
DOI: 10.11817/j.issn.1672-7207.2017.04.008
�������蹤�ն�Super304H���������ȸ���֯�����ܵ�Ӱ��
������1��֣־��2������1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ���㶫 ���ݣ�510640��
2. ����������ѧ ��е����������ѧԺ���㶫 ���ݣ�510640)
ժ Ҫ��
����Super304H�ֱ����Ʊ��������Ա��β㣬����ɨ���������(SEM)������������X��������(XRD)����Ӳ�ȼƶ�������漰���Ա��β㲻ͬ��ȵ���֯��Ӳ�Ƚ��б�����������������������е���֯�ṹ�仯�����о����о����������Super304H�־����账������ͨ�����Ա��β������ܶȵ�λ���������ϸ��������ͬʱ����α��շ������壬�Ӷ��γ���һ����ȵľ������Ա��β㡣��������ʱ�����ӣ�����ԽϸС����������Խ�ࣻ���账�������Ӳ��������ߣ���ԭʼ����Ӳ�ȵ�2�����ϡ�
�ؼ���: Super304H���������账�����������Ա��β㣻Ӳ��
��ͼ����ţ�TG142.1 ���ױ�־�룺A ���±�ţ�1672-7207(2017)04-0903-07
Effect of surface shot peening on microstructure and properties of Super304H austenitic heat-resistant steels
WANG Ruikun1, ZHENG Zhijun2, GAO Yan1
(1. School of Materials Science and Engineering, South China University of Technology, Guangzhou 510640, China;
2. School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: Severe plastic deformation layer was synthesized on the surface of Super304H stainless steel by surface shot peening. The microstructures and properties of plastic deformation layer were characterized by using scanning electron microscopy (SEM), metallurgical microscope, X-ray diffraction (XRD) and microhardness tester. The grain refining behavior and microhardness distribution were analyzed and discussed. The results show that the grain of surface layer of Super304H stainless steel is refined with high density of dislocations or stacking faults by plastic deformation after shot peening and at the same time, strain induced martensite phase transition is produced. With the increasing of shot peening time, the grain size decreases and the volume fractions of strain induced martensite increases. Surface hardness is improved significantly and is more than twice the untreated specimen.
