烧结气流布料的力学原理
许斌,王介超,姜涛,常亮亮,李骞,侯通
(中南大学 资源加工与生物工程学院,湖南 长沙,410083)
摘 要:通过理论分析和气流布料实验研究气流布料改善烧结料偏析状态的力学原理。研究结果表明:气流布料能够改变具有不同物化性质的颗粒下落速度及运动轨迹,使混合料沿烧结料层达到有序堆积,进而使烧结料产生较好的粒度偏析及固体燃料偏析;在最佳喷吹角度为10?的条件下,当气流速度达到34 m/s时,物料开始发生有效偏析;当气流速度达到50 m/s时,偏析效果最优。
关键词:烧结;偏析;气流布料
中图分类号:TF046 文献标志码:A 文章编号:1672-7207(2010)03-0825-06
Dynamic theory of air-injection feeding
XU Bin, WANG Jie-chao, JIANG Tao, CHANG Liang-liang, LI Qian, HOU Tong
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The dynamic theory of the air-injection feeding was investigated by theoretical analysis and air-injection feeding test. The results show that the air-injection feeding can change the falling speed and move track of the granules with different physical and chemical characters to make the sinter mix pile up along the sintering bed orderly. In this way, the air-injection feeding has good segregation effect of the size and the solid fuel. At the best blowing angle 10?, materials begin to segregate effectively when airflow velocity is 34 m/s, and materials are segregated most effectively when the velocity is 50 m/s.
Key words: sinter; segregation; air-injection feeding
铁矿烧结是钢铁工业生产不可或缺的环节,其工艺装备和技术水平对后续工序尤其是对炼铁工序将产生重大影响。偏析布料可提高料层透气性,使固体燃料沿料层高度方向的分布更加合理,从而保证烧结过程能均匀、快速地进行,使整个烧结过程趋于稳定。它作为一种强化烧结的有利措施,对达到高产、优质和低耗的烧结效果具有重要意义。偏析布料的要求是:烧结混合料沿料层高度由上而下粒度变粗,含碳量逐渐减少[1-2]。鉴于合理偏析布料对烧结过程的重要性,国内外均非常重视对布料技术的研究[3-5]。目前,烧结混合料偏析布料方法主要有三大类[6-13]:反射板类偏析布料、磁辊偏析布料及筛子型布料。但上述布料方法均存在一定的局限性:反射板类偏析布料偏析效果较差,目前,带式、滚筒式及曲线型反射板多已不被采用;磁辊偏析布料仅适用于以磁性铁矿石为主要成分的混合料,对其他矿石的效果不明显,局限性大,曾使用的磁辊偏析布料器的磁场强度都较低,未能充分发挥磁场对混合料的磁化作用;对于筛子型布 料,要注意设备参数的选择,如果倾角等参数选择不好、物料黏性过大或混合料水分控制不合理,会将筛孔或条筛缝隙堵死。我国攀钢烧结厂采用筛子型布料,就因筛孔堵塞现象而中止使用。气流布料则具有设备结构简单、制造容易、便于安装,能在高温、多粉尘、多蒸汽的环境下工作并且不受原料条件的限制等优点。因此,针对国内各烧结厂普遍采用圆辊+反射板的布料方式的现状,气流布料技术具有较大可行性。在此,本文作者对气流布料改善烧结料偏析状态的力学原理进行研究,并通过气流布料实验进行验证。
1 气体流场中作用在固体颗粒上的力
结合烧结生产实际,混合料颗粒在气流流场中所受的力[14]如下:
气动阻力的方向与气体相对于颗粒的速度方向一致,(vg-vp)即为气体与颗粒的相对速度u。
为了研究物料在气流中的受力和运动状态,假设物料的形状为球形。根据圆球的斯托克斯阻力公式可得出圆球的阻力系数[14]。
对于烧结混合料,雷诺数Re满足1<Re<103,则CD为13Re-1/2。若颗粒是非球形的,则计算其阻力系数 的经验关系式为:
的经验关系式为:

2 球形颗粒的自由沉降
假设1个球形颗粒放在静止流体中,颗粒的初速度为0,物体的受力状态及运动过程见图1。

图1 球形颗粒自由沉降过程受力示意图
Fig.1 Force diagram of spheric particle free settling
颗粒最初只受重力( )和浮力(
)和浮力( )作用,此时重力大于浮力,颗粒作加速运动。
)作用,此时重力大于浮力,颗粒作加速运动。
当颗粒开始下降时,受到浮力即向上的阻力作用。令u为颗粒与流体的相对运动速度,则阻力为:
 (5)
(5)
式中:u为气体与颗粒相对运动速度。阻力逐渐增大,最后三力达到平衡,颗粒达到最大速度uf,此速度为沉降速度或终端速度。通过计算可以得出:

将1<Re<103时的阻力系数CD代入式(6),得:
从式(7)可以看出:颗粒的直径及密度越小,则颗粒下落速度越慢;下落速度还与气体黏度μ有关,黏度越大,下落速度越慢。此外,下落速度还与颗粒形状有关,颗粒的形状偏离球形越大,其阻力系数越大,下落速度越慢。
对于在气流流场中烧结混合料,密度较大的粗粒级物料下落速度较快,因此,首先布到料层的下部。细粒级物料特别是密度较小的焦粉等固体燃料下落速度较慢,易于铺在上部料层。另外,应用黏度较大的气体介质,有利于烧结混合料的偏析。
3 气流布料法颗粒在流体中的受力及运动状态
喷吹示意图如图2所示。研究当喷吹方向与水平方向夹角为0?时,流体中颗粒在竖直方向及水平方向上的受力及运动状态。
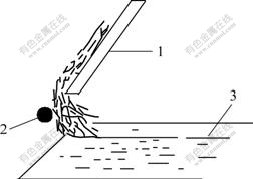
1―反射板;2―气流装置;3―台车
图2 气流布料示意图
Fig.2 Schematic plan of air-injection feeding
3.1 颗粒在竖直方向的受力与运动状态
流体中颗粒的受力状态与颗粒的自由沉降过程中的受力状态相似,不同的是,颗粒在进入气体流场时有1个初始速度v。小球在刚进入气流中就受到气流对其的阻力。由于喷吹时气流的竖直速度远小于水平速度,且喷嘴与物料的间距较小,因此,水平速度在研究的距离之内保持不变,可以认为喷吹气流在竖直方向上没有分速度,颗粒在进入气流流场时其速度在竖直方向上的分量v1即为此方向上气流与颗粒的相对速度,则阻力为:

将 代入式(8),则:
代入式(8),则:

阻力加速度(竖直向上为正方向)为:
由于从圆辊到气流流场的距离是一定的,时间也是定值,根据平均速度公式,可得到同时到达气流流场的颗粒的平均速度相同,并且进入气流流场之 前,颗粒在反射板上的运动可近似为匀加速运动,因此,同时到达气流流场时的颗粒的瞬时速度v1也是相同的。
通过阻力加速度公式(10)可以看出:平吹时,竖直方向上颗粒的受力及运动状态与气流速度无关,而仅与颗粒的密度、直径及气流介质的黏度有关。
颗粒直径越小,密度越小,气体的黏性越大,颗粒的阻力加速度越大,即改变物料运动状态的效果越明显;颗粒越小、密度越小、气体的黏性越大,气流越能延缓其下落,因而布在烧结料层的上层。
3.2 颗粒在水平方向的受力与运动状态
颗粒初进入气流流场时,水平方向最初所受阻 力为:

颗粒在气流流场中运动时,由于气流对颗粒的作用力使颗粒和气流的相对速度减小,若颗粒在空中停留的时间足够长,则最终其速度会与气流速度相同,此时阻力为0。
将代入式(11),则:

阻力加速度(台车前进方向为正方向)为:
从式(13)可以看出:颗粒直径越小,密度越小,气流速度越大,颗粒的加速度越大,即改变物料运动状态的效果越明显;颗粒直径越小,密度越小,气流速度越大,颗粒向台车前进方向运动的趋势越明显,沿台车前进的方向运动越远。由于烧结过程随着台车不断向前运行,布料过程是连续的,没有被气流携带或受气流作用影响较小的粗粒级物料先布到台车上,受气流作用影响较大、质量较小的细粒级物料则后布到台车上,更多地位于烧结料层的上层。
当喷吹方向与水平方向有一定倾角θ(第一象限)时,颗粒所受的阻力分别如下。
(1) 竖直方向:

(2) 水平方向:

此种喷吹方式在受力运算上与平吹时的受力运算基本一致。由于在竖直方向上存在喷吹气流的分速度,气流对物料的阻力增大,因此,在竖直方向上可增强布料的偏析效果。但是,这种喷吹方式由于减小了气流在水平方向的分速度,会削弱水平方向的偏析效果,因此,需要通过实验进一步确定喷吹角度。
4 研究方法
本实验中各参数以及研究方法的选取均模拟实际烧结生产过程。原料、燃料、熔剂均由宝钢股份有限公司提供。实验流程图如图3所示。
4.1 实验方法
4.1.1 配料及混匀
采用质量配料法配料[15],人工混合3次,按常规烧结,加8.5%水分后再混合3次。
4.1.2 制粒
将混匀的混合料在(直径×长度)为600 mm× 1 400 mm的圆筒混合机内制粒,圆筒混合机转速为15 r/min,制粒3 min。
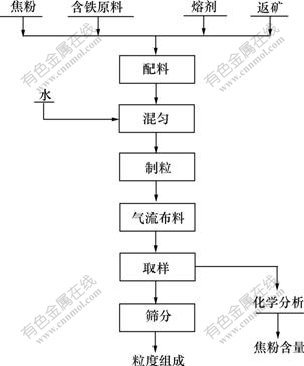
图3 气流布料实验流程图
Fig.3 Flowsheet of air-injection feeding
4.1.3 气流布料
采用专为本试验研究设计的气流布料装置布料,能够模拟现场布料,使烧结混和料经过气流流场后再布到台车上。由于喷嘴的喷吹面积是一定的,则通过调节气流流量,可实现对气流速度的控制。通过调节圆辊转速及台车速度,使混和料的堆尖恰好形成在台车的中间位置。
4.1.4 取样
取样点为混和料堆尖中心线右侧30 cm。将混和料沿料层高度方向等分为6层,每层分别取样(台车上部为第1层,底部为第6层,见图4),再使用缩分器缩分至每层质量为500~1 000 g,取样500 g。用同样的方法分别于第1层、第3层和第5层取样200 g。
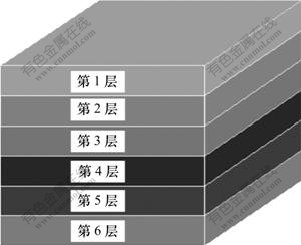
图4 料层分层示意图
Fig.4 Schematic diagram of materiel layers
4.1.5 筛分
用500 g样测定粒度组成。筛孔的尺寸从上到下依次为8.0,5.0,3.0,1.0和0.5 mm。
4.2 测定焦粉含量
取200 g样品,经缩分器分样后制样,使样品粒度低于0.074 mm的含量达到100%,经酸溶后,用碳硫仪测定样品的游离态碳含量,再根据焦粉的固定碳含量折算焦粉的含量。
4.3 主要评价指标
(1) 粒度小于3 mm的样品质量分数
 。其中:m3为粒度小于3 mm的样品质量。
。其中:m3为粒度小于3 mm的样品质量。
(2) 平均粒度 。其中:ri为某一粒级的质量分数;di为某一粒级的平均直径,mm。
。其中:ri为某一粒级的质量分数;di为某一粒级的平均直径,mm。
(3) 粒度偏析度 。其中:gd为烧结混合料的平均粒度梯度,mm/m。
。其中:gd为烧结混合料的平均粒度梯度,mm/m。
(4) 数量偏析度 。其中:
。其中: 为粒度小于3 mm的物料质量分数的数量梯度,m-1。
为粒度小于3 mm的物料质量分数的数量梯度,m-1。
5 气流布料探索试验
为确定喷吹参数,进行了探索试验。
5.1 气流速度探索试验
为了探索气流速度的适宜范围,初步选择气流速度为10~42 m/s,增幅为8 m/s,0 m/s为未经喷吹气流的基准速度。气流速度对混合铁料偏析效果的影响如表1所示。
表1 气流速度对混合铁料偏析度的影响
Table 1 Effect of airspeed on segregation of mineral
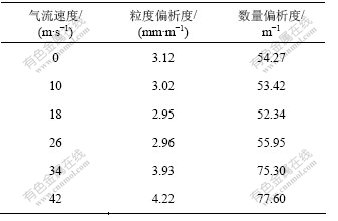
偏析度(包括粒度偏析度和数量偏析度)越大,气流对物料的偏析效果越明显。从表1可以看出:基准条件下物料的粒度偏析度和数量偏析度分别为3.12 mm/m和54.27 m-1;当气流速度从10 m/s增加至26 m/s时,其物料的粒度偏析度和数量偏析度均分别保持在3.00 mm/m和54.00 m-1左右,没有明显的变化;但当气流速度达到34 m/s后,粒度和数量偏析度均有显著提高,分别增大到3.93 mm/m和75.30 m-1,并随气流速度的继续增加,偏析度继续增大,当气流速度达到42 m/s时,粒度和数量偏析度分别继续增大到4.22 mm/m和77.60 m-1。由此可知:气流可对物料的偏析效果产生有效影响,但气流速度必须达到一定值。对于本研究使用的物料及气流介质条件,气流速度必须达到34 m/s,之后,随着气流速度的增大,偏析度逐渐增大,偏析效果逐渐增强。
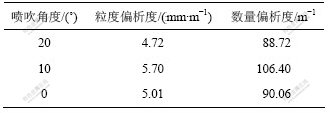
5.2 喷吹角度探索实验
喷吹倾角θ为喷吹方向与水平方向的夹角。选取0?,10?和20?的喷吹角度进行实验,气流速度为42 m/s,实验结果见表2。结果表明:喷吹角为10?时粒度偏析度和数量偏析度最大,即喷吹角度10?时的偏析效果最佳。
表2 喷吹角度对物料偏析度的影响
Table 2 Effect of nozzle angle on segregation of materiel
