
���±��: 1004-0609(2006)05-0881-06
�����������ƹ�����ACR��ͭ�ܵ���֯�������ݱ�
������1, ����1, �˳�ƽ2, 3, ����ƽ1, ��־��1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083;
2. ��ɳͭ��������˾, ��ɳ 410014;
3. ���ϴ�ѧ ��ĩұ���о�Ժ, ��ɳ 410083)
ժ Ҫ��
���ý��������� ����Ӳ�����Լ������ȵ��Ƕ������������ƹ�������ͭ�ܵ���֯�����ܽ����о��� �������: �������������ƹ�����, �Ⱥ�����żӹ�Ӳ���Ͷ�̬�ٽᾧ������������, ��������ʹ�ִ��ͭ�������顢 ���Ʋ�������������, ��ʹ�������¶ȼ�������, ���ջ���˶�̬�ٽᾧ��֯; ����֯ת�����Ӧ, Ӳ��ֵ����Ϊ������������������, ��ӹ�Ӳ���Ͷ�̬�ٽᾧ�Ĺ�ͬ���ñ����ȶ�, �ٽᾧ���ʱӲ��ֵ�½�; ���ڿն���ȱ���ڱ��ι����б�����, ���ϵ��ȵ�������, �ٽᾧ��ʼ��, �������ϸС, �ȵ����½���
�ؼ���: ��������; ACR��ͭ��; ����֯; Ӳ��; �ȵ��� ��ͼ�����: TG146.1
���ױ�ʶ��: A
Microstructure and properties of ACR copper tube during three-roll planetary milling process
LIU Dong-hua1, SU Yu-chang1, DENG Chu-ping2, 3, HU Qi-ping1, PAN Zhi-yong1, 2
(1. School of Materials Science and Engineering, Central South University,Changsha 410083, China;
2. Changsha Copper and Aluminum Materials Company, Changsha 410014, China;
3. Powder Metallurgy Research Institute, Central South University,Changsha 410083, China)
Abstract: The microstructure and properties of the pure copper tube during the rolling process of a three-roll planetary mill were studied using optical microscope, Brinell��s hardness measurements and laser-thermal rating measurements. The in-situ microstructure evolutions, resulting from both work-hardening and dynamic recrystallization softening during the three-roll planetary milling process were summarized systematically. The results show that, corresponded with the transformation of microstructure, the hardness increases along with the augmentation of the deformation, keeps fluctuation responsible for the coactions between the work-hardening and the dynamic recrystallization and drops when the recrystallization completes. The thermal conductivity of the copper tube increases, because the cavity and other defects are bucked in the processes of the deformation. After the recrystallization, the thermal conductivity decreases along with the diminution of the crystal grain.
Key words: three-roll planetary mill; ACR copper tube; microstructure; hardness; thermal conductivity
20����90�������, �����������չ�˾�������������Ƽ���Ӧ����ͭ�ܼӹ���ҵ, �Ӷ��������µ�ͭ�ܼӹ����ա���������[1-3]�� �봫ͳ�ļӹ����ռ�ѹ�����, ���������������ص����ڼӹ����̶̡� �ܺĵ͡� Ч�ʸ�, ������ACRͭ�������ȶ��� �۸���ˡ� ����������Ҫ����������: ˮƽ����������ϳ�桪�����������ơ������������� �˻�[4-6]�� �����������ĺ�������������, ���Ĺ���������������, ����Ѹ��, �ӹ��ʴ�, ������ȿ�ʹ��̬��֯�ƻ���ʵ�ֶ�̬�ٽᾧ, �����屣���Ϳ�����ȴ������, �õ���������� �ڲ���֯ΪϸС���ᾧ�Ĺ����� ��������[7]���������뼷ѹ������ͭ��������֯����ѧ���ܽ����˶Աȷ���; ��˳�µ�[8]������������֯�仯�����˽������, ������仯����û������������� ��������ͨ�����ࡢ Ӳ�Ȳⶨ���ȵ��ʲⶨ�ȷ������������ƹ�������ͭ�ܵ���֯�������ݱ�����˸�ȫ����о���
1 ʵ��
[������������(��ͼ1��ʾ)��Ҫ�ɹ̶����ܡ� ̫���֡� �˶���ת���̺���120��ֲ���װ������е����������� ���ִ��������� ������ϵͳ����ɡ� ���������� �����ֱ�ӻ���װ��ͬʱ������ת�� �������Сб���ִ����̶��ڴ����ϵĴ���ֶ�ʹ���̻�ת, ���ڴ����ڵ�����������������̫���ֵ�����, ʹ�������Ŵ��̵Ļ�תһ����ͭ�ܹ�ת; ������������µ��Ӵ����������һ��������ת����, ��֤��������תǰ���� һ�����, �����ı��������������, һ�����dzɽ�����Բ�εĻ�ԭ��, ��һ�������dzʽ�С���ιսǴ����Ϊ���ε�������[9, 10]�� �������������Ľṹ������ָ��������������������������ľ�, ����ӳ�������ṹ�ߴ��С�� ��Ʒ���Χ���������������� �ڽṹ����һ��ʱ, ͨ���ı����� �����ת����ת�ٱ�, �ﵽ����״̬, ʹ���������ܵij��ڽӴ���Ϊ˲��, �����ڵ�ʹ����ֻǰ��������ת, ���ǽӴ�����Ϊһ�������ĽӴ���, ������������, ����С�������ͻ��۳ɺ�۵ľ�ѹ������ ���������������ı������ܴ�, ����������ȴ��С�� ���ڵ綯��������Ҫȡ������������, �����뼷ѹ����������Ƶ��ܺ��Ǻܵ͵ġ�
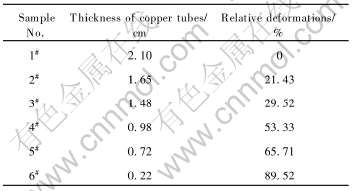
��ʵ����Ʒ����TP2����ͭ����, ����Ʒȡ����������: ��ͭ�����ƽ���ʱͻȻֹͣ, �ӽ��ܷ�����Ʒ�˳���ȡ��, ����Ʒ���������������ƹ�����ͭ�ܵĺ�۱仯��״������֯��̬, ����ʾ��ͼ��ͼ2��ʾ�� �����и�ķ�ʽ��ͼ��6��λ�÷ֱ�ȡ���ࡢ Ӳ�ȼ��ȵ��������� ��Ʒ��ȼ���Ա��������ڱ�1, ����ѡȡ1#�� 2#�� 3#��Ʒ����۽������, 4#�� 5#�� 6#��Ʒ���۽��������
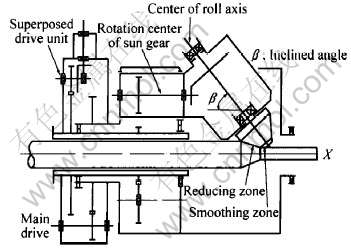
ͼ1 ������������ʾ��ͼ
Fig.1 Schematic diagram of three-roll planetary mill
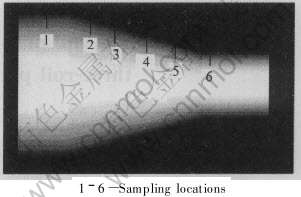
ͼ2 ����ͭ�������ģ��
Fig.2 Macroscopic model of rolled copper tubes
��1 ��Ʒ��ȼ���Ա�����
Table 1 Thickness and relative deformation of samples
�����ʴ������50%HNO3ˮ��Һ, ��ʴʱ��1~3min; ����ʴ������5g���Ȼ���+25mL����+100mL����ˮ, ��ʴʱ��Ϊ10s���ҡ� ����ʵ�����Nephoto2�ͽ�������, Ӳ�Ȳ��Բ���Brinell Hardness Tester HBS-3000����Ӳ����, �ȵ�����JR-2����������Ͻ��С�
2 ���������
2.1 ��ͬ��������Ʒ����֯�ݱ�
ͼ3(a)��ʾΪˮƽ����ͭ�����Ľ�����Ƭ�� ��ϸ�Ľ������ȴ���ն��շ�������, ������ͭ�ĵ���������ǿ, �����������������ȴ�ٶȽϿ�, �����̱ȽϾ���, ��״����� ����Сʱ�׳��ִִ�ľ����ʹ����֦������, �����������, ʹ�ᾧ��ǰ���γ��¶��ݶ�, �����״���ij��ֺͲ��ϳ���, ͬʱ֦��������ϸ��; �����ٽ�һ������, �����Ҳ���ϼӴ�, ͭҺ�ڽᾧ�ɺ��ʽ����Դ��ھ��������ٶ�, ����������ϸ��, ֦�������ܺ�ϸ, Ҳ������Һ���е�Ԫ�ش�ʱ���������ɢ, ͭˮ������ѡ�ֽᾧ��ʹ֦��ƫ�����ּ��ᡣ ͭ����������ʱ����ȴ�ٶȴ�ԼΪ300��/s, �ᾧ���п������̡� ����ᾧ���ص�, ��һ��ֻ����״���� ���ᾧ������֯��[11, 12]�� ͬʱˮƽ����Ҳ���ɱ������ͭ���°벿�ּ�ˮ�䲿�־�����С, ���������ͭ��������֯������, ��Ҳ�п��ܶ������������ƺ�����С�ľ��������Ӱ�졣 ͼ3(b)��ʾΪ������20%ʱ��ͭ�ܺ�۽�����Ƭ�� ��ͼ�п��Կ���, ԭʼ��̬������������, ����������, �Ǿ������γɡ� ͼ3(c)��ʾΪ������30%��ͭ�ܺ�۽�����Ƭ�� ��ͼ�ɼ�, �Ǿ���Ŀ������, �������θ�Ϊ����, ��ྦྷ�����ν��ڲ�����, ������СҲ���ھ����ˡ�
Cu��һ�ֲ���ܽϵ͵Ľ���, ������չλ����, λ�����Դ�λ�����н��ѳ���, Ҳ����ͨ�������ƺ����ƻ�������� �����β����Ļ������㹻��ʱ, ��һ����Ӧ���ͱ����¶�������, �ͻᵼ�¶�̬�ٽᾧ�ķ����� ��ͼ4(a)�п��Կ�����ά״��֯, ��ʱ���ε�ƽ���߲����ᴩԽ����, �뾧���ཻ�����ƫ�ơ� �Ӹ߱��Ľ�����Ƭ�п��Թ۲쵽�ھ��紦λ���ܶȽϸ�, Ϊ���ϸС�Ķ�̬�ٽᾧ��֯������������ �ɴ˿��Գ����ж�, �ྦྷ��ͭ���ڱ������ﵽ50%����ʱ��ʼ�����ٽᾧ�� ��ͼ4(b)�пɿ������������˵�ϸС����, ��Ϊ�ٽᾧ����, �����˵�ϸС����ֲ��ھ�������һλ��, ԭʼ�����ڲ���֦�����Ҳ��С�ˡ� ��ͼ4(c)�ɼ�, �ٽᾧ�����ѻ������, ������ת������, �Ҿ����ߴ�Ҳ����; �Ӹ߱��Ľ���ͼƬ�п��Թ۲쵽�ִ�ľ���, ��������ͭ�к���ʮ���֮������, ʹ��ͭ�Ĵ־����γɵ��۵����Ĺ�����Ĥ, �ᾧʱ���зֲ��ھ�����, �����۵㹲�������Կ�������ϵľ��иߵ��絼�ȵ�������
��ͭ��������������, �ܵ�������ѹ��������, ���������顢 ����, �ɹ۲쵽�Ǿ��ṹ���ӹ�����, ����4#��Ʒ��ȡ��λ���Ժ�������ж���������ؿ����� ���������ﵽ50%����ʱ�ɿ���һЩ�ٽᾧ��֯�� �����������ƹ����е�Ħ�����dz���ı�����ʹ�������¶ȼ�������, ��ȫ�ﵽ��ͭ���ٽᾧ�¶�, �����ڴ�ʱ��֯�ڱ㷢���κ�, �γɴ�ǶȾ�����Ǩ���ķ�ʽ�����ٽᾧ���̡� ����������һ���Ӵ�ʱ, �ٽᾧ���̼���, �����δﵽ90%����ʱ, ����������ƽ��, ���ٷ�����ı���, �ٽᾧ�����ڵ���6#��Ʒ��ȡ��λ��ʱ�ٽᾧ���̻������, ����ȫ���Ƕ�̬�ٽᾧ���γɵ�ϸС�ĵ��ᾧ�� ��̬�ٽᾧ�γɵľ����ǵ����, ����ʾ��״, �����Դӽ���ʵ����Ƭ�п��Կ������ᾧ�ڴ��ڱ������λ�����ָ���Ǿ�����֯�� ������Ϊ��̬�ٽᾧʱ, �ھ��˳����ͬʱ���λ��ڼ���, ����γɵ��¾�������һ���̶ȵ�Ӧ��, �ʳ��ֲ���λ�����ǽṹ[13, 14]�� ����ͭ�IJ���ܽϵ�, �������ٽᾧ�¶�����ʱ�����׳����Ͼ�, �������ܵĽ�����Ƭ�п�������ؿ�����
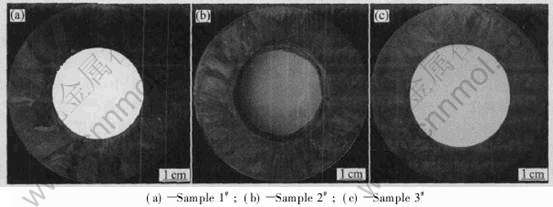
ͼ3 1#�� 2#��3#��Ʒ�ĺ�۽�����Ƭ
Fig.3 Macroscopic metallographs of samples 1#, 2# and 3#
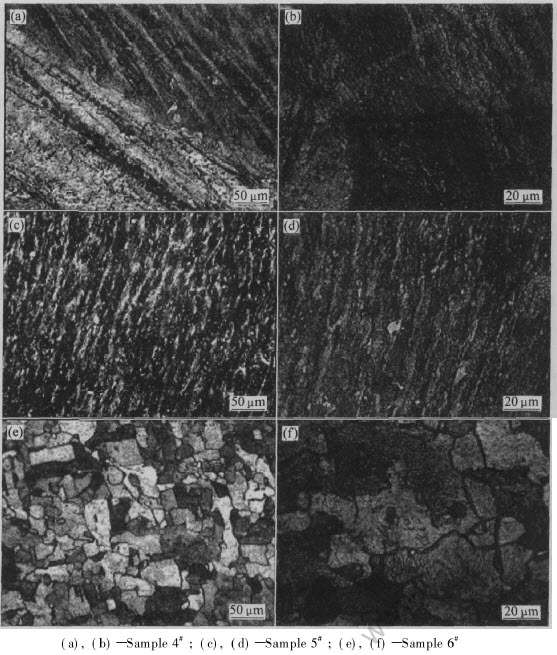
ͼ4 4#, 5#��6#��Ʒ���۽�����Ƭ
Fig.4 Microscopic metallographs of samples 4#, 5# and 6#
2.2 ��ƷӲ��ֵ�仯
ͼ5��ʾΪ1#~6#��Ʒ�IJ���Ӳ�Ȳⶨ����� ��ͼ�ɼ�, �����ܵı仯������Ӳ��ֵ����, ���м����һ���IJ���, �������̬��֯��Ӳ��ֵ���Ϊ45����; ���������ﵽ30%ʱ, ����3#��Ʒȡ��λ����Ӳ��ֵ�ﵽһ����ֵ; ���������ﵽ50%ʱ, Ӳ�������½�, ������90����; �ڱ������ﵽ70%ʱӲ��ֵ�ֳ��ַ�ֵ, �ұ�ǰһ����ֵ�Ը�һЩ; ���������ﵽ90%����ʱ, Ӳ��ֵ�����½�, ����Ȼ����̬��Ӳ��ֵ�߳�35����, ����ϸС�ٽᾧ��֯ʹͭ�ܵõ���ǿ�����ͻ�, ���ں����Ľ�һ���ӹ���
�����Ա��ι�����, ���Ž����ڲ���֯�ı仯, ��������ѧ����Ҳ���������Եı仯, �����ű��γ̶ȵ�����, ������ǿ�ȡ� Ӳ������, �����ԡ� �����½��� ���ϵ����Ա�������λ���˶���ɵ�, ��Щλ��֮��, �Լ�������ȱ��֮����ֱ������, ���������ȱ�ݺ��ϰ���(���̻�̳�)��Ӧ�����м�ӽ�������; ��Щ�������ý�����λ��ƽ���ɶ���, �����������Ա��εij�������, Ϊʵ��λ����һ���˶�����Ҫ�����Ӧ��, �������˼ӹ�Ӳ��, ����ʱ�ٽᾧ����û�з���, ���ظ�����Ҳ������, ���ӹ�Ӳ���̶�Զ������������, ���Ըտ�ʼʱӲ��ֵ���� �����δﵽһ���̶Ⱥ�, λ��Ӧ������ɵĻ����ܻ��۵�һ���̶�, �ٽᾧ�ٶȿ�ʼ�ӿ�, ��ʱ������������, Ӳ��ЧӦ��С, ��������ɵ�Ӳ�����ٽᾧ����ɵ��������ôﵽƽ��ʱ, Ӳ��ֵ�ı仯�Ͳ��Ǻܴ���, ���ӹ�Ӳ����֯ת��Ϊ��̬�ٽᾧ��֯ʱ, Ӳ��ֵҲ��Ӧ���ڴﵽһ����ֵ���С��
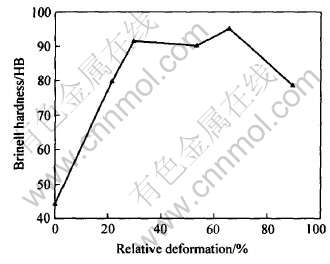
ͼ5 ���ܲ���Ӳ����������Ĺ�ϵ
Fig.5 Relationship between Brinell hardness and deformation of mill bars
2.3 �ȵ��ʵIJⶨ
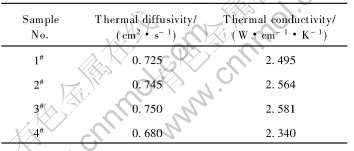
�����ȵ��ʲⶨ��������Ʒ�ߴ������, ���о�ֻȡ��ǰ4�ŵ���Ʒ�ⶨ��ͬ��֯��Ʒ�ĵ���ϵ��, �����ȵ��ʹ�ʽa=[SX(]��[]��c[SX)], ȡc=3.85J/(kg��K), ��=8.94g/cm3�����ȵ��ʦˡ� �ӱ�2���Կ����ȵ���������, ��4#��Ʒ�½��ܶ�, ���������Ʒ���ȵ��ʻ��һ���½��� �ȵ�����һ���dz���Ҫ����������, �����¶ȡ� ������С�� �������ṹ�� ����������Ԫ�ɷֵ������й�[15]�� ��ͭ�����ոս���������������ʱ, ����ʹ������֯��������, �ն���ȱ�ݱ�����, ����δ�����ٽᾧ֮ǰ, �ȵ���ֵ���ߡ� ���ٽᾧ��ʼʱ, �ȵ��ʵı仯��Ҫ�ܾ�����С�Ĺ�ͬӰ��, ���������ж�η�������ı���ʹ�ٽᾧ�������ϸС, �����ȵ����½���
��2 ��Ʒ������ɢ�ʼ��ȵ���
Table 2 Thermal diffusivity and thermal conductivity of samples
3 ����
1) ��ҵ��ͭ�������������ƹ�����, ͭ�������ڵ��⾭���˼ӹ�Ӳ���Ͷ�̬�ٽᾧ���������෴�Ĺ��̡� ���ڴ������������������ʹ�����¶ȴﵽͭ���ٽᾧ�¶�����, �Ӷ������˵��͵Ķ�̬�ٽᾧ����; �������ﵽ50%����ʱ��ʼ�����ٽᾧ, ��������ɺ�Ϊ���͵Ķ�̬�ٽᾧ��֯���Ͼ�����֯��
2) ��ͭ�����ƹ�����Ӳ���Ⱥ��ܼӹ�Ӳ���Ͷ�̬�ٽᾧ��Ӱ��, Ӳ��ֵ����������, �������ȶ�, �������ϸС�ٽᾧ��֯�����͡�
3) ���ܵ��ȵ�����Ҫ�ܾ���ȱ�ݺ;�����С��Ӱ��, ǰ�����ٽᾧ��ʼǰ����������, �������ٽᾧ��ʼ�Ժ�����Ӱ���ȵ��ʵı仯��
REFERENCES
[1]������. ���ͭ��������������֮�Ҽ�[J]. ������ɫ����, 1999(3): 37-40.
WU Zhe-min. The best copper pipe production technical process I saw[J]. World Nonferrous Metals, 1999(3): 37-40.
[2]���ֿ�. ͭ�������Ĺ��ռ����ص�[J]. �Ϻ���ɫ����, 1999, 20(1): 22-25.
WANG Le-jun. Copper tube production processes and their features[J]. Shanghai Nonferrous Metals, 1999, 20(1): 22-25.
[3]����. ��ͭ�̹ܹ������յıȽϼ���չǰ��[J]. �Ϻ���ɫ����, 2001, 22(1): 23-26.
HE Tao. Comparisons between different processes for producing blanks of copper tube coils and their future prospects[J]. Shanghai Nonferrous Metals, 2001, 22(1): 23-26.
[4]������. ͭ�̹�������������[J]. ͭҵ����, 2004, 3: 23-25.
HONG Zheng-jun. Discussion of casting and rolling technology to copper coil tube[J]. The Copper Engineering, 2004, 3: 23-25.
[5]��˫, ��ʢ, ��, ��. ACRͭ���������������¹���[J]. ����ұ��, 2003, 31(3): 38-40.
ZHAO Shuang, WANG Sheng, SHEN Jian-hua, et al. Casting and rolling process of ACR copper tubes[J]. Jiangsu Metallurgy, 2003, 31(3): 38-40.
[6]Bretschneider E. Seamless tube production with the three-roll planetary mill(PSW)[J]. Iron and Steel Institute of Japan, 1985. 207-214.
[7]������, ����, ��ʿ��, ��. �������뼷ѹ������TP2ͭ����֯�����ܶԱȷ���[J]. ���Լӹ�����, 2004, 1: 34-37.
ZHOU Wen-long, XU Yi, ZHANG Shi-hong, et al. Comparisons and analyses of the microstructure and mechanical properties for TP2 copper tubes produced by cast-roll process and extrusion processes[J]. Plastic Working Technology, 2004, 1: 34-37.
[8]��˳��, ������, �ι㳬. �����������˶���ʽ��������֯�仯[J]. ��ѹ�豸�빤ҵ¯, 2004(4): 30-32.
DONG Shun-de, WANG Shi-zhong, DUAN Guang-chao. Motion form of planetary rolling and pipe microstructure variety[J]. Metalforming Equipment and Industrial Furnace, 2004(4): 30-32.
[9]Wu S J, Hwang Y M, Chang M H. A three-dimensional finite element analysis of the three-roll planetary mill[J]. Journal of Materials Processing Technology, 2002, 123: 336-345.
[10]������, ��Ҹ�. ���������������˶���ʽ����������[J]. ���ͻ�е, 1995(2): 31-34.
GUO Qing-rong, SHEN Jia-gang. Kinematic and dynamic analysis of the three-roll planetary mill[J]. Heavy Machinery, 1995(2): 31-34.
[11]Rodriguez J M, Esteva A, Meza S. A note on the control of the solidification front in the continuous casting of copper tubes[J]. Materials Processing Technology, 1999, 96: 42-47.
[12]¬��ǿ. �������������������յ������Ĺ��պͲ�Ʒ�Ա�[J]. ��Ͻ�ӹ�����, 2003, 31(7): 17-21.
LU De-qiang. Fin-stock aluminum foil for air-conditioner manufactured from hot-rolled stock or cast-rolled stock[J]. Light Alloy Processing Technology, 2003, 31(7): 17-21.
[13]������, ����. ��ͭ�α��ж�̬�ٽᾧ����[J]. �������չ�ҵѧԺѧ��, 2000, 17(4): 19-21.
SHI Xin-lin, LIU Yi. Analysis of dynamic recrystallization in deforming of pure copper[J]. Journal of Shenyang Institute of Aeronautical Engineering, 2000, 17(4): 19-21.
[14]Kim H S, Hong S I, Lee Y S, et al. Deformation behavior of copper during a high pressure torsion process[J]. Journal of Materials Processing Technology, 2003, 142: 334-337.
[15]Kang C G, Kim Y D. Model experiments for the determination of the heat-transfer coefficient and transition thermal analysis in the direct rolling process[J]. Journal of Materials Processing Technology, 1998, 84: 210-224.
�ո�����: 2005-08-09; ������: 2005-12-14
ͨѶ����: ����, ����; �绰: 0731-8830785; E-mail: ycsu@mail.csu.edu.cn
[1]������. ���ͭ��������������֮�Ҽ�[J]. ������ɫ����, 1999(3): 37-40.
[2]���ֿ�. ͭ�������Ĺ��ռ����ص�[J]. �Ϻ���ɫ����, 1999, 20(1): 22-25.
[3]����. ��ͭ�̹ܹ������յıȽϼ���չǰ��[J]. �Ϻ���ɫ����, 2001, 22(1): 23-26.
[4]������. ͭ�̹�������������[J]. ͭҵ����, 2004, 3: 23-25.
[5]��˫, ��ʢ, ��, ��. ACRͭ���������������¹���[J]. ����ұ��, 2003, 31(3): 38-40.
[7]������, ����, ��ʿ��, ��. �������뼷ѹ������TP2ͭ����֯�����ܶԱȷ���[J]. ���Լӹ�����, 2004, 1: 34-37.
[8]��˳��, ������, �ι㳬. �����������˶���ʽ��������֯�仯[J]. ��ѹ�豸�빤ҵ¯, 2004(4): 30-32.
[10]������, ��Ҹ�. ���������������˶���ʽ����������[J]. ���ͻ�е, 1995(2): 31-34.
[12]¬��ǿ. �������������������յ������Ĺ��պͲ�Ʒ�Ա�[J]. ��Ͻ�ӹ�����, 2003, 31(7): 17-21.
[13]������, ����. ��ͭ�α��ж�̬�ٽᾧ����[J]. �������չ�ҵѧԺѧ��, 2000, 17(4): 19-21.