Key words: Super304H; surface shot peening; severe plastic deformation layer; hardness
Ϊ����ú�ġ���߷���Ч�ʡ����ٻ�����Ⱦ����չ�Ƚ���Ч�ij����ٽ�������ѳ�Ϊ�������缼����չ�ı�Ȼ���ơ��������������ٽ�����鷢չѸ�ͣ�����Ҫ����������ǿ�����ȸֵĿ�����Ӧ��[1]��Super304H���������ȸ����ڴ�ͳ�����岻���TP304H������Ӧ�ö�Ԫ�Ͻ���ɢǿ���Լ�����ȫ�³ɲĹ��տ�������������ǿ�����ȸ�(���Super304H��)���ø��־߱��ϸߵĸ���ǿ�ȡ��������ԺͿ������������ܣ��ѳ�Ϊ�����ⳬ���ٽ�����¯���������������ܵ���ѡ����֮һ[2]�� Super304H�ֹܹؼ������칤��֮һ���ڱ����账��������ҪĿ����ʹ���ڷ��۹����б����γɸ����ܵ�Cr2O3����Ĥ���Ӷ����Super304H�ֵ�����������������[3-4]�����������������账�����Super304H�ֿ��������ܵ��о���Ҫ��������߿��������ܻ�����������α���֯��Ӳ�ȱ仯���ɵȷ����ϡ�Super304H�־������账�������������Ա��Σ�����ϸ����������������������������ߣ�ͬʱ���ڲ������������Ͼ���λ���ܶȵ�ȱ�ݣ���Щ��Crԭ���ṩ�˴�����ɢ��ͨ��������������Crԭ�ӵ���ɢ�ٶȡ�����������α���֯�IJ��죬�ɻ���Ϊ3����ͬ����֯�����㣺����������ϸ���㣬���ܶ�λ����������Ͼ���Ӧ���շ���������Լ���Ե��ܶȵ�λ����[5]�������о���������ͬ���蹤�ղ�����������岻��ִ�����ͬ�Ľṹ���ԣ���������������λ���ܶ��Լ�Ӧ���շ������庬���ȣ��Բ������Crԭ�ӵ���ɢ�ٶȴ�����ͬ��Ӱ�죬���Ҳ��Բ���ֵ���ѧ�����ر��Ǹ�ʴ���ܴ�����ͬ��Ӱ��[6-8]�����ǣ���������账�����ղ��������Ӱ��Super304H�ֱ�����֯�ṹ����ȱ��ϵͳ������о���Ŀǰ��û���γɹ�ʶ���ձ��ֹ���ʽ����(NKK)��˾�����ڰ����岻��ֹ��ڱڽ������账��������俹��������[9]�����蹤�ս�Ϊ���ƣ�Super304H�����ҹ�Ӧ��ʱ��̣��Դ��ڹ������ij����Σ��ڱ����蹤�ղ�����δ��ͳһ������������ͨ����Super304H�ֹ��ڱ������α����֯��Ӳ�ȱ仯���ɵ��о�����[5, 9]���������账�����õĵ�����״�������������ٶȺͽǶȵȲ��죬������Ч��������ʽϵͣ��ձ����ϸ�����ȡ��α����ЧӲ�ȼ�������Զ������������账����Super304H�ֹܵ����⡣����������γɵ�ϸ�����Ƚϱ����ȣ��ڷ���ʱ�����˻�������߹�¯�ܿ������������������á�Ϊ��һ���ھ�Super304H�ֵ��������ܣ�ȷ�������ٽ����İ�ȫ���������У�����¯���쳧����ѡ�����账�������ṩ�������ݣ���������ͨ���Ż��������蹤�ղ�������Super304H�ֱ����Ʊ���һ����ȵľ������Ա��β㣬�������蹤�ղ�����Super304H�ֱ�����֯�ṹ�仯����ѧ���ܵ�Ӱ������о���
1 ʵ��
1.1 ʵ�����
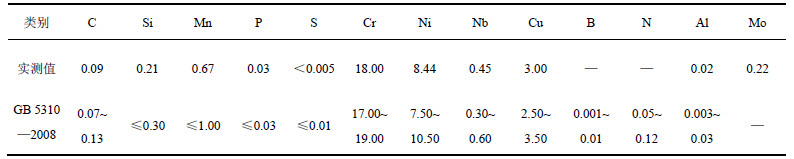
