J. Cent. South Univ. Technol. (2010) 17: 688-696
DOI: 10.1007/s11771-010-0541-1 
Effects of process parameters and die geometry on longitudinal welds quality in aluminum porthole die extrusion process
LIU Jian(����), LIN Gao-yong(�ָ���), FENG Di(���), ZOU Yan-ming(������), SUN Li-ping(����ƽ)
School of Materials Science and Engineering, Central South University, Changsha 410083, China
? Central South University Press and Springer-Verlag Berlin Heidelberg 2010
Abstract: By using the rigid-visco-plasticity finite element method, the welding process of aluminum porthole die extrusion to form a tube was simulated based on Deform-3D software. The welding chamber height (H), back dimension of die leg (D), process velocity and initial billet temperature were used in FE simulations so as to determine the conditions in which better longitudinal welding quality can be obtained. According to K criterion, the local welding parameters such as welding pressure, effective stress and welding path length on the welding plane are linked to longitudinal welds quality. Simulation turns out that pressure-to-effective stress ratio (p/��) and welding path length (L) are the key factors affecting the welding quality. Higher welding chamber best and sharper die leg give better welding quality. When H=10 mm and D=0.4 mm, the longitudinal welds have the best quality. Higher process velocity decreases welds quality. The proper velocity is 10 mm/s for this simulation. In a certain range, higher temperature is beneficial to the longitudinal welds. It is found that both 450 and 465 �� can satisfy the requirements of the longitudinal welds.
Key words: aluminum alloy; longitudinal welds; porthole die; die geometry; extrusion process; K criterion
1 Introduction
In recent years, aluminum alloy hollow profiles are increasingly used in manufacturing processes, mainly for lightweight components in the vehicles for ground, sea and air transportation. The hollow profile produced through porthole die contains a number of seam welds along its length, which are called the longitudinal welds. It is a common view that cracking happens preferentially near the welding lines of the extruded profiles [1]. The failure of hollow extruded products mostly occurs along the weld lines when the products are subject to severe internal pressure or expansion in the practical use [2]. So, the welds often represent the weakest points of the profile��s section. Therefore, it is of particular importance to increase the welding quality of longitudinal welds.
So far, few studies have been done on longitudinal welds. Earlier researches about longitudinal welds formation process were performed by AKERET [3-4], who considered once the maximum pressure inside the welding chamber exceeds a critical limit, which depends on the physical state of the material at that point, the welding could be assessed as available. In FE analysis, the criterion can be normalized by rating pressure to effective stress at a specific point. PLATA and PIWNIK [5] proposed the Q criterion (pressure�Ctime criterion) after introducing the time factor. This criterion greatly emphasizes the dead zone in the welding chamber. Based on this observation, DONATI and TOMESANI [6] introduced speed as a correction factor and proposed the K criterion (pressure�Ctime�Cflow criterion). By applying these criteria to experiments performed by VALBERG et al [7-8] and FE simulation [6], it was found that K criterion can discriminate the welding quality efficiently. Meanwhile, FANG et al [9] demonstrated that 3D FEM simulation is a viable predictive tool in both die designing and process optimization for any extruded shapes. LIU et al [10] simulated the longitudinal welds formation process during porthole die extrusion and evaluated the factors determining the quality of the weld seams. LI et al [11] suggested that the ratio of the maximum normal pressure in the welding chamber to the flow stress of the billet material on the welding plane determined the weld quality. DONATI and TOMESANI [12] defined the workability area under different processing conditions and used tensile strength and equivalent fracture strain to assess the effectiveness of longitudinal welds.
In this work, the effects of different process parameters and die geometries on longitudinal welds quality were analyzed by means of thermo-mechanical FE simulation and according to K criterion. The process parameters and die geometries included the welding chamber height (H), back dimension of die leg (D), process velocity and initial billet temperature. The process conditions and parameters for achieving good longitudinal welds quality were found.
2 FE simulation
2.1 Conditions of FE simulation
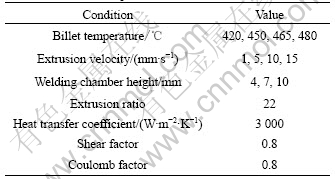
According to the rigid-visco-plasticity FE method, the welding process of porthole die extrusion is simulated by Deform-3D software. The schematic tool assembly used in the porthole die extrusion is shown in Fig.1. During the extrusion process, materials divided through portholes are gathered within the welding chamber and then welded together, and the weldability can be affected by process parameters and die geometries. The process variables used in FE analysis are presented in Table 1, and back dimensions of die leg are shown in Fig.2.
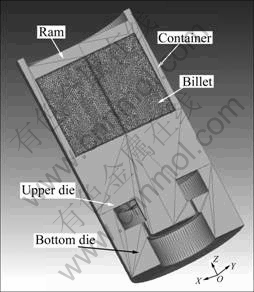
Fig.1 Tool assembly used in porthole die extrusion
Table 1 Conditions in porthole die extrusion
The dimensions of the porthole die used in this work are shown in Fig.3. An AA6061 billet of d32 mm�� 25 mm is preheated and then extruded through the porthole die to produce tube profile, which is 1.5 mm in thickness. The billet is meshed with tetrahedral elements, and its heat exchanges with the tools are allowed. To maintain the efficiency and accuracy of FE simulation, areas in the welding chamber and near the bearing are meshed with higher element density and finer elements. The total number of elements is 38 144. Adhesion is considered throughout the tool system, except on the bearing, where sliding friction is adopted [13].
2.2 Metal flow in porthole die extrusion
The extrusion process can be divided into three stages: dividing stage, welding stage and forming stage. The dividing stage is shown in Fig.4(a), in which the billet is divided into six portholes. The welding stage is shown in Fig.4(b), in which divided materials flow through the welding chamber and are welded together to generate the welding plane. The forming stage is shown in Fig.4(c), in which the welded materials flow through the die exit to form the required tube profile. Considering the symmetry of the die assembly, only one-sixth of the billet is selected to evaluate the factors that determine the quality of the longitudinal welds. Fig.4(d) shows one-sixth of the billet, and the welding plane is pointed out by an arrow.

Fig.2 Structures of die legs (Unit: mm): (a) D=4.0 mm; (b) D=2.4 mm; (c) D=1.2 mm; (d) D=0.4 mm
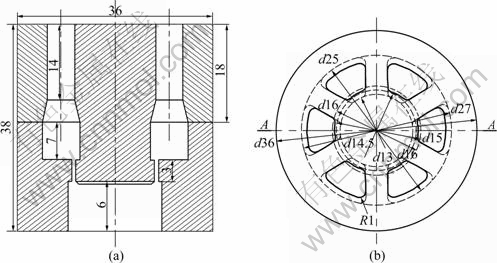
Fig.3 Dimensions of porthole die used in this work (Unit: mm): (a) Plane view; (b) Vertical view
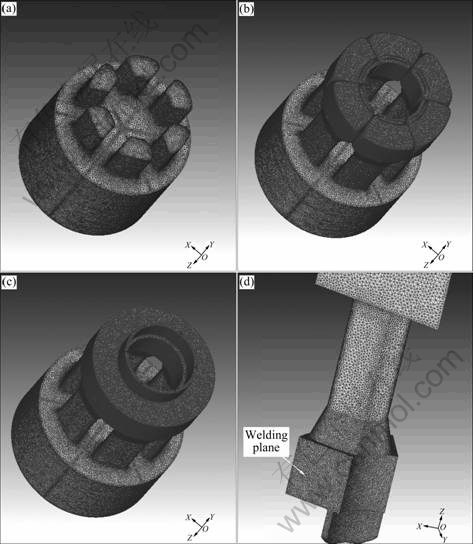
Fig.4 Procedure of porthole die extrusion: (a) Dividing stage; (b) Welding stage; (c) Forming stage; (d) One-sixth of billet
3 Results and discussion
According to Ref.[6], K criterion can be written as:
K= where p is the contact pressure; ��
where p is the contact pressure; ��
is the effective stress; and L is the genetic path from the entrance on the welding plane to the die exit. K criterion is composed of two functions: the pressure-to-effective
stress ratio (p/��) and the welding path length (L). So, better welding quality could be obtained by either increasing the pressure-to-effective stress ratio (p/��) or the welding path length (L). The welding plane was divided into three regions: dead region, main welding region and bearing region. Either H profile or tube profile was chosen, this classification method is available. In this work, dead region is characterized by a very small velocity, the pressure reaches its maximum value from a lower one and the effective stress increases from a minimum to a higher one. Main welding region is characterized by a decreasing value of contact pressure and an increase in material velocity, meanwhile, the effective stress increases slightly. In the bearing region, contact pressure reaches the lowest, velocity gets the highest, the effective stress increases to the highest value, and deformation reaches its maximum.
3.1 Effect of welding chamber height on seam welds quality
Different lengths of welding chamber mainly affect the welding path length and the maximum pressure in the welding chamber. Simulation was conducted under three different welding chamber heights of 4, 7 and 10 mm, initial billet temperature of 450 ��, extrusion velocity chose 10 mm/s and the back dimension of die leg D= 1.2 mm. During the extrusion processing, the welding pressure in the chamber is proximately equal to means stress.
Welding pressure distribution on the welding plane is shown in Fig.5. It is easy to find that contact pressure on the welding plane increases as welding chamber height rises, resulting in materials being more severely pressured before reaching the die exit. In addition, the area where the divided materials are pressurized increasedly, indicates that the divided materials have more chance to contact, so the welding path length L increases. In the main welding region, the maximum pressure is located at the upper height of the welding plane where two ports encounter. When H=4 mm, the maximum pressure is 180 MPa; when H=7 mm, the maximum pressure is 230 MPa; while H=10 mm, the maximum pressure increases to 250 MPa.
Effective stress distribution on the welding plane is presented in Fig.6. It can be seen from Fig.6 that effective stress in the main welding region decreases as the welding chamber height increases. Deformation decreases from the encounter point toward the die exit, and then increases when approaching the die exit where material are pressured to form the required profile shape. Higher welding chamber results in decreasing of the deformation and the effective stress. When H=4 mm, the minimum effective stress is 52 MPa; when H=7 mm, the minimum effective stress is 45 MPa; while H=10 mm, the minimum effective stress is 43 MPa.
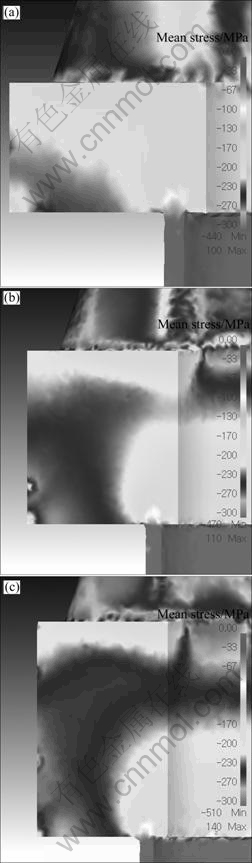
Fig.5 Welding pressure distribution on welding plane with different welding chamber heights: (a) H=4 mm; (b) H=7 mm; (c) H=10 mm
As mentioned above, in the main welding region, with increasing welding chamber height, contact pressure increases while effective stress shows a decreasing tendency, so the pressure-to-effective stress ratio (p/��) increases greatly, and the maximum p/�� values are respectively 3.46, 5.11 and 5.81 when welding chamber heights are 4, 7 and 10 mm. In addition, the welding path length (L) increases from the entrance to the die exit synchronously. According to K criterion, p/�� and welding path length L increase at the same time, so integral value K increases greatly as the welding chamber height increases, and the bigger the welding chamber height, the better quality the longitudinal welds. Meanwhile, an extra-high welding chamber height (H) greatly increases extrusion force and prevents the material from flowing toward the die exit, so, proper welding chamber height (H) should be chosen during production.
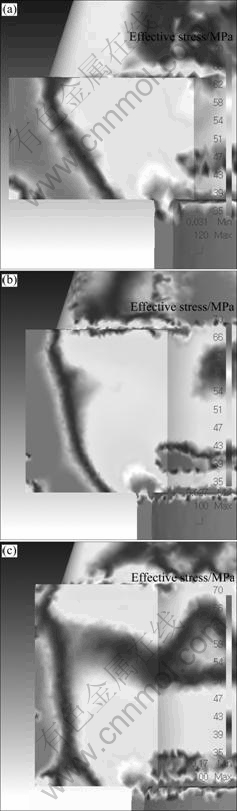
Fig.6 Effective stress distribution on welding plane with different welding chamber heights: (a) H=4 mm; (b) H=7 mm; (c) H=10 mm
3.2 Effect of die leg on seam welds quality
One major factor regarding die design is leg structure in hollow profile production. The leg represents an obstacle to the material flow towards the die exit, which modifies the distribution of contact pressure and material flow [2]. If the shape of the bridge is improperly designed, a gas pocket may be formed in this area, leading to poor welds quality [11].
Four different leg structures are used in this simulation, as shown in Fig.2. From Figs.2(a)-(d), the back dimensions of die leg (D) gradually decrease from D=4.0 mm to D=0.4 mm. For this group of simulation, the initial biller temperature is fixed at 450 ��, welding chamber height is 7 mm and extrusion velocity is 10 mm/s.
The velocity fields on the welding plane are presented in Fig.7. The simulation results indicate that dead zone under the leg decreases as D minishes, which means that the encounter point of two ports on the welding plane is closer to the back leg, the main welding region expands and the welding path length L increases.
With decreasing D, the back of the die leg gets sharper, and the encounter materials are more severely pressed to each other, leading to the increase of the welding pressure in the main welding region. The welding pressure distribution on the welding plane can be seen clearly in Fig.8. In Fig.9, the effective stress distribution on the welding plane is presented. Just like the phenomena described in section 3.1, as the welding path length L increases, there is more chance for the deformation to decrease before approaching the die exit, so effective stress in the main welding region decreases slightly with decreasing D, just as shown in Fig.9.
According to the analysis above, p/�� and welding path length L increase at the same time, so integral value K increases with decreasing D, and the sharper the back leg, the better the weldability of longitudinal welds. At the same time, the strength and stiffness of die leg will be maintained.
3.3 Effect of process velocity on seam welds quality
Process velocity is known to be another important parameter affecting the welds quality, which is the main factor that influences the time for the material flowing through the welding chamber. But LIU et al [10] thought the contact time between two metal streams just has a minor effect on the welding quality, instead, the yielding strength of the material, which is a function of temperature and welding pressure is of more importance to the welds quality. Therefore, the effect of process velocity on the welds quality is actually exerted through its effect on temperature, welding pressure and effective stress rather than on contact time.
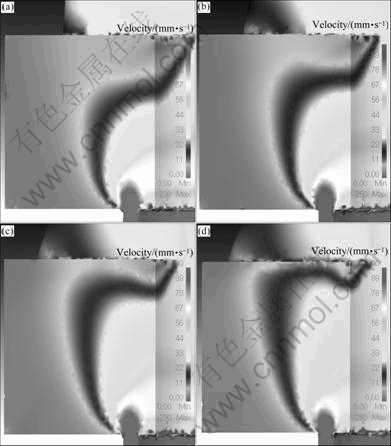
Fig.7 Velocity fields on welding plane with different back dimensions of die leg: (a) D=4.0 mm; (b) D=2.4 mm; (c) D=1.2 mm; (d) D=0.4 mm
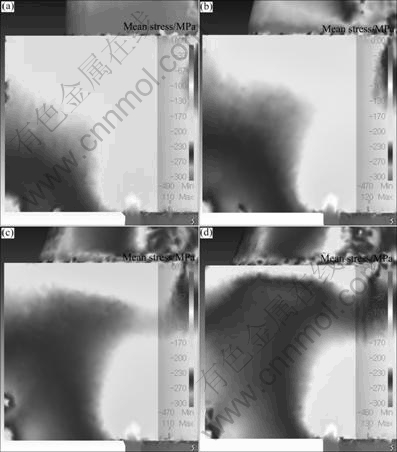
Fig.8 Welding pressure distribution on welding plane with different back dimensions of die leg: (a) D=4.0 mm; (b) D=2.4 mm; (c) D=1.2 mm; (d) D=0.4 mm

Fig.9 Effective stress distribution on welding plane with different back dimensions of die leg: (a) D=4.0 mm; (b) D=2.4 mm; (c) D=1.2 mm; (d) D=0.4 mm
Four different process velocities are chosen in this simulation, which are 1, 5, 10 and 15 mm/s; the initial billet temperature is 450 ��, welding chamber height is 7 mm and die leg is the type in Fig.2(c).
The temperature distribution on welding plane is shown in Fig.10. It can be seen clearly that with extrusion proceeding, the temperature on the welding plane increases continuously, and the maximum temperature appears in front of the die bearing, which is strongly influenced by process velocity. When v=1 mm/s, the maximum temperature near the die exit is 440 ��, temperature decreases because the heat generated during deformation is not enough to offset the heat loss to the container and the porthole die; when v=5 mm/s, heat generation oversets the heat loss, leading to the rise of temperature, and the maximum temperature near the die exit is 490 ��; while v=10 mm/s and v=15 mm/s, the maximum temperatures near the die exit are respectively 510 and 530 ��. According to Ref.[14], the temperature near the die exit should be lower than the solution temperature, which is 530 �� for AA6061. Meanwhile, higer temperature is beneficial to bonding, so, 510 �� will be proper, and 10 mm/s is the proper velocity for this simulation.
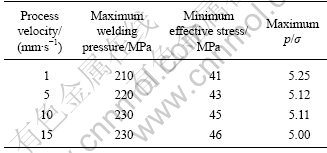
Other numerical simulation results are shown in Table 2. The results reveal that, in the main welding region, welding pressure and effective stress increase synchronously with process velocity increasing, when v=1 mm/s, the maximum pressure is 210 MPa, the minimum effective stress is 41 MPa, when v values are 5, 10 and 15 mm/s, the maximum pressures are respectively 220, 230 and 230 MPa, the minimum effective stresses are respectively 43, 45 and 46 MPa. So, the maximum pressure-to-effective stress ratios (p/��) are 5.25, 5.12, 5.11 and 5.00 when v values are respectively 1, 5, 10 and 15 mm/s. The maximum p/�� decreases slightly, while die structure and welding path length L keep the same. According to K criterion, integral value K decreases with process velocity proceeding, so higher velocity decreases the quality of longitudinal welds, which is in accordance with Valberg��s experiment results [7-8]. Integral values are almost the same when v=5 mm/s and 10 mm/s, for the purpose of productivity, v=10 mm/s will be suitable.
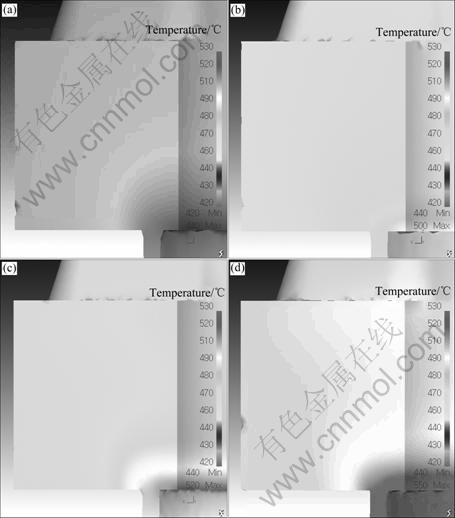
Fig.10 Temperature distribution on welding plane with different process velocities: (a) 1 mm/s; (b) 5 mm/s; (c) 10 mm/s; (d) 15 mm/s
Table 2 Effect of process velocity on extrusion process
3.4 Effect of billet temperature on seam welds quality
Temperature is another important parameter in welds seam formation. The effect of temperature on the longitudinal welds quality is actually exerted through its effect on the welding pressure and yielding behavior which is represented by the effective stress. In this simulation four different initial billet temperatures are 420, 450, 465 and 480 ��, process velocity is 10 mm/s, the welding chamber height is 7 mm and die leg is the type in Fig.2(c).
The simulation results are shown in Table 3. They reveal that with increasing billet temperature, temperature near the die exit increases, the maximum welding pressure and the minimum effective stress in main welding zone decrease simultaneously, but p/�� increases slightly, indicating that higher temperature is favorable to longitudinal welds quality. Despite this, temperature must be controlled in a certain range, because too high a temperature may bring surface defect in the profile [15-16]. Meanwhile, massive recrystallization grain microstructures are easily formed in longitudinal welds at higher temperature and decrease the strength and deformability of profile [14]. According to the analysis above, both 450 and 465 �� can satisfy the demand.
Table 3 Effect of billet temperature on extrusion process

4 Conclusions
(1) Pressure-to-effective stress ratio (p/��) and welding path length (L) are key factors that determine the welding quality. Better welding quality could be obtained by increasing either of them.
(2) In the main welding region, as welding chamber height (H) increases, p/�� and L increase at the same time. When H=10 mm, welds have the best quality. Sharper die leg also increases p/�� and L at the same time. When D=0.4 mm, welds have the best quality: after maintaining the strength and stiffness of die leg, it should be made as sharp as possible.
(3) With process proceeding, welding pressure and effective stress increase at the same time, but p/�� decreases. The increase in extrusion velocity gives worse welding quality. In this work, v=10 mm/s can satisfy the demand. With temperature increases, welding pressure and effective stress decrease, but p/�� increases, while temperature should be controlled in a certain range, which facilitates bonding. Both 450 and 465 �� are proper for AA6061 extrusion.
References
[1] DONATI L, TOMESANI L, MINAK G. Characterization of seam weld quality in AA6082 extruded profiles [J]. Journal of Materials Processing Technology, 2007, 191: 127-131.
[2] KIM K J, LEE C H, YANG D Y. Investigation into the improvement of welding strength in three-dimensional extrusion of tubes using porthole dies [J]. Journal of Materials Processing Technology, 2002, 130/131: 426-431.
[3] AKERET R. Properties of pressure welds in extruded aluminum alloy sections [J]. Journal of the Institute of Metals, 1972, 10: 202- 210.
[4] AKERET R. Extrusion welds-quality aspects are now center stage [C]// Proceedings of the Fifth International Aluminum Extrusion Technology Seminar. Chicago, ET, 1992: 319-336.
[5] PLATA M, PIWNIK J. Theoretical and experimental analysis of seam weld formation in hot extrusion of aluminum alloys [C]// Proceedings of the Seventh International Aluminum Extrusion Technology Seminar. Chicago, ET: 2000: 205-211.
[6] DONATI L, TOMESANI L. The prediction of seam welds quality in aluminum extrusion [J]. Journal of Material Processing Technology, 2004, 153/154: 366-373.
[7] VALBERG H. Extrusion welding in aluminium extrusion [J]. Materials and Product Technology, 2002, 17(7): 497-556.
[8] VALBERG H, LOEKEN T, HVAL M. The extrusion of hollow profiles with a gas pocket behind the bridge [J]. Materials and Product Technology, 1995, 10(3/6): 222-267.
[9] FANG G, ZHOU J, DUSZCZYK J. Extrusion of 7075 aluminium alloy through double-pocket dies to manufacture a complex profile [J]. Journal of Materials Processing Technology, 2009, 209: 3050-3059.
[10] LIU G, ZHOU J, DUSZCZYK J. FE analysis of metal flow and weld seam formation in a porthole die during the extrusion of a magnesium alloy into a square tube and the effect of ram speed on weld strength [J]. Journal of Materials Processing Technology, 2008, 200: 185-198.
[11] LI L, ZHANG H, ZHOU J, LI G Y, ZHONG Z H. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams [J]. Materials and Design, 2008, 29: 1190-1198.
[12] DONATI L, TOMESANI L. The effect of die design on the production and seam weld quality of extruded aluminum profiles [J]. Journal of Materials Processing Technology, 2005, 164/165: 1025-1031.
[13] BUFFA G, DONATI L, FRATINI L, TOMESANI L. Solid state bonding in extrusion and FSW: Process mechanics and analogies [J]. Journal of Materials Processing Technology, 2006, 177: 344-347.
[14] CHEN Jing-chun. Production and control of the welding mark at aluminium extrusion [D]. Shenyang: Northeastern University, 2006. (in Chinese)
[15] JO H H, JEONG C S, LEE S K, KIM B M. Determination of welding pressure in the non-steady-state porthole die extrusion of improved Al7003 hollow section tubes [J]. Journal of Materials Processing Technology, 2003, 139: 428-433.
[16] JO H H, LEE S K, JUNG C S, KIM B M. A non-steady state FE analysis of Al tubes hot extrusion by a porthole die [J]. Journal of Materials Processing Technology, 2006, 173: 223-231.
Foundation item: Project(2007BAE38BO4) supported by the National Science and Technology Pillar Program
Received date: 2009-11-25; Accepted date: 2010-03-12
Corresponding author: LIN Gao-yong, PhD, Professor; Tel: +86-731-88879341; Fax: +86-731-88876692; E-mail: mater218@163.com
(Edited by YANG You-ping)

