Compatibility research of laser additive repairing TA15 forgings with Ti6Al4V-xTA15 alloy
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2021���4��
�������ߣ����� �ھ� ��ҵ�� ����� ��Ȫ�� ������ ������
����ҳ�룺1015 - 1027
Key words��TA15 alloy; Ti6Al4V alloy; laser additive repairing; compatibility
Abstract: The application of mixed powders with different mass fraction on laser additive repairing (LAR) can be an effective way to guarantee the performance and functionality of repaired part in time. A convenient and feasible approach is presented to repair TA15 forgings by employing Ti6Al4V-xTA15 mixed powders in this paper. The performance compatibility of Ti6Al4V-xTA15 powders from the aspects of microhardness, tensile property, heat capacity, thermal expansion coefficient and corrosion resistance with the TA15 forgings was fully investigated. The primary �� laths were refined and the volume fraction of the secondary �� phase was increased by increasing the mass fraction of TA15 in the mixed Ti6Al4V-xTA15 powders, leading to varied performances. In conclusion, the mixed Ti6Al4V-70%TA15 (x=70%) powders is the most suitable candidate and is recommended as the raw material for LAR of TA15 forgings based on overall consideration of the compatibility calculations of the laser repaired zone with the wrought substrate zone.
Cite this article as: YU Jun, SONG Ye-pan, LIN Xin, CAO Zhen-jie, ZENG Quan-ren, WANG Jun-jie, HUANG Wei-dong. Compatibility research of laser additive repairing TA15 forgings with Ti6Al4V-xTA15 alloy [J]. Journal of Central South University, 2021, 28(4): 1015-1027. DOI: https://doi.org/10.1007/s11771-021-4676-z.

J. Cent. South Univ. (2021) 28: 1015-1027
DOI: https://doi.org/10.1007/s11771-021-4676-z

YU Jun(�ھ�)1, 2, SONG Ye-pan(��ҵ��)1, 2, LIN Xin(����)1, 2, CAO Zhen-jie(�����)1,
ZENG Quan-ren(��Ȫ��)3, 4, WANG Jun-jie(������)1, HUANG Wei-dong(������)1, 2
1. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University,Xi��an 710072, China;
2. Key Laboratory of Metal High Performance Additive Manufacturing and Innovative Design, MIIT, Northwestern Polytechnical University, Xi��an 710072, China;
3. Advanced Forming Research Centre, National Manufacturing Institute, Scotland, 85 Inchinnan Drive, Renfrewshire PA4 9LJ, UK;
4. Department of Design, Manufacture and Engineering Management (DMEM), University of Strathclyde, 75 Montrose Street Glasgow, G1 1XJ, UK
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: The application of mixed powders with different mass fraction on laser additive repairing (LAR) can be an effective way to guarantee the performance and functionality of repaired part in time. A convenient and feasible approach is presented to repair TA15 forgings by employing Ti6Al4V-xTA15 mixed powders in this paper. The performance compatibility of Ti6Al4V-xTA15 powders from the aspects of microhardness, tensile property, heat capacity, thermal expansion coefficient and corrosion resistance with the TA15 forgings was fully investigated. The primary �� laths were refined and the volume fraction of the secondary �� phase was increased by increasing the mass fraction of TA15 in the mixed Ti6Al4V-xTA15 powders, leading to varied performances. In conclusion, the mixed Ti6Al4V-70%TA15 (x=70%) powders is the most suitable candidate and is recommended as the raw material for LAR of TA15 forgings based on overall consideration of the compatibility calculations of the laser repaired zone with the wrought substrate zone.
Key words: TA15 alloy; Ti6Al4V alloy; laser additive repairing; compatibility
Cite this article as: YU Jun, SONG Ye-pan, LIN Xin, CAO Zhen-jie, ZENG Quan-ren, WANG Jun-jie, HUANG Wei-dong. Compatibility research of laser additive repairing TA15 forgings with Ti6Al4V-xTA15 alloy [J]. Journal of Central South University, 2021, 28(4): 1015-1027. DOI: https://doi.org/10.1007/s11771-021-4676-z.
1 Introduction
The laser additive repairing (LAR) technique can be adapted to directly repair the damaged zone for a three-dimensional (3D) component with complex geometry due to its advantages in generating small heat-affected zone and deformation with low stress. The non-defect metallurgical bonding within the repaired part performs good or even better mechanical properties than that of the original, as well as a superior dimensional accuracy. The studies of CHAMANFAR et al [1], GRIFFITH et al [2], FATOBA et al [3], FACCHINI et al [4], and FADIDA et al [5] have proved that finer and more uniform microstructure are readily generated by laser additive manufacturing (LAM) due to its instantaneous solidification process, leading to a higher strength but reduced plasticity compared to the forged counterpart. In this case, some problems could occur if LAR is restricted to progress between the same material as ZHAO et al [6, 7] and MARAZANI et al [8] mentioned. SONG et al [9] studied the effect of different scanning modes on the microstructure to improve the mechanical properties, while CHEN et al [10] had focused on ductility enhancement. Therefore, the compatibility between the laser repaired zone (LRZ) and the remaining original base is required to take into account seriously, to improve their compatibility in performance.
Nowadays, titanium alloys are widely used for fabricating lightweight and high-end structural components in the field of aerospace and national defense. Among them, TA15 and Ti6Al4V are typical near-�� and ��+�� titanium alloys with wide applications both at room and at high temperature. Actually, in ZHANG et al study [11], the tensile strength of LAM TA15 is similar to that of TA15 forgings, but its plasticity is close to the lower limit of the forging standard. Furthermore, it has been reported by LI et al [12] and XU et al [13] that the plasticity of LAM TA15 can be increased obviously if a certain amount of Ti6Al4V powders was added, only accompanied by a slightly lowered strength.
Therefore, more attention should be paid to the performance difference between the laser repaired zone (LRZ) and the original base material for the high-quality reparation of titanium alloy. In principle, the compatibilities of Ti6Al4V-xTA15 alloys with TA15 and Ti6Al4V forgings need to be investigated, respectively. The compatibility of Ti6Al4V-xTA15 alloys with TA15 forgings during LAR is studied in the present work by comparing the microstructure and mechanical properties of Ti6Al4V-xTA15 LRZ with those of the forged TA15 parts. In addition, the physical and chemical performances of LRZ of Ti6Al4V-xTA15 were investigated in detail to clarify the influence of solute elements, such as Fe, Al, Mo, Zr and V, on the thermal expansion coefficient, specific heat capacity and corrosion resistance of titanium alloy.
2 Experimental
2.1 Powders preparation
The powders employed were TA15 and Ti6Al4V spherical powders which were prepared by the plasma rotating electrode method with a size range of 45-180 ��m. The morphologies of the two types of powders are shown in Figure 1. We can see that the Ti6Al4V powders include a large portion of small particles while TA15 powders are more uniform in their particle size distribution. The particle size difference between Ti6Al4V and TA15 may lead to composition fluctuation in the laser additively repaired zone. The compositions of the two types of powders are shown in Table 1. The Mo equivalents are calculated as 2.698 for Ti6Al4V and 3.322 for TA15 in terms of Eq. (1) [14], respectively. Therefore, the �� stabilizer is strengthened with the increase of the TA15 mass fraction, leading to the increase in Mo element content.
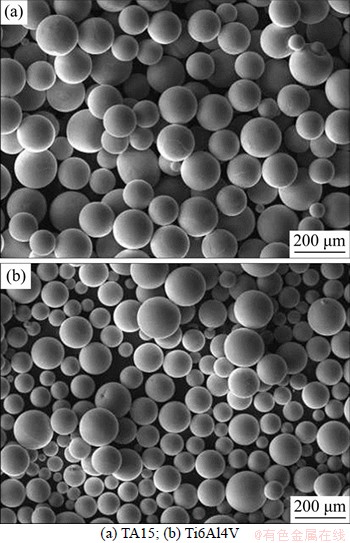
Figure 1 Morphologies of powders used in the present work:

 (1)
(1)
For the mixed Ti6Al4V-xTA15 powders, the TA15 powders�� mass fraction of 50%, 60%, 70%, 80%, 90%, and 100% were selected for the LAR trials. Figure 2 shows the calculated elemental content in terms of the specified mass fraction of TA15 powder in the mixed powders. As the content of TA15 powder increases, the element content of �� stabilizer, Al, decreases very slightly; meanwhile, the element content of �� stabilizer, Mo, increases apparently. In addition, the ratio of a neutral element, Zr, also increases correspondingly.
Table 1 Chemical compositions of TA15 and Ti6Al4V powders (wt.%)
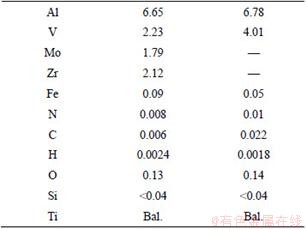
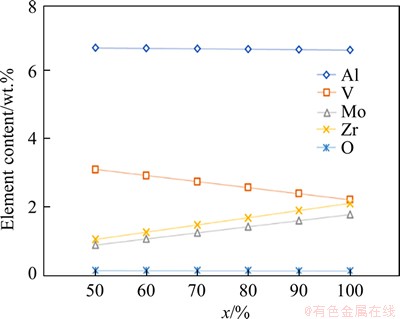
Figure 2 Chemical compositions of Ti6Al4V-xTA15 alloy
2.2 Sample preparation
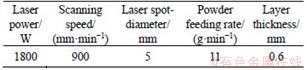
A system consisted of LDF 6000-60 semiconductor laser, a five-axis NC worktable, DPSF-2 high precision adjustable powder feeder, coaxial powder feeding nozzle, inert atmosphere protection chamber was used for the LAR experiment. To prevent the LRZ from severe oxidation, argon was employed both as the shielding gas and carrier gas. The powders were dried firstly and then blended through a 2-hour ball-milling process. The annealed TA15 forging plates were used as wrought substrate zone (WSZ) and their surfaces were polished and cleaned with acetone before LAR trials. Table 2 shows the processing parameters of LAR Ti6Al4V-xTA15. The scanning directions are perpendicular to each other between adjacent layers during the LAR process.
Table 2 Processing parameters of LAR trial/experiment with Ti6Al4V-xTA15 powders
The microstructure on the cross-section perpendicular to the laser scanning direction was analyzed by optical microscope (OM) and scanning electron microscope (SEM). The Kroll reagent with a volume ratio of HF: HNO3 : H2O=1: 3: 50 was used as the etchant. The LAR blocks with the mixed Ti6Al4V-xTA15 powders are shown in Figure 3(a). Three kinds of tensile testing specimens, which cover a full laser repaired zone (LRZ), a full wrought substrate zone (WSZ) and half LRZ + half WSZ, were prepared in three pieces per kind. The hardness of the samples was measured every 0.5 mm from the WSZ to the upper of LRZ.
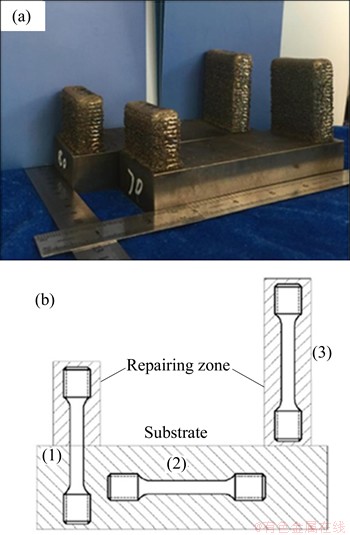
Figure 3 LAR blocks for tensile testing (a) and deposited sample blocks sampling sketch map (b)(where (1) represents testing sample of LRZ+WSZ; (2) represents testing sample of wrought substrate zone (WSZ);(3) represents testing sample of repairing zone (LRZ))
2.3 Thermo-physical parameters measurement and electrochemical test
The thermal expansion coefficient was tested by the NETZSCH DIL402C. Before testing, cylindrical samples were machined to the size of the standard sample, i.e., F 6 mm��25 mm. The oxidation film on the surface was polished off with sandpaper and both ends were polished parallel to the laser scanning direction. The baseline of the standard sample was measured before the test; the heating range was between 303 and 873 K and the heating rate adopted is 10 K/min.
The furnace was vacuumed to remove oxygen before testing and the chlorine gas was continuously filled into the furnace with a flow rate of 50 mL/min during the test. The variation of linear expansion coefficient with temperature was calculated based on Eqs. (2) and (3). Equation (2) was used to calculate the average linear expansion coefficient  and Eq. (3) was used to calculate the instantaneous linear expansion coefficient
and Eq. (3) was used to calculate the instantaneous linear expansion coefficient  .
.
 (2)
(2)
 (3)
(3)
where the L0, ��L and ��T in both equations represent the initial length, the elongation and the change of temperature, respectively.
The specific heat capacity was measured by the STA449C synchronous thermal analyzer produced by Netzsch Company. The LRZ was processed into wafers of 5 mm��1.2 mm and their oxidation film was polished off with sandpaper. The mass of each specimen was close to the sapphire standard sample (85.00 mg). Platinum rhodium crucible (with lining) was used in the experiment. The temperature range was 303-873 K with a heating rate of 10 K/min and the isothermal measurements were performed at 303 and 873 K for 15 min, respectively. The baseline of an empty crucible was measured twice before the test and the differential scanning calorimetry (DSC) curve of the sapphire standard sample was measured as the stable baseline reached. Finally, the curves of specific heat capacity cp with temperature were illustrated based on the DSC curve of the sample as shown in Figure 4. The value of specific heat capacity cp of the sample was calculated in terms of Eqs.(4) and (5).
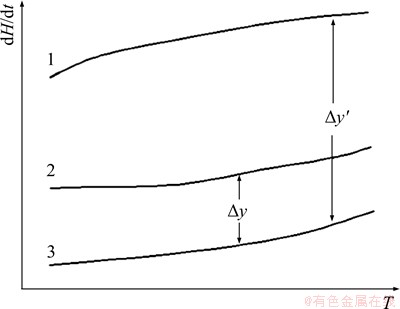
Figure 4 DSC curves to measure specific heat capacity (1-Standard, 2-Sample, 3-Baseline)
 (4)
(4)
 (5)
(5)
The LRZ was processed into a circular sample by wire electrical discharge machining (EDM) and both sides of the wafer were parallel to the laser scanning direction. The size was the same as that of the standard sample in the fixture (F15 mm��5 mm). The tested surface was firstly polished by water grinding sandpaper until no scratches visible; then the polished surface was washed with deionized water and cleaned with acetone. The 500 mL of 3.5% NaCl solution was added into the electrolytic cell and the three electrodes were accurately connected to the three wires of an electrochemical workstation.The sample was immersed in NaCl solution for 12 h. When measuring the Tafel curve, the basic parameters of the experiment were set as the potential ranging from -1 to 1.5 V in a scanning rate of 0.001 V/s. The corrosion resistance was tested by CHI660B electrochemical workstation. The potentiodynamic polarization curve was measured by a three-electrode system, in which the platinum plate and the saturated KCl calomel electrode (SCE) were used as an auxiliary electrode and reference electrode, respectively.
3 Results and discussions
3.1 Composition and microstructure of LAR Ti6Al4V-xTA15
There is a difference in particle size distribution (PSD) between the TA15 and Ti6Al4V powders, which is shown in Figure 1. According to the reference report, powder travel speed closely depends on the density and particle size; it decreases as the density decreases or as the particle size increases for the LAM process [15, 16]. To avoid the heterogeneity of components in the LRZ caused by stratification of different powders during the powders feeding process, it is necessary to confirm the composition homogeneity of LRZ. Table 3 shows the composition of alloy elements within the LRZ measured by electron diffraction spectrum (EDS) at different mass fraction of TA15 (i.e., x=50%, 60%, 70%, 80%, 90% and 100%). The average value was calculated from 20 randomly-selected points to measure the composition/mass fraction of each element in the LRZ. Basically, there was an acceptable deviation from the calculated contents in the LRZ contributed by their similar densities of 4.45 g/cm3 for TA15 and 4.44g/cm3 for Ti6Al4V.
Figure 5 shows the macro- and micro-structure morphology of Ti6Al4V-xTA15 alloy with different powder mass fractions, x, on the annealed TA15 WSZ. The macrostructure is composed of �� columnar (0.4-0.8 mm in width) in the form of epitaxial growth along the deposition direction. Besides, the columnar to equiaxed transition (CET) occurred at the top with a height of 800-1000 ��m. A good metallurgical bonding was produced based on observation on the remelted zone (RZ) in a depth of 700-900 ��m. Besides, the primary �� columnar is slenderer or refined with the ratio x raised because of the increment of the quantity of high melting point elements Mo and Zr. And the heat-affected zone (HAZ) of the dark strip area within the WSZ is presented clearly, leading by the different microstructure that is revealed in the illustrations. The microstructure of Ti6Al4V-xTA15 specimens mainly consisted of basketweave-like primary �� laths and the retained �� phase. The �� laths were refined with more TA15 quantity. Detailly, the length of �� lath of 50%TA15 sample is concentrated between 15 and 20 ��m and the average width is about 1.04 ��m, as shown in Figure 5(a). Then the average length of �� lath varies to 50 ��m at most and meanwhile, the average width is lowered to about 0.42 ��m. With the increase of TA15 mass fraction, the content of the most effective �� stabilizer Mo is increased, which inhibits the growth of the �� phase.
Table 3 Chemical compositions of the Ti6Al4V-xTA15 alloy in LRZ
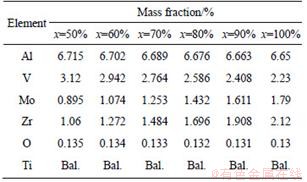
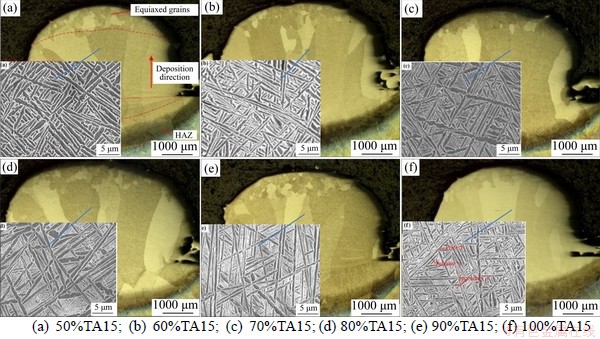
Figure 5 Macrostructure and microstructure of Ti6Al4V-xTA15 alloy:
Figure 6(a) shows the transition of microstructure from the LRZ to the WSZ in a sequence of upper LRZ, LRZ, HAZ and WSZ from top to the bottom illustrated as Figures 6(b)-(e), respectively. It can be seen that the �� lath at the bottom of WSZ is relatively coarse in Figure 6(e). Part of the �� laths is further roughened, accompanied by a small amount of secondary �� phase precipitated due to the effect of multiple heating and heat accumulation at HAZ as shown in Figure 6(d). The difference of corrosion resistance to the Kroll reagent between the primary �� phase and secondary �� phase in abundance leads to the dark stripe phenomenon appeared under OM. The micro-structure is refined because of the high cooling rate in the LRZ of Figure 6(c), revealing a relatively disordered ��+�� basketweave morphology. In comparison, the �� laths were slimmed in Figure 6(b) without the cycled heating effect in the upper LRZ.
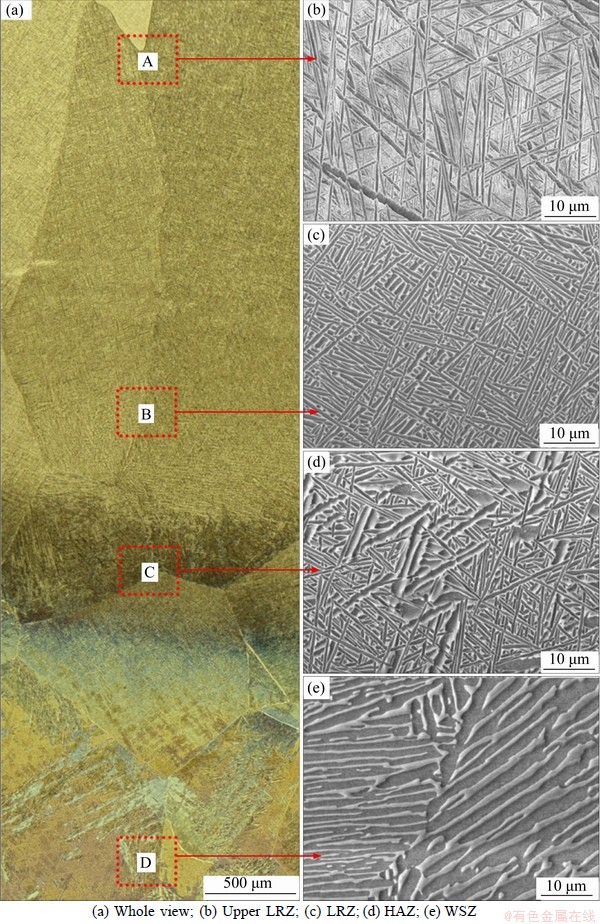
Figure 6 Transition of microstructure from LRZ to WSZ (at 70% TA15):
3.2 Mechanical properties of Ti6Al4V-xTA15
A thin-walled specimen was subjected to a hardness test with a height of 3 mm and the WSZ is 5 mm. The hardness test points were taken every 0.5 mm from the bottom of the WSZ to LRZ. Figure 7 shows the measured hardness curve. The zones A, B, C, and D represent the top of the LRZ, the interfacial zone, the HAZ and the bottom of WSZ, respectively. The microhardness of zones A, B, C and D in Figure 7 corresponds to the microstructures of Figures (b), (c), (d) and (e), respectively. Generally, the hardness increases from the WSZ to LRZ because of the thinning of �� laths formed in the LRZ. And the data from LRZ are more stable varied in the amplitude of around HV 20 for a certain powder, compared to HV 40 or so for the WSZ in Figure 7. In addition, the hardness for Ti6Al4V-xTA15 goes higher with the increase of TA15 mass fraction x, which is mainly caused by the effect of microstructure refinement as shown in Figure 6.
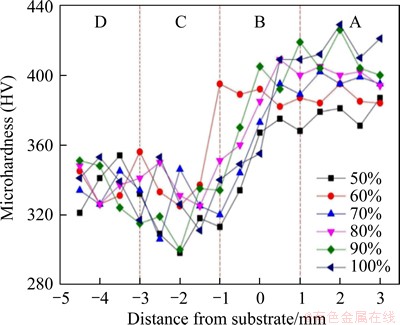
Figure 7 Hardness of Ti6Al4V-xTA15 alloy from WSZ to the LRZ
Figure 8 shows the tensile properties of the LRZ with Ti6Al4V-xTA15 mixed powders along with the deposition height at room temperature. It shows that the tensile strength of LRZ is higher than that of the annealed TA15 forgings. With the increase of TA15 mass fraction (i.e. x) in the mixed Ti6Al4V-xTA15 powders, the tensile strength of LRZ increases continuously. The tensile strength of the LAR sample with Ti6Al4V-50%TA15 is the lowest; it is 1042 MPa and only 10.4% higher than that of the annealed TA15 forgings which is 944 MPa. The ultimate tensile strength of the LAR sample with 100% TA15 (i.e., Ti6Al4V-100%TA15) reaches 110.3 MPa. Meanwhile, the elongation (��) shows a slightly decreasing tendency as the mass fraction of TA15 in the mixed powders increases. The reduction of area (��) is sensitive to the powder ratio, leading to a maximal decrement at the 100% TA15 LRZ compared to the TA15 WSZ. The performance on strength and plasticity is closely related to the macro- and microstructure morphology.