经探索试验,气流布料参数初步确定为:气流速度不低于34 m/s,喷吹角为10?。
6 气流布料实验
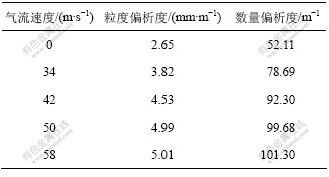
按照常规烧结方法,配加焦粉、熔剂制粒,以喷吹角度10?进行了气流速度对混合料和固体燃料偏析度影响的试验研究,实验结果分别如表3和图5所示。
从表3可见:未喷吹气流时物料的粒度偏析度和数量偏析度分别为2.65 mm/m和52.11 m-1;喷吹气流后,法速度为34 m/s时,粒度偏析度和数量偏析度均有显著提高,分别增加到3.82 mm/m和78.69 m-1,增加了44.15%和51.01%,气流使物料产生了明显的偏析;之后,随着气流速度的增加,偏析度逐渐增大,呈明显规律性变化。受设备规模影响,当气流速度达到58 m/s时,焦粉等细粒级物料被吹到布料小车之外,发生了焦粉等细粒级物料的损失现象。
表3 气流速度对物料偏析度的影响
Table 3 Effect of airspeed on segregation of material
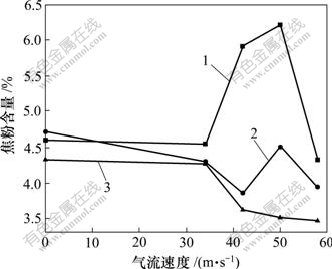
1―第1层;2―第3层;3―第5层
图5 气流速度对焦粉偏析效果的影响
Fig.5 Effects of airspeed on segregation of coke
为了检验混合料燃料(焦粉)的偏析效果,分别取第1,3和5层样测定其焦粉含量。从图5可见:物料制粒后喷吹,基准条件下焦粉沿料层高度方向的分布基本上是平均分布,未产生明显偏析;随着气流速度的变化,第1层的焦粉含量变化较大;而第3和第5层的焦粉含量变化较小。气流对料层上部的焦粉偏析影响较为显著,对中下层的焦粉偏析影响较小。
因此,在适宜的气流速度范围内,气流能够对混合料的粒度偏析和固体燃料的偏析产生有效作用,且随着气流速度的增强,偏析效果逐渐增强。在本研究所用设备、原料及气流介质条件下,仅从混合料的粒度偏析和固体燃料的偏析来看,50 m/s为最优气流 速度。
7 结论
(1) 烧结混合料中颗粒的密度、直径及形状系数的差异,使其在气流流场中的下落速度、下落时间及运动轨迹各不相同。因此,用喷吹气流的方法可以改变不同性质颗粒的下落速度及运动轨迹,使混合料沿烧结料层达到有序堆积:小粒径物料铺在料层表面,大粒径物料铺在料层底部。因此,应用气流布料法,理论上能使烧结混合料达到有效偏析。
(2) 对于本研究所用设备、物料及气流介质,在最佳喷吹角度为10?,气流速度达到34 m/s时,物料开始发生有效偏析;当气流速度为50 m/s时,物料的偏析效果最佳。
参考文献:
[1] 付菊英, 姜涛, 朱德庆. 烧结球团学[M]. 长沙: 中南工业大学出版社, 1996: 321-323.
FU Ju-ying, JIANG Tao, ZHU De-qing. Sintering and pelletizing[M]. Changsha: Central South Industry University Press, 1996: 321-323.
[2] 唐贤容, 王笃阳, 张清岑. 烧结理论与工艺[M]. 长沙: 中南工业大学出版社, 1992: 40-44.
TANG Xian-rong, WANG Du-yang, ZHANG Qing-cen. Sintering theory and technology[M]. Changsha: Central South Industry University Press, 1992: 40-44.
[3] 何木光, 殷健, 蔡仁敏, 等. 提高布料质量的途径[J]. 烧结球团, 2000, 25(2): 48-52.
HE Mu-guang, YIN Jian, CAI Ren-min, et al. Some ways for improving feed of raw mix[J]. Sintering and Pelletizing, 2000, 25(2): 48-52.
[4] Dubs A, Kayser B, Leblanc O, et al. Optimization of the sinter strand charging practice[C]//Ironmaking Conference Proceedings. Warrendale P A: Iron and Steel Society, 1995: 563-568.
[5] 孔令坛. 我国炼铁原料技术的进步和展望[J]. 炼铁, 2002, 21(10): 20-23.
KONG Ling-tan. Technical advances and prospects of raw materials for iron making in China[J]. Iron Making, 2002, 21(10): 20-23.
[6] Dea D P O, Waters A G. Modeling strand segregation and the benefits to sintering operations[C]//Ironmaking Conference Proceedings. Warrendale P A: Iron and Steel Society, 1993: 459-470.
[7] 梁晓富. 改善烧结布料质量的方法[J]. 山西冶金, 2008, 31(2): 38-40.
LIANG Xiao-fu. Ways of improving sintering feeding[J]. Shanxi Metallurgy, 2008, 31(2): 38-40.
[8] Shibuta K, Kuwano K, Ito R, et al. Recent sintering technology resulting in high productivity at kakogawa’s sintering plant[C]//Ironmaking Conference Proceedings. Warrendale P A: Iron and Steel Society, 1990: 623-628.
[9] Chung W I, Pi Y J, Kim J R. Sintering technology development to lower the production cost in ironmaking process at Kwangyang works[C]//Ironmaking Conference Proceedings. Warrendale P A: Iron and Steel Society, 1995: 557-562.
[10] 王宏斌, 张咏梅. 降低烧结工序能耗的措施[J]. 钢铁, 1999, 34(1): 1-4.
WANG Hong-bin, ZHANG Yong-mei. Measures to reduce energy consumption of sintering process[J]. Iron and Steel, 1999, 34(1): 1-4.
[11] 何安西, 李华彬, 刘支富, 等. 减少ISF布料器筛杆粘料的研究[J]. 烧结球团, 1999, 24(2): 54-57.
HE An-xi, LI Hua-bin, LIU Zhi-fu, et al. Research on decreasing binding sinter mix of sifting bar in ISF[J]. Sintering and Pelletizing, 1999, 24(2): 54-57.
[12] 徐本有, 李贤干, 何群, 等. ISF偏析布料生产实践[J]. 攀钢技术, 1997, 20(2): 17-24.
XU Ben-you, LI Xian-gan, HE Qun, et al. Productive practice on ISF distributing device[J]. Pan Steel Technology, 1997, 20(2): 17-24.
[13] 孔珑. 两相流体力学[M]. 北京: 高等教育出版社, 2004: 31-33.
KONG Long. Biphase fluid mechanics[M]. Beijing: Higher Education Press, 2004: 31-33.
[14] 王志魁. 化工原理[M]. 北京: 化学工业出版社, 1998: 46-47.
WANG Zhi-kui. Chemical engineering theory[M]. Beijing: Chemistry Industry Press, 1998: 46-47.
[15] 许斌, 常亮亮, 姜涛. 合理垂直烧结速度的研究[J]. 中南大学学报: 自然科学版, 2007, 38(2): 245-250.
XU Bin, CHANG Liang-liang, JIANG Tao. Research of rational vertical sintering speed[J]. Journal of Central South University: Science and Technology, 2007, 38(2): 245-250.
收稿日期:2009-05-05;修回日期:2009-07-16
基金项目:国家杰出青年科学基金资助项目(50725416);湖南省节能减排重大专项(08SK1003)
通信作者:许斌(1962-),女,陕西西安人,博士,副教授,从事烧结球团及复杂矿综合利用研究;电话:13507316786;E-mail: xubin@mail.csu.edu.cn
(编辑 赵俊)

