���±�ţ�1004-0609(2010)S1-s1039-06
����ӹ�״̬��Ti-1023�ѺϽ�ƣ�����ܵ�Ӱ��
������������������ ����־��
(�������ղ����о�Ժ������ 100095)
ժ Ҫ���о�����ӹ�״̬��Ti-1023�ѺϽ�ƣ�����ܵ�Ӱ�죬������������������������ֲڶȱ�Բĥ������1���������������ѹӦ����Բĥ��������ѹӦ����3������ѭ����������107ʱ��Ti-1023�ѺϽ���������ƣ�ͼ��ޱ�Բĥ����ƣ�ͼ������36%���������ͨ���������账���ڱ����������ѹӦ�����ͱ���ӹ����Ʊ���ֲڶ����ϵķ������ﵽ������ƣ�����ܵ�Ŀ�ġ�
�ؼ��ʣ�Ti-1023�ѺϽ𣻱��������ԣ�����ֲڶȣ�����ѹӦ����ƣ������
��ͼ����ţ�TF 804.3���� ���ױ�־�룺A
Effect of surface machining state on fatigue property of Ti-1023 titanium alloy
QI Li-chun, HUANG Li-jun, HUANG Xu, LI Zhi-yan
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: The effect of surface machining state on the fatigue property of Ti-1023 titanium alloy was studied. The results show that the test sample surface roughness by longitudinal polishing is one order of magnitude lower than that by circumferential grinding, the surface compressive stress of longitudinal polishing samples is threefold of that of circumferential grinding samples; the rotating bending fatigue limit of longitudinal polishing samples for 1��107 cycles is improved by about 36% than that of circumferential grinding samples. Surface compressive stress field can be induced by shot peening and surface roughness can be improved by surface manufacture to increase the fatigue property of Ti-1023 titanium alloy.
Key words: Ti-1023 titanium alloy; surface integrity; surface roughness; surface compressive stress; fatigue property
Ti-1023�ѺϽ��ǽ������ѺϽ����ھ��б�ǿ�ȸߡ������ͶȺá���������С�������¶ȵͺͿ�Ӧ����ʴ����ǿ��һϵ���ŵ㣬�ڷɻ���ֱ���������л���˹㷺Ӧ�á�����777�ɻ�����Ti-1023�ѺϽ�����������ܺ�ÿ�ܷɻ����������Լ270 kg��Τ˹������˾�����ij�ɽè����;ֱ�����ϲ���Ti-1023�ѺϽ�������������챵��������Ti-6Al-4V�ѺϽ��������������Լ20%���ڹ����ϣ�����ֱ������˾��ѡ��Ti-1023�ѺϽ������������������У�������챡���Ͳ��֧����������ͽ�Ҷ��������ӽ�ͷ�����[1-2]��������Ti-1023�ѺϽ����ڸ�ǿ���ѺϽ𣬶�Ӧ�����бȽ����У�������������ӹ�����������������ƻ�������ȱ�ݵȽ���Ϊƣ��Դ�������ؽ��������ʹ������������������Ҫ�о��˱���ӹ�״̬��ƣ�����ܵ�Ӱ�죬ͨ����ƣ����������ֲڶȡ�����ѹӦ����ƣ�ͶϿڵȵIJ�����������ó�Ti-1023�ѺϽ�ĸ���ƣ��Ӱ�����أ��������Ti-1023�ѺϽ�ƣ�����ܴ�ʩ��Ϊ���Ti-1023�ѺϽ������ƣ�Ͷ��������ṩ���ݡ�
1 ʵ��
�������Ϊ������������Ժ������Ʊ���Ti-1023�ѺϽ�������������������ȴ������õ�������֯ΪʱЧ�»��士��״����״��������֯��û��������ƽֱ�Ħ�������ʹִ�ľ��������֯��
��d4 mm(��������)��Բ�ι⻬С������SER����ʽ��תƣ��������Ͻ�����ת����ƣ�����飬ת��5 000 r/min��Ӧ����R=-1�������������ֲ�ȡ���ּӹ���ʽ��Բĥ�����ף�����FTS-i120����ʽ����ֲڶ��Dz���Բĥ���������ַ�ʽ�ӹ���ƣ����������ֲڶȣ�������Բĥ���������ַ�ʽ��ƣ����������ѹӦ������QUANTA 600��ɨ����������Ϲ۲�ƣ�ͶϿ���ò��
2 ���������
2.1 ����ӹ�״̬�Ա���ֲڶȵ�Ӱ��
�ֱ�Ծ�Բĥ�����ӹ�������ƣ����������ֲڶȽ��в�����������1�ͱ�2��ʾ���ӱ�1�п��Կ�����Բĥ����������ֲڶ�Լ��0.20~0.70 mm֮�䲨������������������ֲڶ�Լ��0.03~0.07 mm֮�䲨�����ӱ�1�ͱ�2���Եó���������������ֲڶȱ�Բĥ��������ֲڶȵ�һ������������˵����������������������Բĥ������HYUKJAE��[3-4]���о�����������ڱ���ֲڶȶ�ƣ�Ͷ��ѿ�������Ҫ���õ������£�����ֲڶȴ��������ڱ����κˣ����������ƣ�ͼ��ޣ�����ʹƣ���������ƣ�����ƣ��������������ֲڶȽ�С��ƣ��Դ���������ڲ���ƣ�ͼ�����߽ϴ�
��1 Բĥ��������ֲڶ�
Table 1 Surface roughness of circumferential grinding sample
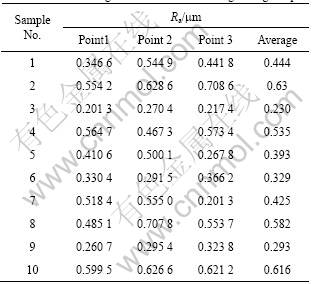
��2 ������������ֲڶ�
Table 2 Surface roughness of longitudinal polishing sample
2.2 ����ӹ�״̬�Ա���ѹӦ����Ӱ��
��������ͬ�ı���ӹ��������ڱ�������һ���IJ���Ӧ��������ѹӦ��ʹƣ�Ͷ��ѿ������ߣ���������Ӧ��ʹƣ�Ͷ��ѿ����½�������ѹӦ�����ƣ�Ͷ��ѿ��������ǵ�����������ӽ����غ�ʱ������IJ���ѹӦ������������Ӧ���Բ��ϵ����ã���������ӽ����غ��е���Ӧ��ˮƽ����Ӧ��ԽС�����ϱ�����������Χ��Ӧ������Խ�ͣ���ˣ�������Ч��������������[5]�����ұ���IJ���ѹӦ�������������Ƶıպ�ЧӦ����Сƣ�Ͷ����Ƶ���չ����[6]����������ֹ������[7-9]�����⣬����ѹӦ�������Խ�ƣ������Դ�ɱ������ϵ��DZ����[10]���������������DZ���㣬�������ڲ����ƣ����ڲ����ƿ��Ա�������к����ص�Ӱ�죬��������������С�ڱ������ƣ��Ӷ�������߲��ϵ�ƣ��������
��Ȼ���ֱ��洦�����գ�����滯ѧ��������(��̼��������̼��������)�����������α䴦���ͱ��漤����ȣ���������������ѹӦ�����ܲ�ͬ�̶���������ƣ�Ͷ��ѿ��������ڹ���Ӧ���и��Զ�������һ���ľ����ԡ�ֻ�б��������α䴦�����գ��Ȳ��ܲ�����������ƣ�Ҳ�������������״��ߴ��С�����ơ���ǿ��Ч��Ҳ�������κ�һ�ֹ��շ����������[11]��Ȼ���������[7]�о��ó���������ʽ�����豸�϶�Ti-1023�ѺϽ���б�������ǿ������Ȼ���Բ�����ȴ�260 mm����СΪ352��584 MPa�IJ���ѹӦ���������������ֲڶ�ȴ�ߴ�1.48��3.41 mm���ߵı���ֲڶȼ��������κˣ�����Ӱ��������չ��������ѹӦ��������Ӱ�������κˣ���ƣ�������γɿ�����Ӱ�첻�����ӻ�������չ[12-13]����ˣ�������������ɵ����Ա��β�ֲڶ�Խ��Ӧ�����е�ͻ�Խ�࣬�����������ǿ������߿�ƣ�����ܷ����Ч��[10,14]������ֲڶȵ�����Ҳ�ή�����������������ѹӦ��[15]��ͬʱ����ǿ�����ڱ����������ӣ���ɲ��ϱ������ˡ�
���������������������ѹӦ����ԼΪ150 MPa����Բĥ��������ѹӦ����ԼΪ50 MPa����Ȼ��������������IJ���ѹӦ������������ǿ�������������Ǵӱ�1�ͱ�2�п�֪���������������ֲڶ�ȴ������ǿ����ĵ�1~2�������������������������账���ڱ�������һ����ȵĽϴ����ѹӦ�������پ����������еı���ӹ������Ʊ���ֲڶȣ�����������������ƣ�����ܡ�
2.3 ����ӹ�״̬��ƣ�����ܵ�Ӱ��
����������������Բĥ���������ּӹ���ʽ��Ti-1023�ѺϽ����ת����ƣ�ͼ��ޣ������������ѭ����������107ʱ������������ת����ƣ�ͼ���ԼΪ680 MPa����Բĥ������ת����ƣ�ͼ���ԼΪ500 MPa������������ƣ�ͼ��ޱ�Բĥ������ƣ�ͼ���36%��
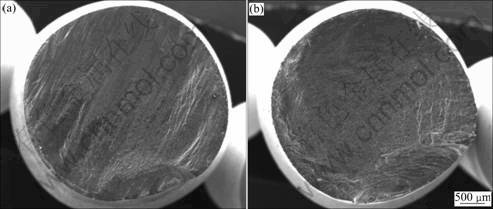
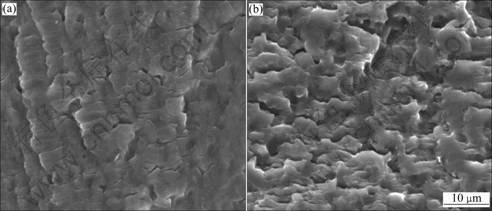
ͼ1~5��ʾ�ֱ�Ϊƣ�������Ͽ���ò���Ͽ�ƣ��Դ����ò���Ͽ�ƣ����չ����ƣ�������������Ͽ�ƣ����չ����ƣ�����������ͶϿ�˲����������������ͼ1��5���Կ�����Բĥ����ƣ�ͶϿڽ�ƽ̹��û�д�ĸ߶������������Դ�������ı��棬�ʵ�Դ�����������������ԣ�ƣ����չ��ƣ���������ԡ�ϸ�ܣ���������Դ���ľ�������ƣ�������ӿ��������ж������ƵIJ�������չ�����Զ����˲���������˲����λ��Դ�����棬���м��д���˲����Ϊ����������������������ƣ�ͶϿ�Ҳ���ֵ��͵ĸ���ƣ�ͶϿ�����������Դ������չ����˲������ɡ��Ͽڴֲڣ��ߵ�����ϴ�������Դ���������棬ƣ����չ��ƣ���������ԡ�ϸ�ܣ���������Դ���ľ�������ƣ�������ӿ��������ж������ơ�˲�������Ѵ���
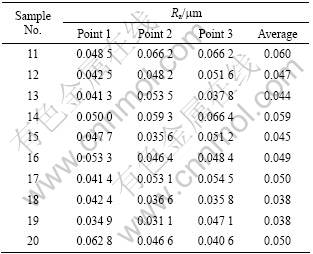
ƣ�������������־�Բĥ�����ӹ������ò��ͼ6��ʾ����ͼ6(a)�ɼ���Բĥ����������ڴ�ֱ��
ͼ1 ƣ�������Ͽ���ò
Fig.1 Fractographs of fatigue samples: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
ͼ2 �Ͽ�ƣ��Դ����ò
Fig.2 Fractographs of origin zone of cracks: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
ͼ3 �Ͽ�ƣ����չ����ƣ����������
Fig.3 Fatigue striation features of fatigue crack propagation during initial stage: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
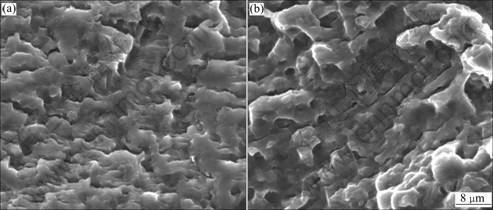
ͼ4 �Ͽ�ƣ����չ����ƣ����������
Fig.4 Fatigue striation features of fatigue crack propagation during late stage: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
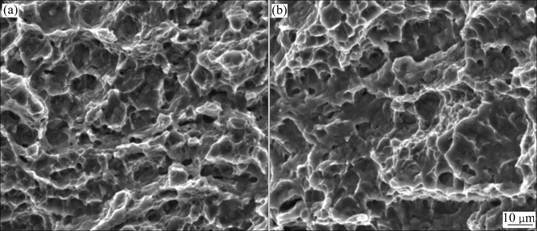
ͼ5 �Ͽ�˲������������
Fig.5 Dimple features of eventual failure region: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
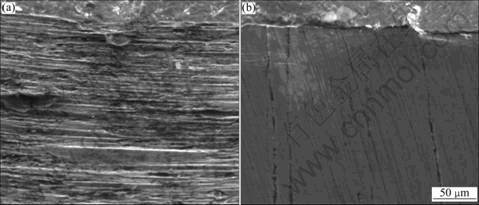
ͼ6 ƣ�������������ּӹ���ò(��ֱ�Ͽڷ���)
Fig.6 Working portion machining appearance of fatigue sample with perpendicular fracture: (a) Circumferential grinding sample; (b) Longitudinal polishing sample
��������Ľ���ĥ�ۣ�����ӹ�������������Щ�ӹ�ĥ���൱�ڴ������ƣ��ƻ��˲��ϵı��������ԣ���������ص�Ӧ�����У���֮�ѺϽ���ڱ��������Ծ��к�ǿ�������ԣ���Щ�ӹ�ĥ�ۼ����շ�ƣ�����Ƶ���������չ������ƣ���ƻ���ǰ��������ͼ7���Կ���������Դ����������ļӹ�ĥ�ۡ���ͼ6(b)�ɼ���������������ӹ�ĥ�ۺ�dz������ƽ��������������ӹ�������Բĥ�����á�
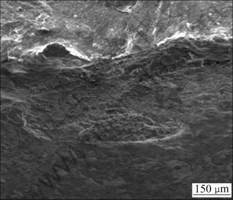
ͼ7 Բĥ��������Դ�������ò
Fig.7 Origin macrostructure of circumferential grinding sample
���������������������ı���ֲڶȱ�Բĥ�����ĵ�1��������������ѹӦ����Բĥ��������ѹӦ����3����ƣ�ͼ��ޱ�Բĥ����ƣ�ͼ���36%��
2.4 Ti-1023�ѺϽ�ƣ�����ܵĸ��ƴ�ʩ
Ӱ�����ƣ�Ͷ��ѵ������кܶ࣬�����������ϱ����Ļ�ѧ�ɷ֡�������֯��ұ��ȱ�ݵȵ��ڲ����أ���������������Ĺ��������ͱ���״̬���ⲿ���ء�������״̬������ͬ�ı��洦����ͬ�ı���ӹ�������ɵı���ֲڶȺͱ������Ӧ���ȡ�
���������ͬ���洦����ͬ����ӹ����ռӹ�ʱ����ʹ�ڱ�����������ˣ�������ǿ���ڱ�������ĵ���ӣ���ӹ���ɵı���ĥ�ۣ���Ǻŵȶ�������С��ȱ��һ��������Ӧ�����У�ʹƣ�ͼ����͡����⣬���������ͬ�ı���ӹ�����ʱҲ���ڱ�������һ���IJ���Ӧ��������ѹӦ��ʹƣ�Ͷ��ѿ������ߣ���������Ӧ��ʹƣ�Ͷ��ѿ����½�����ˣ�����Ⱦ����洦���ڱ�������һ���IJ���ѹӦ�����پ����������еı���ӹ����Ʊ���ֲڶȼ���߱�����ȣ��ɱ��������ѹӦ������С�����ֲڶȹ�����ɵ����ƣ�Ͷ��ѿ����½����Ը��������ƣ�����ܣ����ƣ����������һ�����á�
3 ����
1) Ti-1023�ѺϽ�������������ֲڶȱ�Բĥ�����ĵ�һ�������������������������ѹӦ����ԼΪ150 MPa����Բĥ�����������ѹӦ����ԼΪ50 MPa��
2) ��ѭ����������107ʱ��Ti-1023�ѺϽ�������ת����ƣ�ͼ���ԼΪ680 MPa����Բĥ������ת����ƣ�ͼ���ԼΪ500 MPa����������ƣ�ͼ��ޱ�Բĥ����ƣ�ͼ���36%��
REFERENCES
[1] ����˹, Ƥ�ض�˹. �����ѺϽ�[M]. ����, ����. ����: ��ѧ��ҵ������, 2005(3): 48.
LEYENS C, PETER M. Titanium and titanium alloys [M]. CHEN Zhen-hua, et al, transl. Beijing: Chemical Industry Press, 2005(3): 48.
[2] �Ʋ���, ��ɹ�, ʯ����, �����, ����������. �й����Ϲ��̴��[M]. ����: ��ѧ��ҵ������, 2006(1): 663-672.
HUANG Bo-yun, LI Cheng-gong, SHI Li-kai, QIU Guan-zhou, ZUO Tie-yong. Chian materials engineering canon [M]. Beijing: Chemical Industry Press, 2006(1): 663-672.
[3] LEE H, MALL S SOYAMA H. Fretting fatigue behavior of cavitation shotless peened Ti-6Al-4V[J] Materials Science and Engineering A, 2004, 366: 412-417.
[4] ������, ������, �߹��. ����ǿ�����ض�Ti811�Ͻ���»ն�ƣ�Ϳ�����Ӱ��[J]. ϡ�н��������빤��, 2005, 34(12): 1985-1989.
ZHANG Xiao-hua, LIU Dao-xin, GAO Guang-rui. The effect of shot peening factors on fretting fatigue resistance of Ti811 titanium alloy at elevated temperature [J]. Rare Metal Materials and Engineering, 2005, 34(12): 1985-1989.
[5] GAO Y K, YIN Y F, YAO M. Effect of shot peening on fatigue properties of 0Cr13Ni8Mo2Al steel [J]. Materials Science and Technology, 2003, 19(3): 372-374.
[6] MOTOH Y, FAIR G H, NUBLE B, WATERHOUSE R B. The effect of residual stresses induced by shot peening on fatigue crack propagation in two high strengthen aluminum alloy [J]. Fatigue & Fracture Engineering Materials & Structure, 1987, 10(4): 261-272.
[7] �����. �����Ti-10V-2Fe-3Al�ѺϽ�������ƣ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(1): 60-63.
GAO Yu-kui. Influence of shot peening on tension-tension fatigue properties in Ti-10V-2Fe-3Al titanium alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 60-63.
[8] NAMJOSHI S A, JAIN V K, MALL S. Effects of shot-peening on fretting-fatigue behavior of Ti-6Al-4V [J]. Journal of Engineering Materials and Technology, 2002, 124: 222.
[9] �Ž���, ������, ������, �� Ρ. Ti �Ͻ�����ǿ���о���չ[J] .������ҵѧԺѧ��, 1999, 19(4): 308-310.
ZHANG Jian-bin, WANG Jing-yi, WANG Shu-qin, GAO Wei. A review of development in shot peening Titanium alloys [J]. Journal of Xi��an Institute of Technology, 1999, 19(4): 308-310.
[10] �����, ��Դ��, �����, ������. ����ǿ����0Cr13Ni8Mo2Al��ƣ�����ܵ�Ӱ��[J]. ���Ϲ���, 2001(12): 46-49.
GAO Yu-kui, YIN Yuan-fa, LI Xiang-bin LIU Tian-qi. Influence of shot peening on fatigue property for 0Cr13Ni8Mo2Al steel [J]. Journal of Materials Engineering, 2001(12): 46-49.
[11] ������. ����Ӧ���ⶨ�Ļ���֪ʶ�����彲 ��������������ı�����������ƣ�Ͷ��ѿ�����Ĺ�ϵ[J]. �������飭�����ֲ�. 2007(43): 535-539.
WANG Ren-zhi. Basic Knowledge of Residual Stress Determination����Lecture No.5 Review on the Relationship BETWEEN Surface Integrity and Fatigue Fracture Resistance of Metallic Materails and Components[J]. Physical Testing and Chemical Analysis(Physical Testing), 2007(43): 535-539.
[12] GUAGLIAONO M, VERGANI L. An approach for prediction of fatigue strength of shot peened components [J]. Eng Fract Mech, 2004, 71(4/6): 501-512.
[13] WAGNER L. Mechanical surface treatments on titanium, alum magnesium alloys [J]. Materials Science and Engineering A, 1999, 263(2): 210-216.
[14] ��˫ӡ, ����־. �����TC9�ѺϽ�����������Ӱ��[J]. �������켼��, 1986(4): 36-39.
TIAN Shuang-yin, WANG Shang-zhi. Effect of shot on TC9 quality of titanium surface layer[J]. Aeronautical Manufacturing Technology, 1986(4): 36.
[15] ����, Ҧ ö, ������, �����. ����ǿ�����ۺ�ЧӦ����[J]. ����ѧ��, 1992, 13(11): 670-674.
LI Jin-kui, YAO Mei, WANG Ren-zhi, LI Xiang-bin. Comprehensive effects theory for shot peening strengthening[J]. Acta Aeronautica et Astronautica Sinica, 1992, 13(11): 670-674.
(�༭ ����ɭ)
������Ŀ�������ص��о���չ�ƻ���Ŀ(2007CB613803)
ͨ�����ߣ�������; �绰: 010-62496624; E-mail: qilichunbiam@163.com