ʵ�����Ϊ�ձ�ס�ѽ�����˾������Super304H�ֹܣ���ֱ�����ں�Ϊ48 mm��10 mm���õ���PDA-7000��緢��ֱ�������Dzⶨ�仯ѧ�ɷ����1��ʾ��������GB5310��2008��֮�ڡ�����1 150 �汣��30 min���ܴ�������õ����������֯��������Ϊ7�������־��ڴ����Ͼ���
1.2 ʵ�鷽��
�������账����ʹ�õ��豸ΪAMS-1212P������ʽ������������ڸ�ѹ���������¸��ٳ�����������棬ʹ��������������Ա���ϸ���������������账�����վ��������ǣ����õ���ֱ��Ϊ0.5 mmԲ�β���ָ��裬������������Ĺ�������Ϊ50 mm������ѹ��Ϊ0.3~0.6 MPa������ʱ��Ϊ3~20 min��
������������������ˮ�Ҵ���ϴ����Philps X��pert��X��������нṹ����������ͭ�У����ٵ�ѹΪ40 kV������Ϊ40 mA��ɨ���ٶ�Ϊ2 (��)/min��ɨ�貽��Ϊ0.02�㣬ɨ�跶ΧΪ40��~100�㡣��ֱ�ӶԱȷ�[10-11]�Ա���������ж������㣬�乫ʽ���£�
 (1)
(1)
ʽ�У�nΪ��������������X���������е����з�λ����IΪ���������Ļ���ǿ�ȣ�RΪ����ɢ��ϵ���� ��VΪ���������FΪ�ṹ������PΪ������������e-2MΪ�¶���������������ȷ���ɲμ�����[12]��
��VΪ���������FΪ�ṹ������PΪ������������e-2MΪ�¶���������������ȷ���ɲμ�����[12]��
�����������������ʿ�������ĥ������������Ϊ360��800��1 200��2 000�Ž���ɰֽ��ĥ�������0.5 ��m��ĥ���⣬����ˮ�Լ���ʴ�����õ¹�Fesem Zeiss Supra-40��˾��������ɨ���������(SEM)�͵¹�Leica Dmirm�͵��ý��������������ı��β������֯��ò�۲졣
��1 Super304H�ֵĻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of Super304H stainless steel %
������������Ӳ�Ȳ�������װ�н��ʯѹͷ��HV-100����Ӳ�ȼ��Ͻ��У������غ�Ϊ500 g������ʱ��Ϊ15 s�����Ե�ֲ��ھ����0~500 ��m�ı��㣬�������Ϊ30 ��m����ͼ1��ʾ��ÿ��λ�ò���3��Ӳ�ȵ㣬Ȼ��ȡƽ��ֵ��
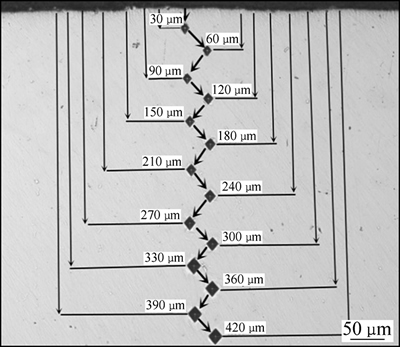
ͼ1 ������Ӳ�Ȳ��Ե�ֲ�ʾ��ͼ
Fig. 1 Microhardness test point distribution of Super304H specimens
2 ʵ����
2.1 ����ѹ�������Ա��β��Ӱ��
ͼ2��ʾ�ֱ�Ϊ����̬�Լ�0.3��0.4��0.5��0.6 MPa����ѹ��������3 min��Super304H����������Ľ��������ò����ͼ2(a)��֪��ԭʼ��Ʒ������Ϊ8~9�������ְ����徧���ڴ����Ͼ���ͼ2(b)��ʾΪ��0.3 MPa����ѹ���£���������徧����δ��ϸ��������ѹ����ߵ�0.4 MPa֮����ͼ2(c)��ʾ���ӱ��浽40 ��m��ȷ�Χ�ڷ����˾������Ա��Σ�������������徧���ѱ�ϸ�������������Ա��β��ȷֲ���Ϊ�����ȣ���������ѹ����ߵ�0.5~0.6 MPa����ͼ2(d)~2(e)��ʾ���������Ա��β��ַ������ֲ������ȣ������������ȶ���50 ��m���ҡ�����ѹ���ٽ�һ����ᵼ����Ʒ������νϴ��治ƽ�������⡣��ˣ�Ϊ��ýϺõı�������Ч����ͬʱ��֤��С�ĺ�۱��Σ�����ѹ��ȡ0.5 MPa��Ϊ���ʡ�
2.2 ����ʱ������Ա��β��Ӱ��
ͼ3��ʾ�ֱ�Ϊ����̬�Լ�0.5 MPa������ʱ��3��5��8��12��20 min��Super304H�������Ʒ����Ľ�����ò��ͼ3(a)��ʾΪ����0.5 MPa��3 min���账�����Բ�������ʴ���ֱܷ���������Ⱥ;�����״Ϊ���ߣ����Թ۲쵽�����γ�һ��ԼΪ50 ��m��ľ��Ⱦ������Ա��β㣻�����������ʱ����ӳ���Ӧ���һ��������ͼ3(b)~3(e)��ʾ���������Ա������ۻ����������Ա��β��������ӡ�0.5 MPa��8 min���账����������Ա��β㷢���̶����ڱ��Ͳ����������ȶ���130 ��m���ҡ���ͼ4�ɼ���������ϸ������������ʱ��Ĺ�ϵ��
2.3 ���������ݽ�������֯��SEM�۲�
ͼ5��ʾΪ��0.5 MPa��8 min���账����Super304H����ֵĽ�����֯�����Ƿ���������Ͼ�Ϊ���β������ķֽ��ߡ���ͼ5(a)���Կ��������������˺��ԼΪ300 ��m�ı��β㣬�ӱ��浽126 ��m���Ϊ�������Ա��β㣬�����126~300 ��m�ķ�ΧΪ���ɲ㣬Ӧ��Ӧ������ȷ����ݼ�����֯�ɶ����������Ͼ����������ת��Ϊ��ϵ�Ͼ����Ͼ����Ҳ�����ϸ��������֯��ͼ5(b)��ʾ�������徧����ϸ��������ȷ�ֱ�������Ⱥ;�����״���ھ����Ϊ126~250 ��m�ķ�Χ��(ͼ5(c))�������г��ֶ������ı����Ͼ��Ļ��ཻ�棬��ԭʼ�־��ָ�ΪϸС�������κ��ı���С�顣ͼ5(d)��ʾΪ250~300 ��m��ȷ�Χ�ڵ���֯����ϵ�Ͼ�����Ϊ��ϵ�Ͼ�����ϵ�Ͼ��Ѵִ����ڷָ�ɶ��ƽ�еı�Ƭ��
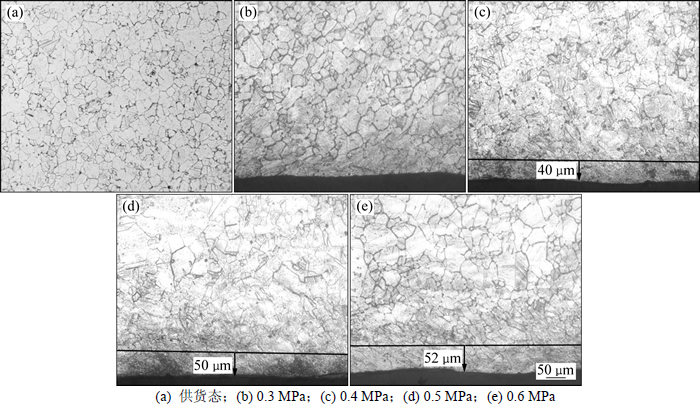
ͼ2 ��ͬ����ѹ�������账��3 min�����Ľ��������ò
Fig. 2 Sectional microstructure of specimens after shot peening under different peening pressures for 3 min
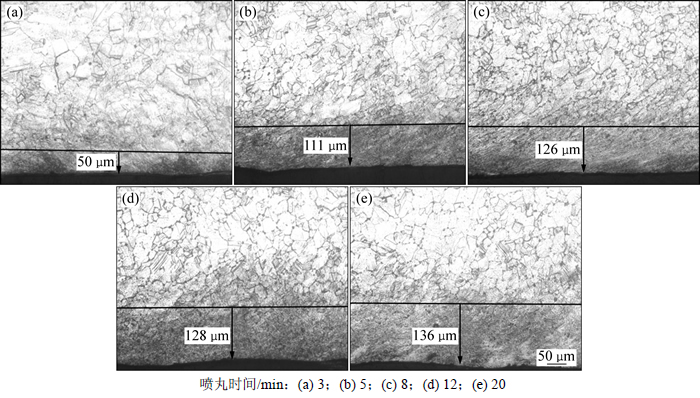
ͼ3 ����ѹ��0.5 MPa�²�ͬ����ʱ�������Ľ��������ò
Fig. 3 Sectional optical micrographs of specimens after shot peening under pressures 0.5 MPa for different time
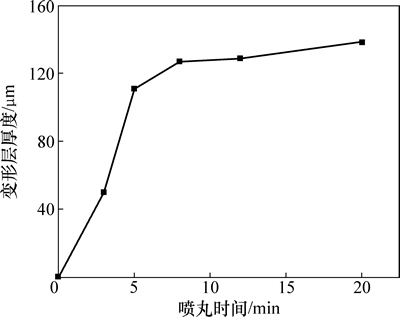
ͼ4 ����ѹ��0.5 MPa�¾������Ա��β���������ʱ��Ĺ�ϵ
Fig. 4 Dependence of depth of severe plastic deformation layer on shot peening time under peening pressure of 0.5 MPa
2.4 ������������ṹ����
Super304H�������֯Ϊ����̬�İ�������֯���������δ��������շ���������䡣ͼ6��ʾΪ����ѹ��0.5 MPa��Super304H��������費ͬʱ���XRD�ס���ͼ6�ɼ�������̬�ı�����֯Ϊ��������壬������ͬʱ�����账����XRD�������������ͬʱҲ�����˦�������������壬�������������ǿ�������Լ���������������������������ھ��ұ��ε��µı��澧����ϸ��������������䲢ͬʱ������Ӧ���շ�������ת�䡣���Կ���������0.5 MPa��3 min���账�������������XRD�����Կ�����������ʱ�����ӣ�XRD������̶�Խ��˵������ľ����ߴ���С�����������������ָ�����ǣ�0.5 MPa�����账��8 min�����ʱ��֮���XRD���������̶����ȶ���
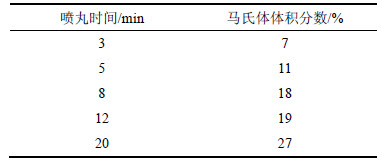
���⣬������ʱ������ӣ��������������(111)����(200)����(220)����(311)�ͦ�(222)��ǿ������,�����������������(110)������(211)��ǿ�Ȼ�����ǿ��������ʱ�䳬��12 minʱ����ʼ�����˦���(200)�壬��������账�������з�����Ӧ���շ���������䣬����������ʱ�����ӣ�������������������� 0.5 MPa�����账��20 min����������������ﵽ27%���ҡ����ǵ�����ͼ����ֻ�Ц���ͦ����࣬���Բ���ֱ�ӱȽϷ�����������������������������2��ʾ��
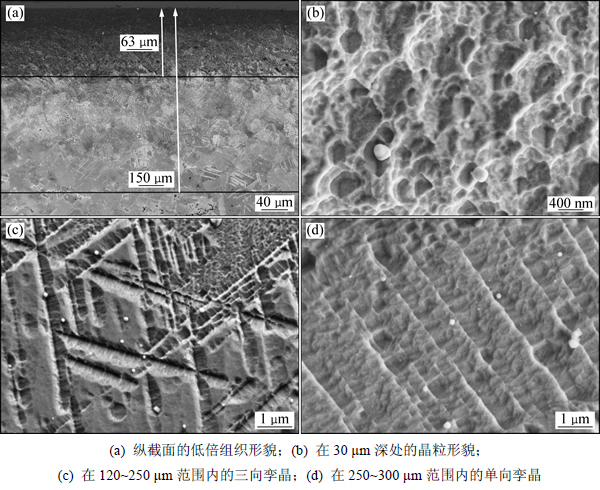
ͼ5 ����ѹ��0.5 MPa������8 min������SEM��ò
Fig. 5 SEM images of section of Super304H specimen after shot peening under pressures of 0.5 MPa for 8 min

ͼ6 ����ѹ��0.5 MPa�����账����ͬʱ�����������XRD��
Fig. 6 XRD spectra of Super304H specimens after shot peening under 0.5 MPa for different time
2.5 ��������������Ӳ�ȷֲ�
Ŀǰ����δ��ͳһ�ĸֹ��ڱ����账����������
��2 ����ѹ��0.5 MPa�²�ͬ����ʱ������������������������
Table 2 Volume fractions of ���� martensite of specimen surface after shot peening under 0.5 MPa for different time
����Ŀǰ������ҵ�иֹ��ڱ����账������ҵ�ο���[13]������������ܵļ���Ҫ�����£�����������������60 ��m���Ӳ��(HV)��С��280���ұ����������Ӳ�����100���ϣ������������Ա��β�ĺ�Ȳ�С��70 ��m��
ͼ7��ʾΪ����ѹ��0.5 MPa�²�ͬ����ʱ����Super304H�������β����Ӳ�ȴӱ�������ȵı仯����ͼ7���Կ��������账��ǰSuper304H�ֵ�Ӳ��ԼΪ200���Ҿ��ȷֲ������账���������ǿ������Ϊ300~500 ��m�����账��0.5 MPa��3 min�������Ӳ��(�����������60 ��m)�����2�����ϣ��ﵽ404����������ԽԶ��Ӳ��ԽС���ھ������400 ��m���Ӳ�Ȼ����Ͻӽ������Ӳ�ȡ���������ʱ�����ӣ�����Ӳ������ߣ����账��0.5 MPa��20 min�������Ӳ��(�����������60 ��m)�ﵽ��554������ͬ�IJ������������ʱ�����ӣ���Ӳ��Ҳ��Ӧ��ߡ��ɼ�����0.5 MPa����ѹ�������£����账��3~20 min��Super304H������������β��Ӳ�ȶ��������¯���������������������Ч���ļ���Ҫ��
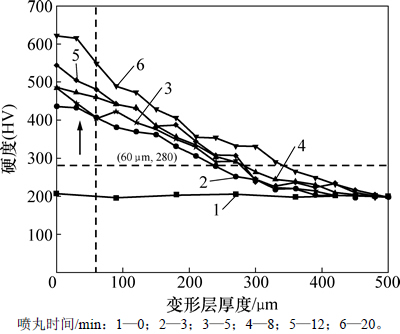
ͼ7 0.5 MPa�²�ͬ����ʱ���±��β����Ӳ�ȷֲ�
Fig. 7 Microhardness distribution of specimens under shot peening pressures of 0.5 MPa for different time
3 ���������
��������[14]�������������ϵı��λ�����Ҫ�ɲ��ϱ����IJ���ܺ;���ṹ��������߲���ܽ���������Ҫͨ��λ�������γ�λ��ǽ��λ������ϸ�������Ļ��Ʋ�ͬ���Ͳ���ܲ������Ҫ��ͨ���γ�λ���к������������ϵķ�ʽϸ�����������ھ������������ṹ��AISI304�����岻������������������ܽϵ�(Լ18 mJ/m2)�����账�������о���ϸ��������Ҫ��[15-16]��1) ���ܶȵı����Ͼ���ԭʼ�־�ϸ��Ϊ�ƽ�еı�Ƭ״�Ͼ�/����Ƭ��2) ����������γɵIJ�ͬ����ı����Ͼ����־�ϸ��Ϊб���Ρ������εĽṹ���Ͼ����洦�����˽ϸߵı��δ����ܣ��շ�����������䣬ԭʼ�־����ָ���Ǿ�����3) ��������غ������µļ�����ʹ�þ���ȡ�����Ǿ�����ת�ͺϲ����ݱ��ϸ���ľ����������о���Super304H�����岻��ֵIJ����ԼΪ20 mJ/m2[17]����AISI304�����岻��ֵIJ���ܷdz��ӽ���ͬʱ���ߵĽṹ��ͬ���ɷֽӽ�������侧��ϸ������Ӧ������ͬ�ġ�ֻ�����ھ������蹤�ղ�����ͬ�����澧��ϸ���̶Ⱥͱ������Ա��β��ȴ���һ���IJ��졣���о��У�Super304H����������Ա��β㾭������dz�������֯��̬�仯��Խ�DZ������Ա��γ̶�������Խ��ϸ����ͬʱ�����˽ϸߵı��δ洢�ܣ��շ�����������䣬�����ڱ����γ���һ����ȵľ������Ա��β㡣
�������ϵ���Ӳ����������֯�ṹ�Լ�Ӧ��״̬������ء������ߴ�ԽС������Ӳ��Խ�ߣ�λ���ܶ����ӣ�ʹ��λ������������Ҫ�����������Ҳ����߲��ϵ�Ӳ�ȡ�Ӧ���շ����������Ӳ�ȸ��ڰ��������Ӳ�ȣ��ᵼ�²���Ӳ�Ƚ�һ�����ӣ����⣬����ѹӦ���Ჿ�ֵ�����Ӳ�Ȳ���ʱѹͷʩ���ڲ��ϵ���������߲������Ա��εĿ�����ʹ��ѹ�۳ߴ��С��Ӳ�����ӡ��������账��ʹSuper304H�ֱ����ڵ������·������Ա��Σ���������ʱ�����Ӻ�����ѹ�����ӣ��������Ա��γ̶������㾧������ϸ����������䡢Ӧ���շ������庬���Լ�λ���ܶȶ������ӣ����������ۺ����õ��±���Ӳ�ȴ����ߡ����ǹ��������ʹ���Ա��β����������ܵ��ڽ���������ƶ������ص����ַ������䡣������ѹ��0.5 MPa�´���5~8 min��Super304H�ֵı���������Ա��β㷢���̶����ڱ��ͣ������������ȶ����ֲ��·��������ƻ���Ϊ�Ƽ���Super304H���ڱ����蹤�ղ�����
4 ����
1) �Ͳ���ܵ�Super304H�����岻����ڱ�����������о���������Խ�������������µ�Ӧ���ʺ�Ӧ��Խ�����Ա��γ̶�Խ���㾧��Խ��ϸ����ͬʱ�����˽ϸߵı��δ洢�ܣ��շ�����������䡣
2) ������ʱ�����ӣ�����������Ա��β��������ӣ����㾧���ߴ���С���������������࣬����Ӳ�����������ߣ�0.5 MPa��3~20 min���账����Super304H�ֱ���Ӳ��ֵ����δ��������Ӳ�ȵ�2�����ϡ�
3) ��0.5 MPa��5~8 min���账����Super304H�ֱ���������Ա��β㷢���̶����ڱ��ͣ�������ȶ�������ǿ��Ч���ϼѣ�Ϊ�����Ƽ���Super304H�ֹ��ڱ����账�����ղ�����
�ο����ף�
[1] ������, ������. ���ٽ��¯���ȸ��о�[M]. ����: ��е��ҵ������, 2010: 100-101.
ZHAO Qinxin, ZHU Lihui. Study on heat resistant steel for supercritical boiler[M]. Beijing: China Machine Press, 2010: 100-101.
[2] SAWARAGI Y, OTSUKA N, SENBA H, et al. Properties of a new 18-8 austenitic steel tube(SUPER304H) for fossil fired boilers after service exposure with high elevated temperature strength[J]. The Sumitomo Search, 1994, 56(25): 34-43.
[3] ������, �����, �ν���. �����ٽ������SUPER304H�ֹܹ������ؼ����칤�յķ���[J]. ��������, 2008, 28(5): 803-806.
PENG Fangfang, ZHU Guoliang, SONG Jianxin. Analysis of key manufacturing process in domestic producing for SUPER304H steel tube applied in ultra-supercritical unit[J]. Journal of Power Engineering, 2008, 28(5): 803-806.
[4] ������, ������. ���账����߰��������ȸֿ��������ܵ��о���Ӧ��[J]. �����ȴ���ѧ��, 2012, 34(1): 158-162.
YUE Zengwu, LI Xingeng, Research and application of shot peening on oxidation resistance of austenitic steels in steam[J]. Transactions of Materials and Heat Treatment, 2013, 34(1): 158-162.
[5] �Ի۴�, ������, �ֽ���, ��. ���ζ����岻��ֹ�����Ч����Ӱ��[J]. �й��������ѧ��, 2012, 32(20): 126-130.
ZHAO Huichuan, WANG Caixia, JIA Jianmin, et al. Influences of deformation on shot blasting effect of austenite stainless steel tubes[J]. Proceedings of the CSEE, 2012, 32(20): 126-130.
[6] ROLAND T, RETRAINT D, LU K, et al. Enhanced mechanical behavior of a nanocrystallized stainless steel and its thermal stability[J]. Materials Science and Engineering A, 2007, 445(6): 281-288.
[7] BALUSAMY T, KUMAR S, NARAYANAN T S N S. Effect of surface nanocrystallization on the corrosion behaviour of AISI 409 stainless steel[J]. Corrosion Science, 2010, 52(22): 3826-3834.
