
Hot deformation behavior of KFC copper alloy during
compression at elevated temperatures
ZHANG Hui(张 辉)1, 2, ZHANG Hong-gang(张红钢)3, PENG Da-shu(彭大暑)2
1. College of Materials Science and Engineering, Hunan University, Changsha 410082, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
3. School of Materials Science and Engineering, University of Science and Technology Beijing,
Beijing 100083, China
Received 27 April 2005; accepted 31 March 2006
Abstract: The hot deformation behavior of a KFC copper alloy was studied by compression deformation tests on Gleeble 1500 machine at strain rates ranging between 0.01-10 s-1 and deformation temperature of 650-850 ℃, and associated structural changes were studied by observations of metallography and TEM. The results show that the true stress–true strain curves for a KFC copper alloy are characterized by multiple peaks or a single peak flow, and tend to a steady state at high strains. The peak stress can be represented by a Zener-Hollomon parameter in the hyperbolic-sine-type equation with the hot deformation activation energy Q of 289 kJ/mol. The dynamic recrystallization(DRX) occurs by bulging out of part serrated grain-boundary, and the dynamic recrystallization grain size is dependent sensitively on deformation temperature T and strain rate  , also a function of Z. The dynamic spherical Fe-rich precipitates and successive dynamic particles coarsening has been assumed to be responsible for flow softening at high strains, and this is more effective when samples deformed at low temperatures and higher strain rates.
, also a function of Z. The dynamic spherical Fe-rich precipitates and successive dynamic particles coarsening has been assumed to be responsible for flow softening at high strains, and this is more effective when samples deformed at low temperatures and higher strain rates.
Key words: KFC copper alloy; hot compression deformation; flow softening; dynamic recrystallization; dynamic precipitation
1 Introduction
Along with the recent development in the semiconductor industries, precipitation-hardenable alloy copper strips with high electrical conductivity and strength, as well as excellent heat resistance, were commonly used as a leadframe material. There are two processing routes for manufacturing of precipitation- hardenable alloy copper strips. One is a conventional process including hot rolling, cold rolling and subsequent solution heat treatment and aging. Norityuki et al[1] have proposed a new process for manufacturing Cu-Fe alloy C194-ESH with high electrical conductivity and excellent heat resistance, including solution treatment at temperatures higher than 900 ℃ using new continuous annealing furnace. Another is an advanced process combination of hot rolling and solution heat treatment by controlled cooling in-line equipped with water treatment system. Systematic physical simulation of thermo- mechanical processing routes has been applied on a Gleeble 1500 simulator to four copper alloys (mass fraction, %), Cu-0.57Co-0.32Si, Cu-0.55Cr-0.065P, Cu-0.22Zr-0.035Si and Cu-1.01Ni-0.43Si, aiming at clarifying the influences of processing conditions on their final properties, strength and electrical conductivity [2].
The most important mechanisms for microstructural control to provide suitable properties during hot deformation require knowledge of how they respond to each dynamic control parameters, including deformation temperature, strain and strain rate. Recent observations have suggested that dynamic recrystallization may operate during high temperature deformation of pure copper and alloys[3-8], and dynamic precipitate and intensive coarsening of precipitates occur within shear bands due to strain localization during hot deformation of precipitation-hardenable alloy coppers[9-14]. Alloying and impurity atoms greatly influence the flow stress behaviors and dynamic recrystallization of polycrystalline copper with different purities[3], and copper alloy with the addition of alloying elements[6, 9]. The dynamic particles coarsening within shear bands was observed and assumed to affect further strain softening during hot deformation of a supersaturated Cu-3.45% Ti alloy[12,13]. The strain-induced localized Ni2Si- precipitate and intensive coarsening of precipitates began at grain boundaries during hot deformation of Cu-Ni-Si-Cr-Mg alloy and Cu-Ni alloys[10, 11].
In the present study, the hot deformation behavior, including flow stress and associated structural changes of a KFC copper alloy is studied by a series of hot compression tests preformed on Gleeble 1500 machine at strain rates ranging between 0.01-10 s-1 and deformation temperature of 650-850 ℃. This can give indispensable information for optimizing the hot rolling processing parameters in the production of leadframe copper alloy strips with superior and homogeneous comprehensive properties.
