using path 1 of radial hydraulic pressure of 5 MPa at initial stage
����������γ̶Ⱥܸߣ��������ڳ��ι�����һֱ���������ƣ��ʱ������ѹ��Ȧ���Ʒ����������塣������·��8(50 MPa)�������������ѹʱ����Ϊʩ�ӵ���������ѹ���ܴ�ʹ�����������ھ���ѹӦ���������³��ֽϴ�ľ���ѹ����ѹ��ȦҲʧȥ�˿�����������ã��Ӷ��������Ե�����������ͼ6��ʾ����������Ľ��У���Щ���彫�����밼ģ�У�ʹ�õ���Ͳ��������澫�Ⱥܲ�������ѡ�
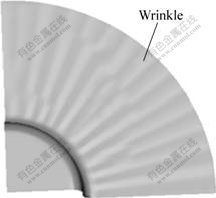
ͼ6 ·��8����ѹ��Ϊ50 MPaʱ�ķ�������������
Fig.6 Flange wrinkle when using path 10 of radial hydraulic pressure of 50 MPa
3.2 ��������ѹ���Գ�������ں�ֲ���Ӱ��
Һ��ѹ������������ѹ�������û�ֱ��Ӱ�쵽����ij����������ں�ֲ���������·��2~7�������������ѹʱ���ܳ��Σ������κ�ıں�ֲ�ȴ������ͬ��Ϊ�˵õ����αں�ֲ�����������ѹ��֮��Ĺ�ϵ����������߷���ȡһ���棬���������ϸ����ȣ� ����������ͼ7��ʾ����ͼ�пɿ�����������������ѹ�������ӣ�����ں��������С������Һ��ѹ��������Ħ������ЧӦ��Ͳ�ײ�����û�м�������������������ڿ���ģԲ�Ǵ�����������11��λ�ã�����������ڲ�����������
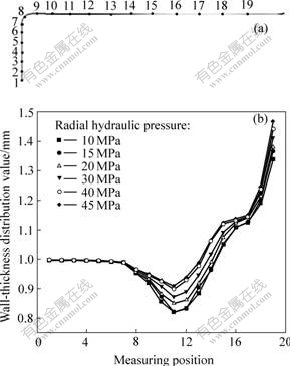
ͼ7 �ں������λ�ü�����������ں�ֲ�ͼ
Fig.7 Measuring positions and wall-thickness distribution along cup��s axial: (a) Measuring positions of wall-thickness; (b) Wall-thickness distribution
ͨ��ģ����������֪�����ú�����Һ��ѹ������������ѹ��ƥ�䣬����Һ�����ѹ��Ϊ40 MPa����������ѹ��Ϊ45 MPaʱ������Ч�ؽ��Ͱ��ϳ���ʱ�ľ�����Ӧ�������Ʒ�������Ӧ��״̬��ʹ��õ�����ں�ֲ��ȽϾ��ȣ����������ϸߣ�����С�ں�Ϊ0.895 4 mm���˳�������ں�ֲ���ͼ8��ʾ��
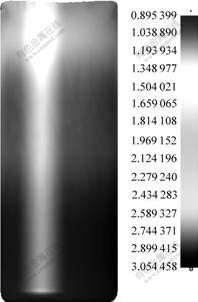
ͼ8 ����ѹ��45 MPaʱ��������ں�ֲ���ͼ
Fig.8 Wall-thickness distribution of part with radial hydraulic pressure of 45 MPa
4 ����
1) �������������ѹ��Һ�����������ѡȡҺ��ѹ���������ߺ;���ѹ������·���������þ�Ͻ�ȵ����ԡ��ѳ��β��ϳ��μ��ޣ���ýϴ�����ȵ���Ч��ʩ֮һ���ɽ�һ��������þ�Ͻ�����ʲ��ϵ�Ӧ�÷�Χ��
2) ��������ѹ������·����ѡȡ����������нϴ�Ӱ�졣��������ѹ����С����������ڲ������ѣ��������ʹ�������������ص����壬���������澫�Ȳ��ߡ�����������ѹ��Ϊ20~45 MPaʱ����������ں�ֲ���Ϊ���ȣ���õ������Ϊ3.1��
3) ����Ԫ��ֵģ���������ETA/Dynaform5.5�ṩ�˳�Һ������ι����������Ч���ղ��������Լ��鹤�շ����Ŀ����ԺͿɿ��ԣ�������ʵ������
REFERENCES
[1] �����, ������, ��ʿ��, ������, Էʿ��. ��Һ����յ��о�[J]. ��������ҵ��ѧѧ��, 2000, 32(5): 42-44.
KANG Da-chang, LANG Li-hui, ZHANG Shi-hong, WANG Zhong-ren, YUAN Shi-jian. Hydrodynamic deep drawing process[J]. Journal of Harbin Institute of Technology, 2000, 32(5): 42-44.
[2] LANG L H, DANCKERT J, NIELSEN K B. Investigation into sheet hydroforming based on hydromechanical deep drawing with uniform pressure on the blank[J]. Proc Instn Mech Engrs, 2004, 218: 833-844.
[3] ������, �����. �������ij�Һ�����о�[J]. �й���ɫ����ѧ��, 2003, 13(1): 60-64.
XU Yong-chao, KANG Da-chang. Hydromechanical deep drawing of alumite LF6[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 60-64.
[4] NAKAMURA K, NAKAGAWA T, AMINO H. Various application of hydraulic counter pressure deep drawing[J]. Journal of Materials Processing Technology, 1997, 71(1): 160-167.
[5] �ƾ���, ������. ��Һ����װ�ü��μ���Һ��������о�[J]. ���Թ���ѧ��, 2001, 8(3): 32-34.
TANG Jing-lin, NIE Shao-min. A equipment for hydroforming and research on hydroforming technology on conical parts[J]. Journal of Plasticity Engineering, 2001, 8(3): 32-34.
[6] LANG L H, DANCKERT J, NIELSEN K B, ZHOU X B. Investigation into the forming of a complex cup locally constrained by a round die based on an innovative hydromechanical deep drawing method[J]. Journal of Materials Processing Technology, 2005, 167: 191-200.
[7] QIN Y, BALENDRA R. Design consideration for hydromechanical deep drawing of sheet components with concave features[J]. Journal of Materials Processing Technology, 2004, 145: 163-170.
[8] ZHANG S H, JENSEN M R, NIELSEN K B, DANCKERT J, LANG L H, KANG D C. Effect of anisotropy and prebulging on hydromechanical deep drawing of mild steel cups[J]. Journal of Materials Processing Technology, 2003, 142: 544-550.
[9] ������, ����ϣ, ������. ���������Ͻ������������������[J]. �й���ɫ����ѧ��, 2004, 14(10): 1689-1693.
YU Zhong-qi, ZHAO Yi-xi, LIN Zhong-qin. Evaluation parameter of drawability of automotive aluminum alloy sheets[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1689-1693.
[10] ZHANG S H, WANG Z R, XU Y. Recent developments in sheet hydroforming technology[J]. Journal of Materials Processing Technology, 2004, 151: 237-2414.
[11] KANG D C, CHEN Y, XU Y C. Hydromechanical deep drawing of superalloy cups[J]. Journal of Materials Processing Technology, 2005, 166: 243-246.
[12] ������, ������, �����, �¹���. ��ѹ�������������Ͻ��ij��δ���[J]. �й���ɫ����ѧ��, 2005, 15(8): 1162-1166.
LIN Zhong-qin, YU Zhong-qi, SUN Cheng-zhi, CHEN Guan-long. Formability window of aluminium alloy sheet at variable blank-holder force[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1162-1166.
[13] �� ��, ������, ������, �� ��. ���ӱ��������༶��Һ���μ�������ֵģ��[J]. �������պ����ѧѧ��, 2007, 33(7): 830-833.
LI Tao, LANG Li-hui, AN Dong-yang, WANG Ling. Multi sheet hydroforming of complicated thin wall part and numerical simulation[J]. Journal of Beijing University of Aeronautics and Astronautics, 2007, 33(7): 830-833.
[14] ������. �������Ǽ���ѹ���η���[M]. ����: ��е��ҵ������, 2005: 118-120.
LIN Zhong-qin. Simulation of stamping of autobody panel[M]. Beijing: China Machine Press, 2005: 118-120.
[15] ������. ���ϳ���CAE�����̳�[M]. ����: ��е��ҵ������, 2005: 42-43.
CHEN Wen-liang. CAE analysis tutorial of sheets�� forming[M]. Beijing: China Machine Press, 2005: 42-43.
[16] ������, ����, �� ��. Ͳ�μ����ͳ�Һ�������ֵģ�⼰���ջ�������[J]. ���Թ���ѧ��, 2003, 10(1): 65-70.
ZHAO Sheng-dun, YANG Yu-hai, WANG Ji. Numerical simulation and process mechanism analysis on the new kind of hydraulic deep drawing of cylindrical cups[J]. Journal of Plasticity Engineering, 2003, 10(1): 65-70.
������Ŀ�����ҽܳ��������������Ŀ(50525516)
�ո����ڣ�2007-07-29�������ڣ�2007-12-29
ͨѶ���ߣ��������������ڣ���ʿ���绰��0451-86393466��E-mail: lxj812@126.com
ժ Ҫ�������þ�Ͻ�ȵ�����ĵij�����Ҫ������˴����������ѹ��˫·�����س�Һ�������Ӧ����ֵģ��ķ��������ô��ͷ����Զ�����ʽ��������ETA/Dynaform5.5����5A06��þ�Ͻ�ƽ��Ͳ�μ���˫·�����س�Һ������ι��̽����о�������Һ��ѹ���仯����������Ե�Ӱ�죬������������ձں�ֲ�Ϊ��������������ͬ����ѹ������·���Գ���������Ӱ�졣ģ�������������ú�����Һ�Ҽ������ߣ������20~45 MPa����������ѹ��������Ч�������þ�Ͻ�ƽ��Ͳ�μ��ij��μ��ޣ�����ȿɴﵽ3.1��
