
Effect of Sr on forming properties of Al-Mg-Si based alloy sheets
LU Guang-xi(卢广玺), CHEN Hai-jun(陈海军), GUAN Shao-kang(关绍康)
School of Materials Science and Engineering, Zhengzhou University, Zhengzhou 450002, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The effects of Sr element on the forming properties of the Al-Mg-Si based alloy sheets were studied by tensile test, metallograph, DSC, XRD, SEM and TEM. The results show that the tensile strength of aluminum alloy sheet added 0.033%(mass fraction)Sr increases comparing with that of free Sr. Simultaneously, the forming properties of sheets evidently increase, the elongation hardenability (n) and plastic strain ratio (r) and Erichsen number increase 27.8%, 11.1%, 10.8% and 12%, respectively, and the forming limit diagram increases evidently, too. The analysis shows that Sr is surface active element, which can refine grains of alloys, promote precipitation, reduce activation energy of β″ phase, and lead the formation of a-(Al8Fe2Si) phase instead of β-(Al5FeSi) phase. As a result, the forming properties of the alloy sheet increase.
Key words: microelement Sr; Al-Mg-Si based alloy sheets; forming properties
1 Introduction
Aluminum alloys have more applications in the automotive industry, particularly in view of the need to lower the mass of vehicles. The 6000 series alloys are heat treatable aluminum alloys and have been widely used in applications, where medium to high strength and excellent formability are required[1-3]. In North America, where the outer skin gauge is about 1 mm or less, the alloy AA6111 is generally preferred. In Europe, the skin panel gauges are generally thicker and the lower strength alloy, AA6016 used[4]. As automotive sheets, the formability of Al alloys is more important than strength. But, the formability of 6000 series alloys sheets is not as good as steel sheet. There are many reports about how to increase properties of Al-Mg-Si alloy in recent years[5-8]. Microelement Sr was widely used in Al-Si alloys as refiner and made a good progress[9]. However, Sr used as a refiner in Al-Mg-Si alloys was seldom reported. In this paper, the effect of Sr on the forming properties of Al-Mg-Si based alloy sheets was studied by addition Sr in Al alloy.
2 Experimental
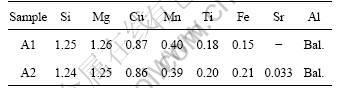
The raw materials of alloys were 99.9% high pure aluminum, commercial magnesium and Al-20%Si, Al-50%Cu, Al-10%Mn, Al-3%Ti and Al-10%Sr intermediate compounds. The raw materials were put into a crucible in order to melt in resistance furnace. The sediments in the alloy melts were purified (KNO3+graphite power). The compositions of the as-cast Al-Mg-Si alloys are listed in Table 1.
Table 1 Chemical composition of Al alloy sheets (mass fraction, %)
The homogenizing treatment of the ingots was carried out at 540℃ for 12 h. After homogenizing treatment, the alloys were then hot rolled with a start temperature of 540 ℃ and the end temperature of 290 ℃. The thickness reduction in each rolling cycle was controlled about 40%. The end thickness was about 3.6 mm. The final thickness was 1.0 mm after cold rolling. The width of tensile test specimen was 12.5 mm, and the length was 180 mm. The axial direction of specimen was paralleled the rolling direction of the sheet. The treatment of the sheets was carried out by the following process: 540 ℃, 30 min→quenching into water→ 150 ℃, 5 min. Tensile tests were carried out using INSTRON 5585 instrument. DSC analyses were carried out in a purified argon atmosphere using DSC6200 instrument with the scanning rate of 10 K/min. XRD analyses was carried out using PHILIPS PW-1700 instrument. SEM analyses were performed with a HITACHI S-3000N. TEM analyses were performed with a JEM-2000FX at 180 kV.
3 Results and discussion
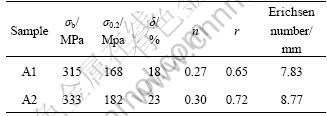
The contents of Si, Mg, Cu, Mn, Ti and Fe of alloy A2 are identical with that of A1 alloy except adding 0.033% Sr. Table 2 shows the mechanical properties of alloys under T4 condition. When Sr is added into the alloy, the ultimate strength of the alloy increases 5.7%, from 315 MPa to 333 MPa. Automotive body sheets should possess not only good mechanical properties, but also good forming properties. The forming property is the adaptability in form process and can be described with different parameters, which correlates with strength properties (elastic modulus, yield strength, ultimate strength and yield ratio), deforming properties (elongation and contraction of cross sectional area), crystal granularity, hardenability (n), plastic strain ratio (r) and so on. The forming properties are described with elongation, hardenability (n), plastic strain ratio (r), Erichsen number and forming limit diagram (FLD) in this study. The elongation is homogeneous deforming capability in plastic form process. The hardenability (n) is bulging capability of sheet. Erichsen number is also bulging capability of sheet. Plastic strain ratio (r) is drawability of sheet. The elongation of the sheet (shown in Table 2) increases 27.8%, from 18% to 23%, when Sr is added into alloy. The n value increases 11.1%, from 0.27 to 0.30. The r value increases 10.8%, from 0.65 to 0.72. The Erichsen number increases 12%, from 7.83 mm to 8.77 mm. Forming limit diagram characterizes maximum deforming degree before destabilization. Fig.1 shows FLD comparison between alloys A1 and A2. It is clear that FLD increases obviously when Sr is added.
Table 2 Mechanical properties of aluminum alloy sheets
Al-Mg-Si based alloys are heat-treatable alloys. The alloy elements will dissolve into α-Al when the solution treated will precipitate in subsequential ageing
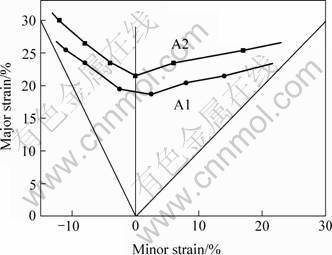
Fig.1 Forming limit diagram of alloys
process. Fig.2 shows the XRD pattern of sample A2. The phases constitution of the alloy are α-Al, Mg2Si, Al5Mn12Si7, Q(Al1.9CuMg4.1Si3.3) and Si. Mg and Si are more important elements in 6000 series aluminum alloys. Fig.3 shows TEM image of alloy A2. Fine needle-like Mg2Si precipitates with length about 100 nm can be found dispersedly distributing in the matrix, which are supposed to effectively increase the mechanical properties of the alloys sheet. The Si concentration is a little more than that of Mg element. It was reported that the strength could enhance by 10-15MPa for each 0.1% excess Si, and for a given strength level, the highest elongations were achieved in excess Si compositions[10]. Adding Cu into the alloy can enhance the strength and promote the formation of Q (Al1.9CuMg4.1Si3.3) phase [11]. Fig.4 shows the typical image of the regular spherical Q phase, which has a diameter of about 5 μm. Adding Mn can neutralize deleterious of iron and form spherical or short-stick shaped Al5Mn12Si7, which is important second strengthening phase with hundreds of nanometer in diameter.
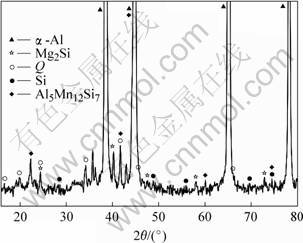
Fig.2 XRD pattern of alloy A2
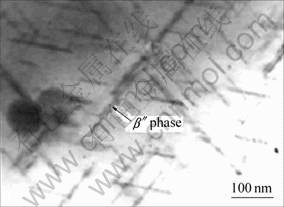
Fig.3 TEM image of alloy A2
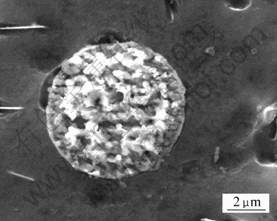
Fig.4 SEM image of Q phase in alloy A2
More and more cast factories adopt Sr to refine. It is known that Sr is important to close eutectic Al-Si alloy, which can obviously increase the numbers of dendritic crystal and reduce the distance of primary and second dendritic crystals[9]. WANG et al[12] reported that the dendritic crystals Si changed from coarse plate-shaped to needle-shaped or pink-like crystals, and the grains were obviously refined when Sr was added. The addition of Sr made Al easy to nucleate and dendritic crystals refined. From macrographs of A1 and A2 alloys after rolling shown in Fig.5, the grains of Al-Mg-Si alloy sheet can be found refined obviously after adding Sr.
MULAZIMOGLU et al[13] reported that two types of intermetallics, β-AlFeSi and α-AlFeSi in 6000 series aluminum alloy would not dissolve in aluminum with homogeneous process. Adding Sr could change from β-(Al5FeSi) phase to α-(Al8Fe2Si) phase. β-AlFeSi was monoclinic form, brittle, coarse needle-shaped or plate-shaped, which was easy to create cracks in extrusion process, reduce strength and ductility and affect the roughness of the sheet surface. α-AlFeSi has a body-centered cubic structure and Chinese-word-shaped, which exhibits little brittleness and improves plasticity. The interface between Al and β particle is very obvious. There is stress field around particle. In other words, there is big diffusing interface between Al and α-AlFeSi and no stress field around particle, where stress concentration is smaller than β particle [14]. The XRD patterns of alloys are shown in Fig.6. From Fig.6, it is clear that there is more β-AlFeSi in alloy A1 without Sr and more α-AlFeSi in alloy A2 with Sr. Because the interface junction between α-AlFeSi and Al is strong, the strength can be increased obviously by adding Sr into alloy.
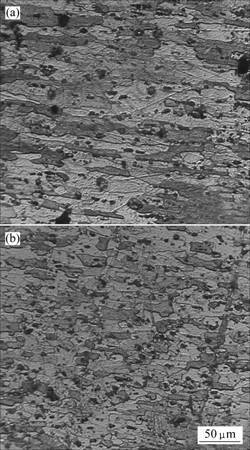
Fig.5 Microstructures of alloys A1(a) and A2(b)
6000 series Al-Mg-Si based alloy is classical precipitation strengthening type alloy. Precipitation phases can be formed in aging process. They are metastable and lead to aging strengthening of alloy. Activation energy of forming transition phase is lower than that of equilibrium phase, and free energy of alloy reduces faster. DSC patterns of A1 and A2 alloys are shown in Fig.7. Two curves are similar and β″ peaks are between 170-260 ℃. The activation energies of A1 and A2 alloys are 65 and 58 kJ/mol, respectively, which are calculated by J-M-A formula [15]. When Sr is added into alloy, activation energy of aging phase is reduced and β″ phase is easy to precipitated. Hence, the strengthening effect is better and the mechanical properties and forming properties of sheet increase.

Fig.6 XRD patterns of alloys Al(a) and A2(b)
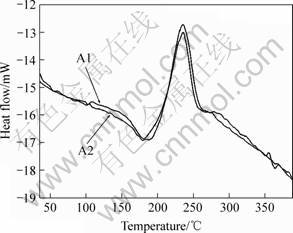
Fig.7 DSC curves of samples
4 Conclusions
1) Comparing sheet added 0.033%(mass fraction) Sr to sheet without Sr, the forming properties of Al-Mg-Si based alloy sheets increase obviously. Elongation increases from 18% to 23%, n value increases from 0.27 to 0.30, r value increases from 0.65 to 0.72, Erichsen number increases from 7.83 mm to 8.77 mm and forming limit diagram increases obviously.
