
������ʱ��: 2016-10-19 08:35
�������7055���Ͻ⺸��ͷ��֯�����о�
����������ѧʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ����
ժ Ҫ��
���ü��⺸�ӷ�����2 mm��������ε�7055���Ͻ�����˺���ʵ�顣ͨ����ɢ��������似�� (EBSD) ��ɨ��羵 (SEM) �������� (EDS) ����羵 (TEM) ����Ӳ�Ⱥ�������������Ȳ��Է����Ժ��ӽ�ͷ������֯����ѧ���ܽ����˷������������:7055���Ͻ⺸��ͷ��Ӱ���������Ե�����, ������Ӳ�����, ԼΪĸ�ĵ�77%, ��ͷ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ�ԼΪĸ�ĵ�61%��4.1%����Ӱ�����۲쵽�������ٽᾧ�ĵ��ᾧ��, �����ڿɹ۲쵽��ɢ�Ħ�'��;�ۺ��߸����γ��˾���ȡ������ֲ���ϸС�ĵ����֦����;�����������ۺ���Ϊ��״֦��, ������������Ϊ��״֦��, ��������ɢǿ���ࡣ��������, ��Щ���������֯������ʾ�˺��ӽ�ͷ�IJ�������, ���ۺϻ�е���ܽ�ĸ�������½�, �����Ϊ��ͷ��������ڡ�
�ؼ��ʣ�
7055���Ͻ�;�������;���⺸��;��ѧ����;����֯;
��ͼ����ţ� TG457.14
����飺������ (1987-) , ��, ����������, ˶ʿ, �о�����:���Ͻ⺸;E-mail:18793118631@163.com;;�Ǽ�ɭ, ����;�绰:13893138956;E-mail:qiaojisen@lut.cn;
�ո����ڣ�2016-02-01
��������ʡ���ʿƼ�����ר�� (144WCGA164) ����;
Development of Microstructures and Mechanical Properties of Laser Welded Joint for Spray Formed 7055 High Strength Aluminum Alloy
Wang Pengjian Qiao Jisen Zhang Yangyang Zhao Wenjun Chen Jianhong
State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology
Abstract��
The laser welded joint was made for 7055 aluminum alloy sheet with the thickness of 2 mm. The microstructure and mechanical properties of the laser welded joint were investigated by backscattered electron diffraction (EBSD) , scanning electron microcopy (SEM) , energy dispersive spectrometer (EDS) , transmission electron microscope (TEM) , hardness identification and uniaxial tension test. The results showed that there was no obvious soften change in the heat affected zone, and the hardness of the welding seam was the lowest of the joint, which was about 77% of that of base metal. The ultimate strength of the joint was 61% of that of the base metal with 4% of the elongation. In the heat affected zone, some equiaxed recrystallized grains could be observed, meanwhile the ��'phase particles could also be observed in the matrix. Along the fusion boundary non-dendritic equiaxed grain zone with random orientations was formed. The columnar coarse grains came into being in the edge of the welding seam, the center was cellular dendrite, and the ��' strengthening precipitates in the matrix were rare. According to the microstructural observation, the mechanism of inhomogeneous mechanical behavior was revealed for the laser welded joint of 7055 aluminum alloy sheet and the welding seam was the weakest part of the joint.
Keyword��
7055 aluminum alloy; spray formed process; laser welding; mechanical property; microstructure;
Received�� 2016-02-01
7055���Ͻ�����Al-Zn-Mg-Cu��ʱЧǿ�����Ͻ�, ��������μ����Ʊ���7055���Ͻ���г�ɫ�ı�ǿ�Ⱥ�Ӳ�ȡ������Ͷȡ���ƣ�͡���ʴ�Ժͼӹ�����, ���㷺Ӧ���ڷɻ������������ϱ۰塢���Ǽܡ����졢���˻��졢�˹�ҵ�ͻ���ȸ�ǿ�Ƚṹ��������[1,2,3,4,5,6]����í�����, ������Ϊ����������Ͻ�7055���ӵ���Ҫ�ֶ�, ��ʹ�ṹʵ��������, ��߽ṹǿ��, ��ʡװ��ʱ�䡣���������ε�7055���Ͻ�ĺ������о��������ں��յȹ�ҵ�ϵ�Ӧ�þ�����Ҫ�����ۺ�ʵ�����塣������, ��ךּ���ԥ¤���о���������͵�7055���Ͻ�TIG���ͽ���Ħ�������ӵ�����֯������[7,8,9]�������õ�[10]�о����������Al-Zn-Mg-Cu���Ͻ���������ӽ�ͷ��֯��������ͨ���ۺ������������7055���Ͻ�, �����������, �������δ�, ��ͷ��������, ���Ѵﵽ�������7055���Ͻ��ǿ�ȵ�Ҫ��;������Ħ����ȱ����ԵĹ�������, ���Ժ��Ӹ��Ӻ���;����������Ȼ�˷�����ͨ�ۺ���������Ӱ���������������δ��ȱ��, ���Ը�ǿ���Ͻ�ʱ����, ���ڵ�������������ȴ�ٶȷdz���, ���ײ���������δ����ȱ��, ��Ӱ����������ߴ�ϴ�, ��������, ʹ��Ӱ������������[10], �Һ�����״�ͳߴ��ܵ�����ҵ����ơ���Щ��������Լ��������ε�7055���Ͻ��ڴ���ǿ�ṹ���ϵ�Ӧ�á������⺸�������������, ��ͷ����С, ��������ȴ�, ��Ӱ����С����ͷ�����ٺ������õ��ص�, ���Կ˷���ͳ���ӷ����IJ���[9]������, Ŀǰ�й�������ε�7055���Ͻ⺸������֯�����ܵ��о��ʼ�����������ͨ�����������7055���Ͻ���м��⺸��, �����˺������������֯����, ��ʾ�˺��ӽ�ͷ�IJ������Լ���Ӱ������, ̽����7055���Ͻ�ĺ��ӹ��ա�
1 ʵ��
��������7055���Ͻ������ɷ�Ϊ7.6%Zn, 2.3%Cu, 1.92%Mg, 0.15%Zr, 0.10%Si, 0.15%Fe, 0.05%Mn, 0.04n%Cr, 0.06%Ti, ����ΪAl (��������) ���úϽ����������ι����Ʊ�������, ͨ�����Ȼ���������ѹ�ӹ����Ų�, �پ�T76511�ȴ��� (�����ܴ����������Ԥ���촦��) �����ջ�е�ӹ���2 mm��40 mm��70 mm�ĺ����塣
���ÿ�������ʽCO2��������������ε�7055���Ͻ���ƽ��Խӷ�ʽ���к���ʵ��, ���ӷ������Ų��ϼ�ѹ�������ٶ�6.7 mm��s-1, �����1.2 k W, �����뽹��0 mm, ��ǰ���ñ�ͪȥ����֬, Ȼ����ɰֽ��ˢȥ������Ĥ, ���ӹ��̲���99.99%�ߴ��Ⱥ�����Ϊ�����汣������ (����15 L��min-1) ��
���������·���30 d��, ���к������顣����HVS-15��ά��Ӳ���ǶԽ�ͷ��Ӳ�Ƚ��в���, Ӳ�Ȳ����0.20 mm, ������1.96 N, ����ʱ��15 s, ÿ�����3��, ȡ��ƽ��ֵ������GB/T 228-2010���ش�ֱ�ں��췽����ȡ��������, ��DW-300 J���ܲ�������������Ͻ��������������, �����ٶ�Ϊ0.5 mm��min-1, ���ȡ3��������ƽ��ֵ���Ʊ�EBSD����ʱ, �Ȼ�е��, ����Gatan PECS�������ӿ�ʴ��, ��FEI quanta 450ɨ��������� (SEM) ��, ���õ��ӱ�ɢ������ (EBSD) �������ӽ�ͷ��ͬ�����ھ���ȡ����֯�ݻ����������� (EDS) Ԫ���߷���ȷ��Ԫ��������������ں��첻ͬ���������֯�۲����Tecnai G220����羵 (TEM) , ���ٵ�ѹ200 k V��
2 ���������
2.1 ���ӽ�ͷ��Ӳ�ȷֲ�����
���ӽ�ͷ��������Ӳ����ͼ��ͼ1��ʾ�����ӽ�ͷӲ����ͼ�Ժ�������Ϊ�Գ���, ���ƶԳƷֲ����������ľ�����Լ2 mm������Ϊ������, Ӳ��ֵ��HV 130~140֮��, ԼΪĸ��77%, ����������Ӳ�ȳ�ͬ��Բ����������������, �������۳����в�������δ�ݳ�������ȱ������;�в�������Ӳ��ΪHV 140~150, �����ں��첿�������������Ǿ���С�ǶȾ���, ���ס��Ǿ���С�ǶȾ���ʹ���ӽ�ͷ����������Ӳ�Ȳ������ԡ��ຸ������Լ2.0~2.2 mm��Χ, Ӳ��ֵΪHV140~150, ԼΪĸ��80%, ����Ϊ���Ƚ�խ���ۺ��� (FZ) ���γ��˳ߴ�ϸС�ĵ��ᾧ�����¡����ž��뺸�����ĵ��������������, �ຸ������Լ2.2~2.8 mm��Χ, Ӳ��ΪHV 165~180, �ຸ������Լ3 mm��, ��������Ӳ�Ƚ���HV 158����, �ຸ�����ij���3 mm����Ӳ��ԼΪHV 165~180�ﵽĸ�� (BM) ��Ӳ�ȡ�

ͼ1 7055���Ͻ⺸���ӽ�ͷ����Ӳ����ͼFig.1 Micro-hardness maps of 7055 aluminum alloy welded joint BM:base metal;HAZ:heat affected zone;FZ:fusion zone;WZ:weld zone
2.2 ��������
��1��ʾΪ7055���Ͻ���ļ����ӽ�ͷ����������ʵ������ĸ�ĵĿ���ǿ��610 MPa, �쳤��Ϊ14.3%, �������Լ��Ŀ���ǿ��Ϊ372 MPa, �쳤�ʽ�Ϊ4.1%, �����ĸ�ķֱ��½���39.0%��71.3%, ���������������ں��촦��
��1 7055���Ͻ���ļ����⺸���ӽ�ͷ��������Table 1Mechanical properties of 7055 aluminum alloy base metal and laser welded joint ����ԭͼ

��1 7055���Ͻ���ļ����⺸���ӽ�ͷ��������Table 1Mechanical properties of 7055 aluminum alloy base metal and laser welded joint
2.3 ������ò��ȡ��
ͼ2Ϊ7055���Ͻ⺸��ͷ�����EBSD����ͼ2 (a, b) ��֪, 7055���⺸��ͷ��ĸ��BM (base metal) ����Ӱ����HAZ (heat affected zone) ���ۺ���FB (fusion boundary) ��������WZ (weld zone) ��ɡ�ĸ��Ϊ���͵ĵ���ϸ����֯, ����Լ20��m����Ӱ����֯�ӽ����쵽ĸ�ľ����ߴ���ݶȱ仯, ��20~30��m��С��10~20��m, ���־����������ٽᾧ, ����ȡ���ĸ����ͬ, Ϊ<111>��<001>���ܺ��߸���������Ӱ����������ϸС�ĵ����֦���� (non-dendritic equiaxed grain zone, EQZ) , ����Ϊ3~8��m, �������150��m, ����ȡ������ֲ���EQZ��֯�����˺���������ᾧ�������ۺ��߸����Ľ��������γ��˴ִ����״֦��, ����ֱ��Ϊ10~20��m֮��, ����Ϊ30~100��m֮��, ����ȡ������ֲ�������ȡ����Ϊ��״֦��, ����Ϊ10~20��m����ͼ2 (c) ���Է���, ��Ӱ������ĸ�Ĵ��ڵĴ�С�ǶȾ����൱, ���������Ǿ������;EQZ�����ڴ����Ĵ�ǶȾ���, ��������С�ǶȾ��硣��EQZ��, ������ǶȾ���Ĵ��ڿ�����EQZ��������ĸ��С��Ӳ�ȱ�ĸ�ĵ͵�һ��ԭ�������ִ����ڲ����������Ǿ���С�ǶȾ������, ���, ������Ӳ�Ƚϵ�, ���Խϲ
���ݺϽ���������, EQZ�����γ���7055���Ͻ��е�Zn, Mg, Ti, ZrԪ���йء�Mg��Zn��Al�з���ϵ��С��1, ����ͼ3�ܺ��߸�������ɨ����Կ���, Mg, ZnԪ����EQZ������Ӱ�����紦�����˸������۳������̹�����, ��-Һ����ǰ�ص�Mg, ZnԪ����Һ�帻��ʹҺ���е�Ũ������, �Ӷ�ʹ�ɷֹ������ӡ���һ���漤�⺸ʱ�۳ؽᾧ�ٶȺܿ�, �⽫��һ�����ӳɷֹ���, ��ΪEQZ�����γ��ṩ�˶���ѧ���������, 7055���Ͻ��к��������ı��ʼ� (0.15%Zr, 0.06%Ti) ����Al�ھ����γɽ����仯���� (Al3Zr, Al3Ti) [12,13]�����۳����̹�����, ��Щ���ʷ��ϡ����湲���Ӧԭ��, ����ʹ��-Һ����������С, ���ͽ��������κ˵��ٽ��κ˹�, �����ܹ��ṩ�����κ�����Ľ���, �ٽ��������κ�[14]�������۳��¶ȳ��ֲ�����, �۳ر�Ե�¶��Ը���ĸ���۵�, ����һ���˶��ٶȺܵ͵ĸ���㡣�ڸø������, �ۼ�����Al3Ti��Al3Zr�����ʵ�, ��ɸ������κ��ʺ��κ��ٶȾ�����[15], ���γ�EQZ����
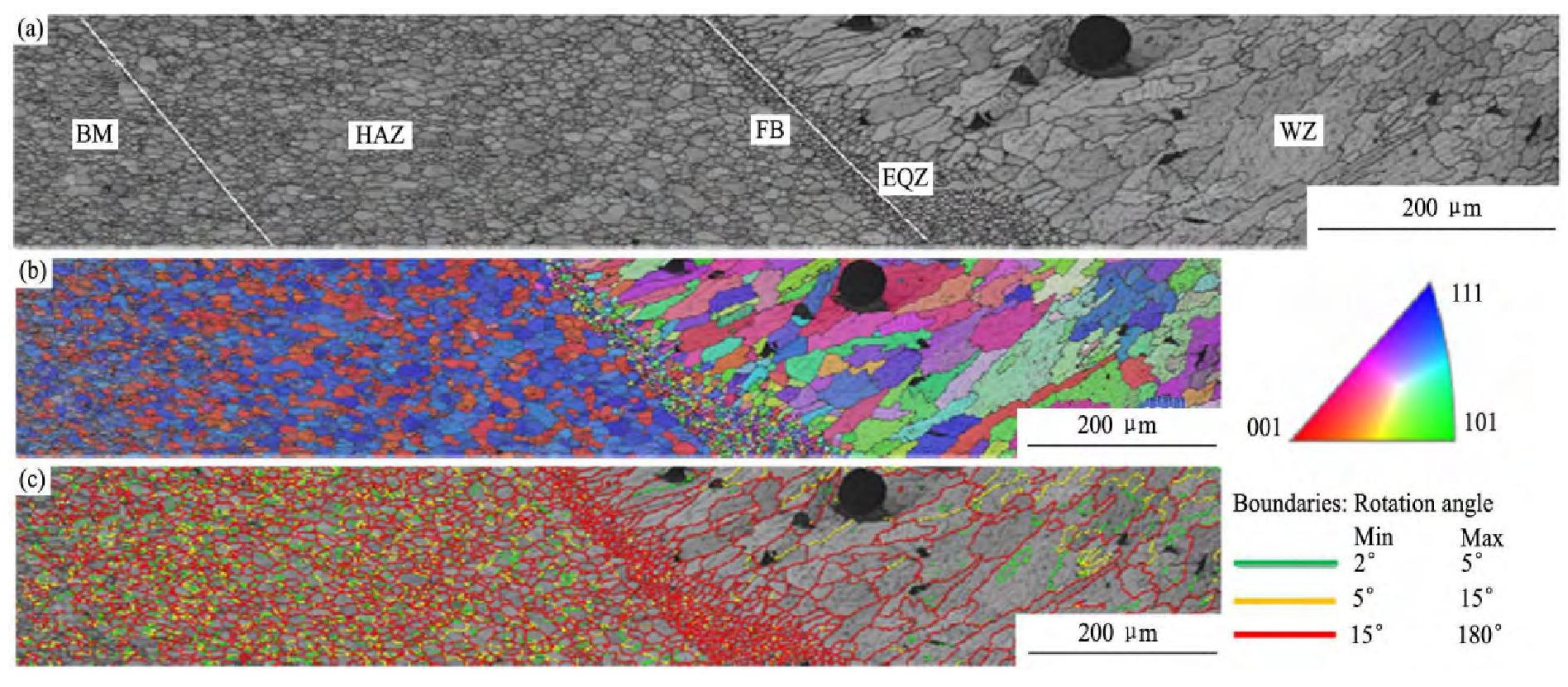
ͼ2 7055���Ͻ⺸�ӽ�ͷ�������֯��EBSD��Fig.2 EBSD maps of microstructure along fusion boundary in transverse weld of 7055 aluminum alloy (a) Band contract map; (b) Orientation map and inverse pole map; (c) Grain boundaries of (a)
���ݻ���-���� (Hall-Petch) ��ʽ[16]:

ʽ�Ц�0Ϊ���ڱ�������, KΪ�������ϵ������������С�����Ӳ�Ⱥ�ǿ�����Ӧ��������EQZ����խ��EQZ���������ܱ�������֯����Χ, ���ܾ��нϸߵ�����������[17]������EQZ��֯�Ժ���������ѧ���ܵ�Ӱ���д���һ���о���
����EQZ�����γ�, �ᾧDZ�ȵ��ͷ�, �ᾧ�ٶȼ�С, ���¶��ݶȽϴ�, ������ɷֹ����������������κ˹��̱������, ֻ����EQZ�����еľ��������������γ���״֦��[18]����״֦������������������Ԫ���ż�����������, ���º������IJ����ϴ�ɷֹ���, ���ɰ�״֦����
2.4 ���촦�ɷֲַ�
���ڼ��⺸���ڸߵ��ܶȺ���, �ں��ӹ�����, ���ӽ�ͷ��������, �¶ȹ���, ����Ԫ�ؿ��ܻᷢ������ͼ3Ϊ7055���⺸�����ۺ��������Ķ��ε������Al, Zn, Mg, CuԪ�ص���ɨ�衣��ͼ3��֪, ��EQZ������Ӱ�������紦, Zn, MgԪ���Ը���ĸ�ĺͺ���, �����˸�����AlԪ�غ�������ɷֲ���, CuԪ�غ��������ĸ�IJ��
2.5 TEM�۲�
ͼ4Ϊ���ӽ�ͷ��ͬ�����TEM����ͼ4 (a) ��֪:ĸ������ɢ�ֲ�ϸС�İ�״����ǿ����, ��״����Ϊ25 nm����, ����ԼΪ40~70 nm, ��Ӧ��<011>ѡ�����仨����ʾ��Щǿ������Ҫ�����ȵĦ�'�ࡣ��ЩϸС�Ħ�' (Mg2Zn) �����Ч���谭λ�����˶�, ǿ������, ���ĸ�ľ��иߵ�ǿ�Ⱥ�Ӳ�ȡ���ͼ4 (b) ��֪:��ĸ�������Ӱ�����г���ǿ�����ΪƬ״�Ħ�', �����Դ���ĸ��, ԼΪ60 nm����, ������ɢ�Ա�ĸ���Ը�, ��������7055���Ͻ⺸��Ӱ�����¶ȸ���7055���Ͻ�����¶�, ȫ��ǿ�������ڦ����γɹ���������, �����������¾���һ��ʱ�����, �ڹ������������γ�GP (guinier preston) ��, ��GP�����������Ħ�', ������ȻʱЧ�����¶Ƚϵ�, ʹ��'��ߴ��Դ���ĸ��, ���, ��Ӱ���������Ӳ�Ƚ�����ĸ��HV10����, �γ���ͼ1��Ӳ�ȷֲ���ͼ4 (b) ���ܹ۲쵽��״��Al3Zr��ɢ����, ����ԼΪ50 nm, ����ǿ�Ҷ���������֯, �Ӷ������ٽᾧ, ����ֹ�ٽᾧ��������[19]����ͼ4 (c) ���Կ���, �����������Ե������ࡣ���ڼ��⺸����ʱ�۳������ٶȿ�, ����������ᾧ����������ǿ��������, ���, ����ǿ�ȡ�Ӳ�Ƚϵ�, ���Խϲ�, ��Ϊ���ӽ�ͷ����Ļ��ڡ�
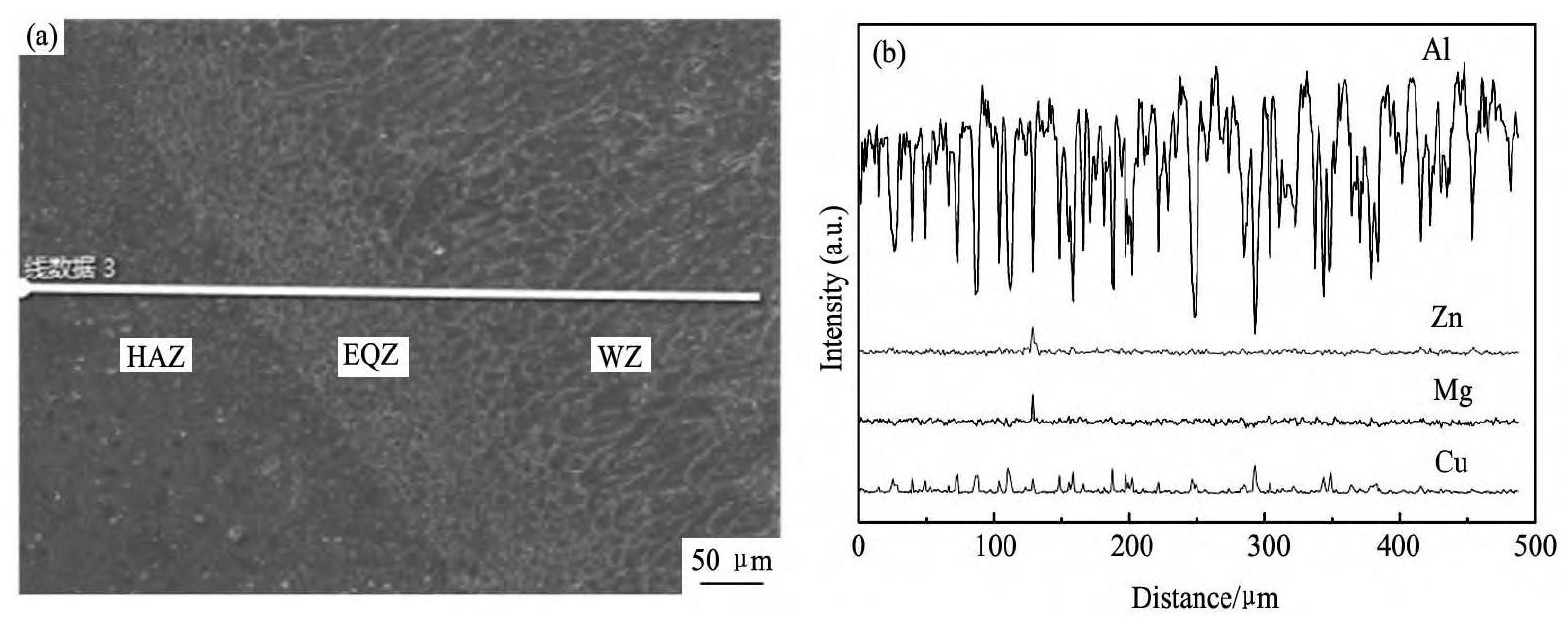
ͼ3 7055���Ͻ⺸���ۺ��߸�����EDS����Fig.3 EDS line analysis of fusion between 7055 base material and weld seam
(a) Secondary electron image of fusion boundary; (b) Distribution of element intensity

ͼ4 ����ͷ��ͬ�����TEM��ƬFig.4 TEM bright-field images of different zones in joint (a) Base metal; (b) Heat affected zone; (c) Welding zone

ͼ5 7055���Ͻ���ĺͺ��������Ͽڵ�SEM��òFig.5 SEM morphologies of base metal and tensile fracture of welded joint of 7055 aluminum alloy (a) Base metal; (b) Welded joint
2.6 ���ӽ�ͷ����Ͽڵ�SEM��ò
ͼ5��ʾΪ7055���Ͻ���ĺͺ��ӽ�ͷ�����SEM�Ͽ���ò����ͼ5 (a) ���Կ���, ĸ�ĶϿڳʵ��͵ĵ���������ò, Ϊ���Զ�������, һ�κͶ������ѷֲ�����, �ߴ�ͳһ, �������ѵײ�����δ����ĵڶ������, �ɴ��ж�ĸ�����ԽϺá���ͼ5 (b) ����, ��˺�ѶϿڹ۲���ֲ��д����ۺϺ��С����, ˵����������Ϊ���Զ���, ���ھ��紦�������ؾ���������, ˵������������֯���紦����ƫ��, ������ij��ֽ����˲�������, �����ĸ�����, �������Խϵ͡�
3 ����
1.���ӽ�ͷӲ����ͼ���ں������Ľ��ƶԳƷֲ�, ������ۺ�����Ӳ�ȷֱ�ԼΪHV 130~40��HV 140~150֮��, ��Ӱ��������������, �������7055���Ͻ⺸���ӽ�ͷ����ǿ��372 MPa, ����ǿ��Ϊĸ�ĵ�61.0%, �쳤��Ϊ4.1%, ���������������ں��촦��
2.7055���Ͻ⺸�Ӻ����EBSD����������ʾ�˺����ۺ��߸���EQZ�Ĵ���, ��������Ϊ��״֦��, �����ۺ�������Ϊ��״֦��, �ۺ������ɵ�EQZ��֯, û�м̳�ĸ�ľ���ȡ��, �����γ�Ϊһ�ֵ��ͷ������ᾧ������ʽ, ��Ӱ����Ϊ�����ٽᾧ�ĵ��ᾧ��, ����ȡ����ĸ����ͬ��
3.ĸ������Ϊ10~20��m, ��Ӱ��������Ϊ20~30��m, ��Ȼ��Ӱ����������ĸ���Դ�, ����Ӱ�������ڦ�'���ĸ�ĸ���ɢ, ���, ��Ӱ����Ӳ����ĸ���൱��������������������״֦���ִ�, ���Ҿ�����������, ���, �����Ϊ���ӽ�ͷ������ڡ�
�����
