
������ʱ��: 2019-01-28 07:00
ѡ�������ۻ�TiAl�Ͻ����Ʋ������Ƽ������Ż������о�
�������̴�ѧ�������е����ѧԺ
�㽭�����ѧ��������繤��ѧԺ
ժ Ҫ��
TiAl�Ͻ�����������������ܶ���ù㷺Ӧ��, ����ͳ�ӹ��������׳���ȱ��, ��Լ�˸ò��ϵĽ�һ��Ӧ��, �����������켼����ѡ�������ۻ� (SLM) ��������TiAl�Ͻ�, �����ܽ������Ʋ����Ļ���, ���¶��ݶȺͲ���Ӧ�����������Ƶij���, ���о��˼������Ƴ��ֵĹ��շ����������ܽ���TiAl�Ͻ�ķ�չ��������״, ���SLM��������TiAl�Ͻ���������Ʋ�����ԭ��, ���ò�ͬ�¶ȵĻ���Ԥ�ȡ�Ԥ�սᡢ���۵ȸ������ռ�������о��˳����и��ֹ��չ��̶��������Ƶ�Ч��, �����˵��۵��Ϳ����3D��ӡʵ���о���ʵ��������:��ʹ���κθ������յ�Ч�����, ��������һ���Ż����շ���, ����Ԥ�ȸ���Ч�����, Ԥ�ս�����۴�֮;��Ϲ�����, ���û���Ԥ�ȸ���Ԥ�ս�����۹��յ�Ч�����������Ƶ�����, �������ŵĹ������Ϊ����Ԥ��200����Ԥ�սṤ��, Ԥ��ʹ����Ӧ������, Ԥ�սή�����¶��ݶ�, ������ϵ��ۺ������ӻ������Ƶij���, ȡ������õĽ���������
�ؼ��ʣ�
ѡ�������ۻ�����;TiAl�Ͻ�;����;Ԥ�ս�;����;
��ͼ����ţ� TG665;TG146.23
����飺ʯ���� (1980-) , ��, ɽ��������, ��ʿ, ������, �о�����:�Ƚ����켼��;�绰:13810223727;E-mail:shiwt@th.btbu.edu.cn;
�ո����ڣ�2018-09-26
����������Ȼ��ѧ������Ŀ (51505006);2017ѧλ���о���������Ŀ (11000101010) ����;
Crack Initiation Mechanism and Experiment Study of Process Optimization of TiAl Alloy Formed by Selective Laser Melting
Shi Wentian Wang Peng Liu Yude Shi Xuezhi
School of Materials Science and Mechanical Engineering, Beijing Technology and Business University
School of Naval Architecture and Mechanical-Electrical Engineering, Zhejiang Ocean University
Abstract��
TiAl alloy was widely used because of its excellent overall properties. However, the traditional processing technology was prone to defects, so the further application of TiAl alloy was restricted. As an advanced technology, selective laser melting (SLM) was used to form TiAl alloy. Firstly, the development and forming technology of TiAl alloys were summarized. The crack initiation mechanism such as the temperature gradient and residual stress was studied in the process of forming TiAl alloys by SLM and the technology of how to lease the crack was also proposed and used in the experiment. Then the effects of various forming processes on crack suppression were studied by using auxiliary processes such as substrate preheating, pre-sintering, remelting and combination technology. The experiment of single melting channel and block was studied and the results showed that the effect without any auxiliary process was the worst, the best technology was the preheating on the substrate, and followed by pre-sintering. The best combination technology was pre-sintering process and substrate preheating at 200 �� although the effect of auxiliary pre-sintering or remelting process was beneficial to the elimination of cracks, and the combination of pre-sintering process and substrate preheating at 200 �� obviously delayed the occurrence of cracks because the residual stress was reduced by substrate preheating, and the temperature gradient was reduced by pre sintering.
Keyword��
selective laser melting; TiAl alloy; cracks; pre-sintering; remelting;
Received�� 2018-09-26
TiAl�Ͻ�������´��Ժ��¿ɱ����Բ �ȼӹ��Ѷȴ������, ������ӹ������ܵ���������ơ� ��ͳ�ӹ���������������������ұ���յĻ���, ��TiAl�Ͻ��������п��ܲ�����֯�ִ� ֯���� �ɷ�ƫ���Լ��������ɵ�ȱ��, ����Ӱ��TiAl�Ͻ�Ļ�е���ܡ� TiAl���Ͻ���������첻�����츴�ӡ� ���ڼ�, �����嵹�����ģ��ܿ�����, ������������, ���γɽ�����Ϳ��ѵ�ȱ��
����3D��ӡ�����ķ�չ, ���ü����������켼���Ʊ�TiAl���Ҳ��Ϊ�о����ص���ȵ㡣 �ü���ͻ���˴�ͳ���칤�ձ��γ��κ�ȥ�����εij���˼·, ���ü������ͽ�����ĩ��Ϊ���칤��, ʡȥ�˴�ͳ�ӹ���������Ҫ�ĵ��ߡ� �оߵ�, �Ƽ���������������������ӹ����ֱ��ʹ��, ���ι��̲����Ƽ����ӳ̶���Լ, ���Գ������⸴�����桢 ������״�ͽṹ, �Ӷ���Ч������TiAl�Ͻ�ӹ��Ѷȴ������, ������̼ӹ�����
���о����TiAl�Ͻ��ӡ�������׳�������ȱ�ݵ�����, ̽�������Ʋ����Ļ��Ƽ��¶��ݶȺͲ���Ӧ���Ĵ�������Ӱ�������Ƶij���, ���ɴ˲�����Ԥ�ȡ� ���ۡ� Ԥ�սἰ����Ϲ��ս�������������ȱ�ݵĹ�������, ������3D��ӡTiAl�Ͻ��۵��Ϳ����ʵ����, ���ó���Ӧ���Ż����շ�����
1 ʵ ��
1.1 ���ϼ��豸
ʵ��ѡ��������TiAl�Ͻ����η�ĩ��Ϊԭʼ����, �����ʽΪTi47Al2Cr2Nb�� ͼ1 (a, b) ͨ��ɨ��������� (SEM) �۲�TiAl�Ͻ��ĩ���������ԡ� ��ֱ���ֲ���ΧΪ16��52 ��m, ƽ������Ϊ 35 ��m�� ��ͼ1���Կ���, TiAl�Ͻ��ĩ���ζȸ�, ���ҷ�ĩ�������û������ճ���� ��TiAl�Ͻ��ĩ���и߿���ǿ�ȡ� ƣ��ǿ�ȡ� �����ǿ�ȡ� ����ǿ�Ⱥ߿�������, �ۺ������ʺ�ѡ�������ۻ������� �õ����ϵ������巢����� (ICP-OES) �ⶨ�úϽ��ĩ��ѧ�ɷ����1��ʾ�� ʵ��ǰ, Ϊ��֤��ĩ����, ��TiAl�Ͻ��ĩ������պ������ﴦ��, ��ȥ���������ڱ����ˮ�֡�
ʵ�����Ӣ�������ܹ�˾RENISHAW AM400����3D��ӡ�� (ͼ2 (a) ) , �ô�ӡ��ʹ���������弤��ģʽ�������Ϊ400 W, ����Ϊ1075 nm��Nd:YAG������, ������ֱ��Ϊ70 ��m�� ���Լӹ����������Ϊ250 mm��250 mm��300 mm�� ������ (ͼ2 (b) ) �ṩһ����ջ���, ���������Ϊ��������, �Ա�������Ũ�ȵ���200��10-6�� ������KEYENCE VHX-600��������ά���� (ͼ2 (c) ) ��Phenom XLɨ��羵 (SEM) (ͼ2 (d) ) ���б�����ò������۲졣
��1 Ti47Al2Cr2Nb��ѧ�ɷֱ�
Table 1 Chemical composition of Ti47Al2Cr2Nb
Element |
Ti | Al | Cr | Nb |
Occupation ratio/% |
49.2 | 47.1 | 1.6 | 2.1 |
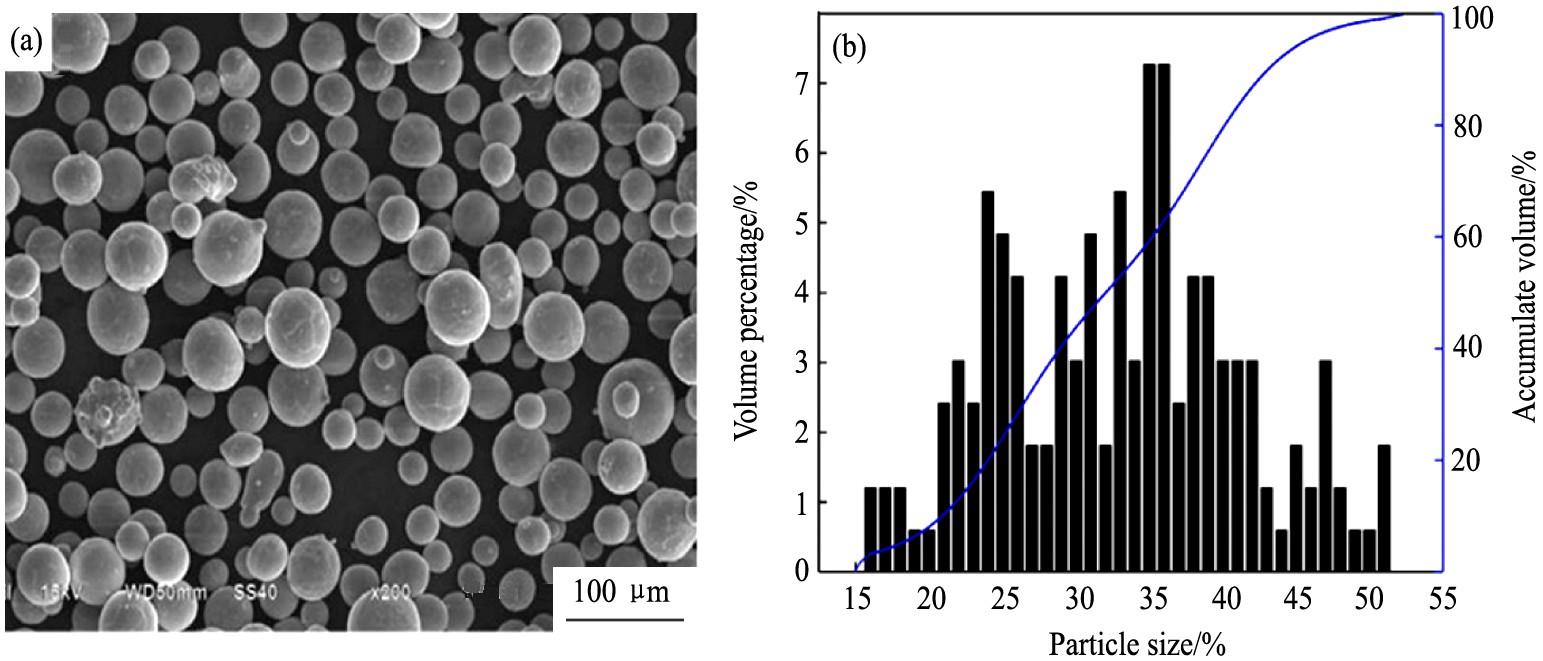
ͼ1 Ti47Al2Cr2Nb��ĩ��òͼ��Ti47Al2Cr2Nb�����ֲ�ͼ
Fig.1 Morphology of Ti47Al2Cr2Nb powder (a) and particle size distribution of Ti47Al2Cr2Nb powder (b)
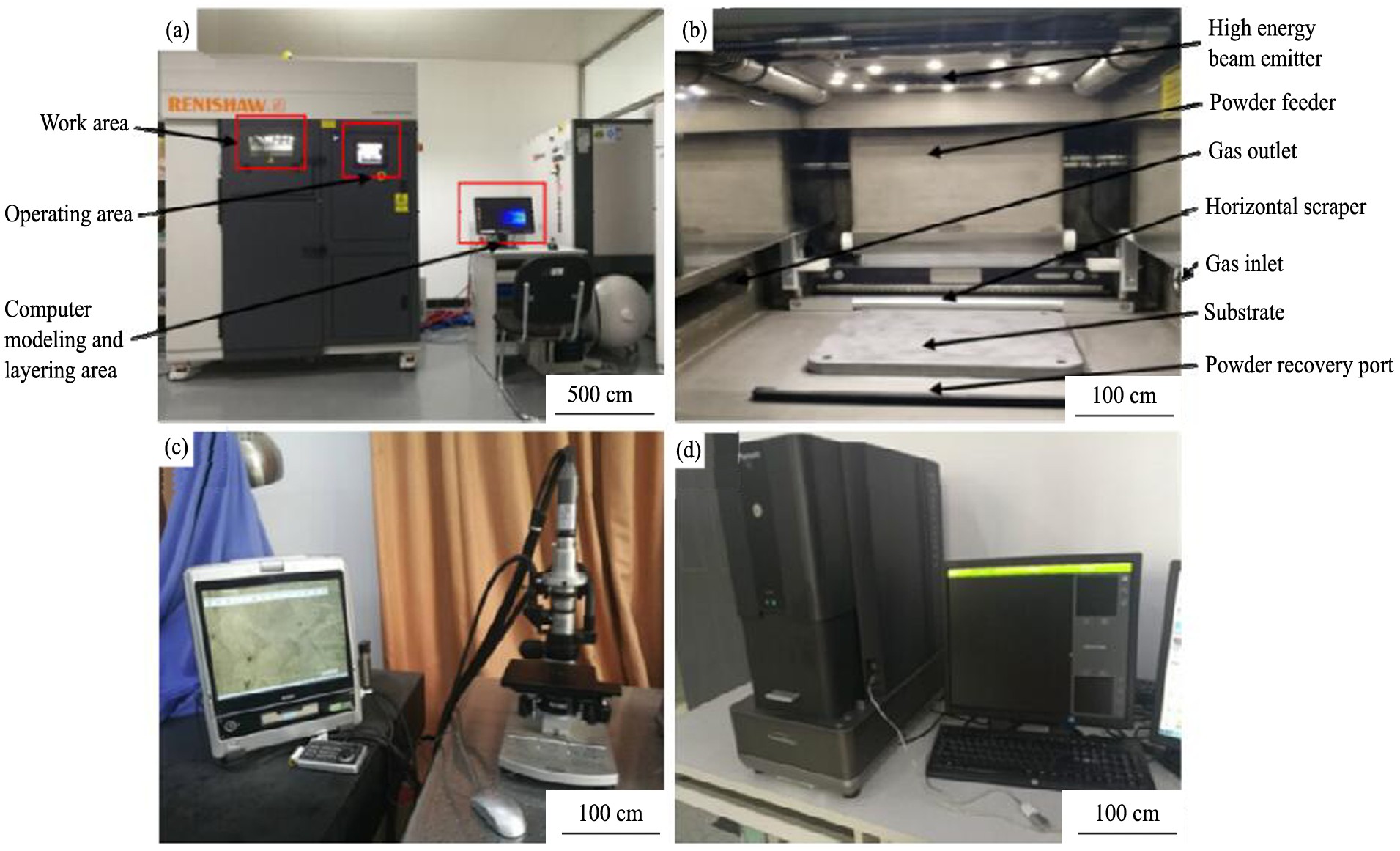
ͼ2 SLM��ӡTiAl�Ͻ�ʵ��ƽ̨
Fig.2 SLM equipment for TiAl alloy
1.2 ʵ�鷽��
ѡ�������ۻ����� (selective laster melting, SLM) , ��3D��ӡ������һ��, ��ӹ�ԭ����ͼ3 (a) ��ʾ, �����ά��ģ�����Ƭ�ֲ㴦������������豸��, �������ơ� �ͷ�ϵͳ�ͷ�, ˮƽ�ΰ��һ����ȵĽ�����ĩ�������ڻ�����, ������������������ά����ģ��, ���յ�ǰ��������Ϣѡ���Ե��ڻ������ϵķ�ĩ, ���γ������ǰ����״, ����������ơ� ˮƽ�ΰ��λ, һ��ɨ������� ���ˮƽ�ΰ����Ѽӹ��ò���������һ�������ĩ, ���������ⰴ����ģ��һ��������Ϣ����ѡ���ۻ�, �������ѭ��ֱ�������������Ԥ��������������, ����������졣 Ԥ�սṤ����ͼ3 (b) ������ʾ, ��SLM�ӹ�������, �̷��Ժ���������ӡ֮ǰ, ���ýϵ��ʼ�����������ά��ģ�ڷ۴��Ͽ���ɨ��һ��, ֮������Ԥ���趨�����ɨ��۴��� Ԥ�սṤ�ղ�������ʹ��ĩ���ּ�����, ��Ч��ֹ���ο��ټ��ȵ����¶Ȳ������, �����ս��е��¶��ݶ�, ͬʱ�����ڷ�ĩ�̻�, ����������ܶȡ� ���۹�����ͼ3 (c) ������ʾ, ��SLM�ӹ����̵�һ������ɨ���ӡ֮��, ����ͬ���ʼ��������ѳ��α����Ͻ��еڶ���ɨ��, �Թ��̵�һ��ɨ���ӡ�ijɹ��� ���۹��������ô�������, ������һ���̶��ϼ���������ȴ�ٶ�, �����������¶ȿ��ٱ仯���µ���Ӧ��, ���������ʺ������ͷų���, �����ڲ����ֵ����Ƶ�ȱ��, ����������ܶȡ�
ʵ���Ե��۵�����Ϊ����, ���й��ղ����Ż�, �о��˻���Ԥ�ȡ� Ԥ�սᡢ ���ۼ�����Ϲ��ն�TiAl�Ͻ����Ч����Ӱ��, ���ڻ�������TiAl����� �Ա����ϼ��������TiAl�Ͻ����Ч��, ���Գ��μ��е�ȱ�ݺͲ������ƽ��з���, ���ͨ�������Ż��Դﵽ���������������Ƶ�ȱ�ݵ�Ч���� ʵ�������Ƚ����˼���ʵĺ���ѡ��, ��Ϊ���������Ż������� 3D��ӡ�������趨�̷۲��Ϊ50 ��m, �ع�ʱ��80 ��s, ����16 ��m, ����ʷֱ�ѡ��100, 150, 200, 250, 300 W, ����Щ���ݷֱ���5�鵥�۵�ʵ��֮���������֯��ò���м��, �۲��Ƿ������ ���ơ� ����δ��ȫ�ڻ���ȱ�ݡ�

ͼ3 SLM�����Ż�ʾ��ͼ
Fig.3 SLM processing optimization
��2 ���ɨ��ʵ��
Table 2 Multi-layer scan test
| Group | Process combination | Print layer number | ||
1 |
Room temperature+normal printing | Room temperature+remelting | Room temperature+pre-sintering | 3��5 |
2 |
Preheat 100 ��+normal printing | Preheat 100 ��+remelting | Preheat 100 ��+pre-sintering | 4��6 |
3 |
Preheat 200 ��+normal printing | Preheat 200 ��+remelting | Preheat 200 ��+pre-sintering | 4��6 |
���ݵ��۵�ʵ��ѡ���Ϻõ�һ��SLM�ӹ����� (�����Ϊ200 W, ����16 ��m, �ع�ʱ��80 ��s, ���0.1 mm) ��Ϊ����, �ֱ����������ӡ�� ����Ԥ�սṤ�� (�����Ϊ100 W, ����16 ��m, �ع�ʱ��80 ��s, ���0.1 mm) �� ���۹��� (�����Ϊ200 W, ����16 ��m, �ع�ʱ��80 ��s, ���0.1 mm) , �ԱȻ���������20 �桢 Ԥ��100 �桢 �Լ�Ԥ��200 ����9����������Ƴ������, ��3��ʵ�����2��ʾ�� ��һ����岻����Ԥ�ȴ���, �������±Ƚ���������ӡ�� Ԥ�սṤ�ա� ���۹��յ������� Ϊ�ų�żȻ�Ե����, ÿ�鹤����Ϸֱ��ӡ3/4/5�㡣 ���ݵ�һ���ӡ�������, �ڶ������Ԥ��100 ��, ͬ�������ÿ�鹤����Ϸֱ��ӡ4/5/6�㡣 �������ظ��ڶ��鹤������, �������ڽ�����Ԥ�ȵ�200 �档 ���ͨ��ʵ�������ƿ�ʼ���ֵIJ�������չ��̵��Ż��̶ȡ�
2 ���������
2.1 ���۵�ʵ����
���۵���ӡ��, ���׳�����ȱ�ݡ� ���������ճ����ۻ���ĩ�������γ��۳�, �۳��ڱ��������¾���������Բ�ε���״, ������ѡ�������������벻��ʱ, ��ĩ�����ۻ�����ֲ��γ�Һ��, ��ЩҺ����ɢʱ������, ������ȱ��; ���������������, ͬʱҲ�������ȱ��, SLM�����������ǿ��������ÿ�����۵��������������Ͻ�, ����ܶȵ�3D��ӡ���, �䵥�۵���������ƽ���� �����о�ѧ�߱���, Ϊ���һ�����ա� ��ȱ�ݵij��β�, ���۵�������̬�����ȶ��� ������ �⻬
