
DOI�� 10.11817/j.issn.1672-7207.2019.07.011
��һ������������������ȫ����һ�廯���ο���
�ܽ���1,2,3,����1,2,3,����1,2,3,������1,�ΰ���2,4,���¾�2,4
��1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �����Ƽ���ѧ ���Ұ�������Ƚ�װ�����̼����о����ģ�������100083��
3. �����Ƽ���ѧ �˹������о�Ժ��������100083��
4. �����Ƽ���ѧ ��Ч���ƹ��ҹ����о����ģ�������100083��
ժ Ҫ��
����������������������߾��Ȱ��������߽����ȡ�ͬ����ƽ̹�ȵȶ�ָ�������Ͽ����⣬�������ʵ�����������������������������ͼ�����ο����ص㣬������������������Ż����ܡ����м�����顱�͡���Ʒ���ܡ�ȫ����һ�廯���ο��Ʋ��ԡ��о�������������Ĺ����������������Ⱥͱ߽�����������֪,�ġ�������������ѹ��IJ����ȱ��κ͡��к��Ӵ���������ڴ����Ⱥͱ߽����ɾ�ռ��Ҫ�������Ĺ��������ο����������ſ��ȵ����Ӷ�������ǿ���Ҷ��Ĺ������������߾���һ�廯���ο���Ӧ��ȡ���Բ�ͬ��ʵ��;����
�ؼ���:�������������ͣ����֣����ο��ƣ��߽�����
��ͼ�����:TG333.72 ���ױ�־��:A ���±��:1672-7207(2019)07-1584-08
High precision integrated profile and flatness control for new-generation high-tech wide strip cold rolling mills
CAO��Jianguo1,2,3, JIANG��Jun1,2,3, QIU��Lan1,2,3, LI��Yanlin1, HE��Anrui2,4, ZHANG��Yongjun2,4
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China��
2. National Engineering Research Center of Flat Rolling Equipment, University of Science and Technology Beijing, Beijing 100083, China��
3. Institute of Artificial Intelligence, University of Science and Technology Beijing, Beijing 100083, China;
4. National Engineering Research Center for Advanced Rolling Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Aiming at the severe problem of the increasingly high precision cold rolled sheet profile and flatness quality requirement with multi-index edge drop, crown, transverse thickness deviation and flatness for the new generation of high-tech wide strip cold rolling mill, the leading mainstream mill types and its shape control characteristics were analyzed based on producing practice, the whole units and integration of ��gate stand��, ��intermediate stand group�� and ��final product stand�� shape control strategy of wide strip tandem cold rolling was proposed. The results show that the composing characteristics of the edge drop and crown of 4-high and 6-high cold rolling mills show that the uneven deformation of rolls flattening and the deflection of work rolls caused by the pressure in undesired overhung contact areas between rolls are the main contributions to the strip crown and edge drop ratio. It is found that the profile and flatness controllability must be enhanced significantly with the increasement of the strip width in 4-high rolling mills, and the distinctly different approaches to high precision integrated profile and flatness control should be adopted in the 4-high and 6-high rolling mills.
Key words: cold rolling; mill type; strip; profile and flatness control; edge drop control
���������ֲ�Ʒ�ڹ��������ʩ�����о�����Ҫ���ã����ڿ����ֺ����ӹ���ʽ��ҪΪ���ܳ������죬���������ֲ����������Ͽ��İ�������Ҫ������Զ�����������Ʋ�Ʒ��������һ��Ҫ���ֵİ�����Ҫ����ƽ̹�Ⱥͺ�������Σ��߽�(Ҳ�Ʊ߲�������edge drop)����(crown)��ͬ���(transverse thickness deviation)�Ǻ�������ε���Ҫ����ָ�ꡣ�ϸ�������ƹ����д��ֵı߽����Ⱥ�ͬ��ʵ�ִ��ֺ������״�ġ����λ����������������ֲ�Ʒ�ؼ��İ�������Ҫ��Ҳ�ǰ��ο����о���ʵ����ǰ�����ؼ��ѵ�֮һ[1]�������ϣ�CVC��SmartCrown��T-WRS��T-WRS&C��ECC��HC/UC��VCMS�ȶ������ͱ������������;�����֣�����Ϊ����һ�����������������������»��͵����ƣ�ʵ���Ͼ��������õ��µİ��μ��������ƣ������������һ�����������ο��Ƽ��������˰��ε���ģ�ͽ���������Ԫ�������㷨�Ż��ȷ�����о���ALJABRI��[2]�������Ĺ�PC��������������ǶȺ�T-WRS&C��������ܶ���������ƹ��̲����Ա����ְ��ȡ��߽���Ӱ����ɣ������ɵ�[3]Ӧ�����۷�����ģ�������ʵ�ʵ��о��������ƶ��˰��αջ����ƵIJ��Բ�Ӧ����ij1 450 mm�������������ĩ���ܵİ��ο����У����嶫��[4]ͨ����������һ�廯����ģ�ͣ��о������������̴��ֺ���������ɡ��Ŵ����ɼ�����߽�������Ӱ�죻SHAN��[5]�ۺ�Ӧ�ô���ƽ̹�ȺͰ���ЧӦ������ƽ̹�ȺͰ����ļ��ɿ��Ʋ��ԣ�ʵ���о������ܹ���Ч�������������ƽ̹�ȺͰ������ƾ��ȣ����ҷ��[6]���Ĺ�CVC�������Ĺ�SmartCrown�����Ĺ������ߡ����ƹ������������������ȵȷ�����бȽ��о�������[7]���������γߴ硢�����Ա����ԡ����ο����ȶ��Եȷ������һ���������ο��Ƽ��������˹��ɺͲ�������������[8]����������UCMW����������ϵ������һ�廯����ģ�ͣ������˰��ε����ֶζԴ��������Ⱥͱ߽��ĵ����������ΰ����[9]ͨ����������Ԫģ����ϸ����������UCM�����İ��ε������ܣ�ָ��UCM�����ڱ߽����Ʒ���IJ��㣬���������иߴ����ߺ����ı߲����ȹ���������ҵ����Ӧ������ȡ��繤�ֵı߽��ϸ��ʵõ��������ߣ�LINGHU��[10]����������CVC��������ά����һ�廯����Ԫģ�ͣ��ܹ���Ϊȷ��ģ�������������ƹ��̣�Ϊ���������Ż�����ߴ��ְ���ƽ̹�������ṩ����Ч��;�������������Ե繤�֡�DI�ġ���Ҹֵȸ߶˰������ƽ̹�ȵĻ���������������Ͽ��ı߽����Ⱥ�ͬ���ȶ�ָ�ꡢ�߾��ȵİ���������Ҫ����ˣ���չ��һ��������������������������ο����о�������Ҫ���塣
1 ��������������������ο����ص�
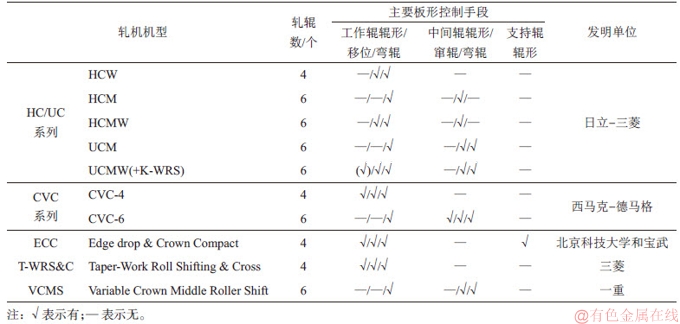
��������������������������ĹǸ��豸�����ڿ��������������͵��о��ʹ��¾��ǰ��ο��Ƽ������о��봴�£���������Ҫͨ�������������ʵ�ֺ������������ְ�����������[11]��Ŀǰ�ѱ��㷺Ӧ�õ���������������Ϊ�ձ�����������HC/UC(high crown/universal crown��������)ϵ�л��͡��¹������˿�����CVC(continuously variable crown����������)����(CVC-4��CVC-6)�������Ƽ���ѧ����ֺ���������ECC(edge drop & crown compact���߽����Ƚ���)���͡��¸�����CVC���������Ͽ�������SmartCrown�������͡��ձ�����������˾������T-WRS(taper-work roll shifting���ι���������)���ι��������ƺͽ���T-WRS&C(taper-work roll shifting and cross���ι��������ƺͽ���)���������Լ��й�һ����UCM�����Ͽ�����VCMS(variable crown middle roll shift�������м������)�������͵�[12-13]����һ��������������������������������ο������1��ʾ����������������ͨ����5�����Ĺ�������������ɣ���ʵ�������У���ѡ�õ��Ĺ��������Ͱ��������Ĺ��������������������Ĺ�����(��CVC-4��SmartCrown��ECC����)���ɶԽ������Ĺ�����(��PC����)���ϡ��¹����������(��T-WRS&C��PC����)�������������Ͱ����м�����ȴ�������������(��CVC-6����)���м����Ӵ���������������(��HCM��UCM����)���м��/������˫��������������(��UCMW��CVC-6+EDC����)��
��1����һ��������������������������������ο���
Table 1��Typical model and shape control of new-tech wide strip steel tandem cold rolling mills
2 ���������������ο��Ʋ��Է�չ
2.1������ƽ̹�ȿ��Ʋ���
ƽ̹���ǰ��ο�����Ҫָ��֮һ��20����80�����ʼ��ASC�����Զ�����(automatic shape control)��Ҫ��ָAFC����ƽ̹���Զ�����(automatic flatness control)��Ϊ�ˣ�����������������������ƹ����������������ĵ�5���ܼ��н��а���ƽ̹�ȿ��ơ���ʵ�������У���5����ͨ��ѡ����ο��������͵��������ǿ��������ͬʱ�䱸���ַḻ�İ��ο����ֶΣ��ڳ�Ʒ���ܳ��ڴ����ð��������ƽ̹�Ȳ�������ij2 030 mmȫ�Ĺ������������5���ܹ���������CVC���ȹ��Ρ�������Һѹ�ܹ���Һѹ���ϵͳ��������ϸ�ֶ���ȴ���ο��Ƽ��������ڵ�5���ܳ��ڰ�װ��ABB����ƽ̹���ǣ����ڵ�5���ܵİ��αջ����ơ�Ϊ��һ����߰��ο����������ڵ�5���ܻ�������DSR֧�ֹ��ȶ�̬���ι���������ͼ1��ʾ��
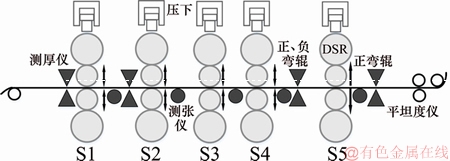
ͼ1��2 030 mm����������ʾ��ͼ
Fig. 1��2 030 mm wide strip steel tandem cold rolling mills
2.2����ץ��ͷ���м䡱���ο��Ʋ���
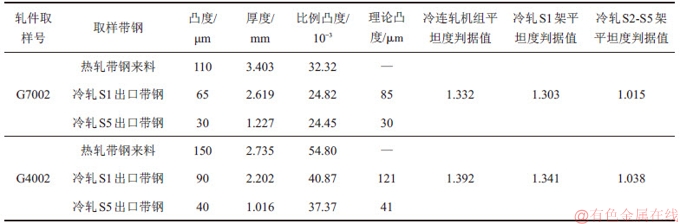
�������о���ͨ�������о�������ʵ������ʶ���Ż�����Ҳ�ǽ��а��ο��ƵĹؼ�����֮һ���ȿ�ʵ�ֶԴ��������ȵ��ʶȿ��ƣ��ֿɱ�֤���ڴ����־������õ�ƽ̹�ȡ����ڴ��ڱ������������������Ż������ʶ�ƫ�뼸��������������һ���������εIJ�����������[14]����ˡ�ץ��ͷ���м䡱���ο��Ʋ��ԣ��ڸ߶����ӳ�Ʒ���ܰ��ο��Ƶ�ͬʱ�����Ż����ܴ�ǿ�����ο��������ʶ��������������ȶ�ƽ̹�ȵ�Ӱ�죬��ͨ������ҵ��������ʵ����֤Ӧ�ã��罫��Ӵ����Ƽ���Ӧ����ij1 700 mm���������Ż����ܣ��ڹ�ҵ������S1��ƽ̹�о�ֵ�ﵽ1.303ʱʵ�ʴ��ֲ�û�г������Σ�ȡ������S1����ʵ��������������ȶ��д���½�[13]�����2��ʾ��ͬʱ�ƹ�Ӧ����ǰ��2 030 mm��������ʱȡ�ð���������ߵ�����Ч����ij2 180 mm����������S1����������������S1���ڴ�����ƽ̹���ǣ���ͼ2��ʾ��ͬ�������ˡ�ץ��ͷ���м䡱���ο��Ʋ��ԡ�
��2��������ڡ����ں������״���������Է���
Table 2��Strip profile similarity analysis of entry and exit strip steel
2.3��ȫ����һ�廯���ο��Ʋ���
���������û��Ե繤�֡���Ҹ֡�DI�ĵȸ߶˰������ƽ̹�Ȼ����ϣ�����˱߽����Ⱥ�ͬ���ȶ����ָ�������Ҫ��0.5 mm��ȵĵ繤�ְ�߽�Ҫ���7 ��m����5 ��m�����ֿ��ȷ���ͬ��������Ҫ��10 ��m����7 ��m���ڣ�����������������һ�ȶ��Ծ�������ϸ��Ҫ���������ְ��ο����Ѷ����˺ܴ�������5������������֡��Ż����ܡ�(��1����S1)������Ʒ���ܡ�(��5����S5)��3�����м�����顱(��2����4����S2��S3��S4)�����ƹ��̴��ֵĹ�����ܵȴ��ںܴ�IJ��죬��ͬ���ܴ����в�ͬ�İ�����������Ҫ��[1,7]��Ҫʵ���������ָ߾��Ȱ����ۺϿ��Ʊ����ȡȫ����߽����ȡ�ͬ����ƽ̹��һ�廯���ο��Ʋ��ԣ�����1����Ҫ�˷������Ⱥ�Ӳ�Ȳ����Գ�Ʒ�߽����ȡ�ƽ̹�ȵȿ��Ƶ�Ӱ�죬ʵ�ִ�ѹ�������ƣ���5�����ǶԳ�Ʒ���ְ���ƽ̹�Ƚ��������ƵĹؼ����ܣ�Ӧ���ִ��ֵı����Ȳ��䣬�����ṩ�㹻�İ��ο����������м��2����4���ܴ��������������������λ�ã���Ҫ������ʵ�ֱ߽��Ŀ��ƣ������ֱ����������ʵ�����õ�ƽ̹�ȿ��ơ�
ͼ2��2 180 mm����������ʾ��ͼ
Fig. 2��2 180 mm wide strip steel tandem cold rolling mills
3 �������������Ⱥͱ߽���������������
֧�ֹ����������Ρ����к��Ӵ�������غ�����ѹ��IJ����ȱ����Ǵ��ֲ����Ⱥͱ߽�����Ҫԭ��[1, 12, 15-17]��ͼ3(a)��ʾΪ�ġ�������������Ȼ�ȹ��ɣ������Ĺ�������˵��֧�ֹ���������ռ11.6%~21.7%��������ѹ��ռ13.9%~45.5%�����۶����ռ32.9%~69.6%�����������У�֧�ֹ�����ռ1.41%~28.07%��������ѹ��ռ35.6%~44.3%�����۶����ռ28.1%~63.0%���Ĺ������������������к��Ӵ������������ɵ���Ȼ����ռ������������Ϊ����ѹ��IJ����ȱ�������ɵ���Ȼ�ȣ�֧�ֹ�������������ɵ���Ȼ����ռ������С���ġ����������ı߽�������ͼ3(b)��ʾ���Ĺ������У�֧�ֹ���������ռ9.1%~11.4%������ѹ��IJ����ȱ���ռ35.3~72.9%�����к��Ӵ��������ռ18.0%~53.3%����������������֧�ֹ���������ռ9.0%~16.8%������ѹ��IJ����ȱ���ռ30.4%~39.5%�����к��Ӵ��������ռ49.4%~55.2%��
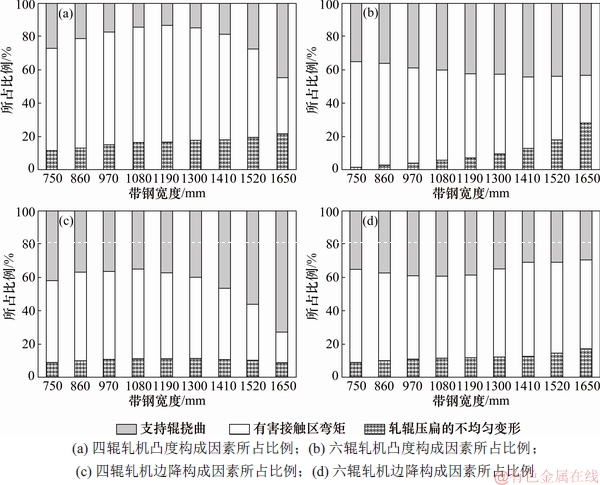
ͼ3���ġ����������Ⱥͱ߽�����
Fig. 3��Proportion of crown and edge drop of 4-high and 6-high rolling mills
ͨ����ͼ3���Ĺ������Ⱥͱ߽����ɽ��з������֣��ڴ��ֳ������(1 050��1 180��1 230 mm��)��Χ�ڣ����к��Ӵ���������ڴ��ֱ߽����ȹ�������ռ����Ҫ��������ѹ��IJ����ȱ��Σ����ڽ��г�����������ʱ���Ĺ���������ѹ�ⲻ���ȱ��ε�Ӱ������Ŵ��ֿ��ȵ�����������ߣ������ڡ��к��Ӵ����������ռ��������ˣ���Բ�ͬ���ȵĴ�����Ҫ���ò�ͬ�İ��ο���·��ʵ�ֱ߽����ȵ���Ч���ƣ������İ��ο�������Ӧ���Ŵ��ֿ��ȵı仯��������ǿ������������������˵���������������ƿ��ȷ�Χ�ڡ��к��Ӵ�������ضԴ��ֱ߽���Ӱ�춼��������ѹ��IJ����ȱ��Ρ��ġ����������еġ��к��Ӵ�������غ�����ѹ��IJ����ȱ�������������ɵ���Ȼ�Ⱥʹ��ֱ߽���������ռ���������[1]��
4 ������������ȫ����һ�廯���ο���ʵ��·��
4.1��������UCMW�����������
������������ʵ����Ϊ�����û������Ͽ��ĸ߾��Ȱ��ζ�ָ������Ҫ�������½���������������ȫ�����������ͣ��籦�伯�ű�������������ֶ���֡��ձ�������Nippon Steel�İ�ᦡ���������POSCO�����ͺ����ִ��ֹ�HDP��ȫ�����������������UCMW���͡�UCMW���������зḻ�İ��ο����ֶΣ�����ʵ���������ֱ߽����Ⱥ�ͬ���ȶ�ָ��߾��ȵİ��ο���Ч�����ǹ������Ƚ�����������֮һ��UCMW�������м��������ͨ��Ϊƽ������ͨ�������м��������������������������ƹ����з����ĵ������������ݴ��ֵĿ��ȣ�UCMW����ͨ���ƶ��м��������λ������������֮��ĽӴ����ȣ������ı����Ӵ�ѹ���ķֲ��������к��Ӵ�����ͨ���������������ı��������ֲ����������ƴ��ֱ߲�������״̬�������˲�����ѹ�⣬���������ý�Ͽ���Ч��С���ֱ߽�[18-19]���䱸K-WRS����������UCMW�����������������ֺ������ο����з�������Ҫ���ã����е��ȹ��νṹ�Ĺ��������м������ϴܶ�������Ч��������ѹ��IJ����ȱ��Σ����д��ֵı߲����ο��ƣ�ͨ���������������ƶ����ƴ��ֽ��������߲��ζε�λ�ã���Ч���������������ȵ���ѹ������Ĵ��ֱ߲��������Σ���С���ֱ߽����乤��ԭ����ͼ4��ʾ��
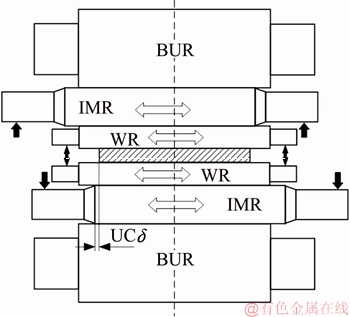
ͼ4������UCMW��������ԭ��
Fig. 4��6-high UCMW mill working principle
4.2��������������ECC����������
�������½��Ŀ��������������������������5�����������������飬���Ĺ��������ǿ�����������������������֮һ��������ʵ�ָ��١���Ť���ȶ����ƣ���ϵ���ɿ��Ժúͽ��ܽ��ĵ��ص㣬���ǰ��ο���������û�и�������������DZ߽����ȡ�ͬ���ȶ�ָ��߾��Ȱ��ο����������Ѷȼ���ͨ����и̽����DZ���о��������Ƽ���ѧ�ͱ���������������Ƶ��»���ECC�Ĺ�������������ʵ�ֱ߽����Ⱥ�ƽ̹���ȶ��߾��Ȱ��ο��ơ����ս��ա�װ��DZ�ܵõ���ַ��ӵ��ص�[1]����ͼ5��ʾ��ͼ5�У���1�͵�2����(S1��S2)����EDW�߽����ƹ�����������VCR��Ӵ�֧�ֹ���������Ч���͡��к��Ӵ�������أ����Ȼ�����Ӵ�ѹ������������İ��ε�����������3����4����(S3��S4)���ó��湤����WR������VCR��Ӵ�֧�ֹ���������Ч��С���к��Ӵ�������Ӱ�죬���������ε�������[20]����5����(S5)���ÿ��ع����ȵ������������Ĺ�ϵ�����Ի������ҵ����������������ɱ��ȵ�SVC(super variable crown)���ܱ��ȹ����������;��зǶԳƹ������ߵ�FSR(flexible shape backup roll)���Ͱ���֧�ֹ������Լ����İ��ο��Ʋ��ԣ���ǿ�����İ��ο����ۺ���������1��2��5�����䱸�й�����Һѹ�ܹ�ϵͳ��ʵ�ֶԳ�Ʒ�����ر���ƽ̹�ȵ����ÿ��ơ����ձ�T-WRS�����������Ӱ¸���SmartCrown������ȣ�ECC������������ʵ���ȿ�������ƽ����ǿ14.29%������ԭ�ϱ��������Ʒ�����ȵı�ֵ��83.33%��ߵ�95.24%���߽�ƽ��ֵ��10 ��m�ı����������ձ�T-WRS������62.5%��ߵ�100%���ұ߽�ƽ��ֵ��7 ��m�ı����ﵽ98.22%��ͬ����10 ��m�ı�����97.25%���ﵽ�����ϰ��ο���Ч���Ƚ����ձ�����UCMW��������96.31%��ͬ�ڸ߾��ȿ���ˮƽ��
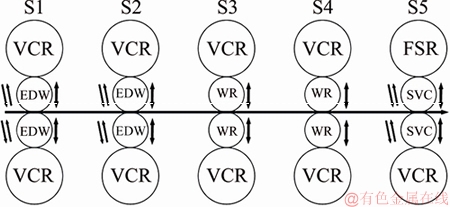
ͼ5���Ĺ�ECC������������
Fig. 5��4-high ECC tandem cold rolling mill
4.3��ȫ����UCM�������������������ۺϿ��Ʒ���
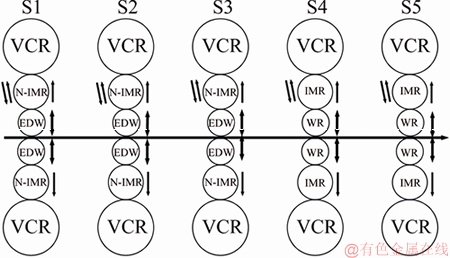
ͼ6������UCM������������
Fig. 6��6-high UCM tandem cold rolling mill
�ڹ������������������Ĺ�CVC�������͵�ͬʱ������������������������UCM/UCMW�������ͣ�������������������Һѹ�ܹ�ϵͳ��ơ������Ӧ����Ը��ӣ������������þ��й����Ƚ�ˮƽ��5����ȫ����UCMW���������⣬�������ز���5����ȫ����UCM�������͡�ֵ��ָ�����ǣ�����UCMW�������ͼ���������Ȼ�ɱ��ϸߣ������Ժܺõ����㼼������Ͳ�Ʒ����Ҫ�������½���һ�����ٿ�������������������5��������UCM�������ͣ������������߱�Һѹ�ܹ�ϵͳ��һ��Ҫ�İ��ο����ֶΣ��ڱ߽����Ⱥ�ͬ���ĸ߾��ȿ��Ʒ��������ƿ�����⡣
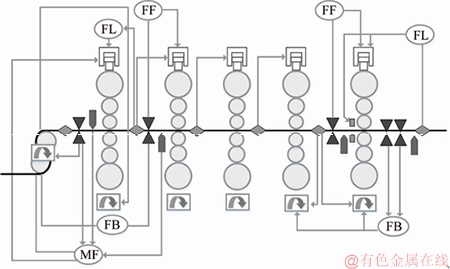
����ǰ����������ȫ����һ�廯���ο��Ʋ��Ժ�ͼ3��ʾ�����ȡ��߽����������ķ������������UCMW������������ο��Ʒ����������з��Ĺ�ECC������������ο���ʵ�����������ȫ����UCM�������������������ۺϿ��Ʒ�����UCM����ͨ���м���ܹ�����ʹ����������кܴ�Ĺ������ն�[21]���˷��������������������������ͬʱ��������S1��S3�����߽������м���¹���N-IMR����������м��Һѹ�ܹ�ϵͳ��ǿ�����İ��ο����������Ż�����S1�ڲ��ñ߽������м�����εĻ����ϻ��ɲ��ñ��ȸ����м�����Σ����������������ȵ����Ӷ���ǿ���������������ȱ仯��������������������UCM�������߱��������ܹ�ϵͳ��ȱ���߽�������������ˣ�S1~S3��3�����ܿɸ������Ϲ�����þ��в�ͬ������εĹ�����(��������ʵ�������з���EDW�߽����ƹ�����)�����ڴ��ֱ߲�����С����ѹ��IJ����ȱ��Σ�����ǿ����ı߽���������������ͼ3��ʾ���Ŵ��ֿ��ȵı仯��������ǿ�İ��ο�������Ҫ��S4��S5���ܲ��ó����м��IMR������WR���ڴ˻����ϣ�������ȫ�������һ�廯�����Ż���ƣ��ɲ���VCR��Ӵ�֧�ֹ���Ч�������к��Ӵ���������ǿ�м������İ��ε����������ڱ�֤�ϴ����նȵ�ͬʱ��������Ĺ����ȵ������ԣ��������ȡ��߸նȵĹ��죬��ͼ6��ʾ�����UCM����ʵ����չ5�����ܵĹ��������м����֧�ֹ�������һ�廯��������Լ���������ʹܹ�ģ�͵��о���������߲������û������Ͽ��ĸ߾��Ȱ��ζ�ָ������Ҫ��
5 ����
1) �������ʵ���Թ����Ϲ㷺Ӧ�õĿ��������������ͼ�����ο����ص���з����������������������ȫ����һ�廯�İ��ο��Ʋ��ԣ����Ĺ��������������Ⱥͱ߽��Ĺ��ɼ������������о����ġ������������к��Ӵ�������غ�����ѹ�ⲻ���ȱ�������������ɵ���Ȼ�Ⱥʹ��ֱ߽������о�ռ��Ҫ�������Ĺ������İ��ο�������Ӧ���Ŵ��ֿ������Ӷ�������ǿ��������������ʱ���Ĺ���������ѹ��IJ����ȱ��ε�Ӱ������Ŵ��ֿ��ȵ�����������ߣ������ڡ��к��Ӵ����������ռ���������������������������ƿ��ȷ�Χ�ڡ��к��Ӵ�������ضԴ��ֱ߽���Ӱ�춼��������ѹ��IJ����ȱ��Ρ��Ĺ������������߾��Ȱ��ο���Ӧ��ȡ���Բ�ͬ��ʵ��;���������ڷ�������������ȫ����һ�廯���ο��Ʒ�����
2) �������� UCMW�����������з���ȫ�Ĺ� ECC ���������Ȼ��͵İ��ο��Ƽ����ص㣬����ȫ����һ�廯���ο��Ƶ��Ĺ�ECC�߽����Ƚ����������������ȶ���ҵ����ʵ��ȡ�ñ߽����Ⱥ�ͬ������Ҫ���ο���ָ��ﵽ�����ϰ��ο���Ч���Ƚ����ձ�ȫ����UCMW��������ͬ�ڸ߾��ȿ���ˮƽ�����������ձ��Ĺ�T-WRS �����������Ӱ¸��� �Ĺ�SmartCrown ������������������ֱ߽����ȡ�ͬ����ƽ̹�ȵȰ��ο���Ҫ�����һ������������㷺���õ�ȫ���� UCM�����������������������İ����ۺϿ��Ʒ�����������߲������û������Ͽ��ĸ߾��Ȱ��ζ�ָ��Ҫ��
�ο����ף�
[1] CAO Jianguo, CHAI Xueting, LI Yanlin, et al. Intergrated design of roll contours for strip edge drop and crown control in tandem cold rolling mills[J]. Journal of Materials Processing Technology, 2018, 252: 432-439.
[2] ALJABRI A, JIANG Zhengyi, WEI Dongbin, et al. Thin strip profile control capability of roll crossing and shifting in cold rolling mill[J]. Materials Science Forum, 2013, 773/774: 70-78.
[3] ������, ������, ����, ��. 1 450 mm����������������Ű��αջ����Ʋ����о���Ӧ��[J]. ��ɽ��ѧѧ��, 2014, 38(2): 122-126.
WANG Pengfei, LIU Hongmin, PENG Yan, et al. Strategy and application of flatness control system based on multi-variable optimal control of 1 450 mm cold strip mill[J]. Journal of Yanshan University, 2014, 38(2): 122-126.
[4] ���嶫, ������, �Ľ�. ������������������������ۼ�DI�ĺ�������Ƽ����о�[J]. ��е����ѧ��, 2013, 49(24): 30-38.
ZHANG Qingdong, ZHANG Xiaofeng, WEN Jie. Theory and technology of transverse thickness deviation control for DI thinplate during tandem cold rolling[J]. Journal of Mechanical Engineering, 2013, 49(24): 30-38.
[5] SHAN Xiuying, LIU Hongmin, JIA Chunyu, et al. Flatness and profile integration control model for tandem cold mills[J]. Journal of Iron and Steel Research, International, 2012, 19(3): 31-37.
[6] ���ҷ�, �콨��, ���, ��. ��������������Ʊ��ȹ��͵ıȽ������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2008, 29(6): 830-833.
GUO Zhongfeng, XU Jianzhong, LI Changsheng, et al. Comparative analysis of some typical roll shapes with roll gap variable through roll shifting[J]. Journal of Northeastern University (Natural Science), 2008, 29(6): 830-833.
[7] ����, ţɽ. ����������ο����������۷�������[J]. ��е����ѧ��, 2017, 53(6): 26-44.
PENG Yan, NIU Shan. Review on assessment methods for shape control performance of strip rolling mills[J]. Journal of Mechanical Engineering, 2017, 53(6): 26-44.
[8] ������, ���嶫, ������, ��. UCMW�����ı�Ե���������ܺ�Ӱ�����ط���[J]. �����Ƽ���ѧѧ��, 2007, 29(4): 417-420.
ZHOU Xiaomin, ZHANG Qingdong, WANG Changsong, et al. Edge drop control performance and influence factor analysis of a UCMW cold mill[J]. Journal of University of Science and Technology Beijing, 2007, 29(4): 417-420.
[9] �ΰ���, �۽�, ����Ȩ, ��. ������ȡ���ֺ��������[J]. ��е����ѧ��, 2011, 47(10): 25-30.
HE Anrui, SHAO Jian, SUN Wenquan, et al. Transverse thickness deviation control of non-oriented silicon steel during cold rolling[J]. Journal of Mechanical Engineering, 2011, 47(10): 25-30.
[10] LINGHU Kezhi, JIANG Zhengyi, ZHAO Jingwei, et al. 3D FEM analysis of strip shape during multi-pass rolling in a 6-high CVC cold rolling mill[J]. The International Journal of Advanced Manufacturing Technology, 2014, 74(9/10/11/12): 1733-1745.
[11] ������. ��һ�����������������ķ�չ����[J]. �Ϻ�����, 1995, 17(4): 1-8.
CHEN Xianlin. Development trend of the new generation of high-tech thin strip cold rolling mills[J]. Shanghai Metals, 1995, 17(4): 1-8.
[12] CAO J G, ZHANG J, YANG G H, et al. Comprehensive edge drop control technology of non-oriented electrical steel strip in 4-high ECC tandem cold rolling mills[C]// Proceedings of the 10th ICSR. Beijing, 2010: 1065-1073.
[13] �ܽ���, ������, �Ž�, ��. 1 700 mm���������������ο��������о�[J]. �����о�, 2002, 30(3): 16-19.
CAO Jianguo, GU Yunzhou, ZHANG Jie, et al. Study on controllability of profile and flatness at 1 700 mm tandem cold rolling mill[J]. Research on Iron and Steel, 2002, 30(3): 16-19.
[14] ������. ��һ�����������������İ��ο���[J]. �����Ƽ���ѧѧ��, 1997, 19(S1): 1-5.
CHEN Xianlin. Flatness control in new generation high-tech mills for wide strip rolling[J]. Journal of University of Science and Technology Beijing, 1997, 19(S1): 1-5.
[15] ����Ȩ, ����, �۽�, ��. UCM����������ֱ߽����Ƽ���[J]. �����Ƽ���ѧѧ��, 2010, 32(10): 1340-1345.
SUN Wenquan, YANG Quan, SHAO Jian, et al. Edge drop control technique of silicon steel for UCM tandem cold rolling mills[J]. Journal of University of Science and Technology Beijing, 2010, 32(10): 1340-1345.
[16] ZHOU Xiaomin, CHENG Xiaoxu. The analysis of influence on the edge drop of tandem cold rolling mill[J]. Applied Mechanics and Materials, 2014, 548/549: 363-366.
[17] ������. UCMW�������ֱ�Ե���ij�����������[J]. ����, 2010, 27(5): 21-25.
CHEN Yunpeng. Research on strip edge drop control performance of UCMW mill[J]. Steel Rolling, 2010, 27(5): 21-25.
[18] WANG Lubing, YAN Linjing, HE Anrui, et al. Research on broken edge wave control strategy caused by edge drop control in UCMW cold tandem rolling[J]. Advanced Materials Research, 2013, 655/656/657: 1525-1529.
[19] ZHOU Xiaomin, YUE Xiaoxue. The research on optimization of edge drop control for cold tandem rolling mill[C]// Advanced Material Science and Engineering (AMSE2016). Shenzhen, China, 2016: 207-212.
[20] �ܽ���, ��ܱ�, �Ž�, ��. ���������������߽�����֧�ֹ������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(5): 1011-1016.
CAO Jianguo, QI Jiebin, ZHANG Jie, et al. Backup roll contour for edge drop control technology in tandem cold rolling mill[J]. Journal of Central South University (Science and Technology), 2008, 39(5): 1011-1016.
[21] �ܽ���, ����, ����, ��. UCM�����������м�������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(4): 966-971.
CAO Jianguo, ZHANG Yong, YANG Guanghui, et al. Intermediate roll contour of 6-hi UCM cold rolling mill[J]. Journal of Central South University (Science and Technology), 2011, 42(4): 966-971.
���༭ ����ƽ��
�ո����ڣ� 2018 -09 -28; �����ڣ� 2018 -11 -26
������Ŀ(Foundation item)���Ƽ������·�������ר��(2016IM010300)����������ƻ�����������˲���Ŀ(yzlyjfjh2015CX055); �����У��������ҵ���ר��(FRF-GF-17-A5)(Project(2016IM010300) supported by Innovation Method Fund of China; Project(yzlyjfjh2015CX055) supported by L��yang Jinfeng Program for the Innovation Leading Talents; Project(FRF-GF-17-A5) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ��ܽ�������ʿ�����ڣ����°��ο��Ƽ������Զ������������콨ģ���������ơ������˷�������Ƥ�����о���E-mail��geocao@ustb.edu.cn
ժҪ:�����һ��������������������������߾��Ȱ��������߽����ȡ�ͬ����ƽ̹�ȵȶ�ָ�������Ͽ����⣬�������ʵ�����������������������������ͼ�����ο����ص㣬������������������Ż����ܡ����м�����顱�͡���Ʒ���ܡ�ȫ����һ�廯���ο��Ʋ��ԡ��о�������������Ĺ����������������Ⱥͱ߽�����������֪,�ġ�������������ѹ��IJ����ȱ��κ͡��к��Ӵ���������ڴ����Ⱥͱ߽����ɾ�ռ��Ҫ�������Ĺ��������ο����������ſ��ȵ����Ӷ�������ǿ���Ҷ��Ĺ������������߾���һ�廯���ο���Ӧ��ȡ���Բ�ͬ��ʵ��;����
[7] ����, ţɽ. ����������ο����������۷�������[J]. ��е����ѧ��, 2017, 53(6): 26-44.
[9] �ΰ���, �۽�, ����Ȩ, ��. ������ȡ���ֺ��������[J]. ��е����ѧ��, 2011, 47(10): 25-30.
[11] ������. ��һ�����������������ķ�չ����[J]. �Ϻ�����, 1995, 17(4): 1-8.
[13] �ܽ���, ������, �Ž�, ��. 1 700 mm���������������ο��������о�[J]. �����о�, 2002, 30(3): 16-19.
[14] ������. ��һ�����������������İ��ο���[J]. �����Ƽ���ѧѧ��, 1997, 19(S1): 1-5.
[15] ����Ȩ, ����, �۽�, ��. UCM����������ֱ߽����Ƽ���[J]. �����Ƽ���ѧѧ��, 2010, 32(10): 1340-1345.
[17] ������. UCMW�������ֱ�Ե���ij�����������[J]. ����, 2010, 27(5): 21-25.
[21] �ܽ���, ����, ����, ��. UCM�����������м�������о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(4): 966-971.
