中国有色金属学报 2003,(03),570-573 DOI:10.19476/j.ysxb.1004.0609.2003.03.007
钛合金Ti6 Al4 V表面渗钼层的摩擦磨损性能
秦林 唐宾 赵晋香 徐重
太原理工大学表面工程研究所,太原理工大学表面工程研究所,太原理工大学表面工程研究所,太原理工大学表面工程研究所 太原030024 ,太原030024 ,太原030024 ,太原030024
摘 要:
利用双层辉光离子渗金属技术在钛合金Ti6Al4V表面进行合金化 ,形成均匀、致密、厚度为 9.4μm的钛钼合金渗层。表面硬度提高 3倍左右 ,达到 10 5 0Hk。采用球盘磨损试验机考察了钛合金Ti6Al4V表面渗钼层和Ti6Al4V钛合金的摩擦性能 ,得出该合金表面渗Mo后虽然摩擦因数略微增大 ,但耐磨性提高 10 0余倍 ;通过对磨损形貌的分析可知 ,表面渗Mo合金层磨损机制主要表现为粘着及少量微切削。
关键词:
钛合金 ;渗Mo ;摩擦学性能 ;
中图分类号: TG156.8
作者简介: 秦 林(1974),男,博士.博士;电话:0351-6010540;Email:qinlin26@sohu.com;
收稿日期: 2002-07-08
Friction and wear behavior of Ti-Mo diffusion layer on Ti6Al4V alloy substrate in sliding against GCr15
Abstract:
Ti-Mo alloyed layers, whose friction and wear behavior against GCr15 was investigated under dry sliding by comparing with that of Ti6Al4V alloy against the same counterpart under the same testing condition, can be produced on the surfaces of Ti6Al4V alloy by Xu-Tec process. The worn surfaces of the tested samples were observed with optical microscope, as an effort to analyze the wear mechanisms. It has been found that the Ti-Mo film has good wear-resistant behavior in sliding and its wear rate is 100 times less than that of Ti6Al4V.
Keyword:
Ti alloy; Ti-Mo diffusion layer; friction and wear behavior;
Received: 2002-07-08
钛合金具有比强度高、 热强性好、 耐腐蚀性能优异等优点, 已成为航空、 航天、 火箭、 导弹、 舰艇及能源化工等工业部门的重要结构材料
[1 ,2 ,3 ]
; 其缺点是硬度低、 耐磨性能差, 当用作滑动部件时, 易产生磨损。 钛及其合金表面易发生氧化, 生成TiO2 氧化膜, 该氧化膜在摩擦接触中易发生剥落, 因此必须对钛合金进行表面改性处理。 Mo的弹性模量高, 熔点高, 是较好的耐磨材质, 在钛及其合金表面渗Mo可以改善其表面耐磨性能。 因为Ti6Al4V合金是应用最广的钛合金, 所以本文作者采用双层辉光离子渗金属技术
[4 ,5 ,6 ]
在Ti6Al4V合金基体上制备渗Mo合金层, 并与Ti6Al4V合金对比考察渗Mo层同GCr15配副时的摩擦磨损性能。
1 实验
将Ti6Al4V合金加工成尺寸为24 mm×6 mm的圆柱形试样。 Ti6Al4V试样表面用Al2 O3 及金刚石研磨膏抛光至镜面。 利用双层辉光离子渗金属技术在Ti6Al4V合金表面渗Mo制成渗Mo试样, 其工艺参数为: 源极电压1 300~1 400 V; 阴极电压600~650 V; 气压15~25 Pa; 阴-源极间距15~20 mm; 渗金属温度810~830 ℃ 。 渗Mo试样表面保持处理后状态。
硬度检测随机取样3个, 每个试样表面打3点硬度, 取平均值, 其结果如表1所示, 经渗Mo后, 表面硬度提高3倍左右。
表1 表面合金渗层及Ti6Al4V基材硬度值(Hk)
Table 1 Micro-hardness values of Ti6Al4V andTi-Mo diffusion layer(surface) (Hk )
Sample
Point 1
Point 2
Point 3
Average
1#
964
1 010
1 179
1 051
2#
1 058
831
1 261
1 050
3#
966
1 085
1 063
1 050
Ti6Al4V
354
354
351
353
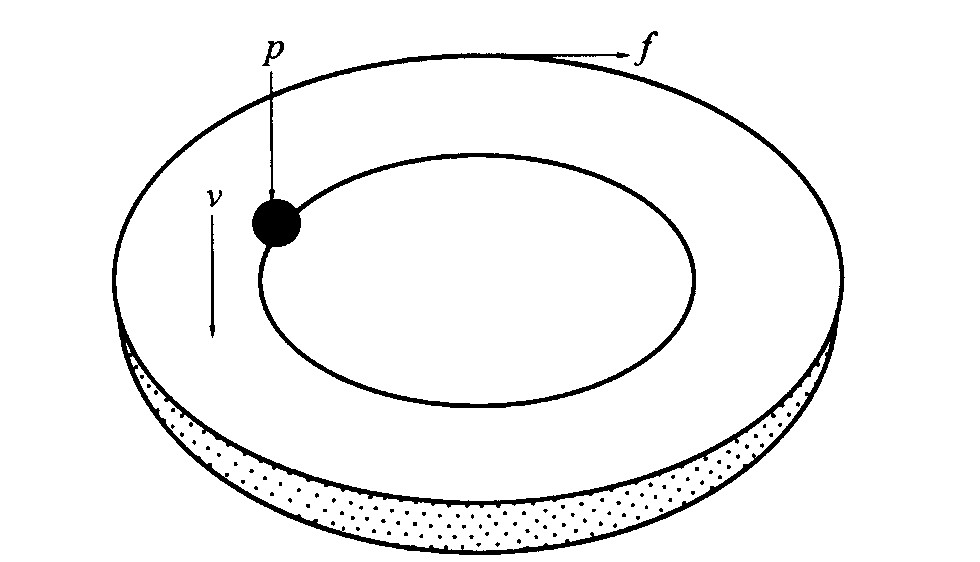
磨损试验用西北工业大学自制球盘磨损试验机, 磨损试验配副为d 4.75 mm的GCr15钢球, 其硬度为HRC62, 载荷p =4.9 N, 转速n =110 r/min, 磨痕轨迹半径r =21.5 mm, 实验温度为室温(20±2)℃, 硬度为RH(65±3)。
如图1所示, 试验时球(不自转)相对于试样作圆周滑动, 盘形试样固定。 小球对试样施加恒定垂
图1 磨损试验原理简图
Fig.1 Principle diagram of wear test
直压力, 受磨擦作用, 试样有如图f 方向的力才能保持静止, 其大小等于摩擦力。 为简化磨损体积计算, 采用文献
[
7 ]
介绍的公式
V w = 2 π ? t ? r 6 b ( 3 t 2 + 4 b 2 )
V
w
=
2
π
?
t
?
r
6
b
(
3
t
2
+
4
b
2
)
式中 V w 为试盘磨损体积, mm3 ; t 为磨痕深度, mm; b 为磨痕宽度, mm; r 为磨痕轨道半径, mm, 计算出总的磨损体积(V w )。 根据比磨损率公式K =V w /pS 计算比磨损率, K 为比磨损率, mm3 ・N-1 ・m-1 , p 为法向载荷, N, S 为滑动距离,m。
2 结果与讨论
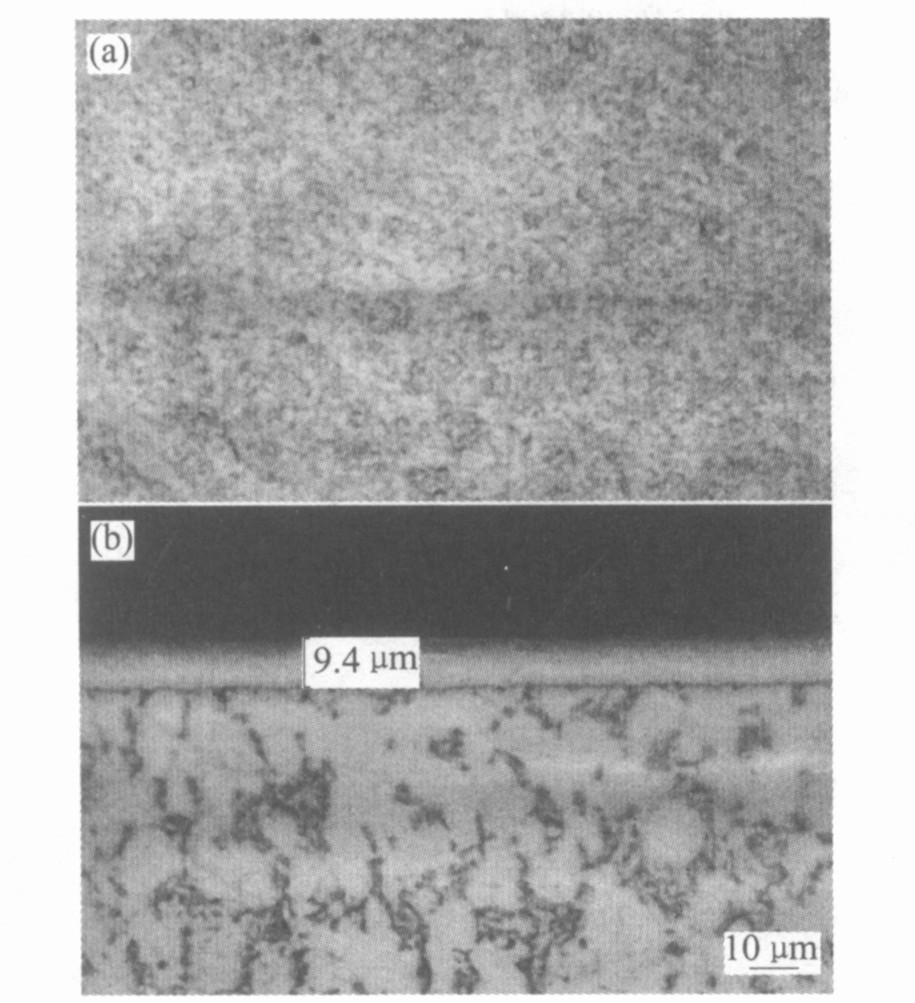
试样经双辉渗Mo处理后, 光学显微镜下的表面形貌如图2(a)所示, 在Ar+ 和Mo+ 的轰击下, 试样表面有刻蚀现象。 图2(b)为渗层截面金相组织, 显示渗层均匀致密, 厚度为9.4 μm。
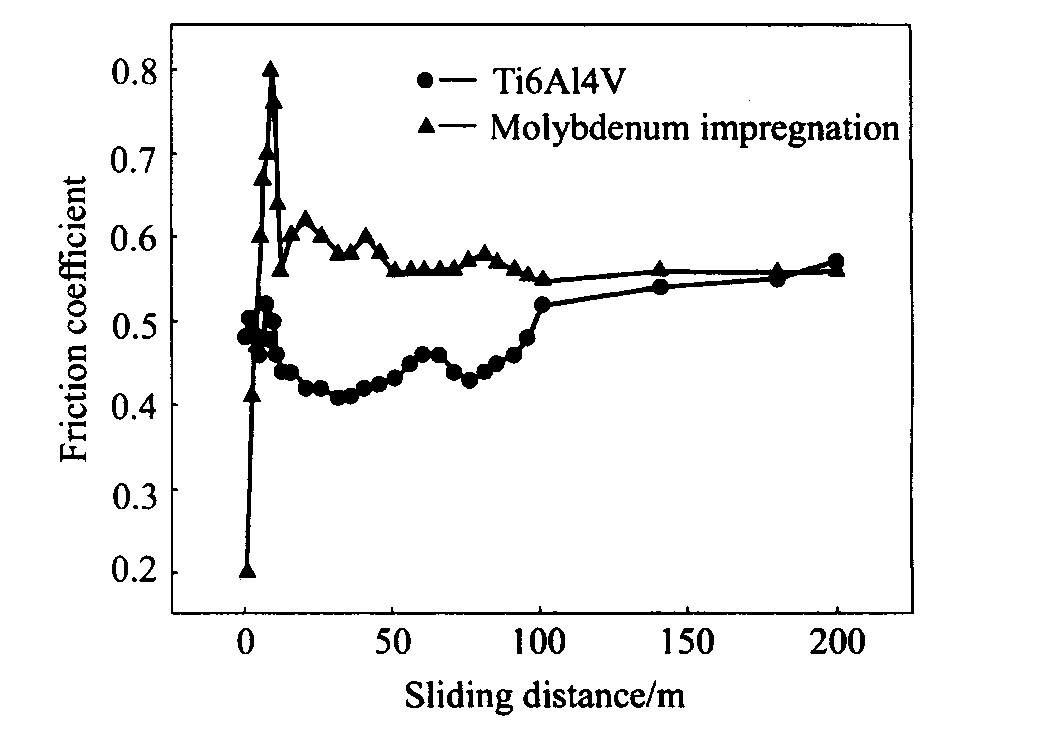
图3表示Ti6Al4V合金及渗Mo处理后摩擦因数与滑动距离的关系。 在初始跑合阶段, 摩擦因数随滑动距离的增加而急剧上升, 达到最高点后迅速下降, 出现一个尖峰, 随后经过不稳定态后摩擦因数趋于稳定, 进入稳定磨损阶段。 Ti6Al4V合金的摩擦因数为0.55左右。 经过双辉离子渗金属处理后, 试样的摩擦因数有所增大, 与处理时Ar+ 离子对表面的刻蚀有关。
图2 试样处理后表面形貌(a)及渗层截面金相(b)
Fig.2 Surface image (a) and section microstructure (b) after treatment
图3 摩擦因数与滑动距离关系曲线
Fig.3 Curves of relation between friction coefficient and sliding distance
表2所示为渗Mo试样及Ti6Al4V试样经200 m跑合距离后的比磨损率相对值。 可以看到, 渗Mo处理试样比磨损率下降2个数量级。 由此可见, 虽然经双层辉光离子渗Mo等工艺处理后的Ti6Al4V试样摩擦因数有所升高, 但其比磨损率却下降2个数量级, 表现出很优异的抗磨特性, 从而明显提高了Ti6Al4V合金的耐磨性。 由图4可看出Ti6Al4V试样100 m行程的磨痕宽度远大于渗Mo试样100 m行程的磨痕。
表2 200 m跑合渗Mo合金层与Ti6Al4V的比磨损率相对值
Table 2 Relative wear rates of Mo-Ti film andTi6Al4V alloy after 200m sliding
Sample
Wear rate compared with Mo-Ti film
Mo-Ti film
1
Ti6Al4V
104.2
Ti6Al4V的主要磨损机理是氧化磨损
[8 ,9 ,10 ]
。 Ti6Al4V表面的Ti容易形成TiO2 氧化薄膜, 而TiO2 薄膜脆性较大, 在接触应力的作用下易脱落, 裸露的表面又继续生成新的氧化薄膜而产生氧化磨损
[11 ]
。 另外, 剥落的TiO2 磨屑不能及时排出还会导致磨粒磨损。 Ti6Al4V表面形成渗Mo合金层硬度较高, 渗层致密, 可屏蔽氧的渗入, 从而抑制并消除严重氧化磨损。 在跑合阶段, 摩擦副相互接触, 由于试样表面存在许多微突体, 实际接触面积只占整个宏观接触面积的几千分之一, 使实际接触应力远大于名义接触应力, 接触点处的金属发生塑
图4 渗Mo合金层200 m跑合磨损表面形貌(a)及 基材Ti6Al4V合金100 m跑合磨损表面形貌(b)
Fig.4 Morphologies of worn surface of Mo-Ti film after 200 m sliding (a) and Ti6Al4V alloy after 100 m sliding (b)
性变形
[11 ]
, 致使整体接触的宏观应力场变为分散的微观应力场
[12 ]
。 在这种微观应力作用下, 摩擦表面上的微凸体发生形变, 摩擦阻力增大。 在这一阶段, 摩擦表面有较大的磨损并发热, 摩擦因数大且不稳定。 随着接触面积逐渐加大, 摩擦因数变小, 并趋于稳定。
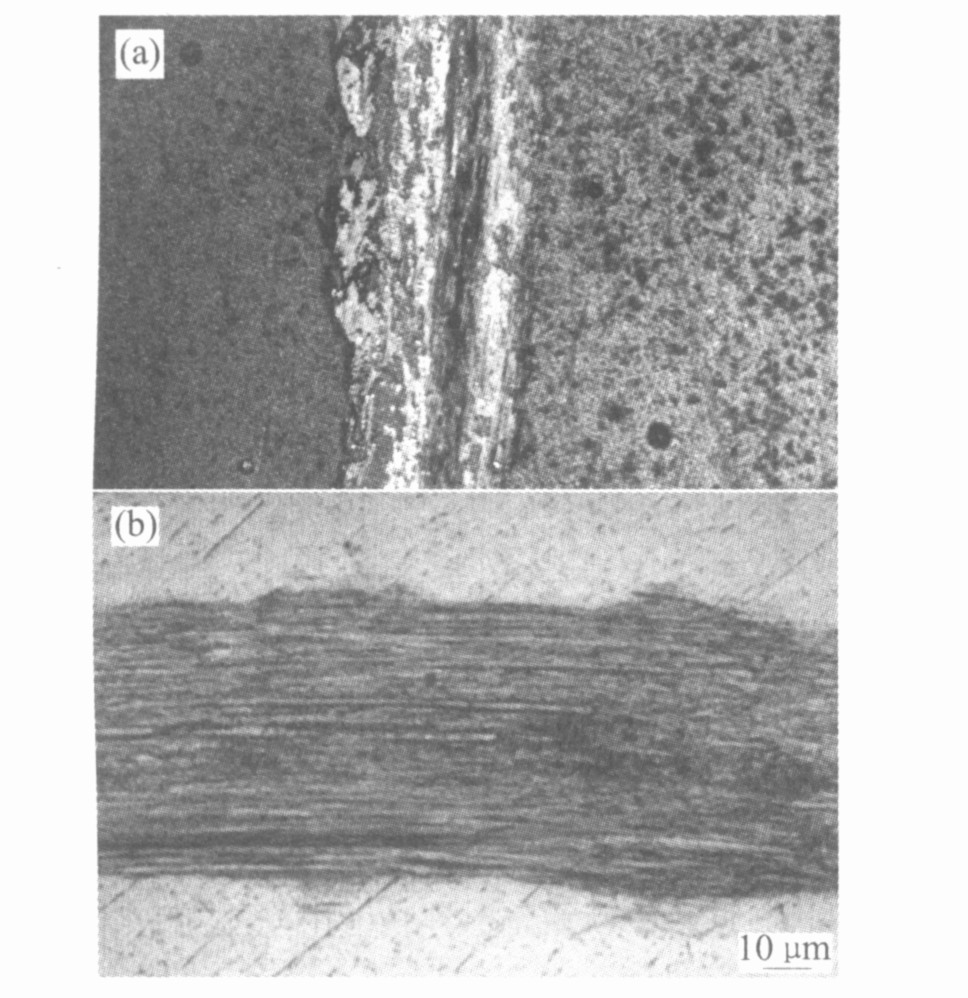
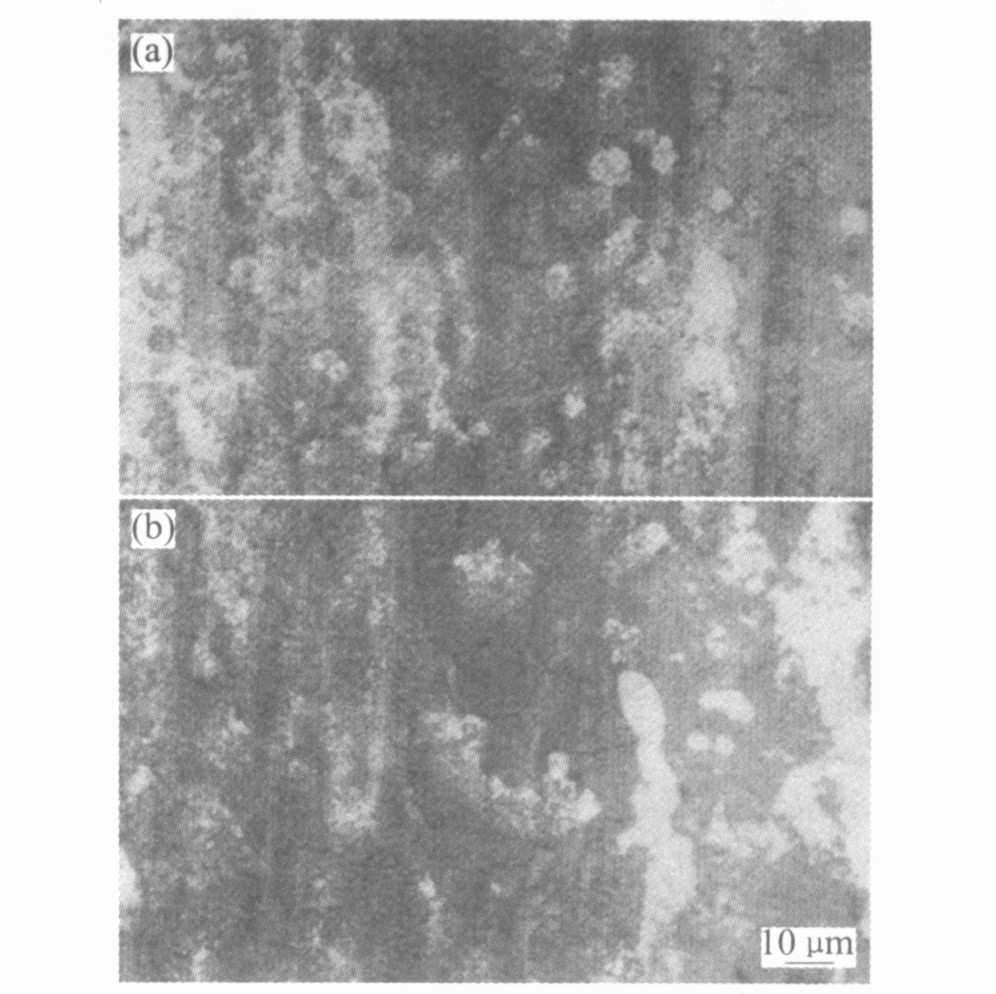
图5所示为渗Mo试样在跑合200 m后的磨痕, 垂直于摩擦方向有很整齐均匀的“皱纹”, 周围白亮物为摩擦副GCr15的转移物, 部分磨痕区域出现裂纹, 如图5(b)所示, 这可能是在接触应力重复作用下表层产生裂纹并长大所引起的。 可以看出, 表面合金层磨损机制主要表现为粘着及少量微切削, 而Ti6Al4V基体主要为氧化颗粒的微切削。
3 结论
1) Ti6Al4V合金表面经双层辉光离子渗钼处理后形成的钛钼合金渗层表现出较好的耐磨性能, 其耐磨性能提高100倍。
2) 钛钼合金渗层可有效保护Ti6Al4V基体, 其在干摩擦中的磨损机制主要是粘着及少量微切削, 而Ti6Al4V未处理的表面主要是氧化磨损。
图5 渗Mo合金层200 m跑合后的磨损形貌
Fig.5 Morphologies of worn surface of Mo-Ti film after 200 m sliding
参考文献
[1] 彭艳萍,曾凡昌,王俊杰,等.国外航空钛合金的发展应用及其特点分析[J].材料工程,1997(10):36.PENGYan ping,ZENGFan chang,WANGJun jie,etal.Development,applicationandfeatureoftitaniumalloysinforeignaviationindustry[J].JournalofMaterialsEngineer ing,1997(10):36.
[2] 徐秀茹,吴建社.钛合金在能源工业中应用的最新发展[J].钛工业进展,1998(6):3336.XUXiu ru,WUJian she.Newdevelopmentoftitaniumal loysinenergyindustry[J].TitaniumIndustryProgress,1998(6):3336.
[3] 王国宏.钛合金在航天火箭中的应用[J].钛工业进展,1999(5):2627.WANGGuo hong.Applicationoftitaniumalloysinaviationindustry[J].TitaniumIndustryProgress,1999(5):2627.
[4] 徐 重,王振民,古凤英,等.双层辉光离子渗金属技术[J].金属热处理学报,1982(1):7183.XUZhong,WANGZhen min,GUFeng ying,etal.Doubleglowplasmaalloyingtechnology[J].TransactionsofMetalHeatTreatment,1982(1):7183.
[5] XUZhong.US 4520268.1985;US 4731539,1988.
[6] 徐 重.等离子表面冶金技术的现状和发展[J].中国工程科学,2002,4(2):3641.XUZhong.Developmentofplasmasurfacemetallurgytech nology[J].EngineeringScience,2002,4(2):3641.
[7] BroszeitE ,MoatthesB ,HerrW ,etal.Tribologicalproper tiesofr.f.sputteredTiB Ccoatingsundervarlouspin on discwearrestconditions[J].SurfCoatTechnol,1993,58.
[8] ClarkIC ,MckellopHA .HandbookofBiomaterialsEvalua tion[M].NewYork:MacMillian,1986.320.
[9] ThompsonNG ,BuchananRA .InvitrocorrosionofTi6Al4Vandtype316Lstainlesssteelwhengalvanicallycoupledwithcarbon[J].JBiomaterRes,1979(13):3544.
[10] KhanMA ,WilliamsRL ,WilliamsDF .TitaniumAlloysCorrosionandWearStudiesin votro[A].Abstract480,Transactionsof5 thWorldBiomaterialsCongress[C].Toron to,1996.
[11] ZwaagSVD ,FieldJE .TheeffectofthinhardcoatingsontheHertzianstressfield[J].PhilosophicalMagazine,1982,A 46:.
[12] HogmarkS ,HedengvictP .Tribologicalcharacterizationofthinhardcoatings[J].Wear,1994:179.