
���±�ţ�1004-0609(2010)07-1375-07
ǿ����ѭ�������е���ͭ�Ͷྦྷͭ����ѧ����
��͢��, ������, ����ã��� ��
(����������ѧ ����ʡ��ɫ�����²����ص�ʵ����,������ 730050)
ժ Ҫ��
�ֱ���Сͨ����ģ��(ģ�ߢ�)�ʹ�ͨ����ģ��(ģ�ߢ�)�Լ�A ·����Bc·���Ե���ͭ�Ͷྦྷͭ���е�ͨ���Ǽ�ѹ(ECAP)ʵ�飬�Լ�ѹ�����֯���й�ѧ����(OM)��ɨ��羵(SEM)�۲죬�Լ�ѹ��ĵ���ͭ��֯����XRD�������о�����ͭ�Ͷྦྷͭ�ڼ�ѹ�еı�����Ϊ���������������ͭ������·����ѹ��Ŀ���ǿ�������Բ��죬��ģ�ߢ�ѹʱ����ѧ���ܵı仯���Ƚϴ�����μ�ѹ��������֯��ѹ���᷽��������ԵĶ��������������ྦྷͭ��A·����ѹʱ���俹��ǿ�ȵ������������Ա���Bc·����ѹʱ�����ż�ѹ���ε����ӣ����ֲ��ϵ���֯���Ȼ��̶Ⱥ�Ӳ����������ѷ�ʽ�������Զ�������Զ��ѷ���ת�䡣
�ؼ��ʣ�
����ͭ���ྦྷͭ����ͨ���Ǽ�ѹ�������Ա�������ѧ������
��ͼ����ţ�TG376.3���� ���ױ�־�룺A
Mechanical properties of single crystal copper and polycrystalline copper during super plastic and cyclic deformation
GUO Ting-biao, DING Yu-tian, XU Guang-ji, HU Yong
(State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology,
Lanzhou 730050, China)
Abstract: The mechanical properties of single crystal copper and polycrystalline copper were investigated by equal channel angular pressing (ECAP) through two die channels with small angles (Die��) and larger angles (Die ��), and on route A and route Bc. The microstructures of extruded samples were observed with optical microscopy(OM) and scanning electron microscopy(SEM), and the microstructures of single crystal copper during extrusion were analyzed by X-ray diffractometry(XRD). The deformation behaviors of single crystal copper and polycrystalline copper during extrusion were studied. The results show that the tensile strengths of single crystal copper extruded samples on route A increase faster than those on route Bc, and the difference between them first increases and then decreases. The mechanical properties of single crystal copper change quickly during extrusion with die ��. The microstructure of single crystal copper has obvious orientational characteristics along the forcing spindle after several extruding passes. During extrusion, the tensile strength of polycrystalline copper on route A increases more significantly than that on route Bc. With increasing the extrusion passes, the uniformity of the two kinds of materials improves and the hardness increases, and the mode of fracture changes gradually from ductile fracture to brittle fracture.
Key words: single crystal copper; polycrystalline copper; equal channel angular pressing; super plastic deformation; mechanical property
��������ͨ��ϸ�����������Ʋ��ϵ��������ܺ��ۺ���ѧ�����ܵ��˹㷺�Ĺ�ע���о�[1-3]�����ڴ����Ա���(SPD)���۵ĵ�ͨ��ת�Ǽ�ѹ(ECAP)���Ʊ����峬ϸ�����ϵ���Ч����������Ϊֹ�������Ѿ��ø÷����������������Ͻ���ϲ������ڵĶ��ֲ��Ͻ�����ECAP�о�[4]����������������ijЩ�������ͬ�ֽ����ྦྷ������������������ܡ���Ȼ�����Ѿ��Ե����Ͷྦྷ������SPD�����еı�����Ϊ�����˴���ģ���о�[5-7]�����ҽ�����Ҳ���˶Ե������Ͻ�����һ����ʵ���о�[8]���������ڵ����Ʊ����ѣ����������ƣ����ǶԵ���������ྦྷ������SPD�����ѧ���������ܼ��������������ʶ��Ȼ�dz����ޡ�Ϊ�˴������ھ���ϵ����ܣ��ӵ����Ͷྦྷ������SPD�е���֯�ݱ���̽�ʾ�����ѧ���ܵIJ����ԣ��Բ��ϵĽ�һ�����������þ��й㷺����Զ�����塣
ECAP���̵�ԭ����: �������ߴ���ģ��ͨ���ߴ缸����ȵĿ�����ϷŽ������õ�ͨ�����,������غɵ������£�������ѹ�� 2 ͨ���Ľ��ش� ʱ,������֯�ڲ�������������Ĵ����б��Ρ����ڼ�ѹǰ���������Ľ�����״������������ı�, �ڶ���μ�ѹ����Ի�úܴ���ۼ�Ӧ�������������ڼ�ѹ���μ����������ģ�ߵ�������ת����ͽǶȵ�����, ECAP����·���ɷ�Ϊ 4 �֣���·��A�������ڸ��μ�ѹ�ķ�����ȫһ�£�·��Ba���������μ�ѹʱ�������������෴������ת90?��·��Bc: �������μ�ѹʱ����ʼ��������ͬһ������ת90?; ·��C����һ�μ�ѹ��ɺ�������ת180?���ٽ����´μ�ѹ�����ʵ��ԭ��ͼ�ڹ��������д�������[3-6]�����IJ�������
��ͭ��Ϊ������������������ѧ���ܶ��ڹ��õĸ�������õ��㷺��Ӧ�á�ͨ��SPD�������������Ⱦ����Ƶȷ����Ʊ����ִ�ͭ�����Ѿ�Խ��Խ�ܵ����ǵ�����[9-11]������������Ҫͨ��ECAP�Ե���ͭ�Ͷྦྷͭ���в�ͬ·���Ͳ�ͬģ�߽ṹ�Ķ����ѭ������ʵ�飬�Ա��κ�IJ��Ͻ���ϵͳ����ѧ���ܲ��ԣ��о������ܱ仯������ԭ��
1 ʵ��
���ô���Ϊ99.999% �ĸߴ�ͭΪԭ���ϣ��ö������̼����Ʊ���ֱ��Ϊ10 mm�ĵ���ͭ��(�ڲ�������3������)���T2��ͭ�߲�, ���и�ɳ���Ϊ70 mm�ļ�ѹ�������ֱ���ģ�ߢ�(�ڽǦ�=105?����Ǧ�=37?)��ģ�ߢ�(�ڽǦ�=120?, ��Ǧ�=60?)������ģ�߶Ե���ͭ�Ͷྦྷͭ����A·����Bc·���ļ�ѹ���顣��ÿ���μ�ѹ���������ͼ1��ʾ�ߴ�ӹ�������������Ȼ�����ձ�����AG-10TA�Զ����Ƶ�������������Ͻ����������顣��JSM-6700Fʽɨ���������(SEM)�϶�����Ͽڽ��й۲졣
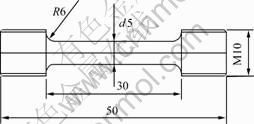
ͼ1 ��������
Fig.1 Schematic diagram of tensile sample
��ѹ�豸����YT071-100A��Һѹ�����豸���ѹ��Ϊ980 kN��ʵ����ģ��װ����ͼ2��ʾ���Ƚ��ϡ���ģ��װ��λ��, �ٽ���ֱ���͵İ�ģ��10 MPaѹ��ѹ����ȵ�ģǻ��, ��ģ��ʼ��ѹ, ��ѹ�ٶ�Ϊ25 mm/s������ǰģ����ǻ�����������Ϳ�϶���������
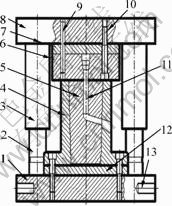
ͼ2 ��ѹģ��װ��ͼ
Fig.2 Schematic diagram of die structure: 1��Installation board; 2��Location pole; 3��Location sheathing; 4��Outside sheathing; 5��Inside sheathing; 6��Mandril location board; 7��Crest slab; 8��Upper moulding board; 9, 10��Bolt; 11��Mandril; 12��Installation board; 13��Pin
2 ��������
������ģ�ߢ�����ֲ��Ͻ��в�ͬ·���ı���ʵ�飬��⼷ѹ���ι����еĿ���ǿ�Ⱥ������ʹ�ϵ������ͭ�Ͷྦྷͭ��ͨ��A·����Bc·����ѹ��Ŀ���ǿ����ͼ3��ʾ����ͼ3���Կ���������ͭ�ij�ʼ����ǿ��Ϊ145 MPa, ��ѹ1���κ�Ѹ����ߵ�260 MPa����ѹ2���κ�ͭ��Bc·���Ŀ���ǿ�ȱ���A·����Լ��60 MPa����ѹ3�����Ժ���ǿ�����������ȿ�ʼ��������ѹ8�����Ժ���ͭ������·�����κ�Ŀ���ǿ�Ȼ���һ�£��ӽ�380 MPa��
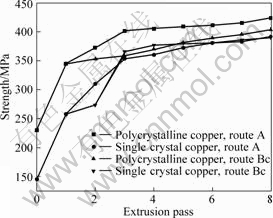
ͼ3 ��ͬ·���¼�ѹ�����뿹��ǿ�ȹ�ϵ
Fig.3 Relationship between extrusion pass and tensile strength on different routes
�ྦྷͭ�ij�ʼ����ǿ��Ϊ230 MPa����ѹ1���κ���ߵ�350 MPa����ѹ3�����Ժ���A·���µĿ���ǿ�ȴﵽ410 MPa����Bc·���µĿ���ǿ��ֻ�ﵽ360 MPa��֮����2��·����ѹ��Ŀ���ǿ��������������������ѹ8���κ���A·���µĿ���ǿ�ȴﵽ420 MPa����Bc·���µĿ���ǿ�ȴﵽ390 MPa��������[12]��ʵ��������һ�¡�
ͼ4��ʾΪ����ͭ�Ͷྦྷͭ��A·����Bc·���¼�ѹ����쳤�ʡ���ͼ4���Կ���������ͭ�Ͷྦྷͭ�ij�ʼ�쳤�ʷֱ�Ϊ64%��46%����ѹ1���κ���ͭ���쳤���½���26%����A·���¼�ѹ3���κ��쳤���½���24%��֮��ʼ��������ѹ8���κ��쳤��Ϊ35%����Bc·���¼�ѹ2���κ��쳤�ʽ��͵�����ֵ��Ϊ19%��֮��ʼ�Ȳ���������ѹ8�����Ժ��쳤�ʴﵽ27%��
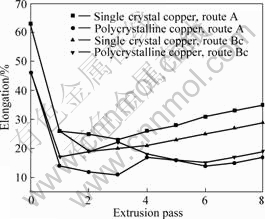
ͼ4 ��ͬ·���¼�ѹ�������쳤�ʵĹ�ϵ
Fig.4 Relationship between extrusion pass and elongation on different routes
�ྦྷͭ�ڼ�ѹ1���κ��쳤�ʽ���Ϊ17%����ǰ3���μ�ѹ����A·����Bc·���µ��쳤�ʳ��ֽϴ���죬����ѹ4�����Ժ�����·���µ��쳤�ʻ�������һ�£���ѹ8���κ���쳤��Լ16%��
ͨ����ͬģ�ߵ���ͬ����·��(Bc·��)��ѹ��Ŀ���ǿ����ͼ 5��ʾ����ͼ5���Կ�����ԭʼ����ͭ�Ͷྦྷͭ����ģ�ߢ��ģ�ߢ�ѹ����ǿ�ȶ��������ߣ���ģ�ߢ�ѹ��2�ֲ��ϵĿ���ǿ�ȵ���߷��ȱ�ģ�ߢ�ѹ��Ҫ��ѹ8�����Ժ���ͭ�Ŀ���ǿ����145 MPa��ߵ�380 MPa�������171%���ྦྷͭ�Ŀ���ǿ����227 MPa��ߵ�410 MPa�������80.6%����ģ�ߢ�ѹ8���κ���ͭ�Ŀ���ǿ�������157%������ģ�ߢ�ѹ��Ŀ���ǿ��ֵ�ӽ����ྦྷͭ�Ŀ���ǿ�������67%������ģ�ߢ�ѹ��Ŀ���ǿ����߷���ԼС13%��
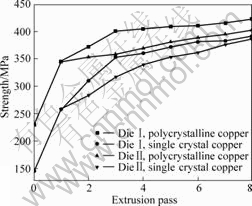
ͼ5 ��ͬģ���¼�ѹ�����뿹��ǿ�ȹ�ϵͼ
Fig.5 Relationship between extrusion pass and tensile strength with different dies
ͨ����ͬģ�ߵ���ͬ����·��(Bc·��)��ѹ����쳤�ʹ�ϵ��ͼ6��ʾ����ͼ6���Կ������ڼ�ѹ1���κ����ֲ��ϵ��쳤�ʶ�����Ƚ��ͣ�����ͭ��ģ�ߢ�ѹ3���κ��쳤�ʴﵽ�յ㣬���½���Ϊ����������ģ�ߢ�ѹ4���κ�ų��ֹյ㡣�ྦྷͭ��ģ�ߢ�ѹ1���κ���ֹյ㣬������ģ�ߢ�ѹ3�����Ժ�ų��ֹյ㡣��ͼ6�����Կ�������ģ�ߢ��ģ�ߢ�ѹʱ�ྦྷͭ���쳤�ʳ��ֲ��������������������ʻ����������ơ�
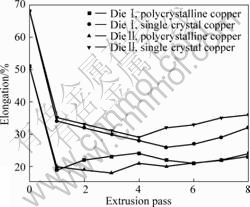
ͼ6 ��ͬģ���¼�ѹ�������쳤�ʵĹ�ϵ
Fig.6 Relationship between pass extrusion and elongation with different dies
��Ϊ���ϵ�Ӳ����Ҫ��ӹ�Ӳ��ָ���йأ���ʵ�����ͬһģ��(ģ�ߢ�)����ͬ����·��(·��Bc)��ѹ��ĵ���ͭ�ͶྦྷͭӲ�Ƚ��бȽϡ������ͼ7��ʾ����ͼ7���Կ���������ͭ��ǰ4���μ�ѹ��Ӳ�����ڱ��ͣ�֮��ļ�ѹ��Ӳ�ȳ��ֲ������ྦྷͭ�ڼ�ѹ2�����Ժ�Ӳ�����ڱ���, ֮��ļ�ѹ��Ӳ�ȳ��ֲ�����
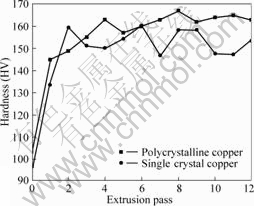
ͼ7 Bc·���¼�ѹ������Ӳ�ȹ�ϵ
Fig.7 Relationship between extrusion pass and hardness by route Bc
3 ����
������ECAPǰ�����μ�ѹ�����У����ε���Ҫ�����Ǿ��ڵ�λ���˶���λ��������ֳ, λ���ܶȺͿ�λ�ܶ���������, �γɴ����İ�״�ṹ�Լ��Ǿ��硢�Ͼ����, ����������ϸ��[10]������ͬ�ļ�ѹ���κ���A·����ѹ����ۼ�Ӧ�����Bc·����ѹ���Ҫ����ϸ���ij̶�Ҳ�������ԡ�
��ǰ��ʵ�������Կ���������ͭ��2��·����ѹ��Ŀ���ǿ�������Բ��죻��ǰ4���μ�ѹ���쳤�ʲ����½���֮���ֲ�����������A·������μ�ѹ����쳤�����Ը�����Bc·����ѹ����쳤�ʡ�
�ྦྷͭ��ǰ3���μ�ѹ����ǿ������������������������ͬ���μ�ѹ����A·����ѹ��Ŀ���ǿ�ȱ���Bc·����ѹ���Ҫ�ߣ��ڼ�ѹ1���κ��쳤�ʽ�����Сֵ��Ȼ������������2��·������μ�ѹ����쳤������һ�¡�
������Ϊ�����ֲ�������Ҫ�����ֲ��ϵ�����Ӧ�䷽ʽ������أ�2�ֱ���·���²��ϵ�Ӧ��ģʽ��ͼ8��ʾ����ͼ8���Կ�������A·����ѹʱ��������XYƽ�����ܵ��������������ú����б����������ƣ���Bc·����ѹʱ���������غ������£�������XYƽ���ڱ�������ǰ�ڲ�����Ӧ������������ѹ��XZƽ���ZYƽ���ڵ�Ӧ�������ֵ�����ʹ���ϵ��ۻ�Ӧ��Ч��������
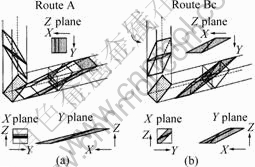
ͼ8 ·��A��·��Bc��ѹ2���κ�ľ���3 ά���� ʾ��ͼ
Fig.8 Schematic illustration of shearing of cubic element in second pass through ECAP on routes A and Bc (The inserts show distortions of the grains and the operative slip systems when viewed on X, Y and Z planes): (a) Route A; (b) Route Bc
����ͭ��2��·���¼�ѹ��Ľ�����֯��ͼ 9 ��ʾ���Ա�ͼ 9(a)��(b)��֪������ͭ�� A·����ѹʱ�����ڲ������γɴ����Ļ����ߣ�����μ�ѹʱ��������Ļ����߱��Ȳ����Ļ�����������γɻ��ƴ������ﵽ�ٽ�Ӧ��״̬ʱ�����������ѣ���Bc·����ѹʱ��������ͬһƽ���ڵ������������ܵ������Ӧ

ͼ9 ����ͭECAP �����֯��ò
Fig.9 Microstructures of single crystal copper after ECAP: (a) After 2 passes by route A; (b) After 6 passes by route Bc
�����ã�����2���α����о����ڵ�λ���˶�����ͬ������μ�ѹ�������λ���������γ�λ������ϸ��ǿ�����ò������ԣ���ѹӦ�������²��ϵ�Ӧ�����жȽ��͡�
���⣬��A·������μ�ѹ��ľ���ϸ��Ч������Bc·����ѹ������ԣ�����˸�ϸ���Ǿ���֯�����Ǿ�Խϸ�������������²��뻬�Ƶ��Ǿ���ĿԽ��, ���κ��Ǿ��ķֲ�Ҳ���Ӿ���, ���ײ���Ӧ�����У��������������ǰ���Գ��ܵ����Ա�����������ˣ��Ե���ͭ��A·����ѹ����쳤�����Ը�����Bc·����ѹ����쳤�ʡ�����������������ͭ������·���¶���μ�ѹ����ֳ����Բ�����ߵ����ơ�
�ྦྷͭ��A·����ѹʱ����ÿһ���μ�ѹ�о�����Ӧ�䷽ʽ��λ�����˶��ķ������һ�£�����μ�ѹ��������Խϴ���ۼ�Ӧ�䣬������ϸ��������ϸ��ǿ�����ã���λ����ڵľ������Խ�࣬��λ�����谭����Խ������ǿ��Խ�ߡ�
�ྦྷͭ��Bc·����ѹʱ����Ϊ����2���εļ�ѹ��λ�����˶�������������ڵ��ۼ�Ӧ���������ȱ���A·����ѹʱ��С��ϸ��ǿ����������Ҫ������A·���ļ�ѹЧ�������Զྦྷͭ��A·����ѹ��Ŀ���ǿ�ȱ���Bc ·����ѹ��ĸߡ�ͬ������Bc·����ѹ��ĵ�����������ʵ���о�����λ�����˶����ܵ���������������Խ�С�����Զྦྷͭ��Bc·��ǰ�����μ�ѹ����쳤�ʸ�����A·����ѹ����쳤�ʡ�
ģ�߽ṹ�Բ��Ͽ���ǿ�Ⱥ��쳤�ʴ�������Ӱ�죬��Ҫ�ǵ��α������IJ�ͬ������ϸ�������ͬ���¡�ģ�߽Ƕ������Ӧ���ϵΪ[13]
![]() (1)
(1)
ʽ�У�![]() ΪӦ������NΪ��ѹ���Σ�
ΪӦ������NΪ��ѹ���Σ�![]() ��
��![]() �ֱ����ģ����Ǻ��ڽǡ�
�ֱ����ģ����Ǻ��ڽǡ�
����ʽ(1)���Լ�������ڼ�ѹ�����н�С��ģ�߽ǶȽ��Բ��ϲ�����Խϴ��Ӧ����������ͨ�����Ӽ�ѹ�������ϴ��ģ�߹ս�Ҳ���Դﵽ��С�ս�ģ����ͬ���ۼ�Ӧ������
���⣬����ͭ��2��ģ��ѹʱ��ǰ3���μ�ѹ����쳤�ʻ���һ�£�����4���μ�ѹ����쳤�ʳ��ֲ��죬ģ�ߢ�ѹ����쳤�����Ա�ģ�ߢ�ѹ���Ҫ�������ֲ����Ե���Ҫԭ���ǣ��ڽ�С��ģ�߽Ƕȼ�ѹ�о����ڲ������İ�״�ṹ�ܶȽϴ�ԭʼ����������ڵ�λ������γɵ��Ǿ���Ŀ��Խ϶࣬���²��ϵ����Է����仯����2��ģ��ѹ����쳤�ʹյ���ֵ�ʱ�䲻ͬ������Ϊ���������ڴ��ģ�߽Ƕ�����Ҫ��һ����ѹ���ܴﵽ��������Ӧ����ٽ�ֵ��
������Ϊ������ͭ�ڶ���μ�ѹ���쳤��ת��Ϊ�������ƿ����뵥�������ڼ�ѹ���γɵ��Ǿ�����ֲ��йء�
������ϸ���̶Ⱥܸ�ʱ, ���ϵĿ���ǿ�Ⱥ��쳤�ʵõ�������ߣ�ʹ�ò��ϼ������Ա��εĿ�������, �����˼ӹ�Ӳ��[10]��
����ͭ��ǰ2���εļ�ѹ�У��ؾ������������λ���������Ӻ���������ʹ���Ʊ�����ѣ�����ϲ�������Ϊ����ǿ����������Խ��ͣ�����ʹӲ�ȴ������ߡ�������Ϊ���ڶ���μ�ѹ��λ�����Ǿ���������ۺ������Ǿ��翪ʼת����ʹ�Ǿ���ƫ��ԭ����λ�ã����Ǿ���λ���˶��ķ���δ�����ı䣬λ����ʼ���µķ�����ۣ�Ȼ���ֽ�����һ��λ���ܶ�������Ӧ����ʼ���ӵ����ڡ���ˣ��Ӻ���Ͽ�Ӳ���ֿ�ʼ���͡�ͨ����ѧ����Ƭ����ѧ���ܶ��շ��֣�����Ӳ���½��Ĺ���ǡ�ö�Ӧ�����Ǿ��γɵĹ��̡�
���ڶྦྷ�ڴ��ڴ����ľ��磬��ͬһ�����������¾������˶��Ƚϸ��ӣ���Զ��ԣ�����������ͬһ���������µı��αȶྦྷ���ϸ����й����ԣ�λ����ͬһ�����ϻ��۵����ʱȽϿ죬����ڼ�ѹ�����е���ͭ��Ӳ�Ȳ����������Աȶྦྷͭ�Ķ̡�
Ϊ���о���ѹ���̶Բ��Ͼ���ȡ���Ӱ�죬����A·����ѹ�ĵ���ͭ0��1��2��4������������X��������(XRD)�����������ͼ10��ʾ��
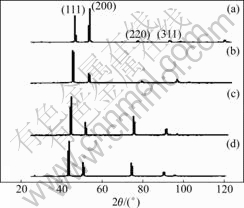
ͼ10 ����ͭECAP��� XRD��
Fig.10 XRD patterns of single crystal copper after ECAP: (a) 0; (b) 1 pass; (c) 2 passes; (d) 4 passes
��ͼ 10 ���Կ�����ԭʼ����ͭ�ڼ�ѹ��ʼ�վ��к�ǿ��(111)����ȡ�������ļ�ѹ��(200)����ȡ�������(220)��(311)����ȡ������ǿ����˵��ECAP��ѹ�Բ��ϵľ���ȡ���������Ӱ�졣����XRD����ֻ�ܵõ����µľ���ȡ���ϵ��Ŀǰ�õ��ӱ�ɢ������(EBSD)�����Բ��Ͼ���ȡ��ֲ����о��ڹ������Ѿ������ձ��ע���������߽����Ժ�Ĺ������� EBSD�Ե���ͭ�ĵ�SPD֯�����������о���
ͼ11��ʾΪ�ྦྷͭ��ECAP��1��4���κ������Ͽ�������������ò����ͼ11 (a)��(c)�п��Կ�������ѹ1���κ�ľ���������Աȼ�ѹ4���κ�ľ������С��˵��ECAP�����в��ϴ����Զ���������Զ��ѷ���չ����ͼ11(b)��(d)���Կ�������ѹ1���κ��������������ҽ����ѹ4���ε����������������ӣ���dz����һ�£�˵����ѹ�����ϵľ����õ�ϸ����������֯�ľ��ȳ̶ȴ������ߡ�
�ۺ�����[14-15]�ͱ��о�ʵ������Ϊ,��ECAP�����У�����������ྦྷ���ϵı��λ��ƴ������Բ��죺����ͭ��ECAP���γɵij�ϸ���������Ǿ��Ķ������м���֯�ֲ������Ե�������������ԭ�����˵���ͭ�ڶ���μ�ѹ�����Կ�ʼ��������ӣ��ྦྷͭ��ECAP�����У���ǶȾ����������ӵ�������Ҫ���λ��Ƶĸı䣬���绬�Ƶ����˾���ת�����Ƶ����������Կ�ʼ��������Ҫԭ��[15]��
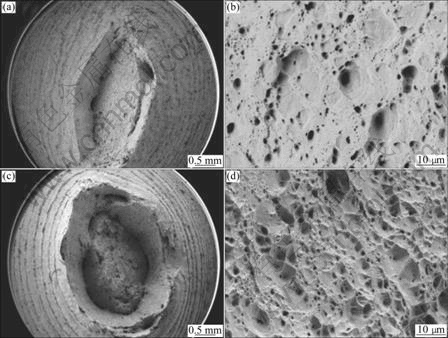
ͼ11 �ྦྷͭBc·��ECAP�������Ͽ�����
Fig.11 Tensile fracture characteristics of polycrystalline copper after ECAP by route Bc: (a) After 1 pass, fracture appearance; (b) After 1 pass, dimple characteristics; (c) After 4 passes, fracture appearance; (d) After 4 passes, dimple characteristics
4 ����
1) ����·�������ֲ�����ѧ���ܵ�Ӱ�첻ͬ: ������ͬ���μ�ѹ����ͭ������·����ѹ��Ŀ���ǿ�������Բ��죬��ѹ���쳤�ʹյ���ֵ�ʱ�䲻ͬ����A·���¼�ѹ���ֹյ��ʱ�����Bc·���¼�ѹ���ֹյ��ʱ��Ҫ�磻�ྦྷͭ��A·����ѹ��Ŀ���ǿ�������������Ա���Bc·����ѹ��Ĵ����߲�������������С��
2) ģ�߽ṹ�����ֲ�����ѧ���ܵ�Ӱ�����ԣ���С��ģ�߽Ƕȼ�ѹʱ�����ڲ�������Խϴ��Ӧ�䣬�������ܵı仯�Ͽ죻�ýϴ�սǵ�ģ��ѹʱ��ͨ�����Ӽ�ѹ�������Դﵽ��С�ս�ģ�ߵ�ͬ���ۼ�Ӧ������
3) ����μ�ѹ�����ֲ���Ӳ�ȴ������ߣ����ż�ѹ���ε����ӣ����������Զ�������Զ��ѷ���ת�䣬������֯���Ȼ��̶���ߡ�
4) ����ͭ��A·����ѹ���������γɻ��ƴ�����Bc·���¼�ѹ���γɰ�״�ṹ����ѹ���γɵ��Ǿ����ж�������������
5) ��ECAP�����У�����������ྦྷ���ϵı��λ��ƴ������Բ��죺����ͭ�ڱ������γɵ��Ǿ��Ķ������м���֯�ֲ������Ե���ߵ��µ���ͭ�ڶ���μ�ѹ�����Դ�������ӣ��ྦྷͭ�ڱ��ι����У���ǶȾ�����������������Ҫ���λ��Ƶĸı䣬���绬�Ƶ��¾���ת�����Ƶ����������Կ�ʼ�����ӵ���Ҫԭ��
REFERENCES
[1] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from sever plastic deformation [J]. Progress in Materials Science, 2000, 45(2): 103-189.
[2] SHIH M H, YU C Y, KAO P W, CHANG C P. Microstructure and flow stress of copper deformed to large plastic strains [J]. Scripta Mater, 2001, 45(7): 793-799.
[3] YOON S C. Preform effect on the plastic deformation behavior of workpieces in equal channel angular pressing [J]. Scripta Mater, 2006, 55(4): 159-162.
[4] ��͢��, ������, �� �£��� ���������. ��ͨ��ת�Ǽ�(ECAP)���յ��о���չ[J]. ����������ѧѧ��, 2008, 34(6): 19-24.
GUO Ting-biao, DING Yu-tian, HU Yong, CAO jun, LI Geng-xin. Development of the techniques for equal-channel angular pressing [J]. Journal of Lanzhou University of Technology, 2008, 34(6): 19-24.
[5] ������, Ѧ����, �� Ƽ. ��ĩ��ײ��ϵȾ��Ǽ�ѹ�����������Ԫ��ֵ����[J]. �й���ɫ����ѧ��, 2006, 16(9): 1510-1516.
ZHOU Ming-zhi, XUE Ke-min, LI Ping. Coupled thermo-mechanical finite element analysis of metal with porosities during equal channel angular pressing process [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1510-1516.
[6] �Թ�Ⱥ, ���粨. ��ͨ����Ƕ���μ�ѹ�����ۻ����ξ������о�[J]. ��е����ѧ��, 2005, 41(5): 177-181.
ZHAO Guo-qun, XU Shu-bo. Study of material accumulated deformation uniformity of equal channel angular mulati-pass pressing process [J]. Chinese Journal of Mechanical Engineering, 2005, 41(5): 177-181.
[7] �� ӽ, ��־��, �ܿƳ�, ��־��. �����Ⱦ��Ǽ�����(��)��������Ϊģ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 294-299.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, LI Zhi-you. Equal channel angular pressing process of pure aluminum(��)��Simulation of deformation behavior [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 294-299.
[8] HAN W Z, YANG H J, AN X H, YANG R Q, LI S X, WU S D, ZHANG Z F. Evolution of initial grain boundaries and shear bands in Cu bicrystals during one-pass equal-channel angular pressing [J]. Acta Mater, 2009, 57(4): 1132-1146.
[9] ������, �� ��, �� ��, ������, �����. ����κ��ȴ����Ե���ͭ����˿����Ӱ��[J]. ��е����ѧ��, 2009, 45(4): 83-88.
DING Yu-tian, CAO Jun, HU Yong, KOU Sheng-zhong, XU Guang-ji. Impact on single crystals copper wire bonding performance by cold deformation and heat treatment [J]. Chinese Journal of Mechanical Engineering, 2009, 45(4): 83-88.
[10] ���±�, �α��, �� ��. �����Ⱦ��Ǽ�ѹ�Ʊ���ϸ��ͭ[J]. �й���ɫ����ѧ��, 2006, 16(9): 1563-1569.
YUN Xin-bing, SONG Bao-yun, CHEN Li. Ultra-fine grain copper prepared by continuous equal channel angular press [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1563-1569.
[11] MISHRA A, RICHARD V, GR?EGORI F, ASARO R J, MEYERS M A. Microstructural evolution in copper processed by severe plastic deformation [J]. Mater Sci Eng A, 2005, 410(4): 290-298.
[12] κ ΰ, �� ��. �����Ա����Ʊ��������ײ���[J]. ��е����ѧ��, 2002, 38(7): 1-5.
WEI Wei, CHEN Guang. Processing bulk nanostructured materials by severe plastic deformation [J]. Chinese Journal of Mechnical Engineering, 2002, 38(7): 1-5.
[13] SEGAL V M. Equal channel angular extrusion: From macro mechanics to structure formation [J]. Mater Sci Eng A, 1999, 271: 322-333.
[14] KOMMEL L, HUSSAINOVA I, VOLOBUEV O. Microstructure and properties development of copper during severe plastic deformation [J]. Materials and Design, 2007, 28(7): 2121-2128.
[15] MISHIN O V, JENSEN D J, HANSEN N. Microstructures and boundary populations in materials produced by equal channel angular extrusion [J]. Mater Sci Eng A, 2003, 342(1/2): 320- 328.
(�༭ ��ѧ��)
������Ŀ������������ѧ��ʿ����������Ŀ(SB01200606)�������пƼ���������Ŀ(2009-1-9)
�ո����ڣ�2009-07-22�������ڣ�2010-06-02
ͨ�����ߣ���������ڣ���ʿ���绰��0931-2976706; E-mail: diugyt@lut.com