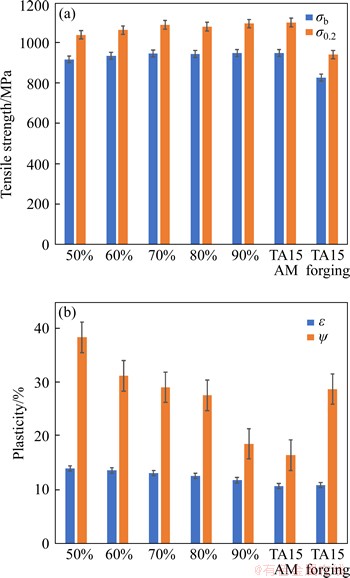
Figure 8 Tensile property of Ti6Al4V-xTA15 alloy
The macro-structure of the LRZ in Figure 5, shows that the width of primary �� columnar decreases with the increase of the mass fraction of TA15 in the mixed powders, leading to a higher grain boundary density. The enhancement of the grain boundary hinders the movement of dislocations. Therefore, the tensile strength is improved because of the barrier effect of grain boundaries on dislocations as the increase of the mass fraction of TA15 powders. Meanwhile, the primary �� laths of LRZ were also refined with the increase of the mass fraction of TA15, lowering the deformation coordination ability within the retained �� matrix and resulting in decreasing plasticity. It can be seen from Figure 8 that 20% Ti6Al4V powders mixed with 80% TA15 can significantly improve the plasticity of the LRZ but slightly reduce the tensile strength. As a whole, the mixed powders with TA15 powders mass fraction x=50%-80% (i.e., corresponding Ti6Al4V powders�� mass fraction is 20%-50%), are suitable for LAR of the TA15 forgings if considering the compatibility of the LRZ with the WSZ from the aspect of tensile properties.
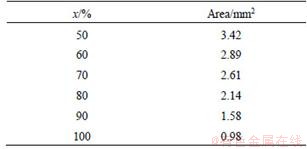
Figure 9 shows the fractography of LRZ in the samples with a different mass fraction of TA15 for the mixed powders. The cup-cone fracture surface is exhibited as a central fibre zone and shear lip zone with a 45�� of inclination from the tensile stress direction. The radiation zone is rarely revealed out, indicating that the specimen material has comparatively good plasticity. The areas of the central fibre zone which are encompassed by solid red line as shown in Figure 9, were calculated by Photoshop and Image-Pro Plus, aiming to characterize and quantify the plasticity of specimens. It can be seen from Table 4 that the calculated area of the central fibre zone decreases with the increase of the mass fraction of TA15, indicating the plasticity decreases accordingly as well. A small amount of incompletely-melted powders were observed on the fractural surface of some specimens and the crack propagation originated from the boundary of unmelted powders. However, as compared between with and without unmelted powders on the fracture surfaces, there is no significant difference in the tensile strength for specimens but of the same composition. It indicated that the tensile strength could be not so sensitive to incompletely-melted powders.
Figure 10 shows the microfracture morphology of the central fibre zones. The fracture surfaces of the specimen LAR by mixed Ti6Al4V-xTA15 powders show dimples with web distribution. Through the aggregation of micropores at the bottom of dimples, ductile fracture of micropore aggregation type can be inferred as the fracture mechanism. The specimen LAR by Ti6Al4V-50%TA15 powders demonstrates the largest and deepest dimples, indicating the best plasticity. The dimples become smaller and shallower as the increase of mass fraction of TA15, indicating the decrease of material plasticity. These observations are consistent with the measured data of tensile strength and plasticity shown in Figure 8.
3.3 Thermophysical and electrochemical properties
The difference in specific heat capacity and thermal expansion coefficient between the LRZ and WSZ may lead to residual stress during temperature variation. Cracks, delamination or other defects may occur at the interface and hence adversely affect the performance of LAR parts if the residual stress is large enough. Moreover, similar thermophysical property for the substrate and repair materials is beneficial to improve the dimensional accuracy and control thermal deformation at the interface. It is confirmed that the variation of the specific heat capacity of LRZ is less than 70 J/(kg��K) in the range of 303-873 K and their average specific heat capacities as deposited with a different mass fraction of TA15 are listed in Table 5; the compatibility can be characterized as the ratios of the measured LRZ��s specific heat capacity to that of the TA15 WSZ.With the increase of TA15 content, the average specific heat capacity of LRZ decreases gradually. The x range of 70%-100% is suitable in accordance with the compatibility calculation.
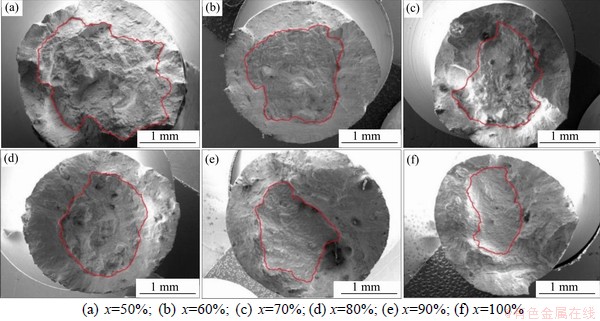
Figure 9 Fractography of specimen LAR with mixed Ti6Al4V-xTA15 powders:
Table 4 Areas encompassed by solid red line shown in Figure 9
For most alloys, the heat capacity is the sum of the heat capacity for each component multiplied by its mass fraction (C=X1C1+X2C2+��+XnCn). As the temperature increases, the specific heat capacity of LRZ increases slowly and tends to be stable gradually. The specific heat capacity of the whole mixed powder system satisfies the linear superposition of the components-specific heat capacity. Therefore, the specific heat capacity of the whole system will decrease if the component with a lower specific heat capacity is increased. Table 6 shows the specific heat capacities of TA15 and Ti6Al4V alloys at different temperatures. The specific heat capacity of TA15 is generally lower than that of the Ti6Al4V. Therefore, the specific heat capacity of the mixed powders decreases gradually as the mass fraction of TA15 increases.
We confirmed that little difference is revealed as the temperature rises for the thermal expansion coefficients of a certain x. Then the average thermal expansion coefficients for TA15 LRZ and WSZ are calculated in Table 7. The thermal expansion coefficients of LRZ are slightly higher than those of TA15 WSZ due to the higher content of phase and grain boundaries. Unlike the specific heat capacity, the microstructure of alloy has a critical influence on the thermal expansion coefficient [17, 18]. With the increase of TA15 mass fraction, the width of the primary �� columnar decreased slightly and interior �� laths also were refined gradually; that is to say, more grain boundaries and phase interfaces exist in per unit volume. As we know, the atomic arrangement at the grain and phase boundaries is loose with a comparatively weak atomic bonding. Therefore, the atomic thermal vibration will be intensified, leading to an increase in the thermal expansion coefficient. The x range of 50%-70% is more suitable as per the compatibility calculation shown in Table 7.
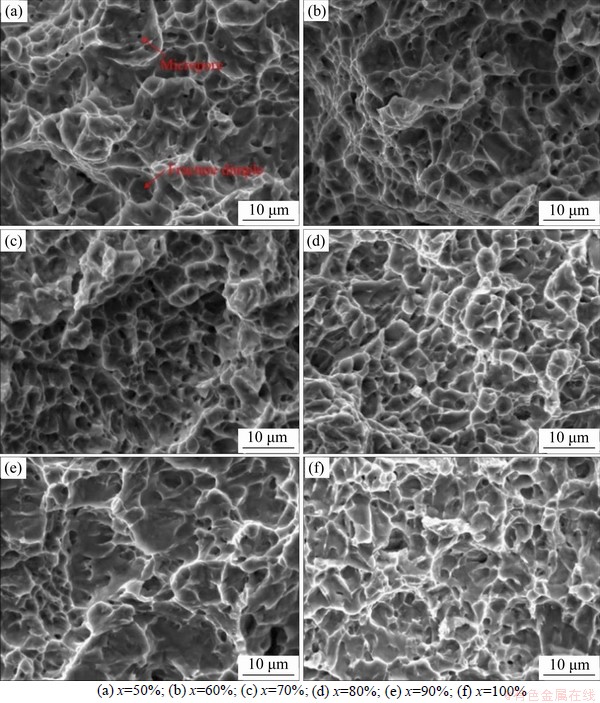
Figure 10 Micro fractography of LAR samples with mixed Ti6Al4V-xTA15 powders:
Table 5 Average specific heat capacity at 303-873 K and its compatibility
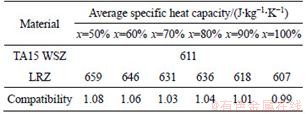
Table 6 Parameters of heat capacity of Ti6Al4V and TA15
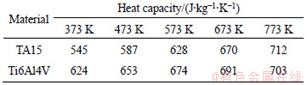
Table 7 Average thermal expansion coefficient at temperature of 303-873 K
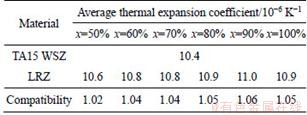
Electrochemical corrosion of specimens LARed by mixed Ti6Al4V-xTA15 powders with different TA15 mass fractions was measured. The Tafel curves are shown in Figure 11 and Table 8 shows the Tafel analysis results including self-corrosion potential Ecorr, self-corrosion current density Icorr and polarization resistance Rp. It is found that with the increase of TA15 mass fraction, the self-corrosion potential shifts forward and the polarization resistance increases. Consequently, corrosion resistance of the LRZ is strengthened as the mass fraction of TA15 powder increases. Two possible reasons are concluded accordingly: 1) Mo is of the most positive electrode potential among the alloy components/elements including Ti, Al, V, Mo, and Zr as shown in Table 9 [19]; the content of Mo increases as the mass fraction of TA15 increases. According to the finding from OLIVEIRA et al [20], the increase of Mo content in the titanium alloy can effectively improve stability of the passive film on the surface of titanium alloy in Cl-ion solution, resulting in increasing the corrosion resistance of the alloy; 2) The refined microstructure of LRZ (as shown in Figures 5 and 6) also can improve the corrosion resistance. The content of the �� phase in the LRZ decreases and the �� phase increases with the increase of the mass fraction of TA15. The content of Al in the �� phase is slightly higher than that in the �� phase, but the content of Mo in the �� phase is higher than that in the �� phase. Hence, the larger the volume fraction of the �� phase is, the worse the corrosion resistance for the LRZ is.
Figure 11 Tafel curves of Ti6Al4V-xTA15 alloy in 3.5% NaCl
Table 8 Analysis results of Tafel curves of the Ti6Al4V-xTA15 alloy in 3.5% NaCl
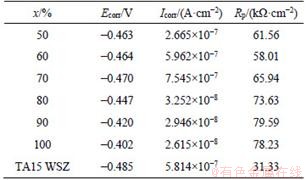
Table 9 Standard electrode potential of various elements in titanium alloy [19]

To further visualize the segregation of elements in �� and �� phases, Figure 12 shows the elements distribution map of 100% TA15 LRZ. Al is an �� stabilizer that is rich in the black band zone of the �� laths in Figure 12(a). While the locations with more Mo and V contents are the white/grey areas shown in Figure 12(a) and correspond to the matrix. As �� stable elements, Mo and V demonstrate a similar segregation rule as shown in Figures 12(c) and (d). Zr is distributed uniformly in the whole region as a kind of neutral element shown in Figure 12(e).
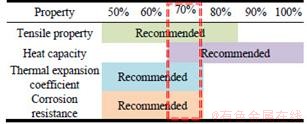
Based on the compatibility calculation from mechanical, thermophysical and electrochemical properties, different mass fraction value of x suitable for specific property preference can be concluded and summarized as shown in Table 10. As a whole, the Ti6Al4V-70%TA15 is most suitable if an overall consideration on the compatibility of the LRZ with the WSZ in terms of the multiple properties, which is recommended as the raw material for LAR of TA15 forgings base material.