2 Experimental
The experiments were carried out on a KFC copper alloy with chemical compositions of 0.13%Fe, 0.025%P (mass fraction). The cylindrical samples with 8 mm in diameter and 12 mm in height were machined from commercially hot-rolled sheets with 14 mm in thickness and subsequently homogenized at 750 ℃ for 1 h. The convex depressions 0.2 mm deep were machined on both ends of the sample in order to maintain the lubricant of graphite mixed with machine oil during compression tests. The compression tests were carried out on a computer servo-controlled Gleeble 1500 machine at a strain rate of 0.01-10 s-1 and deformation temperature of 650-850 ℃. The sample was resistance heated to deformation temperature at a heating rate of 10 ℃/s and held at that temperature for 3 min by thermocoupled- feedback-controlled AC current before compression, after that the sample was water quenched immediately. The deformed samples were sectioned parallel to the compression axis and prepared by the conventional methods for the microstructural observations on POLYVER METⅡ metallographic microscope(OM) and H-800 transmission electron microscope(TEM).
3 Results and discussion
3.1 Stress—strain curves of KFC alloy
A series of typical true stress–true strain curves obtained during hot compression of KFC alloy at a strain rate of 0.01-10 s-1 and deformation temperature 650-850℃ are shown in Fig.1. The true stress–true strain curves show stress oscillation at early stages of compression at high temperatures and/or low strain rates. The strain corresponding to the first peak stress increases from 0.068 to 0.549, followed by a steady state flow at high strains, and the multiple peak deformation behavior changes to a single peak flow followed by strain softening with decreasing deformation temperature and/or increasing strain rate.
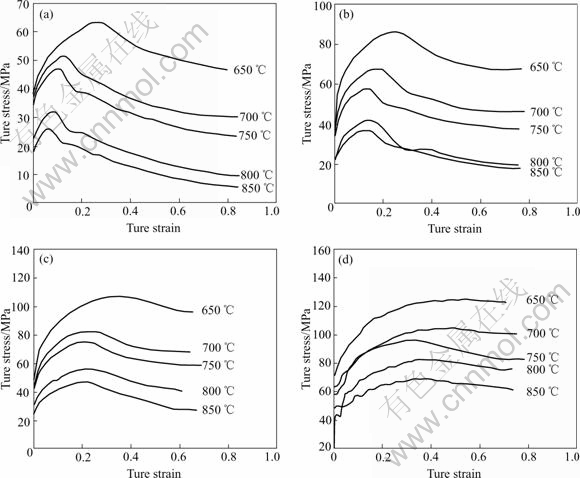
Fig.1 True stress–true strain curves for KFC alloy: (a)=0.01 s-1; (b)=0.1 s-1; (c)=1 s-1; (d)=10 s-1
The hot deformation conditions are usually expressed in terms of temperature compensated strain rate(Z), the Zener-Hollomon parameter:
 (1)
(1)
The experimental data over the hot deformation at a strain rate of 0.01-10 s-1 and deformation temperature of 650-850 ℃ can be approximated by a group of parallel and straight lines in the hot deformation conditions, demonstrating that the maximum stress for KFC alloy can be represented by a Zener-Hollomon parameter in the hyperbolic-sine-type equation.
 (2)
(2)
Fig.2(a) shows good linearity and parallel of the variation of the maximum flow stress with strain rate plotted in logarithmic. The apparent activation energy for deformation is obtained by Eqn.(2) from Arrhenius plots of versus 1/T shown in Fig.2(b). The hot deformation activation energy derived from the experimental data is 289 kJ/mol for KFC alloy, which is higher than that of 4NCu[3], but lower than that of Cu-3.45%Ti alloy[12]. The higher Q of the alloy may be associated with the addition of Fe atoms, which can play a role as extra obstacles for moving dislocation during the hot deformation of a KFC alloy.
3.2 Microstructural evolution
3.2.1 Dynamic recrystallization
Fig.3 shows the optical deformed microstructures of a KFC alloy, indicating that the dynamic recrystallization (DRX) occurs in evidence during hot compression deformation of KFC copper alloy and the DRX grain size is dependent sensitively on the deformation temperature and/or strain rate, also is Zener-Hollomon parameter Z.
As the misorientation angle (grain-boundary energy) increases, the dynamic recrystallization takes place easier at grain boundary. This grain-boundary dependent characteristic of dynamic recrystallization is closely attributed to the difference in the occurrence of grain-boundary sliding, grain-boundary serration and piling up of dislocations to grain boundary followed by the development of inhomogeneous dislocation substructure near by grain boundary. Accompanying these results, a new model of dynamic recrystallization, in which dynamic nuclei can be formed by bulging out of part serrated grain-boundary, was proposed by Miura et al[7, 8].

Fig.2 Variations of maximum flow stress with strain rate(a) and deformation temperature(b)
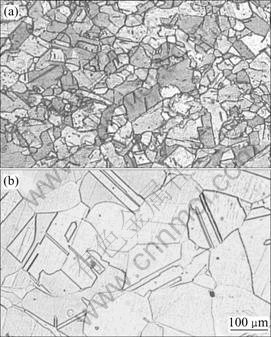
Fig.3 Optical microstructures of KFC alloy deformed at deformation temperature of 650 ℃ and strain rate of 1 s-1(a) and deformation temperature of 800 ℃ and strain rate of 10 s-1(b)
Fig.4 shows the formation of dynamic recrystal- lization during hot compression deformation of a KFC alloy. The DRX nucleates by bulging out of part serrated grain-boundary and the formation of twin will be in relation with grain-boundary sliding, grain-boundary migration and misorientation angle.
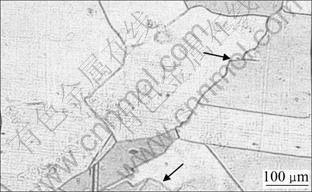
Fig.4 Formation of dynamic recrystallization
3.2.2 Dynamic precipitation
The transmission electron microscopy reveals that a number of fine precipitates (size about 80 nm) are observed in the grain interior or twin grain interior (Figs.5(a) and (b)) and coarse spherical precipitates (size about 0.5 μm) within high-energy zone, such as location shear bands (zone A), high-density dislocation zone (zone B) or grain boundaries (Fig.5(c)) deformed at temperature of 650℃ and strain rate 1 s-1. The shear banding and localized flow in the vicinity of grain boundaries is found to be a dominating feature of inhomogeneous deformation at lower deformation temperature, the phenomenon was also observed for hot deformed Cu-Ni-Cr-Si-Mg alloy[10,11] and Cu-3.45%Ti alloy[12, 13]. The dynamic coarsening of Fe-rich particles within shear bands is the most efficient structural processes giving rise to the pronounced flow softening at temperature of 650 ℃. In contrast, preci- pitates apparently dissolve in the Cu matrix (Fig.5(d)) during deformation at 850 ℃ and strain rate of 1 s-1. Based on early studies, the precipitates in the aged Cu-Fe alloy C194-ESH and Cu-1%Fe alloy with a small amount of phosphorous are considered to be spherical α-Fe particles[1, 15].
The structural observations lead to the conclusion that an interaction of localized flow and discontinuous precipitation within shear bands is responsible for effective flow stress decrease at larger strains. At high deformation temperature, the flow softening results from dynamic recrystallization, and at low deformation temperature, the flow softening is associated with the combined effect of dynamic recrystallization and discontinuous precipitation within flow localization sheared area, especially at high strain rates, the shear banding is found to proceed the precipitation and the initial flow softening results from shear bands development rather than discontinuous precipitation.
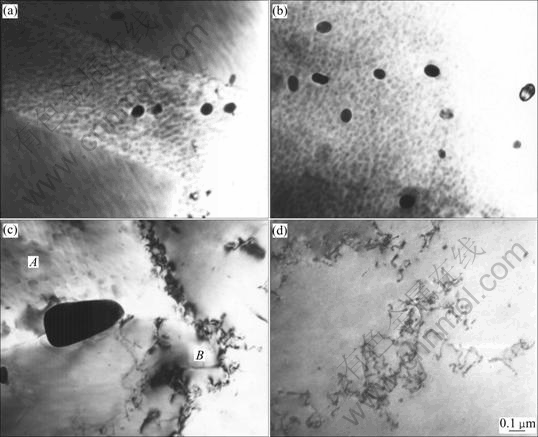
Fig.5 TEM microstructures deformed at deformation temperature of 650 ℃ and strain rate of 1 s-1((a)-(c)) and deformation temperature of 850 ℃ and strain rate of 1 s-1(d)
4 Conclusions
1) The true stress–true strain curves for a KFC copper alloy are characterized by multiple peaks or a single peak flow, and tend to a steady state at high strains. The peak stress can be represented by a Zener-Hollomon parameter in the hyperbolic-sine-type equation with the hot deformation activation energy Q of 289 kJ/mol.