[8] ZHAN K, JIANG C H, JI V, et al. Surface mechanical properties of S30432 austenitic steel after shot peening[J]. Applied Surface Science, 2012, 258(32): 9559-9563.
[9] MINAMI Y, TOOYAMA A, SEKI M, et al. Steam-oxidation resistance of shot blasted stainless steel tubing after 10-year service[J]. NKK Technical Review, 1996, 75(21): 1-10.
[10] DE KEIJSER T H, LANGFORD J I, MITTEMEIJER E J, et al. Use of the Voigt function in a single-line method for the analysis of X-ray diffraction line broadening[J]. Journal of Applied Crystallography, 1982, 15(3): 308-314.
[11] DE A K, MURDOCK D C, MATAYA M C, et al. Quantitative measurement of deformation-induced martensite in 304 stainless steel by X-ray diffraction[J]. Scripta Material, 2004, 50(12): 1445-1449.
[12] ����, ���. ���Ϸ������Լ���[M]. ������: ��������ҵ��ѧ������, 2005: 121-129.
ZHOU Yu, WU Gaohui. Material analysis and testing technology[M]. Harbin: Harbin Institute of Technology Press, 2005: 121-129.
[13] XYX(Э��)001��2013, �������»�ͨ�ܵ�����˾�ֹ��ڱ������[S].
XYX 001��2013, Ning Fuxin Huatong Pipeline Company Limited steel shot standard[S].
[14] SHEN Y F, LI X X, SUN X, et al. Twinning and martensite in a 304 austenitic stainless steel[J]. Materials Science & Engineering A, 2012, 552(34): 514-522.
[15] LUO K Y, LU J Z, ZHANG Y K, et al. Effects of laser shock processing on mechanical properties and microstructure of ANSI304 austenitic stainless steel[J]. Materials Science and Engineering A, 2011, 528(13): 4783-4788
[16] KODEESWARAN M, GNANAMOORTHY R. A novel controlled impact process for the formation of nanostructured surface in AISI304 stainless steel[J]. Surface & Coatings Technology, 2012, 207(9): 227-232.
[17] SHAKHOVA I, DUDKO V, BELYAKOV A, et al. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel[J]. Materials Science and Engineering A, 2012, 545(11): 176-186.
(�༭ ����ƽ)
�ո����ڣ�2016-04-23�������ڣ�2016-06-09
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51471072)(Project(51471072) supported by the National Natural Science Foundation of China)
ͨ�����ߣ����ң���ʿ�����ڣ����½������ϸ�ʴ�绯ѧ���������������о���E-mail��meygao@scut.edu.cn
ժҪ�����ñ������账����Super304H�ֱ����Ʊ��������Ա��β㣬����ɨ���������(SEM)������������X��������(XRD)����Ӳ�ȼƶ�������漰���Ա��β㲻ͬ��ȵ���֯��Ӳ�Ƚ��б�����������������������е���֯�ṹ�仯�����о����о����������Super304H�־����账������ͨ�����Ա��β������ܶȵ�λ���������ϸ��������ͬʱ����α��շ������壬�Ӷ��γ���һ����ȵľ������Ա��β㡣��������ʱ�����ӣ�����ԽϸС����������Խ�ࣻ���账�������Ӳ��������ߣ���ԭʼ����Ӳ�ȵ�2�����ϡ�
[1] ������, ������. ���ٽ��¯���ȸ��о�[M]. ����: ��е��ҵ������, 2010: 100-101.
[4] ������, ������. ���账����߰��������ȸֿ��������ܵ��о���Ӧ��[J]. �����ȴ���ѧ��, 2012, 34(1): 158-162.
[5] �Ի۴�, ������, �ֽ���, ��. ���ζ����岻��ֹ�����Ч����Ӱ��[J]. �й��������ѧ��, 2012, 32(20): 126-130.
[12] ����, ���. ���Ϸ������Լ���[M]. ������: ��������ҵ��ѧ������, 2005: 121-129.
