文章编号:1004-0609(2009)06-1055-06
Cu含量对Bi5Sb钎料润湿性能和力学性能的影响
闫焉服1, 2,冯丽芳1, 2,郭晓晓1,唐 坤1,赵培峰1
(1. 河南科技大学 材料科学与工程学院,洛阳 471003;
2. 河南科技大学 河南省有色金属材料科学与加工技术重点实验室,洛阳 471003)
摘 要:通过在Bi5Sb中添加不同含量的Cu形成新型BiSbCu三元合金。结果表明:在Bi5Sb钎料合金中添加0.5%~5.0%(质量分数)Cu,BiSbCu钎料合金的熔点变化不大,但其润湿性能和力学性能明显改善;当Cu含量为1.5%时,(Bi5Sb)1.5Cu钎料合金的润湿性能和力学性能最好,与基体Bi5Sb相比,(Bi5Sb)1.5Cu的铺展面积增大57.8%,抗拉强度提高212.4%;随着Cu含量的增大,针状组织Cu2Sb的含量逐渐增多,钎料合金性能下降。
关键词:Bi5Sb钎料合金;Cu;润湿性能;力学性能
中图分类号:TG 405 文献标识码:A
Effect of content of Cu on wettability and mechanical property of Bi5Sb solder alloy
YAN Yan-fu1, 2, FENG Li-fang1, 2, GUO Xiao-xiao1, TANG Kun1, ZHAO Pei-feng1
(1. College of Material Science and Engineering, Henan University of Science and Technology, Luoyang 471003, China;
2.Henan Key Laboratory of Advanced Non-ferrous Metals, Henan University of Science and Technology, Luoyang 471003, China)
Abstract: A new BiSbCu ternary alloy was formed by adding different contents of Cu into Bi5Sb solder alloy to improve its wettability and mechanical properties. The results show the effect of adding 0.5%?5.0% (mass fraction) Cu into Bi5Sb on the melting point of Bi5Sb solder alloy is not distinct, whereas the wettability and mechanical property are remarkably improved. Compared with the Bi5Sb matrix, the spreading area of (Bi5Sb)1.5Cu solder alloy increases 57.8% and the tensile strength increases 212.4% when the content of Cu is 1.5%. The number of needle-like Cu2Sb gradually increases with increasing Cu content, which weakens the properties of the solder alloy.
Key words: Bi5Sb solder alloy; Cu; wettability; mechanical property
无铅化已成为电子产品的发展趋势。经过多年的研究,无铅中低温软钎料的研究已相对成熟,部分已投入使用,但在半导体器件组装过程中,绝缘基片及芯片与引线的钎接、外壳封装钎焊等各种芯片的封装,厚膜电路的连接组装等领域,需要采用高温软钎料。常用的高温软钎料主要有高铅钎料和Au基钎料[1?3]。
Au基钎料是目前最常用的高温钎料,通常有Au-20Sn(熔点280 ℃)、Au-30Si(熔点370 ℃)和Au-26Ge(熔点350 ℃)等,但是由于Au-Sn钎料较易形成脆的AuSn4金属间化合物,钎焊接头的可靠性较差,且成本高。国内使用高温钎料多采用高铅钎料。但高铅钎料的力学性能差,且因含Pb而受到限制,因此,研究和开发无铅高温软钎料产品迫在眉睫[4?5]。
KITAGAWA等[6]的研究表明,BiSb合金的微观组织由Bi基体和斜方六面体?A7(rhombohedral-A7)构成,X射线衍射结果表明斜方六面体?A7是BiSb固溶体。Bi5Sb钎料的熔点为300 ℃,且成本低廉,是一种较为理想的二元高温无铅钎料合金,但其力学性能和润湿性能较差。本文作者通过在Bi5Sb中添加不同含量的Cu,形成新型BiSbCu三元合金,以改善Bi5Sb合金的力学性能和润湿性能,替代高铅钎料和价格昂贵的Au基钎料,加快我国无铅化进程。
1 实验
1.1 钎料合金的制备
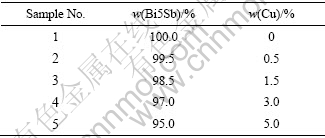
试验所用的原材料为分析纯Bi、Sb和Cu,其纯度均达99.95%以上。将Bi、Sb和Cu按表1所示比例用电子天平进行称取,误差为±1%,然后在真空度为 50 mPa的非自耗真空电弧熔炼炉中熔炼,30 min后取出,为保证合金的均匀度,将合金翻转反复熔炼3次,取出待用。
表1 试验选用的钎料合金组成
Table 1 Composition of examined solder alloys
1.2 合金的熔点
合金的熔点采用差分扫描热量计(DSC)的加热曲线测定,其原理是相变过程中的热焓变化可以反映相变温度点。试样采用上述熔炼合金,质量约为15 mg,升温速率为10 ℃/min,升温上限为1 000 ℃。试验中采用氩气保护。
1.3 合金的润湿性能
铺展试验采用40 mm×40 mm×0.2 mm的紫铜板为基板,钎料质量为0.2 g,偏差为±1%。用RMA(中活性免清洗钎剂)作钎剂,置于400 ℃的高温箱式电阻炉中,保温5 min,取出空冷。铺展试样用酒精清洗,用扫描仪扫描,然后利用AUTOCAD的查询功能测定铺展面积。测量润湿角时沿铺展试样钎焊金属中心剖开,用扫描仪扫描试样断口轮廓,并将其拷贝到AutoCAD中,用AutoCAD的角度标注功能测定润湿角θl、θr,润湿角θ按式(1)计算:

每种钎料制备3个试样,取平均值作为该合金的铺展面积和润湿角。
1.4 力学性能实验
采用专用金属模制备拉伸试样如图1所示。为了消除残余应力的影响,试样在抗拉前进行100 ℃,保温 2 h回火处理。拉伸实验在 AG-I250KN 万能试验机上进行,加载速率为 1 mm/min,测试温度为 25 ℃。每种成分作3个试样,测其平均值作为该成分的抗拉强度。
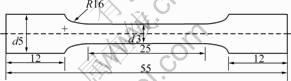
图1 拉伸试验试样示意图
Fig.1 Schematic diagram of specimen for tensile test (mm)
1.5 组织观察
将铺展试样夹在3 mm厚的铜板中,并用502强力胶水固定,用金相水砂纸打磨,并用2.5 μm的金刚砂抛光膏进行抛光,然后用Olympus金相显微镜和JSM?5610LV扫描电镜进行组织观察,并用JSM?5610LV能谱仪进行成分分析。
2 结果与讨论
2.1 Cu含量对Bi5Sb钎料熔点的影响
Cu含量对Bi5Sb钎料合金熔点的影响如图2所示。由图2可以看出,当Cu含量小于1.5%(质量分数)时,钎料合金的熔点变化较小;当Cu含量继续增加到5.0%时,钎料合金的熔点呈直线下降趋势。说明Cu含量小于1.5%时,对Bi5Sb合金的熔点影响不大;而Cu含量在1.5%~5.0%范围内变化时,BiSbCu合金的熔点随Cu含量的增加而下降。
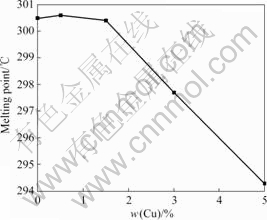
图2 Cu含量对钎料合金熔点的影响
Fig.2 Effect of copper content on melting point of solder alloys
图3所示为钎料(Bi5Sb)0.5Cu、(Bi5Sb)1.5Cu和(Bi5Sb)3.0Cu的SEM像和EDS谱。由图3可看出,室温下Cu在Bi中的溶解度很小,且Bi不能与钎料中的Sb和Cu形成化合物。因此,在钎焊冷却过程中,Cu将会从基体中析出或者与Sb形成新的化合物[7?8]。能谱分析结果表明:(Bi5Sb)0.5Cu由基体为Bi(熔有2.6%(质量分数)左右的Sb)、BiSb(Sb为7.1%)固溶体和针状组织为Cu2Sb,其能谱分析如图3(b)和(d)所示。(Bi5Sb)3.0Cu由基体Bi(熔有2.6%左右的Sb)和针状组织Cu2Sb组成,如图3(e)所示。由图3(e)可以看出,随着Cu含量的增加,BiSb固溶体逐渐消失,针状组织Cu2Sb逐渐变短且明显增多,Sb的熔点高达630.76 ℃。由Cu-Sb二元相图可知[9],Cu2Sb是熔点为586 ℃,低于纯Sb的熔点。因此,当Cu含量在1.5%~5.0%范围内变化时,BiSbCu合金的熔点随Cu含量的增加而下降。
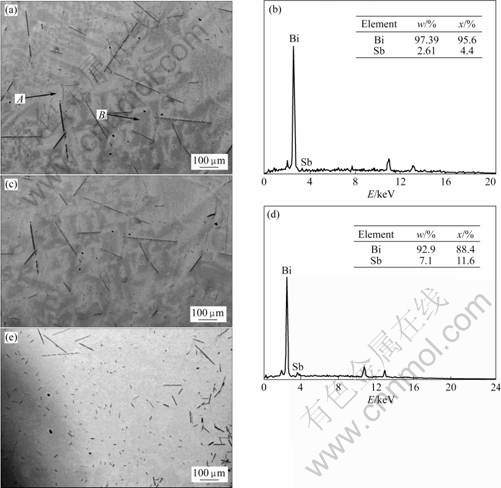
图3 钎料合金的SEM像和EDS谱
Fig.3 SEM images and EDS patterns of solder alloys: (a) SEM image of (Bi5Sb)0.5Cu; (b) EDS pattern of point A; (c) SEM images of (Bi5Sb)1.5Cu; (d) EDS pattern of point B; (e) SEM image of (Bi5Sb)3.0Cu
2.2 Cu含量对钎料润湿性能的影响
图4所示分别为不同Cu含量BiSbCu三元合金和基体钎料的铺展面积和润湿角。由图4可以看出,当Cu含量小于1.5%时,钎料合金在紫铜板上的铺展面积随Cu含量的增加而增大,润湿角随Cu含量的增加而减小;当Cu含量为1.5%时,铺展面积达到最大值17.89 mm2,润湿角达到最小值61?;当Cu含量继续增加到5.0%时,钎料的铺展面积逐渐下降至11.25 mm2,润湿角增加至76.5?。由此可见,Cu含量的变化对钎料合金BiSbCu的影响较大,在Cu含量等于1.5%时,BiSbCu合金在紫铜板上的铺展面积最大,润湿角最小,润湿性最好。
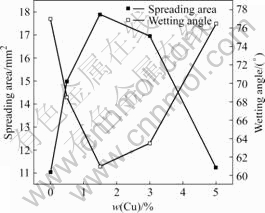
图4 Cu含量对钎料合金铺展面积和润湿角影响
Fig.4 Effect of copper content on spreading area and wetting angle of solder alloys
影响液态钎料润湿性能的因素很多,若液态钎料中的合金元素与母材间的相互作用有利于减小其表面张力,可提高其润湿性能。研究表明:钎料合金与基板发生轻微冶金反应,可以促进钎料合金在基板上铺展,但钎料合金与基板反应剧烈,基板上金属间化合物厚度太大,则不利于对钎料合金在紫铜表面上的铺 展[10?13]。图5所示为(BiSb)0.5Cu、(BiSb)1.5Cu和(BiSb)5.0Cu钎料与基板间生成的金属间化合物的SEM像。由图5可以看出,BiSbCu钎料和Cu基板反应, 产生两种金属间化合物,一种是 Cu2Sb, 靠近钎料侧,另一种是 Cu11Sb2,靠近Cu基板侧,均呈连续层状。因此,在BiSb钎料中加入Cu,能够促进液态钎料中的Sb与Cu相互作用,使基板上的Cu-Sb化合物逐渐增多。当Cu含量小于1.5%时,Cu-Sb化合物适量增加,可以降低液固表面张力,从而提高其铺展性能,(见图5(a)和(b));但当Cu含量为5.0% 时,母材表面Cu-Sb化合物的含量过多(见图5(c))。在润湿试样表面时,高熔点的不熔物Cu-Sb停留在试样中央,不向四周润湿铺展,将使钎料的铺展性能下降。实验表明:金属间化合物的含量太大,铺展性能反而愈差。所以,钎料中Cu的添加量不宜过多,应控制在1.5%之内。
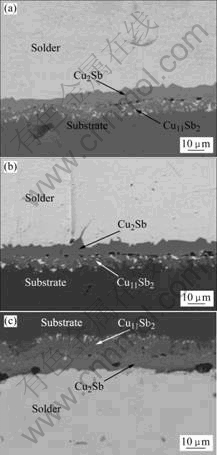
图5 不同钎料合金与铜基板间生成的金属间化合物的SEM像
Fig.5 SEM images of intermediate metal composites between solder alloys and copper substrate: (a) (Bi5Sb)0.5Cu; (b) (Bi5Sb)1.5Cu; (c) (Bi5Sb)5.0Cu
3.3 Cu对Bi5Sb钎料合金抗拉强度的影响
在相同试验条件下,不同Cu含量对(Bi5Sb)Cu钎料抗拉强度的影响如图6所示。由图6可以看出:Bi5Sb基体的抗拉强度只有10.02 MPa,添加Cu后,钎料合金的抗拉强度明显提高。当Cu含量在0.5%~ 1.5%之间时,钎料合金的抗拉强度均在30 MPa以上;但当Cu含量继续增大时,钎料抗拉强度又呈直线趋势减小;当Cu含量为5.0%时,抗拉强度下降为20.37 MPa,但依然是基体钎料的2倍左右。由此可见,添加适量的Cu有利于提高(Bi5Sb)Cu钎料的抗拉强度,但当Cu含量超过1.5%时,钎料的抗拉强度明显变小。
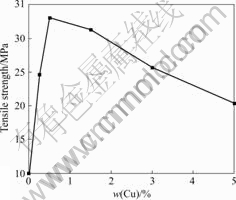
图6 Cu含量对钎料合金抗拉强度的影响
Fig.6 Effect of copper content on tensile strength of solder alloys
基体合金Bi5Sb主要由Bi和BiSb固溶体组成,在基体中添加适量的Cu后形成针状Cu2Sb,弥散分布产生显著的强化作用,使BiSbCu钎料合金的强度大幅度提高。
由图3可以看出,针状组织Cu2Sb随着Cu含量的增大而逐渐增多,且针的长度逐渐变小,在(Bi5Sb)0.5Cu和(Bi5Sb)1.5Cu中,针状组织Cu2Sb的长度约为340 μm和120 μm左右;而在Cu含量达到3%时变化非常明显,Cu2Sb的长度减小,长度为20 μm 的Cu2Sb居多,仅有少量针状组织约长度为50 μm,且处于靠近Cu基板的区域。统计结果表明:Cu2Sb在(Bi5Sb)0.5Cu和(Bi5Sb)1.5Cu中的平均面积分数约为0.62%和0.66%,而在(Bi5Sb)3.0Cu中的平均面积分数约1.26%。
一般地,钎料合金的力学性能与钎料组织形态和含量有关,且合金内部脆硬相与基体间易产生应力集中,造成局部应力过大产生裂纹源,导致钎料合金的抗拉强度降低[14?16]。从钎料合金扫描图及统计分析可以看出:针状组织Cu2Sb随着Cu含量的增多逐渐减短增密且数量上明显增多,在Cu为3.0%时变化明显,针状组织Cu2Sb增加了将近一倍,这可能是导致钎料力学性能下降的主要原因。
3 结 论
1) 当Cu含量小于1.5%时,钎料合金的熔点变化较小。当Cu含量在1.5%~5.0%范围内变化时,BiSbCu合金的熔点随Cu含量的增加而下降。
2) 添加适量的Cu有利于提高BiSbCu钎料的铺展性。在Cu含量等于1.5%时,BiSbCu合金在紫铜板上的铺展面积最大,润湿角最小,润湿性最好。
3) 添加适量的Cu,在合金中形成沉淀强化,有利于提高BiSbCu钎料的抗拉强度。但钎料抗拉强度随Cu含量的增加而降低,在Cu含量超过3%时,钎料的抗拉强度下降明显,这与针状组织Cu2Sb形态和含量有关。随着Cu含量的增多,针状组织Cu2Sb数量上明显增多,可能是导致钎料合金力学性能下降的主要原因。综合钎料各种性能比较,(Bi5Sb)1.5Cu的综合性能最好,BiSbCu系列钎料的Cu含量可控制在1.5%~2.0%为宜。
REFERENCES
[1] MCCLUSKEY F P, DASH M, WANG Z, HUFF D. Reliability of high temperature solder alternatives[J]. Microelectronics Reliability, 2006, 46(9/11): 1910?1914.
[2] YAMADA Y, TAKAKU Y, YAGI Y, NISHIBE Y, OHNUMA I, SUTOU Y, KAINUMA R, ISHIDA K. Pb-free high temperature solders for power device packaging[J]. Microelectronics Reliability, 2006, 46(9/11): 1932?1937.
[3] YAMADA Y, TAKAKU Y, YAGI Y, NAKAGAWA I, ATSUMI T, SHIRAI M, OHNUMA I, ISHIDA K. Reliability of wire-bonding and solder joint for high temperature operation of power semiconductor device[J]. Microelectronics Reliability, 2007, 47(12): 2147?2151.
[4] 周 涛, BOBAL T, OUD M, 贾松良. 金锡焊料及其在电子器件封装领域中的应用[J]. 封装与组装, 2005, 5(8): 5?8.
ZHOU Tao, BOBAL T, OUD M, JIA Song-liang. An introduction to eutectic Au/Sn solder alloy and its preformance in miroelectronics/optoelectronics packaging applications[J]. Electrics & Packaging, 2005, 5(8): 5?8.
[5] 范琳霞, 荆洪阳, 徐连勇. Au80Sn20无铅钎料的可靠性研究[J]. 电焊机, 2006, 36(11): 14?19.
FAN Lin-xia, JIN Hong-yang, XU Lian-yong. Reliability study of Au80Sn20 lead-free solder[J]. Electric Welding Mechine, 2006, 36(11): 14?19.
[6] KITAGAWA H, NOGUCHI H, KIYABU T, ITOH M, NODA Y. Thermoelectric properties of Bi-Sb semiconducting alloys prepared by quenching and annealing[J]. Journal of Physics and Chemistry of Solids, 2004, 65: 1223?1227.
[7] MANASIJEVIC D, MINIC D, ZIVKOVIC D, RAJNOVIC D. Experimental study and thermodynamic calculation of Bi-Cu-Sb system phase equilibria[J]. Intermetallics, 2008, 16(1): 107?112.
[8] KELLOGG H H, KIM Y H, STAPUREWICZ T, VERDONIK D, ARCHER G. Mathematical correlation of thermochemical properties for molten Cu-Bi, Cu-Sb, Bi-Sb and Cu-Bi-Sb[C]// Physical Chemistry Committee. Proceedings of an international symposium held at the AIME annual meeting. Warrendale: Metallurgical Society of AIME, 1985: 3?21.
[9] 虞觉奇. 二元合金状态图集[M]. 上海: 上海科技出版社, 1987.
YU Jue-qi. Binary alloy state atlas[M]. Shanghai: Shanghai Science and Technology Press, 1987.
[10] 刁 慧, 王春青, 赵振清, 田艳红, 孔令超. SnCu钎料镀层与Cu/Ni镀层钎焊接头的界面反应[J]. 中国有色金属学报, 2007, 17(3): 410?416.
DIAO Hui, WANG Chun-qing, ZHAO Zhen-qing, TIAN Yan-hong, KONG Ling-chao. Interfacial reactions between Sn-Cu solder alloy and Cu/Ni coatings during reflow soldering [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(3): 410?416.
[11] 闫焉服, 刘建萍, 史耀武, 夏志东. Ag和Ni 颗粒对63Sn37Pb力学性能和润湿性能的影响[J]. 焊接学报, 2004, 25(1): 65?70.
YAN Yan-fu, LIU Jian-ping, SHI Yao-wu, XIA Zhi-dong. Effect of Ag and Ni particles on mechanical properties and wettability of SnPb composite solder[J]. Transctions of the China Welding Institution, 2004, 25(1): 65?70.
[12] 闫焉服, 刘建萍, 史耀武, 夏志东. 银镍金属微细颗粒对锡铅基复合钎料力学性能的影响[J]. 稀有金属材料与工程, 2005, 34(4): 622?626.
YAN Yan-fu, LIU Jian-ping, SHI Yao-wu, XIA Zhi-dong. Effect of Ag and Ni fine particles on mechanical properties of SnPb composite solder[J]. Rare Metal Materials and Engineering, 2005, 34(4): 622?626.
[13] 张启运, 庄鸿寿. 钎焊手册[M]. 北京: 机械工业出版社, 1999.
ZHANG Qi-yun, ZHUANG Hong-shou. Hand book of soldering and brazing[M]. Beijing: China Machine Press, 1999.
[14] YOSHIKAZU T, IKUO O, RYOSUKE K, YASUSHI Y, YUJI Y, YUJI N, KIYOHITO I. Development of Bi-base high-temperature Pb-free solders with second-phase dispersion: Thermodynamic calculation, microstructure, and interfacial reaction[J]. Journal of Electronic Materials, 2006, 35(11): 1926?1932.
[15] ZHAI Wei, HONG Zhen-yu, WEI Bing-bo. Ternary eutectic growth of Ag-Cu-Sb alloy within ultrasonic field[J]. Science in China Series G: Physics, Mechanics & Astronomy, 2007, 50(4): 500?508.
[16] 谢海平, 于大全, 马海涛, 王 来. Sn-Zn-Cu无铅钎料的组织、润湿性和力学性能[J]. 中国有色金属学报, 2004, 14(10): 1694?1699.
XIE Hai-ping, YU Da-quan, MA hai-tao, WANG Lai. Microstructure, wettability and mechanical properties of Sn-Zn-Cu lead free solder[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1694?1699.
基金项目:国家“十一五”科技支撑计划资助项目(2006BAF04B14);河南省科技攻关资助项目(072102260016)
收稿日期:2008-05-04;修订日期:2008-09-22
通讯作者:闫焉服,副教授,博士;电话:0379-64666983;E-mail: yanyanfu@mail.haust.edu.cn
(编辑 龙怀中)