2) The dynamic recrystallization(DRX) occurs by bulging out of part serrated grain-boundary, and the dynamic recrystallization grain size is dependent sensitively on deformation temperature and strain rate, or also is a function of Z.
3) The dynamic spherical Fe-rich precipitates and successive dynamic particles coarsening is assumed to be responsible for flow softening at high strains, and this is more effective when the samples are deformed at low tempera- tures and higher strain rates.
References
[1] NORITYUKI N, TONG C P, AKOTO O, KATSUHIRO Y. A process for manufacturing Cu-Fe alloy C194-ESH with high electrical conductivity and excellent heat-resistance [J]. Hitachi Cable Review, 1999, 18: 61-66.
[2] SOMANI M C, KARJALAINEN L P. Improving the mechanical properties of copper alloys by thermo-mechanical processing [J]. Acta Metallurgica Sinica (English Letters), 2004, 17(2): 111-117.
[3] GAO W, BELYAKOV A. Dynamic recrystallization of copper polycrystals with different purities [J]. Materials Science and Engineering, 1999, A265: 233-239.
[4] BLAZ L, SAKAI T. Effect of initial grain size on dynamic recrystrallization of copper [J]. Metal Science, 1983, 17(12): 609-616.
[5] WUSATOWSKA-AARNEK A M, MIURA H, SAKAI T. Nucleation and microtexture development under dynamic recrystallization of copper [J]. Materials Science and Engineering, 2002,323: 177-186.
[6] SAKAI T, MIURA H, MURAMATSU N. Effect of small amount addition of Co on dynamic recrystallization of Cu-Be alloys [J]. Materials Transactions JIM, 1995, 36: 1023-1030.
[7] MIURA H, SAKAI T, MOGAWA R, GOTTSTEN G. Nucleation of dynamic recrystallization at grain boundaries in copper bicrystals [J]. Scripta Materialia, 2004, 51: 671-675.
[8] MIURA H, HAMAJI H, SAKAI T. Twin nucleation at triple junction during hot deformation of copper polycrystal[J]. Materials Science Forum, 2002, 408-412: 755-760.
[9] ABDELLATIEF A Y, KRATOCHVIL P. Dynamic softening of spinodal alloy during hot deformation [J]. Materials Science and Engineering, 2002, A137: 185-188.
[10] BLAZ L, EVANGELISTA E, NIEWCZAS M. Precipitation effects during hot deformation of a copper alloy [J]. Metallurgical and Materials Transactions A, 1994, 25A: 257-266.
[11] NIEWCZAS M, EVANGELISTA E, BLAZ L. Strain localization during a hot compression test of Cu-Ni-Cr-Si-Mg alloy [J]. Scripta Metallurgical et Materialia, 1992, 27: 1735-1740.
[12] HAMEDA A A, BLAZ L. Microstructure of hot-deformed Cu-3.45wt%Ti alloy [J]. Materials Science and Engineering, 1998, A254: 83-89.
[13] HAMEDA A A, BLAZ L. Flow softening during hot compression of Cu-3.45wt%Ti alloy [J]. Scripta Materialia, 1997, 37: 1987-1993.
[14] NAGARJUNA S, DUTTA A. Hot deformation behaviour of Cu-1.5Ti(wt%) alloy [J]. Materials Science and Technology, 2003, 19: 523-527.
[15] HIDEMICHI F, TATSUO S, AKIHIKO K. Effect of the additions of a small amount of phosphorous on precipitation in Cu-1%Fe alloy [J]. Nippon Kinzoku Gakkaishi, 1996, 59(5): 505-511.
Corresponding author: ZHANG Hui; Tel: +86-731-8821648; E-mail: zhanghui63hunu@163.com
(Edited by YUAN Sai-qian)