2) Sr as refiner adding into Al-Mg-Si based alloy can refine grains, change β-(Al5FeSi) phase into α-(Al8Fe2Si) phase, reduce activation energy of β″ phase, promote precipitation and increase the forming properties of alloys.
References
[1] GUAN Shao-kang, YAO Bo, WANG Ying-xin. The progress and prospect of research on aluminum alloys for auto body sheets. [J]. Materials For Mechanical Engineering, 2001, 25(5): 12-14.
[2] HIRSCH J. The application of aluminum alloy in automotive [J]. Materials Science Forum, 1997, 242(10): 33-50.
[3] LU Guang-xi, GUAN Shao-kang, CHEN Hai-jun, LIN Dun-wen. Effect of Cu and Sr on the microstructures and mechanics properties of Al-Mg-Si based alloy sheets [J]. Materials for Mechanical Engineering, 2006, 30(4): 56-59.
[4] HIRTH S M, MARSHALL G J, COURT S A, LLOYD D J. Effects of Si on the ageing behaviour and formability of aluminum alloys based on AA6016 [J]. Mater Sci Eng A, 2001, 319/321: 452-456.
[5] ESMAEILI S, LLOYD D J, POOLE W J. Modeling of precipitation Harding for the naturally aged Al-MG-Si-Cu alloy AA6111 [J]. Acta Materialia, 2003, 51: 3467-3481.
[6] MOORE M, BATE P. Microstructural inhomogeneity and biaxial stretching limits in aluminum alloy AA6016 [J]. Journal of Materials Processing technology, 2002, 125/126: 258-266.
[7] PEROVIC A, PEROVIC D D, WEATHERLY G C, LLOYD D J. Precipitation in aluminum alloys AA6111 and AA6016 [J]. Scripta Materialia, 1999, 41(7): 703-708.
[8] MOONS T, RATCHEV P, DE SMET P, VERLINDEN B, VAN HOUTTE P. A comparative study of two Al-Mg-Si alloys for automotive applications [J]. Scripta Materialia. 1996, 35(8): 939-945.
[9] YAO Shu-fang, MAO Wei-min, ZHAO Ai-min, ZHONG Xue-you. The development of refining and modification of cast Al-Si alloy [J]. Foundry, 2000, 49(9): 512-515.
[10] DORWARD R C, BOUVIER C. A rationalization of factors affecting strength, ductility and toughness of AA6061-type Al-Mg-Si-(Cu) alloys[J]. Mater Sci and Eng A. 1998, 254: 33-44.
[11] CHAKRABARTI D J, LAUGHLIN D E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions [J]. Progress in Materials Science, 2004, 49: 389-410.
[12] WANG Pei-yu, XU Shu-qing, ZHANG Xin-ying. The modification effect of strontium-containing composite modifier on Al-Si-Cu alloy [J]. Special Casting And Nonferrous Alloys, 1995, 2: 6-8.
[13] MULAZIMOGLU M H, ZALUSKA A, PARAY F, GRUZLESKI J E. The effect of strontium on the Mg2Si precipitation process in 6201 aluminum alloy [J]. Physical Metallurgy and Materials Science, 1997, 28 (6): 1289-1295.
[14] PARAY F, GRUZLESKI J E, KULUNK B, et al. Metallurgical effects of strontium on wrought 6061 alloys [A]. Proceedings of Sessions, TMS Annual Meeting[C]. Warrendale, Pennsylvania: TMS, 1996: 707-711.
[15] DOAN L C, OHMORI Y, NAKAI K. Precipitation and dissolution reactions in a 6011 aluminum alloys [J]. Materials Transaction JIM, 2000, 41(2): 300-305.
(Edited by LI Yan-hong)
Foundation item: Project (0321001100) supported by the Henan Province Elitist Innovation Foundation, China
Corresponding author: GUAN Shao-kang; Tel: +86-371-63887508; E-mail: skguan@zzu.edu.cn

