
��������þ�Ͻ�AZ31B����/��ģ��
������1, ��س�1, ������2, �� ��1, ʯ����1, �¹���3
(1. ������ɫ�����о���Ժ ���� 100088;
2. Brunel University, Uxbridge, Middle Sex U138 3PH, UK;
3. �����Ƽ���ѧ �½������Ϲ����ص�ʵ����, ���� 100083)
ժ Ҫ��
����˫�����������칤���Ʊ���þ�Ͻ�AZ31B�İ���, ����Gleeble-3000����/��ģ����о��������������ͨ���������ڱ����¶�Ϊ250~400��, ��������Ϊ0.001~5s-1, ��������Ϊ60%ʱ����ѹ��������Ϊ�� �����˲�������Ӧ����������� �����¶Ⱥ�Ӧ������֮��Ĺ�ϵ, �Ƚ������ֲ�ͬ���칤�ն������Ա�����Ϊ��Ӱ�졣 �������: �������������ڱ��ι����е��α����������������ͨ�����, ��˲���Ԥ��������ֱ�ӽ������Գ���; 350�������ȱ��������������ϵı��ο�������С����ͨ�������ϵ�; ��������ʹAZ31B�Ͻ�����Լӹ����ܵõ�����; �������ֲ�����Ҫԭ������ͨ����������֯Ϊ�ִ���֦��, ����������������֯ΪϸС���ᾧ��
�ؼ���: þ�Ͻ�; ��������; ��/��ģ�� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Hot compressive deformation simulation of rheo-cast AZ31B magnesium alloy
ZHANG Shao-ming1, YANG Bi-cheng1, FAN Zhong-yun2,XU Jun1, SHI Li-kai1, CHEN Guo-liang3
(1. General Research Institute for Nonferrous Metals, Beijing 100088, China;
2. Brunel University, Uxbridge, Middle Sex U138 3PH, UK;
3. State Key Laboratory for Advanced Metals and Materials,University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The billet of magnesium alloy AZ31B was prepared by the method of twin-screw rheo-casting and normal casting. The hot compression of these two kinds of samples at 250-400�� was performed on Gleeble-3000 hot simulator with the strain rates of 0.001-5s-1, and the maximum deformation of 60%. The relationship among the stress, deformation temperature and strain rate were analyzed and compared. The results show that the deformation of rheo-casting billet is more uniform than that of the normal casting in the compression process, so the rheo-cast billet can be hot deformed directly. The maximum stress of rheo-casting is less than that of the normal casting at above 350��, which means that the billet made by rheo-casting can be deformed easier than normal casting. The reason of the difference is that the microstructure of rheo-casting is composed of uniform, tiny and equal-axial grains; while the microstructure of normal casting is coarse dendrite.
Key words: magnesium alloy; rheo-casting; hot compressive deformation simulation
þ�Ͻ�����ܶȵ͡� ��ǿ�Ⱥͱȸնȸߡ� ����������ǿ, �������Ч�����켰�������õ��ŵ�, �ڵ��ӡ� ������ ��ͨ�� ���ա� ��������������Ҫ��Ӧ�ü�ֵ������Ӧ��ǰ��, ����Ϊ��21������߷�չǰ;�Ľ����ṹ����[1, 2]�� Ŀǰ����þ�Ͻ��Ʒ��Ҫͨ������ķ�����á� ���취������þ�Ͻ���֯�ʴִ�֦��״, ���ڳɷ�ƫ��, �����Ʊ�������������þ�Ͻ� ͨ����ѹ�� ���졢 ���Ƶȹ����������ı���þ�Ͻ��Ʒ, ��������Ͼ��и��ߵ�ǿ�ȡ� ���õ���չ��, ��������������ṹ������Ҫ�� ���ڴ�þ�Ͻ����������������ṹ, �Գ��Ե͡� ���»���ϵ��, ��ӹ��Ƚ�����, �����ȼӹ�����Ҳ��Ҫ�����Ͻ��г�ʱ���˻�ʹ���μ�ѹ��Ԥ��������[3], ����Ч�ʵ���, ���Եõ�������þ�Ͻ��Ͳġ� �������Ʊ���þ�Ͻ���Ϸ�չ�Ĺؼ����ء� ���, ��������þ�Ͻ�ӹ��¼����� �¹���, �����������ı���þ�Ͻ��Ϊ�������þ��ҵ�ķ�չ���ơ� �������켼��ʹ�����ڸ����ʺ�ǿ�������������κ�����[4], �����������е�֦����֯, ϸ���˾���, ��Ȼ��Ӱ�����ϵ����Լӹ����ܡ� ��������ͨ��˫���������������ϵ���/��ģ��ʵ��, ��ʾ�������������볣���������ϵ������Ա��ι��ɲ���, Ϊ�����������þ�Ͻ�����Լӹ��ṩ���ݡ�
1 ʵ��
ʵ��ʹ����ҵ����AZ31B��̬����Ϊԭ����, ����ѧ����, �仯ѧ�ɷ����1��ʾ�� �Ͻ�Ĺ̡� Һ�����¶ȷֱ�Ϊ605��630�档 ԭ��������������ۻ���, ����˫���������ƽ����н���ǿ������, Ȼ�����Ե���Һ�����¶�ע����ģ����ȴ�ɰ��̬���ϡ� ��ԭʼ��̬����(���¼��NC)�Ͱ��̬����(���¼��RC)�зֱ�ӹ���d10mm��15mm��Բ������, ��Gleeble-3000����/��ģ��ʵ����Ͻ���һϵ����ѹ��ʵ��, ʵ��Ӧ�����ʷֱ�
��1 �Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of alloy (mass fraction, %)
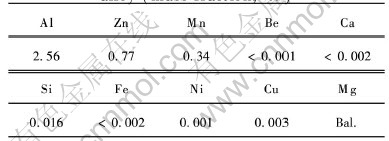
Ϊ0.001�� 0.01�� 0.1�� 1��5s-1; �����¶ȷֱ�Ϊ250�� 300�� 350��400��; ��������Ϊ60%�� Ϊ����ѹ��������������������Ħ����, ʵ��ǰ���������˵���ʯīƬ��ͿĨ������������ ͨ������ʵ����Է�ӳ�����ֹ����Ʊ����ϵ����Ա��ι��ɡ�
2 ��������
2.1 ������̬��֯
ͼ1��ʾΪ����ͨ����(NC)���պ�˫������������(RC)���յõ������ϵ��ڲ�����֯�� ��ͼ�п��Կ���, ��ͨ���칤���Ƴɵ�������֯Ϊ�ִ��֦����֦�����ϸС��������ɡ� ˫��������������֯��ҪΪϸС���ȵĵ����-Mg, �����ڶ���ֲ��ھ����ϡ� ����ͨ���칤����, �������彽����ģ��ᾧ����, ģ�ڸ����Ĺ�����������κ�, ���־��˶�����ģ���ڵĹ��������������ۻ�, ֻ������(Լ0.3%)�ľ����ܱ�������������, �ܴ��ȡ� �ɷֹ��������Ӱ��, �������ɴִ����֦���� ����������, ��˫����ǿ
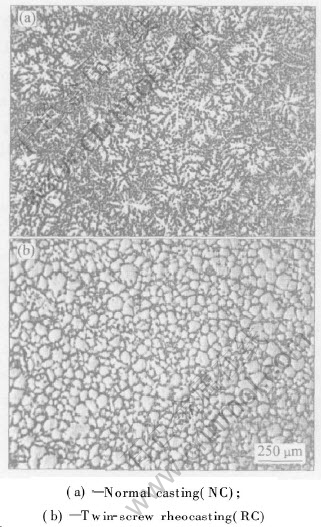
ͼ1 AZ31B�Ͻ����̬��֯
Fig.1 Microstructures of as-cast AZ31B alloy
�ҽ���������, �����������¶Ȼ��dzɷֶ��dz�����, ��������������ȴ��Һ��������, �����ڸ����ֶ�ͬʱ�κ�, ����ͨ�������, ʵ���κ���Ҳ������, ���������о��˶��ܱ�������, ����������Ч�κ���; ����ǿ�ҽ�����Է�ɢ������DZ�ڵķǾ����κ˺���, �����κ˵㡣 �����������ڼ�����ȫһ�µĻ����г���, ���յõ�ϸС����ľ�����ò[5, 6]�� ���ֹ��յõ�������������֯�ϵIJ���, ��ȻӰ�쵽���������Ա�����Ϊ��
2.2 ��������ѹ��������Ϊ
������ѹ������ʾ��ͼ��ͼ2��ʾ, �ڵ���ѹӦ��������, Բ������ܵ����ι��ߵ�ѹ������, ���빤�߽Ӵ��Ķ˲�����Ħ�������á� ��Ħ�����谭�����ʵ�ĺ�������, ʹ�ñ��ν���������������·ֳ��������в�ͬӦ��״̬�ͱ��γ̶ȵ�����, ���Т���Ϊ�ѱ�����, ����Ϊ�ױ�����, III��Ϊ���ɱ������� �����͢���Ϊ����ѹӦ��, III��������Ϊ��Ӧ���� �����������жͼ����������������ͬ��
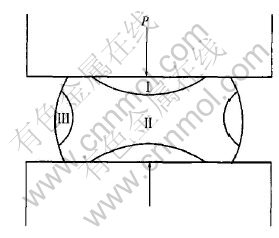
ͼ2 ��ѹ��ʾ��ͼ
Fig.2 Model of hot compression
ͼ3��ʾΪ����������ѹ�����κ���ۡ� ��ʵ�����б���������, NC������Բ���涼�к����Ե�����, ���֮��, RC����Բ����Ҫ�⻬�öࡣ �������������ڲ�����֯������ء� ����þ����������������ṹ, ����ṹ�Գ��Բ�, �����ܵ���ѹ��ʱ, ����ֳ����Եĸ������ԡ� ����NC������ԭʼ����Ϊ�����������Ĵִ���֦��, ���ϵڶ����ھ��������ֲ�, ����NC�����ڲ����������ı��β������ԱȽ�����, ijЩȡ�������ľ���, �����ײ����ϴ��α���, ����Щȡ�����ڱ��εľ���, ֻ����Ӧ�����ӵ�һ��ˮƽ��Ż�ͨ�������ȷ�ʽ�ı�����ȡ��, �Ա��һ�����ƺ������� �������������ȱ��ε���, ʹ��Բ��������������ޡ� ���, �ڴ���������, þ�Ͻ�����ò��϶��Dz��ü�ѹ����, ���Ҽ�ѹǰ���ԭʼ���Ͻ��г�ʱ����Ȼ�����, ������ѧ���ܵĸ�������[7]�� �����������Ƴɵ�����, �����κ�Ԥ�������ɵõ����ᡢ ϸС�� ���ȵij�ʼ����, �ڼӹ�Ӳ����������, ������Эͬ����������ǿ, ����������˾���ṹ�����������α䲻�����ԡ� ʹ�����������Ƴɵ�����ֱ�ӽ��ж���, ���Ըı䴫ͳ�IJ���һ�μ�ѹ�����������ͼ��Ĺ�������, ��þ�Ͻ�ͼ���������, �������Ч�ʡ�
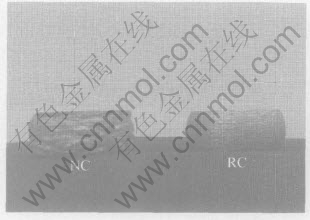
ͼ3 ������ѹ�����κ����Ƭ
Fig.3 Photo of sample after hot compression
ͼ4��5��ʾ�ֱ�ΪNC��RC�����ڲ�ͬ�¶ȡ� ��ͬӦ��������������ѹ�����ι��̵���Ӧ������Ӧ��Ĺ�ϵ���ߡ� AZ31B����ͨ����Ϊ����þ�Ͻ�ѹ��ԭ����[8], ����͵ļ�ѹ�¶�Ϊ350~400��, Ӧ������Ϊ10-1~10-2s-1�� ����Ӧ�����ʷ�Χ�ڵ��������Ӧ��ȡ����, ��Ӧ�¶�ȡ�����Ĺ�ϵ������ͼ6��ʾ, �����ϸ����Ӧʵ���¶ȴ�����������Ϊ400�� 350�� 300��250�档
���ϸ�����ͼ��ӳ�����ֲ�ͬ�����Ʊ��������ڱ��ι�����Ӧ�����ʡ� �����¶ȡ� ���ο����ͱ�������֮��Ĺ�ϵ, ���ص���Ҫ���¡�
1) ���ι�����, ���߱���Ϊ������ʽ�� һ�����ű���������, ����Ӧ�������ӵ����ֵ, Ȼ�����½��������ȶ�, �����α䡪�ٽᾧ����; ��һ��������ں�СӦ�������, Ӧ����С�ͻ����㶨����, ���ν�����̬����, �����α䡪�ظ������� ��ͼ5�п���, 300��ʱ, RC������0.001s-1�����¿�ʼ���ֳ���̬��������, �����¶�����, ������̬�����Ӧ�����������ӡ� ��NC����������̬������¶ȸ���, Ӧ�����ʸ��͡�
2) ��ͬ����������, þ�Ͻ���ο������¶�
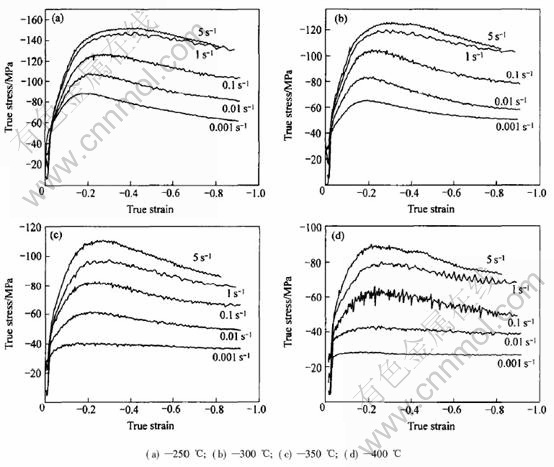
ͼ4 NC�����ڲ�ͬ�¶Ⱥ�Ӧ�������µ���Ӧ��-��Ӧ���ϵ����
Fig.4 Relationship between true strain and true stress for NC sample at different temperatures and strain rates
���������½�; �ڸ����¶�������, ����Ӧ����Ӧ�����ʺ�����, ͨ�������, ������������, ����Ӧ����Ӧ����[9, 10]��
3) RC�����������Ӧ����Ӧ�ı�����������ͬ������������NC�����ġ� ͼ6���������߽����¶ȴ�Լ��Ϊ350��, �ڽ����¶�����, NC�������������Ӧ��С��ͬ������RC������; �����¶�����NC�������������Ӧ������RC������, �������¶�400���Ӧ������0.1s-1ʱ, RC�������������Ӧ��ΪNC������80%��
���ֲ�ͬ�������ֳ��Ĺ��Ժ�����һ������þ�Ͻ����Ա��λ����й�, ��һ��������ԭʼ��֯�IJ�����ɱ��ι����ϵIJ�ͬ[11]��
ͨ���ںϽ���ȱ��ι�����, һ���������������, λ���ܶ�������, ���ϱ��ֳ��ӹ�Ӳ��, ��һ�������ڻظ����ٽᾧ����ʹ���ϳ�����������, ��������������, ���ӹ�Ӳ��������, ��������㡣 ����þ�Ͻ�IJ���ܽϵ�, �们�����ϲ�ȫλ��֮��IJ�����Ͽ�, ����, λ���Ļ��ƺ����ƺ��ѽ���, ͨ�����ֲ��ϵĶ�̬�ظ��ٶȱȽ���, һ����˵, λ���ܶ�����������������ʳ�����, �����������ι���������Ӧ����С��Ӧ�����ʱ��ֵú�����[12]�� λ���ۻ�������Ӳ���Ͷ�̬�ظ��ٽᾧ�����������Ӳ���Ӧ����ֵ, �����ߴﵽƽ��, �������̬���䡣 þ�Ͻ����Ա��ι�����, ���¶Ƚϵ�ʱ, þ�Ͻ���λ�����Ҫ�ǻ��滬�ƺ��Ͼ���Э������, �ٽ��Ͼ���ĸ��ܶ�λ��������Ͼ��;���Ťת��������ϸС�Ķ�̬�ٽᾧ����; ���¶�����, ���滬�ƺ��滬������, �����н�����; �¶Ƚ�һ������, λ������Ҳ�������, �����ƺ����Ʋ�����λ�����鵼����ԭʼ���總������С�ǶȾ������硣 ��С�ǶȾ�����, λ������������������̬�ٽᾧ[13, 14]��

ͼ5 RC�����ڲ�ͬ�¶Ⱥ�Ӧ�������µ���Ӧ������Ӧ���ϵ����
Fig.5 Relationship between true strain and true stress for RC sample at different temperatures and strain rates
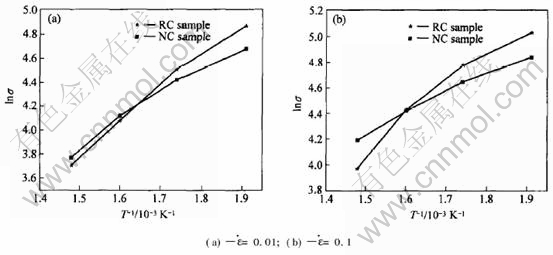
ͼ6 ��ͬӦ�������������ο������¶ȵĹ�ϵ����
Fig.6 Relationship between temperature and maxium deformation resistance at different strain rates
���ʵ����������Ϊ, 350������, λ���Ľ����ƿ��������Ա��κͶ�̬�ٽᾧ�κ�, ����NC�������ڽϴ���α䲻������, �α����ϴ�ľ�����λ���ܶȺܸ�, ����λ��ͨ�����������ȷ����ٽᾧ�κ˺ͳ���, ʹ����Ӧ���õ��ͷ�; RC���������������γ̶Ⱥ�λ���ܶȲ��, �ٽᾧ�ڸ��������ڼ���ͬʱ����, �����NC�������, ��ʼ�����ٽᾧ���ܱ������ϸ�, �����ο����ϴ� ���¶�����, λ���������벢�������������Ա��κͶ�̬�ظ��ٽᾧ, ����ʹλ���ɶ��Դ������, �����װ���������λ���IJ���, ʹ����λ���������˶���ԭʼ����, �����뾧���λ���ܶȳ����������������, ������λ���ͻ��ھ������Ӧ������, ʹԭʼ�����Ϊ���״[15], ��ʱ�ٽᾧ�¾������κ˻����Ǿ��繭�����ơ� ����RC�����ľ���ΪϸС���ᾧ, ԭʼ���������NC�����Ĵ�ö�, ���Իظ�Ч����������, �ٽᾧ�κ˸�����, �ȱ����и����׳�����̬����, ͬʱ�����ο�����NC����Ҫ�͡�
��������/��ģ��ʵ��Ľ���ͷ������ѿ���, ��ͨ�����ȼ�ѹ����������, �����������ϱ���ͨ�������Ͼ������Ե���Խ��: 1) �ڱ���ǰ�����������ϲ���Ҫ��ʱ��ľ��Ȼ�����; 2) �ڱ��ι����н���ͨ�������ϻ����̬�����Ӧ������Ҫ��, ʹ��ѹ���տ��Բ��ø��ߵ�Ӧ������, ͬʱ��ѹ���̸��ȶ�, �õ��ļӹ�̬��֯Ҳ���Ӿ���, �ۺ���ѧ������Ӧ�õ�����; 3) ��350�����ϱ����ܻ�ýϴ�ı������ʻ��С�ı��ο���, ���ѹЧ�ʡ� ������Խ�Ե���Ҫԭ�����������켫��ظ�������̬��֯, ��Ӱ�쵽�����ȱ��ι����еĻظ����ٽᾧ���̡�
3 ����
1) �ȱ��ι�����, �����������ϵ��α����������������ͨ��������, ��ͨ�������ϱ��κ����������������, �����������ϱ��κ������⻬ƽ��, �������辭Ԥ��������ֱ�ӽ��ж��졣
2) ����ͨ�������, ���������������ȱ��ι����л����̬������¶ȸ���, Ӧ�����ʸ��ߡ�
3) 350�������ȱ���ʱ, �����������ϵı��ο�������С��ͬ��������ͨ��������; ��ͨ���ȼӹ��¶ȷ�Χ��, �����������ϱ���ͨ�������Ͼ��и��õ����Ա���������
REFERENCES
[1]Mordike B T, Ebert T. Magnesium properties applications potential[J]. Mater Sci Eng A, 2001, A302: 37-45.
[2]Aghion E, Bronfin B. Magnesium alloys development towards the 21st century[J]. Mater Sci Forum, 2000, 350: 19-28.
[3]Murai T, Matsuoka S I, Miyamoto S. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions[J]. J Mater Proce Techn, 2003, 141: 207-212.
[4]Fan Z, Ji S, Bevis M J. Twin-screw rheomoulding����a new semi-solid processing technology[A]. Chiarmetta G L, Rosso M. 6th International Conference on Semi-Solid Processing of Alloys and Composites Turin[C]. Brescia, Italy, 2000. 61-66.
[5]Fan Z, Ji S, Liu G. Development of the rheo-diecasting process for magnesium alloy and their component[A]. 8th International Conference on Semisolid Process Cyprus[C]. 2004.
[6]Das A, Fan Z. Morphological development of solidification structures under forced fluid flow experimental observation[J]. Mater Sci Technol, 2003, 19: 573-580.
[7]����, �Ϻ��, �¼���, ��. þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2004.
CHEN Zheng-hua, YAN Hong-ge, CHEN Ji-hua, et al.Magnesium Alloy[M]. Beijing: Chemical Industry Press, 2004.
[8]Margam C, Yong M, Shyan J. Effect of materials and temperature on the forward extrusion of magnesium alloys[J]. Mater Sci Eng A, 2004, A381: 308-319.
[9]Watanabe H, Tsutsui T, Mukai T. Deformation mechanism in a coarse-grained Mg-Al-Zn alloy at elevated temperatures[J]. International Journal of Plasticity, 2001, 17: 387-397.
[10]����, ������, ���ճ�, ��. Mg-5.6Zn-0.7Zr-0.8Nd�Ͻ�������Ա��ε���/��ģ���о�[J]. ����ѧ��, 2003, 39(5): 492-498.
YU Kun, LI Wen-xian, WANG Ri-chu, et al. Hot compressive deformation simulation of Mg-5.6Zn-0.7Zr-0.8Nd alloy at elevated temperatures[J]. Acta Metallurgica Sinca, 2003, 39(5): 492-498.
[11]Watanabe H, Mukai T, Sugioka M. Elastic and damping properties from room temperature to 673 K in an AZ31 magnesium alloy[J]. Scripta Materialia, 2004, 51: 291-295.
[12]����, ��ΰ��, �Ϻ��, ��. þ�Ͻ���ϵ����Ա������ۼ��似��[J]. ������չ, 2004, 23: 127-135.
CHEN Zheng-hua, XIA Wei-jun, YAN Hong-ge, et al. Principles and technologics of plastic deformation for magnesium alloys[J]. Chemical Industry and Engineering Progress, 2004, 23: 127-135.
[13]������, ������, �ƹ��. þ�Ͻ�AZ31B�ĸ������Ա��μ��ӹ�ͼ[J]. �й���ɫ����ѧ��, 2004, 14(7): 1068-1072.
WANG Ling-yun, FAN Yong-ge, HUANG Guang-jie. Plastic deformation at elevated temperature and processing maps of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1068-1072.
[14]���, ������, ¬��. ����þ�Ͻ�����Ա��λ����붯̬�ٽᾧ[J]. ��Ͻ�ӹ�����, 2003, 31(7): 35-39.
ZHANG Ya, MA Chun-jiang, LU Chen. Plastic strain mechanism and dynamic recrystallization of magnesium alloy[J]. Light Alloy Fabrication Technology, 2003, 31(7): 35-39.
[15]Tan J C, Tan M J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet[J]. Mater Sci Eng A, 2003, A339: 124-132.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2005AA33H020)
�ո�����: 2005-07-15; ������: 2005-08-20
�����: ������(1962- ), ��, ���ڼ��߹�
ͨѶ����: ������; �绰: 010-62055345; E-mail: shmzhang@grinm.com
[7]����, �Ϻ��, �¼���, ��. þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2004.
[12]����, ��ΰ��, �Ϻ��, ��. þ�Ͻ���ϵ����Ա������ۼ��似��[J]. ������չ, 2004, 23: 127-135.
[13]������, ������, �ƹ��. þ�Ͻ�AZ31B�ĸ������Ա��μ��ӹ�ͼ[J]. �й���ɫ����ѧ��, 2004, 14(7): 1068-1072.
[14]���, ������, ¬��. ����þ�Ͻ�����Ա��λ����붯̬�ٽᾧ[J]. ��Ͻ�ӹ�����, 2003, 31(7): 35-39.