4 Conclusions
Laser additive repairing (LAR) is a new technology to directly repair the damaged zone for 3D parts. The compatibility and performance of TA15 parts with mixed Ti6Al4V-xTA15 powders are studied based on a series of analyses on the microstructure and mechanical properties of the LAR parts. The main research conclusions are as follows:
1) The primary �� columnar was slenderer or refined with the increase of mass fraction x of TA15 considering the increment of quantity of high melting point elements Mo and Zr. The microstructure of Ti6Al4V-xTA15 specimens mainly consisted of basketweave-like primary �� laths and retained the �� phase. The �� laths were refined with a higher TA15 mass fraction of Ti6Al4V-xTA15 powders because the content of the most effective �� stabilizer Mo was increased that inhibited the growth of the �� phase.
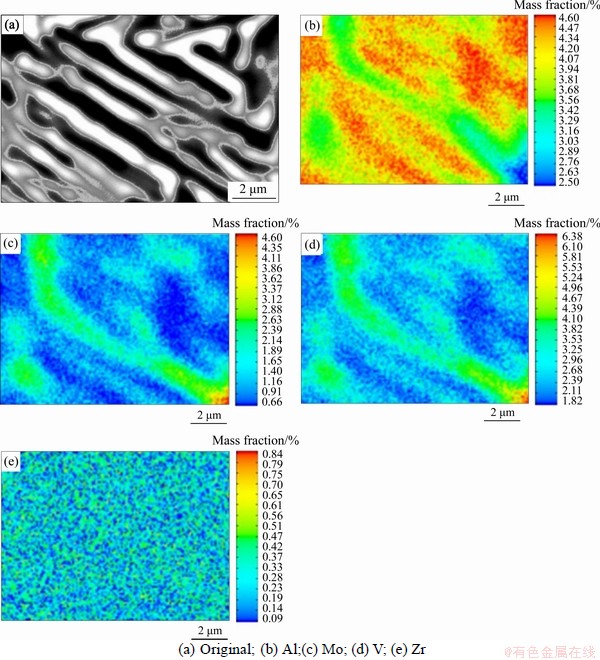
Figure 12 Distribution of elements in LRZ of 100%TA15 powder:
Table 10 Properties of different components of Ti6Al4-xTA15 and TA15 forging
2) The mechanical properties, including microhardness and tensile strength of LRZ part with mixed Ti6Al4V-xTA15 powders, were improved by 10%-27% and by 10%-17% as compared with those of the original TA15 forgings counterpart, respectively, with the increase of mass fraction x of TA15. The reduction of area �� is sensitive to the powder ratio, leading to a maximal decrement for the Ti6Al4V-100%TA15 LRZ compared to the TA15 WSZ. Basically, the mechanical property is affected by the refinement of primary �� columnar and primary �� laths. As a whole, the mixed powders with TA15 powders�� mass fraction x=50%-80% are suitable for LAR of the TA15 forgings in accordance with the compatibility of the LAR to the WSZ from the aspect of tensile properties.
3) With the increase of TA15 content, the average specific heat capacity of LRZ decreases gradually. The x range of 70%-100% is suitable in accordance with the compatibility calculation. The thermal expansion coefficients for LRZ are slightly higher than TA15 WSZ due to the higher content of phase and grain boundaries. The atomic thermal vibration will be intensified, leading to an increase in the thermal expansion coefficient. The corrosion resistance of the LRZ is strengthened based on the increasing Mo content and the refined microstructure of LRZ, as the mass fraction of TA15 powder increases. The x range of 50%-70% is more suitable as per the compatibility calculations of the thermal expansion coefficients and corrosion resistance.
4) Based on the compatibility calculation from mechanical, thermophysical and electrochemical properties, different mass fraction value of x suitable for specific property preference is concluded and summarized. As a whole, the Ti6Al4V-70%TA15 is most suitable based on overall consideration on the compatibility of the LRZ with the WSZ in terms of the multiple properties, which is recommended as the raw material for LAR of TA15 forgings base material.
Contributors
The overarching research goals were developed by YU Jun, LIN Xin and HUANG Wei-dong. All experiment data were measured by SONG Ye-pan under LIN Xin and YU Jun��s supervision. The initial draft of the manuscript was written by YU Jun and CAO Zhen-jie. YU Jun, CAO Zhen-jie, ZENG Quan-ren and WANG Jun-jie edited the draft of manuscript. All authors replied to reviewers�� comments and revised the final version.
Conflict of interest
YU Jun, SONG Ye-pan, LIN Xin, CAO Zhen-jie, ZENG Quan-ren, WANG Jun-jie and HUANG Wei-dong declare that they have no conflict of interest.
References
[1] CHAMANFAR A, PASANG T, VENTURA A, MISIOLEKW Z. Mechanical properties and microstructure of laser welded Ti�C6Al�C2Sn�C4Zr�C2Mo (Ti6242) titanium alloy [J]. Materials Science and Engineering A, 2016, 663: 213-224. DOI: https://doi.org/10.1016/j.msea.2016.02.068.
[2] GRIFFITH M L, SCHLIENGER M E, HARWELL LD, OLIVER M S, BALDWIN MD, ENSZ M T, ESSIEN M, BROOKS J, ROBINO C V. Understanding thermal behaviour in the LENS process [J]. Materials & Design, 1999, 20(2, 3): 107-113. DOI: https://doi.org/10.1016/S0261-3069(99)0001 6-3.
[3] FATOBA O S, AKINLABI E T, MAKHATHA M E. Influence of rapid solidification on the thermophysical and fatigue properties of laser additive manufactured Ti-6Al-4V alloy [M]// Aluminum Alloys. 2017, 181: 181-202. DOI: https://dx.doi. org/10.5772/intechopen.71697.
[4] FACCHINI L, MAGALINI E, ROBOTTI P,MOLINARIA, HOGES S, WISSENBACH K. Ductility of a Ti-6Al-4V alloy produced by selective laser melting of pre-alloyed powders [J]. Rapid Prototyping Journal, 2010, 16: 450-459. DOI: 10.1108/13552541011083371.
[5] FADIDA R, SHIRIZLY A, RITTEL D. Static and dynamic shear-compression response of additively manufactured Ti6Al4V specimens with embedded voids [J]. Mechanics of Materials, 2020, 147: 103413. DOI: https://doi.org/10.1016/ j.mechmat.2020.103413.
[6] ZHAOZhuang,CHENJing, ZHANGQiang,TANHua, LIN Xin, HUANG Wei-dong. Microstructure and mechanical properties of laser additive repaired Ti17 titanium alloy [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(12): 2613-2621. DOI: https://doi.org/10.1016/S1003-63 26(17)60289-9.
[7] ZHAOZhuang, CHENJing, TANHua,LINXin, HUANG Wei-dong. Evolution of plastic deformation and its effect on mechanical properties of laser additive repaired Ti64ELI titanium alloy [J]. Optics & Laser Technology, 2017, 92: 36-43. DOI: https://doi.org/10.1016/j.optlastec.2016.12.038.
[8] MARAZANI T, MADYIRA D M, AKINLABI E T. Microhardness profiling of Ti-6Al-4V components repaired through multiple laser additive re-melt technique [J]. Procedia Manufacturing, 2019, 35: 897-902. DOI: https://doi.org/ 10.1016/j.promfg.2019.06.036.
[9] SONG Ya-nan, SUN Qi-dong, GUO Kai, WANG Xie-bin, LIU Jiang-wei, SUN Jie. Effect of scanning strategies on the microstructure and mechanical behaviour of 316L stainless steel fabricated by selective laser melting [J]. Materials Science and Engineering A, 2020, 793: 139879. DOI: https://doi.org/10.1016/j.msea.2020.139879.
[10] CHEN X, QIU C. In-situ development of a sandwich microstructure with enhanced ductility by laser reheating of a laser melted titanium alloy [J]. Scientific Reports, 2020, 10(1): 1-12. DOI: https://doi.org/10.1038/s41598-020-72627-x.
[11] ZHANG Xiao-hong, LIN Xin, CHEN Jing, HUANG Wei-dong. Effects of heat treatment on the microstructures and mechanical properties of TAl5 titanium alloys by laser solid forming [J]. Rare Metal Materials and Engineering, 2011, 40(1): 142-147. DOI: CNKI:SUN:COSE.0.2011-01-031.
[12] LI Jing, LIN Xin, QIAN Yuan-hong, HUANG Wei-dong. Study on microstructure and property of laser solid forming TC4 titanium alloy [J]. Chinese Journal of Lasers, 2014, 41(11): 109-113. DOI: CNKI:SUN:JJZZ.0.2014-11-017. (in Chinese)
[13] XU Wei-feng, MA Jun, LUO Yu-xuan, FANG Yue-xiao. Microstructure and high-temperature mechanical properties of laser beam welded TC4/TA15 dissimilar titanium alloy joints [J]. Transactions of Nonferrous Metals Society of China, 2020, 30(1): 160-170. DOI: https://doi.org/10.1016/S1003-6326(19) 65188-5.
[14] ZHANG Z, WANG Q, MO W. Metallurgy and heat treatment of titanium [M]. Beijing: Metallurgical Industry Press, 2009. DOI: 10.11900/0412.1961.2018.00460. (in Chinese)
[15] ZHANG Feng-ying, CHEN Jing, TAN Hua, LIN Xin, HUANG Wei-dong. Chemical composition analysis for laser solid forming of titanium alloys from blended elemental powders [J]. Chinese Optics Letters, 2009, 7(3): 222-225. DOI: CNKI:SUN:JJZZ.0.2009-05-050.
[16] ZHANG Yong-yun, FENG Shi-hui, DING Chao, NODOOSHAN H R J, YE Shu-long, JIANG Feng, LI Zhong, GU Meng, YU Peng. Investigation of the influences of heat treatment on the microstructures and thermal properties of Al-20Si alloy fabricated by powder extrusion [J]. Materials Characterization, 2020, 168: 110522. DOI: https://doi.org/ 10.1016/j.matchar.2020.110522.
[17] GUAN S, WAN D, SOLBERG K,BERTOF, WELO T, YUE T M, CHAN K C. Additive manufacturing of fine-grained and dislocation-populated CrMnFeCoNi high entropy alloy by laser engineered net shaping [J]. Materials Science and Engineering A, 2019, 761: 138056. DOI: https://doi.org/ 10.1016/j.msea.2019.138056.
[18] WANG J T, XIE L, WANG Z G,GUH, LUO K Y, LU Y L, HE M T, GE M Z. Influence of laser shock peening on the coefficient of thermal expansion of Al (7075)-based hybrid composites [J]. Journal of Alloys and Compounds, 2020, 844: 156088. DOI: https://doi.org/10.1016/j.jallcom.2020.156088.
[19] ZOSKI C G. Handbook of electrochemistry [M]. USA: Elsevier, 2006. ISBN-13: 978-0-444-51958-0.
[20] OLIVEIRA N T C, GUASTALDI A C. Electrochemical stability and corrosion resistance of Ti�CMo alloys for biomedical applications [J]. Acta Biomaterialia, 2009, 5(1): 399-405. DOI: https://doi.org/10.1016/j.actbio.2008.07.010.
(Edited by HE Yun-bin)
���ĵ���
Ti6Al4V-xTA15�Ͻ�������TA15�ͼ��������Է���
ժҪ�����������һ�����û�Ϸ�ĩ��TA15�ͼ��ļ����з��������ü������ļ�����Ӧ����Ti6Al4V-xTA15��Ϸ�ĩ��������Ч�ر�֤������������ܺ��ܡ�����Ӳ�ȡ��������ܡ����ݡ�������ϵ������