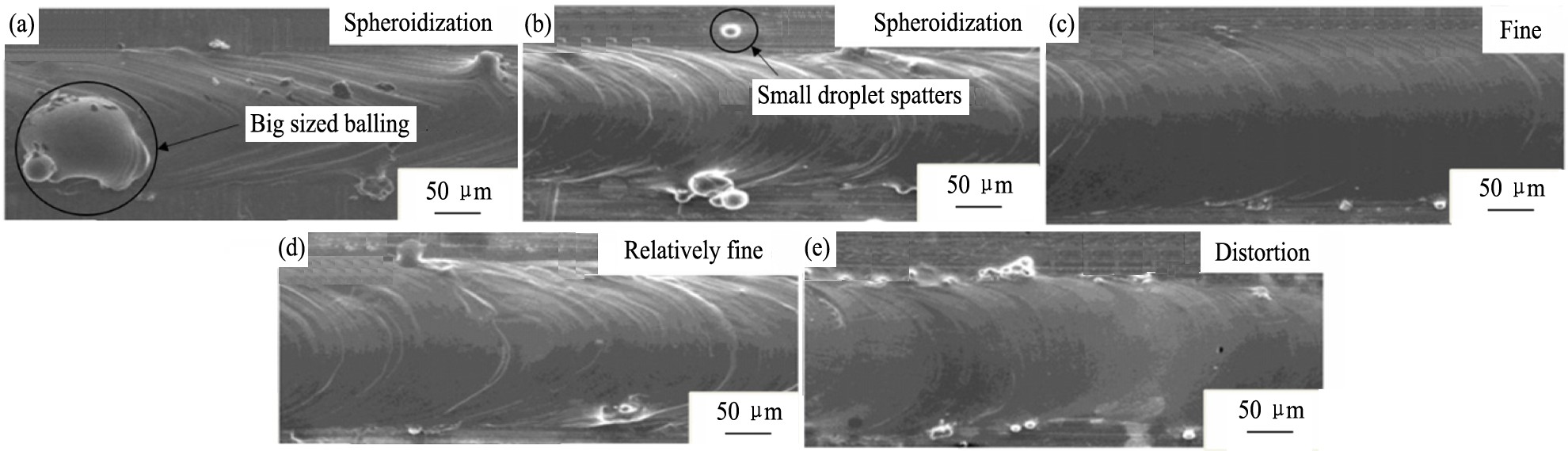
ͼ4 ��ͬ����ʵ��۵���òͼ
Fig.4 SEM images showing surface of single scan tracks under different laser power
(a) 100W; (b) 150 W; (c) 200 W; (d) 250 W; (e) 300 W
�������Ϊ100 Wʱ, ���ֽ�Ϊ����������, ������Ϊ�������벻��, ���������Ͻ��ĩδ����ۻ�, ����������ϲ���, ��ͼ4 (a) , �������벻������ȫ�ۻ���ĩ, �������С�۳�, �����۳������������
2.2 ���ο�������ʵ�鼰���
���ο���ʵ������˲�ȡ������Ϲ��ս���SLM�ս���Ż�ʵ������ ͼ5��ʾ���ֹ��������ƿ�ʼ���ֵIJ���, ����Խ�߱�ʾ���Ƴ��ֵ�Խ��, Ҳ�����Ż�ʵ���Ч��Խ�á� ��ͼ5�п��Կ�������Ԥ��100 ����Ԥ��200 �������, ���濪ʼ�������ƵIJ�������������ֱ�ӽ���ѡ�������ۻ������Ʊ�TiAl�Ͻ�Ҫ��; �ڻ���Ԥ��200 ��ͬʱ����Ԥ�ս�������۹��յ������, ��ʼ�������ƵIJ������, ǰ6��δ��������, ֱ����7��ų���ϸС�����ơ�
��Ƚ�֮�²�ʹ���κθ�������Ч�����, ������ӡ�����е�3��ͳ��������ơ� ����������: �Ի������Ԥ�ȵ�Ч��Ҫ���ڲ�Ԥ��, ���ø���������Ԥ�ս�����۹������Լ��������Ƴ��ֵĸ���, �Ƴ������Ƴ��ֵIJ����� �ڼ���ѡ���ۻ����ι����м����������dz�����, �����������䵽ijһ���������ĩʱ, �����������ĩ�¶Ȼ�Ѹ������, ʹ���¶�Զ������Χ��ĩ, �������ƶ���������ʱ, �ۻ��Ľ���Ѹ������, �¶Ⱦͻ�Զ������Χ����, �¶ȵĽ���仯�γɽϴ��¶��ݶ�, ��˲��������ۻ�����Ӧ��, ��ͼ6 (a) ��ʾ
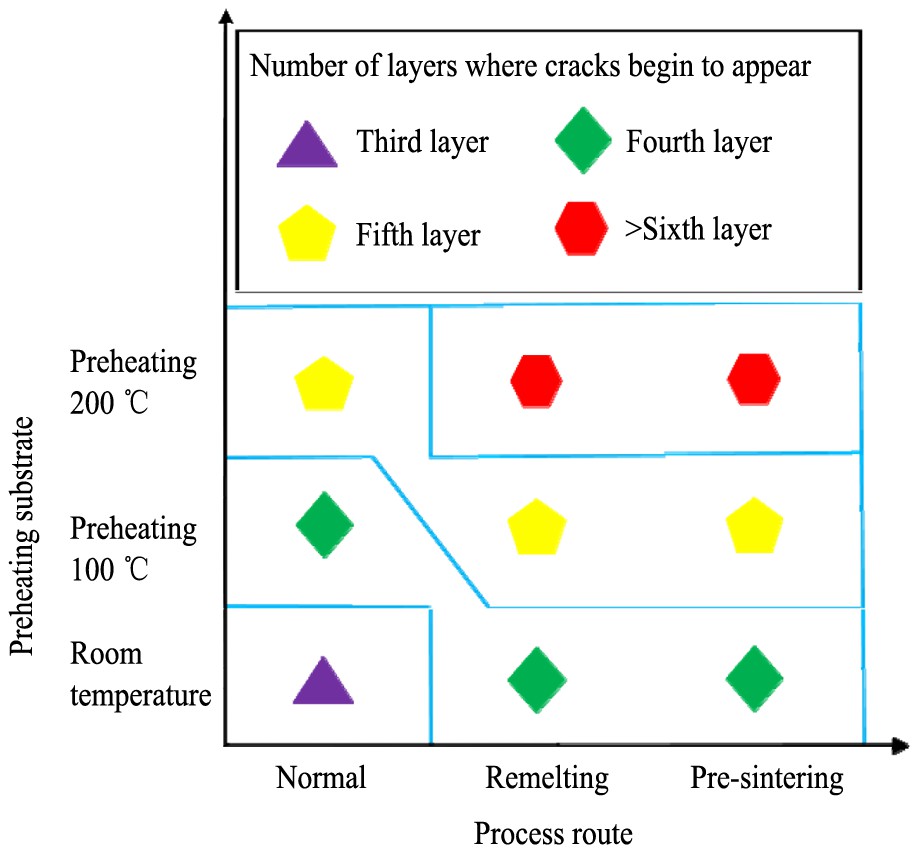
ͼ5 �������ӡ�����Ƴ������
Fig.5 Crack result of multilayer experiment in block printing
����ʵ����, ���Ա��й�����, ������������ԭ����Ҫ����������: (1) �������ѡ� ���ų��β�������, ����Ӧ����������, ��Ӧ����������ǿ��ʱ, ʹ�����Խϲ��TiAl�Ͻ���, ��ʱ������ʽΪ��������
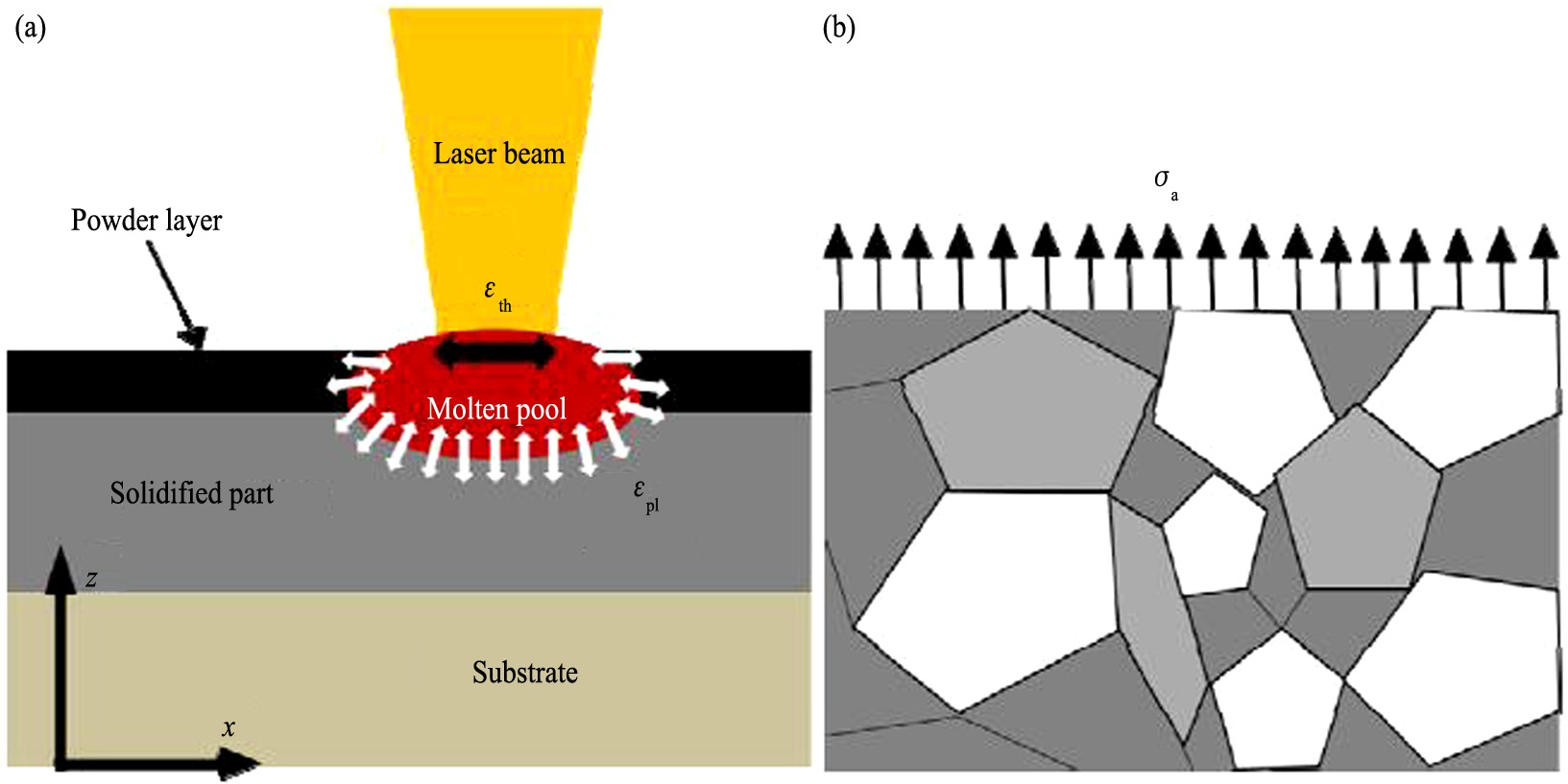
ͼ6 ����Ӧ������ʾ��ͼ�ͳ��μ��ڲ�Ӧ��ʾ��ͼ
Fig.6 Schematic diagram of residual stress generation (a) and internal stress diagram of formed part (b)
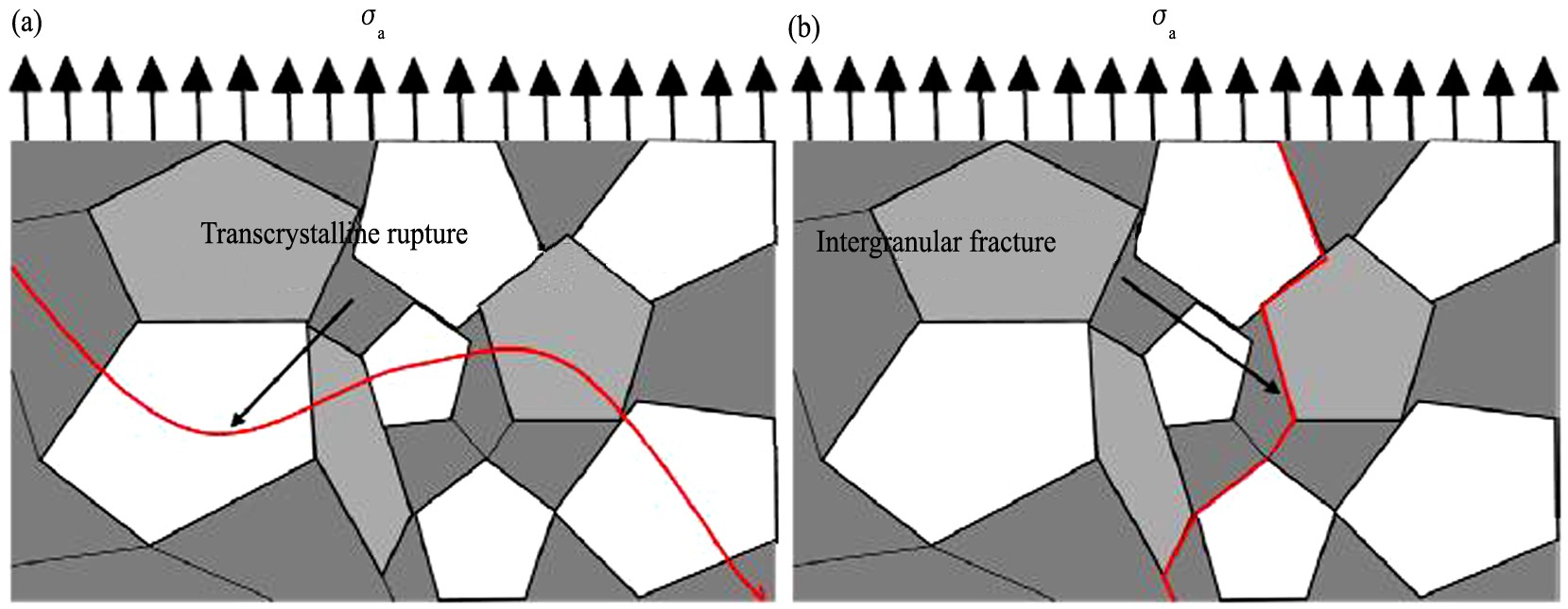
ͼ7 �������Ѻ��ؾ�����ʾ��ͼ
Fig.7 Schematic diagram of transcrystalline rupture (a) and intergranular fracture (b)
����ѡ�������ۻ���������TiAl�Ͻ���е��о�����: TiAl�Ͻ����ڵ���������, ��SLM �Ʊ������в������¶��ݶȺͲ���Ӧ��ʹ��TiAl�Ͻ�����dz����ײ�������, �Ӷ�Ӱ���������, Ŀǰ�����Ʊ�ȫ���ܵ�TiAl�Ͻ����
����SLM�����ڼ���ڿ������¿�����ȴ����, �������̿������ȴ�����������, Gussone��
Vilaro��
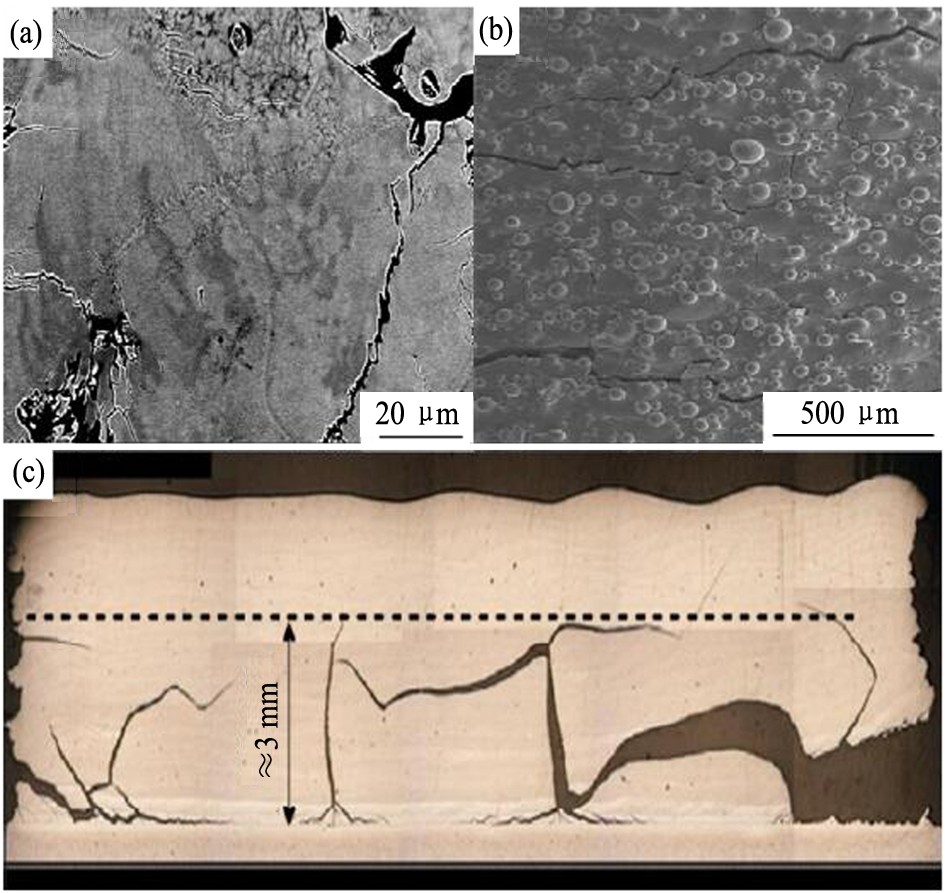
ͼ8 SLM�Ʊ�TiAl�Ͻ��������ͼ
Fig.8 Pattern of crack of TiAl alloy produced by selective laster melting
2.3 �������������������
�����о�����: SLM��ӡTiAl�Ͻ�Ĺ�����϶��������ƾ�������Ӱ�졣 �����ÿ�����ο��������������˷����Ƚ�, ȷ����ͬ���ն����Ʋ�����Ӱ�졣
ͼ9 (a) Ϊ��ʹ���κθ������յ�����, ��������Ϊ����, ����������йᴩ������, ������ϸС��֦״����, �γ��������������ڼ������ڷ۴���ɨ��ʱ˲ʱ�¶ȼ��ߵ��·�ĩ����Ԫ������, ���Ҳ����κ����������ͼ���������һ���̷�, ���³��κ������ڲ�Ԫ�طֲ�����������, ������������֦״С���ơ� ���֮��, ͼ9 (b) ʹ�����۹��մ�ӡ������, �ڲ�ϸС��֦״���ƾ��ٺܶ�, ��������: ���۽���һ�γ��κϽ�����ٴ��ۻ���ΪҺ̬, �������ڲ�Ԫ�ؾ��Ȼ�, �����������������Լ��ڲ�ȱ�ݵ����á� �����۹�����Ϊ�¶��ݶȹ����������Ĺᴩ�����Ƹ�������, ������Ϊ���θ���������ʹ���¶��ݶȽ�һ���Ӵ�, �������������Ƹ������ء�
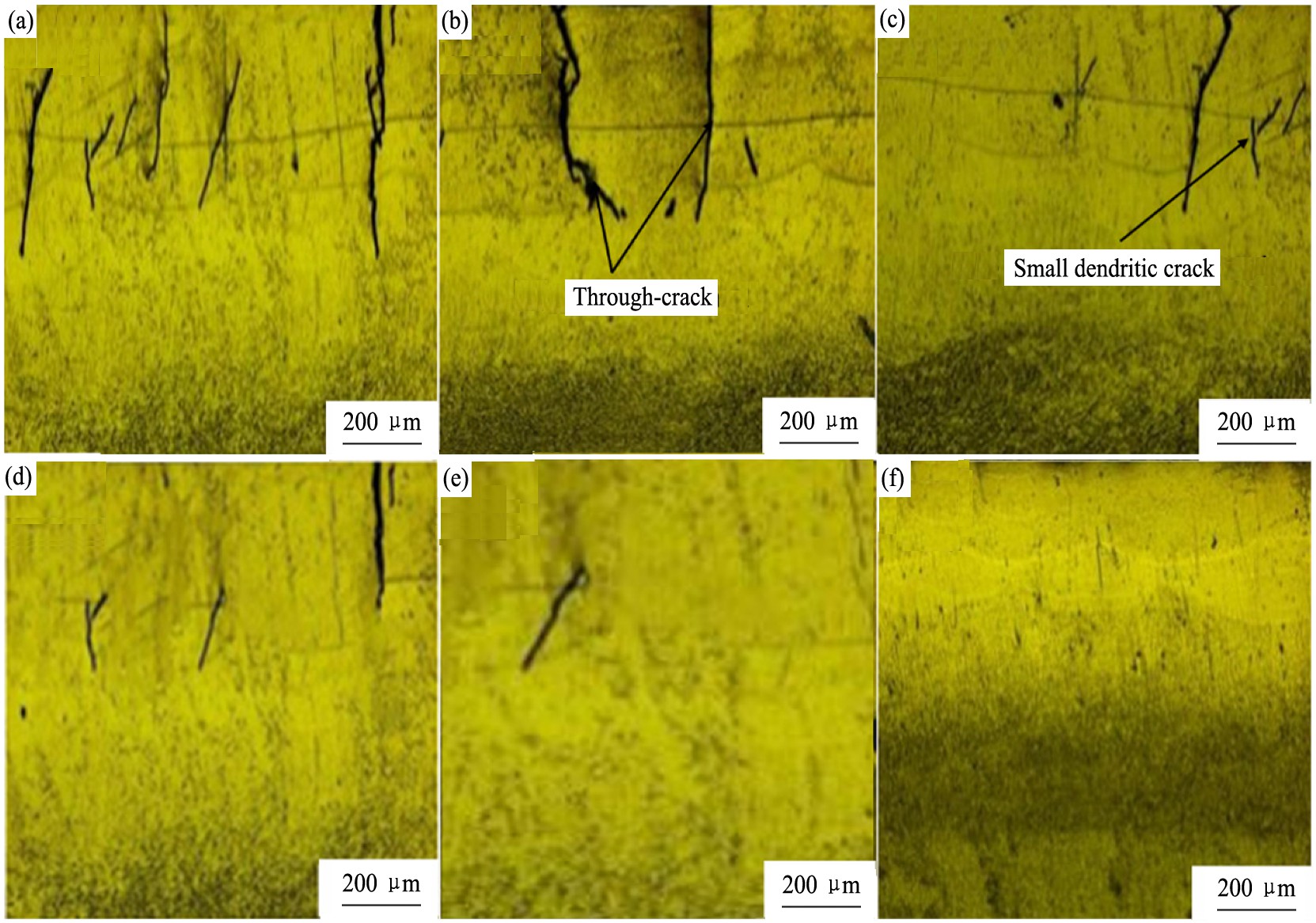
ͼ9 ������������òͼ
Fig.9 Profile micrographs of multi-layer fabrication sample (Laser power of 200 W, point distance of 16��m, exposure time of 80��s, and hatch space of 0.1 mm)
(a) Normal process; (b) Remelting; (c) Pre-sintering; (d) Normal process; (e) Remelting; (f) Pre-sintering
��Ϲ���ʵ�����: ��Ԥ�սṤ�յ����� (ͼ9 (c) ) ����û���Ԥ��200 ������� (ͼ9 (d) ) �ڲ��������١� Ԥ�սṤ��ͨ��һ�ε��ʼ�����ɨ������ͷżӹ�ʱ��Ӧ��, ����ͨ������ɨ��ʹ�ڲ�Ԫ�ر�ø��Ӿ���, ������֦״���Ƶij��֡� ����Ԥ��200 �治�����Լ�С�¶��ݶȶ��ҿ��Լ�С������ɨ���Լ���ȴʱ���¶Ȳ�, ��ֹ��Ĺᴩ�����Ʋ����� ͼ9 (e) ���Dz������۹��պͶԻ���Ԥ��200 �������ָ�����������ϴ��������, ͼ9 (f) �Dz���Ԥ�սṤ�������Ԥ�� 200 �� �����ָ����������ϴ���������� �������Կ��������ֹ�����ϴ�����������������������������Ҫ�úܶࡣ ��һ���Աȷ���ʹ��Ԥ�սṤ�պͶԻ���Ԥ��200 �����ָ����������ϲ����˺��ٵ�����, ��ͼ9 (f) �Ľ����������, û�����ơ� �����岻Ԥ��ʱ, TiAl�Ͻ������ڲ���Ԫ�طֲ�����, ����������������Ԫ�طֲ������ȶ���������֦״����; ������Ԥ��200 ��ʱ, ���Ʋ�������Ҫ����ʹ���Ԫ�صķֲ�����ת��Ϊ�����¶��ݶȹ�������Ӧ�����������������, Ԥ�սṤ�����ÿ���ͨ�����ʼ���������ɨ��, ��С�¶��ݶ�, �ͷ�һ����Ӧ��, ���Ի���Ԥ��200 ��ͬԤ�սṤ�յ���ϴ�ӡ������Ч��Ҫ�������۹��ա�
3 �� ��
��TiAl�Ͻ��۵�����Ϊ����, ͨ�������ӡ��ʵ���о��Ƚ��˻����ڲ�Ԥ�ȡ� Ԥ��100 �桢 Ԥ��200 ���¶���������ӡ�� ���ۡ� Ԥ�սṤ�ռ�����ϵij���Ч��, ʵ���������:
1. SLM����TiAl�Ͻ��������Ҫ����Ϊ����������ɵĺ�����ƺ��ؾ�������ɵ�������, �������Ҫ���¶��ݶȵı仯�Ͳ���Ӧ�����ڵĽ���� ���Լ�ʹ����ѹ���������, SLM����TiAl�Ͻ�, ֻҪ�����¶��ݶȺͲ���Ӧ��, ���ƵIJ���Ҳ���ɱ��⡣
2. ʵ��������, ���۵�����ʵ����ѡ����SLM��ӡ���Ź��ղ���Ϊ: �����200 W, �ع�ʱ��80 ��s, ����16 ��m��
3. ����Ԥ�ȡ� Ԥ�սᡢ ���۹��յȸ������տ����ӻ����������ƵIJ����� ��������һ���Ż����շ���, ����Ԥ�ȸ���Ч�����, Ԥ�ս�����۴�֮�� ��Ϲ��շ�����, ����Ԥ��200 ����Ԥ�սṤ������Ч�����, ���Լ���ظ������Ʋ���, ��������Ľ���������
�����
