
���±�ţ�1004-0609(2014)01-0082-09
�������̽��滻��ϵ�����ķ��ȴ���ģ��
����ǿ1, 2��������2��̷�ķ�1���� ��2
(1. ������ҵ�Ƽ���ѧ ���繤��ѧԺ����ɳ 410004��
2. ���ϴ�ѧ ���������Ƚ��������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
���ǵ��������̹�������DZ���ͷ���ɵ���ֵ�����������������⣬�������ڵ�Ч���ȷ��ķ��ȴ���ģ�ͣ�������ģ���и��ּ������������ϵ���̡�δ��ʱ�䲽��R�����ȴ�������ʱ��ʱ�䲽�����ȼ��������ֵTcr�ȶԷ���������ȶ��Լ�ȷ�Ե�Ӱ�죬Ӧ���������ķ��ȵ�ģ�ͣ�ͨ���������¶����ݼ���õ�A356���Ͻ���ͭ��ȴ���ʼ�Ľ��滻��ϵ����������������滻��ϵ��������������ʱ��仯�ģ���仯��Χ��1 200~ 6 200 W/(m2��K)֮�䣬���ұ仯��������Ϊ�ᾧDZ�ȵ��ͷŴ���������ֵ��
�ؼ��ʣ�
A356���Ͻ�������DZ������Ч���ȷ������ȴ��������滻��ϵ����
��ͼ����ţ�TG249.2���� ���ױ�־�룺A
Inverse heat conduction model for determining interfacial heat transfer coefficient during casting solidification
ZHANG Li-qiang1, 2, LI Luo-xing2, TAN Wen-fang1, XU Rong2
(1. College of Mechanical and Electrical Engineering,
Central South University of Forestry and Technology, Changsha 410004, China;
2. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China)
Abstract: In order to calculate the interfacial heat transfer coefficient (IHTC) with the latent heat released during the solidification of the molten, a model of inverse heat conduction based on the equivalent specific heat method was established. The effects of some parameters in the model on the stability and the accuracy of calculation results were also discussed. The parameters include the damping factor ��, the future time step R, the time step ���� in the forward heat conduction calculation and the value of the iteration Tcr. The heat transfer coefficient of A356 Al alloy on copper chill is obtained by using the inverse heat conduction method based on the measured temperatures in the casting. And it is found that the IHTC varies with time during the casting solidification. The values are in the range of approximately 1 200-6 200 W/(m2��K) and two peak values exist because of the released latent heat.
Key words: A356 Al alloy; latent heat released; equivalent specific heat method; inverse heat conduction; interfacial heat transfer coefficient
�����������У����ż����ģ�⼼���IJ��Ͻ��������ƣ�����������ģ��ľ�ȷ�Ծͳ�Ϊ����о���������Ҫ����Ĺؼ�����֮һ[1-2]�����Ҫ�Ľ�������ֵģ�⾫ȷ�ԣ����ȱ���֪����Ϊ��ֵģ����Ҫ�߽�����֮һ�Ľ��滻��ϵ�����������̹���������α仯�ģ��ر���ڽ��������죬��Ϊ��ȴ�ٶȽ�ɰ������Ҫ��ö࣬���洫����Ϊ���о�����ֵģ�����ľ�ȷ�Ը�����Ҫ[3]��Ȼ�������滻��ϵ�������ܼ�ͨ��ʵ������۵ķ�����ȷ������⡣Ŀǰ���������-���ͽ��滻��ϵ����õļ����Ƿ��ȴ��������������з��ȴ��������Ļ����ϣ�BECK��[4-5]��Է��ȵ�������������˺ܶ�Ľ������練�ȴ��������о�������Ϥ��δ��ʱ�䲽���ڷ����ȼ����е�Ӧ�ã��������˷��������ȶ��Ժͼ��㾫�ȡ�֮���и�����о��߽����ȴ���������չ���㷺��Ӧ���ڸ��ֻ���������������У���������-���ͼ任��ϵ���Ĺ���[6]��������������н��������ļ���[7]�Լ���������ϵ�������[8]�ȡ�
��ȻĿǰ���ȴ�����������Ϊһ����Ҫ�ķ����������о����������ͼ�Ļ�����Ϊ�����������в��õķ��ȴ������������㻻��ϵ��ʱ���ǻ���������ʵ��������¶�����[9-11]����ͨ�������ڲ����ɼ����¶�������������滻��ϵ�����о����١�������Ϊ�����÷��ȴ����������㻻��ϵ��ʱ����Ҫ��ε������������ȹ��̣��������������ʵ��������¶�������Ϊ��֪�����������滻��ϵ��ʱ�������ȹ��̼���ʱ���ò������������̹�����DZ�ȵ��ͷţ�����ʹ�÷����������ԣ�������̱�ø��ӷ��ӣ�����������㲻����[12]��PRABHU��[13]ʹ�÷��ȴ������������Ч���ȷ���������Ͻ������̹����н���ϵ�����о����Ʊ��ʴ��������������ͻ���ϵ����Ӱ�죬�������ж���Ӧ�õķ�����û������ϸ�Ľ��ܡ����в����о��߲�������������ͨ�������ڲ������¶���������滻��ϵ��������MARTORANO��[14]ʹ��ȫ����������⿼��DZ���ͷŵ��ȴ�����ַ��̣�SUN��[15]Ϊ��������滻��ϵ������˼������ݷ�������DZ�ȣ����ɹ���Ӧ����ɰ��������������������ͼ任��ϵ�����о����档
�������Ϸ���������������A356���Ͻ�Ϊ�������ϣ������˻��ڵ�Ч���ȷ��ķ��ȴ���ģ�ͣ�ͨ������ģ���з�������Խ��滻��ϵ����������Ӱ�죬�������������ȶ��Լ�ȷ�ԣ��������������¶����ݳɹ���Ӧ�ô�ģ����������A356���Ͻ���ͭ��ȴ���ʼ�Ľ��滻��ϵ��������ʱ��ı仯���ɡ�
1 ��ѧģ��
1.1 һά������ģ��
���÷��ȴ����������������/���ͽ��滻��ϵ������Ҫ���ϵص��������������¶ȳ�����ˣ�����������ķ����������������ά�ģ����㹤�����൱��Ϊ�˼�С��������һ����Խ�����/���ͽ��滻��ϵ���������̼�Ϊһά�����[11]��
һά����������������ָ�ڳ�ʼ�����ͱ߽�������֪������£�ͨ���ȴ�������������������ڵ��¶ȳ��������ȵ��ȴ������̱���ʽ����[15]��
 (1)
(1)
ʽ�У��ѡ�cp��k�ֱ��Dz��ϵ��ܶ�(kg/m3)����ѹ������(kJ/(kg��K))�͵���ϵ��(W/(m��K))��T���¶�(K)��tΪʱ��(s)��Q��������DZ���ͷ��йص�����Դ(W/m3)��
1.2 һά���ȴ���ģ��
���ȴ��������������������෴�����ȴ����㷨����������ͨ�������������ڲ���֪���¶ȳ�������δ֪�ı߽����������ȴ����㷨���������У�����BECK��[4]�ķ�����ϵ�й��㷨���Խ���ʱ��仯������q(t)�ֳ����ɸ�ʱ��������ɢֵ(qi=q1��q2������qN)����ͼ1(a)��ʾ�����⣬���������������ڲ��ȵ�ż�¶ȵ���Ӧ�ͺ�������/���ͽ�����¶ȱ仯����������ÿ������ʱ�����ڵ�����qiʱ������qi��R����ʱ������Ϊһ��������RΪδ��ʱ�䲽������ͼ1(b)��ʾ��δ��ʱ�䲽��R����ȷѡ�������ڸ��Ʒ��㷨���ȶ��ԡ�
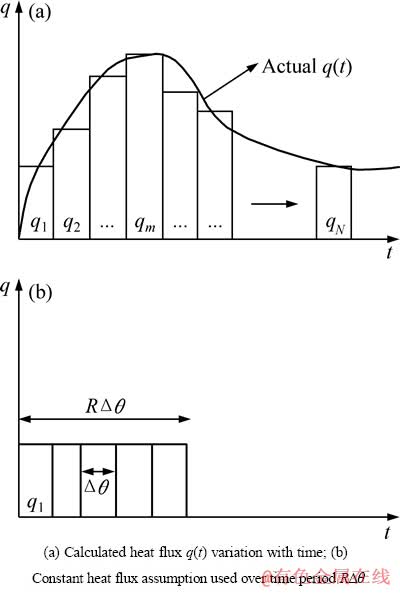
ͼ1 ������ɢ���������
Fig. 1 Schematic illustration of discrete heat fluxes in inverse algorithm
���÷��ȴ����㷨����������ʱ����Ҫ������Ӧ�ļ����������Щ������Ҫ������δ��ʱ�䲽��R�����������ʱ�䲽�����ȡ�������������оݡ���ʼ�¶ȳ��Լ���ʼ�趨�������ȡ���Щ�������֮��ʼ������⣬�����ķ��ȴ����㷨������ͼ��ͼ2��ʾ������һ������ʱ�����ڵ�����q1ͨ����������õ���ѭ��������һ������ʱ�����ڵ�����q2���ܶ���ʼ��ֱ��ÿ������ʱ�����ڵ�����qiȫ������õ�Ϊֹ������ÿ�����ȵ�����qi��ͨ�������¶�������¶����ֵ��С���оݵ��������ã�����ʽ(2)��ʾ��
 (2)
(2)
ʽ�У�M������δ֪�������� Ϊ��
Ϊ�� ʱ���ڻ���qi�ļ����¶ȣ�
ʱ���ڻ���qi�ļ����¶ȣ� ����ʱ���ڵIJ����¶ȣ�����F��ͨ�����������Ŀ�꺯������ÿ�ε����������qi�����У���q ͨ����ʽ���㣺
����ʱ���ڵIJ����¶ȣ�����F��ͨ�����������Ŀ�꺯������ÿ�ε����������qi�����У���q ͨ����ʽ���㣺
 (3)
(3)
ʽ�У�S������ϵ����������Ϊ��������������ijλ���¶����ŵ�λ�����仯����Ӧ��������ͨ����ֵ��ֵķ������Ƽ���õ��������ʽ���£�
 (4)
(4)
ʽ�У�i=1��2������N ��k=1��2������P������һ����ֵ��ּ�����õĺ�Сֵ���ڴ�ȡΪ0.001��
�ڵ�����������ʱ��ͨ��һ������ֵ��q����qi��һ���ӽ�1ֵ������ϵ���̱�ʹ�����ȶ����������������㷽�����£�
 (5)
(5)
��ʽ(2)�в������¶��������¶Ȳ�ֵ����������������ֵʱ����|��T i+R����|��Tcr����ǰʱ�䲽����qi���Ա�������õ���Ȼ����ʱ�õ��Ľ�������ֵ��Ϊ������һʱ������ֵqi+1ʱ�ij�ʼ����ֵ���ظ�����Ĺ��̣�ֱ������ʱ���ڵ�����q(t)������õ�Ϊֹ��
1.3 �Ͻ�DZ�ȴ���
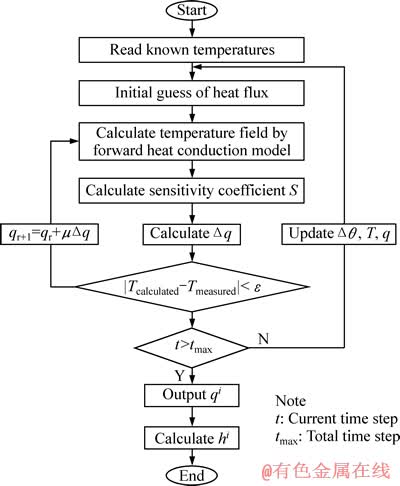
ͼ2 ���ȴ����㷨����ͼ
Fig. 2 Flow chart of inverse heat conduction algorithm
��������ʱ������Һ��ת��Ϊ���ಢ����ᾧDZ���ͷţ���DZ���ͷŻ�ʹ���ȴ�����ֵ�����ø��Ӹ��ӣ��������¼�����¶ȳ�������ȶ�����ˣ�������������ֵģ�����ʱ���뿼�ǽᾧDZ���ͷŵĹ��̣���Ч���ȷ��ǽ��ᾧDZ������ɱ����ݼӵ��Ͻ��ʵ�ʱ����ϣ���Ϊ�Ͻ�ᾧ�¶���������������ݣ���Ӧ�ý�Ϊ�㷺�ĽᾧDZ�ȴ�������֮һ���ڱ�ģ���У��ڴ����ᾧDZ��ʱ������Ч���ȷ��Ļ������ٴβ��õ�Ч���ȷ������������̹����е�DZ���ͷš�
Ӧ����Ч���ȷ��������̹������ͷŵ�DZ�ȣ���������Դ���ȴ�������ʽ(1)���Ե�Ч�ر�ʾΪ[16]
 (6)
(6)
ʽ�У�L���������ϵ�����DZ��(J/kg)��fs�ǹ������������ ����Ч��ѹ������(kJ/(kg��K))���������̹�����ʵ���ͷŵ�DZ�ȵ�����Ts��Tl֮����Ч��������Χ�����[17]����ͼ3��ʾ��Ts��Tl�ֱ��������ϵĹ����¶Ⱥ�Һ���¶ȡ���ˣ�ʽ(6)�е���Ч���ȿ���������Ч���ȷ������»��������ȵĵ�Ч���ȷ�����������ͼ3��ʾ����Ч���ȷ����ŵ������ȴ�����ֵ��������к�����DZ���ͷ��йصķ�ֵ���Ӷ����������е��ȶ��ԡ�
����Ч��ѹ������(kJ/(kg��K))���������̹�����ʵ���ͷŵ�DZ�ȵ�����Ts��Tl֮����Ч��������Χ�����[17]����ͼ3��ʾ��Ts��Tl�ֱ��������ϵĹ����¶Ⱥ�Һ���¶ȡ���ˣ�ʽ(6)�е���Ч���ȿ���������Ч���ȷ������»��������ȵĵ�Ч���ȷ�����������ͼ3��ʾ����Ч���ȷ����ŵ������ȴ�����ֵ��������к�����DZ���ͷ��йصķ�ֵ���Ӷ����������е��ȶ��ԡ�
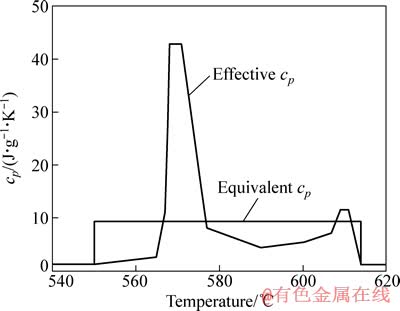
ͼ3 ���¶ȱ仯����Ч�����ݺ͵�Ч������
Fig. 3 Effective and equivalent specific heat capacities variation with temperature
2 ���ȴ�ģ�����������
Ϊ��֤�����ķ��ȴ���ģ�ͼ��㻻��ϵ����ȷ�Ժ���Ч�ԣ����ȼ�����滻��ϵ����֪��������ʱ��仯��h(t)����ͼ4��ʾ��ͨ����֪�ij�ʼ�����ͽ��滻��ϵ���ȱ߽��������Բ�����������ֵ��������õ��о�����¶ȳ���Ȼ����õ����о������¶ȳ���Ϊ��֪����ͨ�������ķ��ȴ���ģ����������滻��ϵ�����ٶԱ�֮ǰ�����ֵ����֤���ȴ���ģ�͵�ȷ�ԡ�
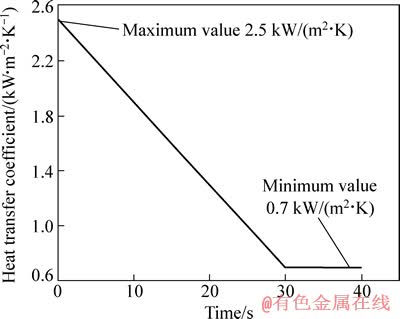
ͼ4 �������ʱ��仯�Ľ��滻��ϵ��
Fig. 4 Assumed heat transfer coefficient variation of interface with time
ͼ5��ʾΪ�������õ��Ľ��滻��ϵ����ʱ��ı仯����Լ�����������ֵ�����������Ӱ�졣��ͼ5(a)���Կ������ڴ�Լǰ10 s�ڣ���ֵ�Է��ȴ���ģ�ͼ�����Ӱ��ϴ���10 s֮��Ӱ���С�����Ժ��Բ��ơ���ͼ5(b)���Ը��������֪�����������ֵ�ӽ�1ʱ�������������ȶ���
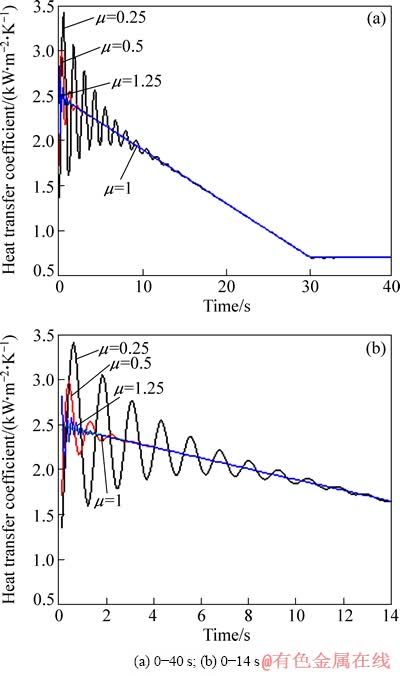
ͼ5 ��ֵ�Խ��滻��ϵ����������Ӱ��
Fig. 5 Variation of calculated heat transfer coefficient with different values of ��
ͼ6��ʾΪδ��ʱ�䲽��R����������ֵ����ʱ�䲽�����ȶԷ��ȴ���ģ�ͼ�������Ӱ�졣��ͼ6�п��Կ���������ֵΪ1��R�ͦ��ȷֱ�Ϊ5��0.1 sʱ������Ľ�����ȶ������⣬ͼ6����ӳ������ֵ��Rֵ��ͬʱ������Ϊ0.1 s��0.05 sʱ�ļ��������ã���˵�����������ȼ���ʱ�䲽��ԽСԽ�á�������ֵ�ͦ���ֵ��ͬʱ��δ��ʱ�䲽��RΪ5ʱ�ļ��������ã�˵�����ȴ�����������еIJ�����ȷѡȡ���ڼ��������ȶ��Ժ�ȷ��Ӱ��ܴ�
ͼ7��ʾΪ�������ֵTcr�Խ��滻��ϵ����������Ӱ�졣��ͼ7���Կ���������������ֵ��Rֵ���ֲ���ʱ�������������ֵTcr�ļ�С�������������ȶ���Ȼ����ʵ�ʷ�������У��������ֵTcr����̫С�����̫С�������ӵ��������IJ������Ӷ������˼��㹤������
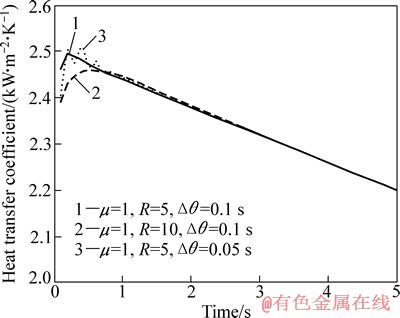
ͼ6 δ��ʱ��Rֵ��������ʱ�䲽�����ȶԽ��滻��ϵ����������Ӱ��
Fig. 6 Effect of number of future time step R and time step ���� on calculated heat transfer coefficient
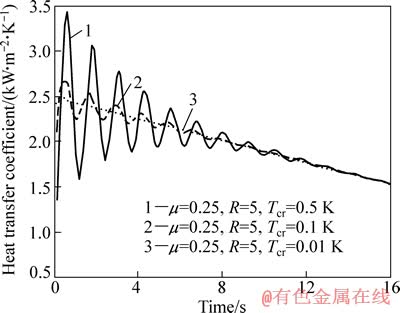
ͼ7 �������ֵTcr�Խ��滻��ϵ����������Ӱ��
Fig. 7 Effect of tolerance criteria Tcr on calculated heat transfer coefficient
ͨ��������������������֪������Ӧ�÷��ȴ���ģ�ͼ�����滻��ϵ��ʱ����������еļ������δ��ʱ�䲽��R���������ֵTcr�ȶԼ�����Ӱ��ܴ���ˣ�Ϊ���������ȷ�Ժ��ȶ��ԣ���Ӧ�÷��ȴ���ģ�������滻��ϵ��ǰ��Ҫ��Ծ����о��������Է���ĸ��ֲ��������Ż�ѡ����һ���棬�Ƚϼ���ĺͳ�ʼ����Ľ��滻��ϵ��������֪�����ں��ʵķ�������£�ͨ��������������ķ��ȴ���ģ�Ϳ���ȷ�������滻��ϵ����
3 Ӧ��ʵ��
Ϊ��֤��������һά���ȴ���ģ�ͣ������Ƶ�һά���ȹ��̣����ý����ķ��ȴ���ģ�Ͷ�A356���Ͻ������������ȴ���ʼ�Ľ��滻��ϵ��������⡣
3.1 ʵ�����
Ϊ���÷��ȴ�����������������������ȴ���ʼ�Ľ��滻��ϵ�������õ�����������ʵ��õ����¶����ݣ�ʵ�����ʾ��ͼ��ͼ8��ʾ��ͼ��T1��T2��T3���ȵ�ż�ķ��õ�3��λ�ã��ֱ���������ȴ���ʱ���2��5��10 mm���������ȵ�żΪֱ��Ϊ0.2 mm��K���ȵ�ż��һ����2.3 mm���մɹܱ��������������ǻ�ڣ���һ��ͨ��USB-2416�¶����ݲɼ������ӵ��ԣ��¶����ݲɼ�Ƶ��Ϊ50 Hz��Ϊ��֤ʵ������������ĵ��ݣ�����ģ�������ͨ����������ʯ��һ����������������ȴ��������������绷������Ƚ�����ͬʱ��������ȴ������������ȴˮ�����ӿ�ʵ�����������������������ݣ�ʵ������е�ʵ��ˮ������0.4 L/s��ʵ����ʹ�õ�����������A356���Ͻ����Ͻ������ʯī������ͨ����Ӧ��¯�����ۻ��ﵽ750 ���ע�����������У�������עʱ���Լ����9 s��
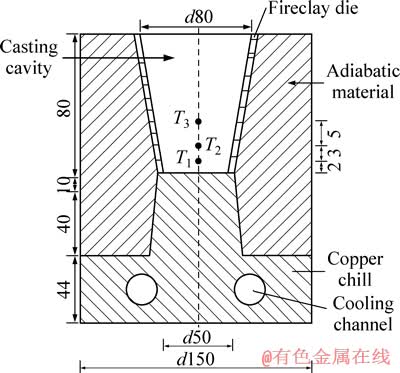
ͼ8 ʵ�����ʾ��ͼ
Fig. 8 Schematic diagram of experimental setup (Unit: mm)
3.2 ���滻��ϵ��������
���÷��ȴ����㷨�����滻��ϵ��ʱ������ͨ�������������ڲ���֪���¶ȳ�����������������������������֪������һ���������������ֱ�õ����������͵ı����¶ȣ���ͨ��ʽ(7)������滻��ϵ����
 (7)
(7)
ʽ�У�h�ǽ��滻��ϵ��(W/(m2��K))��q�ǽ�������(W/m2)��Tcasting��Tchill�ֱ������������͵ı����¶�(K)���ڴ˲��ÿ�������2 mmλ��T1���¶�������Ϊ��֪���¶ȳ���������滻��ϵ�������������5 mmλ��T2��10 mmλ��T3���¶�������������������֤��ͼ9��ʾΪ���ȴ���ģ�ͼ����������ˮ�������ȴ���ʼ�Ľ��滻��ϵ���ͽ����¶���ʱ��仯�����ߣ������¶���Ӧ�÷�������ȡ�Ľ��滻��ϵ��ͨ�����ȴ�����ֵ������õ��ġ���ͼ9���Կ�������������ȴ���̵Ŀ�ʼ�Σ����滻��ϵ���������ӵ�6 216 W/(m2��K)������ֵ���������¶��½��������߸���ʱ�ﵽ3 856 W/(m2��K)�ĵڶ�����ֵ�����ڹ���������ʱ����һ������Լ1 200 W/(m2��K)���䡣���滻��ϵ����������Сֵ�������[18]�б����ĸ���ȴ���ʵĽ��Ҫ�ߣ�������Ϊͭ��ȴ���ʵ��ȴ����Ը��á�
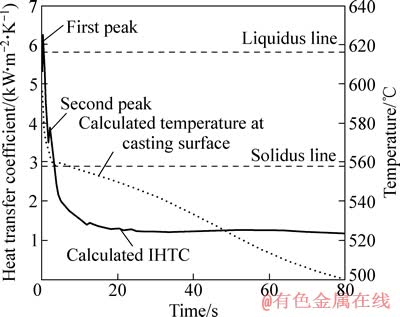
ͼ9 ����Ľ��滻��ϵ��������¶���ʱ��ı仯
Fig. 9 Variation of identified IHTC and calculated temperature at casting surface with time
���������̵Ŀ�ʼ�Σ����滻��ϵ���������ӵ���ͼ9��ʾ�����ֵ����������ͭ��ȴ������Һ̬�����ı����ֽӴ����������̹����е���ȴ�ٶ���Ҫ�������������ȴ���ʼ�ĽӴ�״̬����ȴ���ʵ��ȴ����ʾ����������̵Ŀ�ʼ�Σ�Һ̬������ͭ��ȴ���ʱ���Ӵ����֣������������ȴ���ʼ���Ƚ�����Ҫ�����ȴ����ķ�ʽ���У���ʱ�����滻��ϵ�������Լ2 sʱ�����滻��ϵ������һ����Сֵ�����ڶ�����ֵ����������[15]�ı������˷�ֵ������A356���Ͻ����������̶��ų���DZ�ȣ����½���������һ��С�IJ��������⣬��ͼ9����֪���������滻��ϵ������ڶ�����ֵʱ�����������¶ȴ�Լ��700 �棬��Ҳ������[19]�����ķ����������̵Ŀ�ʼ�¶���һ�¡���Լ15 sʱ�����������¶��½��������¶����£����滻��ϵ�������ϱ���һ���������䡣��ʱ���������̹�����ȫ����ɣ�����ʱ���������Ҳ��Ӧ�ؽ����������������ȴ���ʼ��γ����ȶ��ؽӴ�״̬����ʹ����䴫�ݵ������ȶ����Ӷ����½��滻��ϵ�����䡣��һ���棬������������ȫ����֮�����ȴ�����Ҳ�����ϲ������¶ȱ仯����Ҳ�����ǽ��滻��ϵ�����ٱ仯������һ����Ҫԭ��
��ͼ9�н��滻��ϵ������������ֵ��������½���ԭ�����������̹�������ͭ��ȴ���ʼ��γ��˿������϶[20]����ͼ10��ʾ�������϶��Ҫ����������ʱ�����������ɵģ���С�ؼ�϶�ڽ����γɺ������������ȴ���ʲ��ٽ��ܵؽӴ�����ʱ��������Ƚ�����Ҫ�Զ��������估��϶��������ȴ���3����ʽ��ɣ��Ƚ������̱�÷dz����ӣ�������ģ�ߵ��ȴ����ԡ�������ģ�ߵĺ�ȼ�ģ�߱���ֲڳ̶ȵ��������ض����ܻ�Ӱ�쵽���滻��ϵ���ı仯[9-10]��
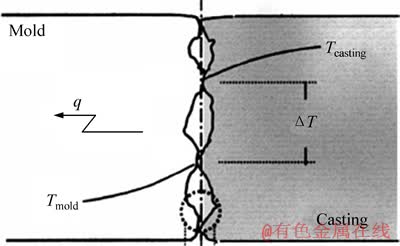
ͼ10 ����/���ͼ�������仯ʾ��ͼ
Fig. 10 Schematic diagram of heat flux change at casting/mold interface
3.3 ����������
�������̲���ʵ��ʱ����Ҫ�IJ���������ȵ�ż�����ӳ�ЧӦ�����IJ������Ӵ������µĻ���ԭ���Dz���Ԫ��Ҫ�뱻�����ﵽ��ƽ�⣬��ˣ��ڲ���ʱ��Ҫ����һ��ʱ�䣬����ʹ���ߴﵽ��ƽ�⣬��������ģ���¶ȳ��仯ʱ���ȵ�ż���¶���Ӧֵ��������ʵ���¶ȳ�ͬ����������һ�����ͺ�ʱ�䣬�Ӷ�������������������ʱ��ij��̣�������ȵ�ż������Ӧʱ���йأ��ȵ�ż�IJ�����ֱ��Ҳ������Ҫ���أ����ȵ�ż˿Խϸ��������ֱ��ԽС��������Ӧʱ��Խ�̡���������[21]��֪��K���ȵ�ż��Ϊ�ӳ�ЧӦ���������(����)�������¹�ϵ��
 (8)
(8)
ʽ�У���ΪK���ȵ�ż���t-����ĵ���ϵ������ֵΪ3.28��10-3 mm2/ms����Ϊ�����¶ȵı仯�ʡ��ڱ�ʵ���У�����ֱ��Ϊ0.2 mm��K���ȵ�ż�����Ӻ���¶��γ���״����뾶R�����0.2 mm��ͨ��ʽ(8)����õ������Ӧʱ��Ϊ2 ms�������������Ϊ0.014 6 K������������Ӧ�÷�ģ�������滻 ��ϵ��ʱ���ֱ�Բ�ͬ�������Խ�����������Ľ�����з�����������ͼ11��ʾ����ͼ11���Կ�����������������1 Kʱ�������������ϴ����������С��0.1 Kʱ�������������ԡ���ˣ����о������е�����������СΪ0.014 6 K���ڽ��滻��ϵ���������п��Ժ��Բ��ơ�
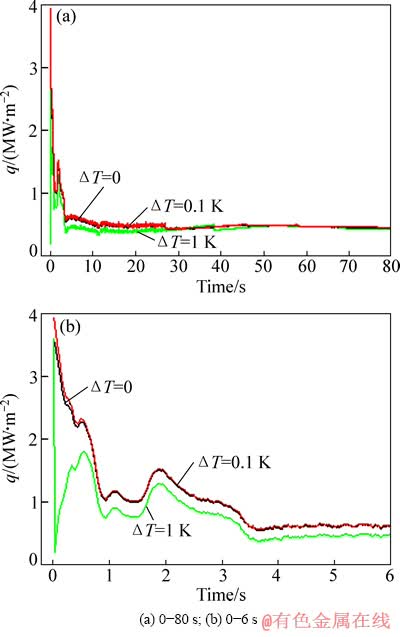
ͼ11 ��ͬ�������Խ���������������Ӱ��
Fig. 11 Effect of temperature measurement error on interfacial heat flux
�������̲���ʵ��ʱ����������Dz����ܱ���ģ����ȵ�ż�����ӳ�ЧӦ����������⣬�����ȵ�ż����������װλ�ò������������ȡ�Ϊ�˼�С��������Ӱ�죬�ڱ��о������У�ͨ�������ܽ��ȵ�ż�����������Ͻ���λ�á������մɹ̶ܹ��ȵ�ż�ķ�ʽ��ѡȡ��С��ֱ��Ϊ0.2 mm���ȵ�ż˿�Լ��ڷ���ģ�������ӽ���ʱ�䲽�������Ȱ취�������ܼ�Сλ�ò�������������Լ��ȵ�ż�ӳ�ЧӦ�����IJ�����
3.4 ����Ľ��滻��ϵ�����֤ʵ
����������ۿ�֪�������ڲ��������5 mmλ��T2��10 mmλ��T3���¶�����������֤����õ��Ľ��滻��ϵ����ͼ12��ʾΪʵ������¶�����ֵ�����¶Ƚ���ıȽϣ���ֵ�¶�������ͨ��Ӧ�÷���Ľ��滻��ϵ��������ȴ���ģ�͵õ��ġ���ͼ12�п��Կ�����������¶Ƚ����ʵ������¶����Ǻϣ��������5 mmλ���¶���Ƚϵ����������6 K (0.9%��������)���������10 mmλ���¶ȵ����������4 K (0.7%��������)�������¶���ʵ������¶ȼ�����������ʵ������У��ȵ�ż����λ�õ������ɵġ���Ϊ�����ȵ�żʱ�ȵ�ż�������ţ��ȵ�ż����ȷ�ط������������ϣ���ʵ���ȴ�����ֵ��������У��ּ����ȵ�ż�Ƿ������������ϣ������ͻ�����¶Ȳ�������������Ǽ����¶�����¶��¶�������Ҫԭ�����⣬�����ȴ�����ֵ����ʱ���õ�Ч���ȷ�Ҳ�������������Ҳ���ܻ���ɼ����¶�������¶ȵIJ��졣Ȼ������������[18]����ֵ������¶�������¶����С��20 K���ǿ��Խ��ܵģ���ˣ��¶ȱȽϵĽ���������÷��ȴ������������������̹����������������ȴ���ʼ�Ľ��滻��ϵ����ȷ�Ϳɿ��ġ�
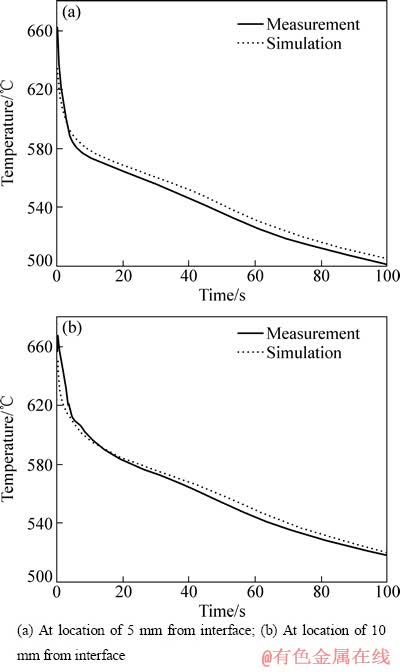
ͼ12 �����¶�������¶ȵıȽ�
Fig. 12 Comparison of simulated and measured temperatures
4 ����
1) ��Ӧ�÷��ȴ����㷨������������ͽ��滻��ϵ��ʱ������ϵ���̡�δ��ʱ�䲽��R�����ȴ�������ʱ��ʱ�䲽�����ȼ��������ֵTcr�ȼ�������Է�����������ȶ��Լ�ȷ��Ӱ��ܴ���ˣ��ڷ��ȴ���ģ��Ӧ��ǰ��Ϊ��֤���㾫�ȣ���Ҫ����ѡȡ�����IJ�����
2) �����˻��ڵ�Ч���ȷ��ķ��ȴ���ģ�ͣ�Ӧ�д�ģ�ͼ���õ���A356���Ͻ���ͭ��ȴ���ʼ�Ľ��滻��ϵ��������������滻��ϵ��������������ʱ��仯�ģ��仯��Χ��1 200~6 200 W/(m2��K)֮�䣬���ҽ��滻��ϵ���ڱ仯��������Ϊ�ᾧDZ�ȵ��ͷŴ���������ֵ��
3) �����¶Ⱥ�ʵ������¶Ƚ�����Ǻϣ��������������6 K����֤���֤ʵ�˱������߽����ķ��ȴ���ģ����������������ȴ���ʼ���滻��ϵ����ȷ�ԺͿɿ��ԡ�
REFERENCES
[1] Wu S P, Li C Y, Guo J J. Numerical simulation and experimental investigation of two filling methods in vertical centrifugal casting[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(5): 1035-1040.
[2] JALURIA Y. Challenges in the accurate numerical simulation of practical thermal processes and systems[J]. International Journal of Numerical Methods for Heat & Fluid Flow, 2013, 23: 158-175.
[3] �ŷ�ɽ, �� ��, ��־ǿ, ������. ���������̱߽��Ƚ������ɼ��¶ȳ�ģ��[J]. �й���ɫ����ѧ��, 2007, 17(11): 1750-1754.
DU Feng-shan, ZHANG Pei, XU Zhi-qiang, ZHAO Ling-ling. Law of heat transfer and simulation of temperature field for aluminum ingot solidification[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(11): 1750-1754.
[4] Beck J V, Blackwell B, Clair C. Inverse heat conduction: Ill-posed problems[M]. London: Wiley, 1985: 2-50.
[5] BECK J V, WOODBURY K A. Inverse problems and parameter estimation: Integration of measurements and analysis[J]. Measurement Science & Technology, 1998, 9: 839-847.
[6] �� ��, �� ��, �����, �� �. ����������ģ��߽��Ƚ���ϵ���IJⶨ[J]. �й���ɫ����ѧ��, 2003, 13(4): 881-886.
XU Hong, HOU Hua, ZHAO YU-hong, CHEN Zheng. Determination of boundary heat-transfer coefficient for casting solidification simulation[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 881-886.
[7] NOWAK I, SMOLKA J, NOWAK A J. An effective 3-D inverse procedure to retrieve cooling conditions in an aluminium alloy continuous casting problem[J]. Applied Thermal Engineering, 2010, 30: 1140-1151.
[8] Chen W L, Yang Y C, Lee H L. Inverse problem in determining convection heat transfer coefficient of an annular fin[J]. Energy Conversion and Management, 2007, 48: 1081-1088.
[9] Gafur M A, Nasrul H M, Narayan P K. Effect of chill thickness and superheat on casting-chill interfacial heat transfer during solidification of commercially pure aluminium[J]. Journal of Materials Processing Technology, 2003, 133: 257-265.
[10] ZHANG L Q, LI L X. Determination of heat transfer coefficient at metal/chill interface in the casting solidification process[J]. Heat and Mass Transfer, 2013, 49: 1071-1080.
[11] ��־��, ������, ������, ������. ���Ͻ�ѹ����������/���ͽ��滻����Ϊ���о�[J]. ����ѧ��, 2007, 43(11): 1149-1154.
Guo Zhi-peng, Xiong Shou-mei, Chao Sang-hyun, CHOI Jeong-kil. Study on heat transfer behavior at metal/die interface in aluminum alloy die casting process[J]. Acta Metallurgica Sinica, 2007, 43(11): 1149-1154.
[12] Tikhonov A N, Arsenin V Y. Solution of ill-posed problem[M]. New York: Wiley, 1977: 2-10.
[13] Prabhu K N, Ravishankar B N. Effect of modification melt treatment on casting/chill interfacial heat transfer and electrical conductivity of Al-13% Si alloy[J]. Materials Science and Engineering A, 2003, 360: 293-298.
[14] Martorano M A, Capocchi J D T. Heat transfer coefficient at the metal-mold interface in the unidirectional solidification of Cu-8%Sn alloys[J]. International Journal of Heat and Mass Transfer, 2000, 43: 2541-2552.
[15] Sun H C, Chao L S. Analysis of interfacial heat transfer coefficient of green sand mold casting for aluminum and tin-lead alloys by using a lump capacitance method[J]. Journal of Heat Transfer, 2007, 129: 595-600.
[16] Qi L H, Liu J, Guan J T, SU L ZH, ZHOU J M. Damage prediction for magnesium matrix composites formed by liquid-solid extrusion process based on finite element simulation[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1737-1742.
[17] Yao S, Gong X N, Dai L X, MA CH Y, JIN J Z, ABULITI A. The mathematical model of solidification latent heat under high cooling rate[J]. Journal of Heat Transfer, 2006, 35(2): 115-121.
[18]  H M, Kocatepe K, KAYIKCI R, AKAR N. Determination of unidirectional heat transfer coefficient during unsteady-state solidification at metal casting-chill interface[J]. Energy Conversion and Management, 2006, 47: 19-34.
H M, Kocatepe K, KAYIKCI R, AKAR N. Determination of unidirectional heat transfer coefficient during unsteady-state solidification at metal casting-chill interface[J]. Energy Conversion and Management, 2006, 47: 19-34.
[19] Thompson S, Cockcroft S L, Wells M A. Advanced light metals casting development: Solidification of aluminum alloy A356[J]. Materials Science and Technology, 2004, 20: 194-200.
[20] ILKHCHY A F, JABBARI M, DAVAMI P. Effect of pressure on heat transfer coefficient at the metal/mold interface of A356 aluminum alloy[J]. International Communications in Heat and Mass Transfer, 2012, 39: 705-712.
[21] κ����, �� ��. �ȵ�ż�ȴ��������еĶ�̬��Ӧʱ���������[J]. ���Լ���ѧ��, 2007, 21(6): 523-526.
WEI Ke-zhen, ZHANG Qi. Dynamic response time and deviation estimate of thermocouple during heat-exchange temperature measurement[J]. Journal of Test and Measurement Technology, 2007, 21(6): 523-526.
(�༭ ������)
������Ŀ������ʡ����������������Ŀ(13B145)��������Ȼ��ѧ����������Ŀ(51075132)�����ҽ�������ʿ��ר�����������Ŀ(20090161110027)
�ո����ڣ�2011-09-23�������ڣ�2013-11-20
ͨ�����ߣ�����ǿ����ʦ����ʿ���绰��13975850061�����棺0731-85016000��E-mail��zlq2k1103@126.com
ժ Ҫ�����ǵ��������̹�������DZ���ͷ���ɵ���ֵ�����������������⣬�������ڵ�Ч���ȷ��ķ��ȴ���ģ�ͣ�������ģ���и��ּ������������ϵ���̡�δ��ʱ�䲽��R�����ȴ�������ʱ��ʱ�䲽�����ȼ��������ֵTcr�ȶԷ���������ȶ��Լ�ȷ�Ե�Ӱ�죬Ӧ���������ķ��ȵ�ģ�ͣ�ͨ���������¶����ݼ���õ�A356���Ͻ���ͭ��ȴ���ʼ�Ľ��滻��ϵ����������������滻��ϵ��������������ʱ��仯�ģ���仯��Χ��1 200~ 6 200 W/(m2��K)֮�䣬���ұ仯��������Ϊ�ᾧDZ�ȵ��ͷŴ���������ֵ��
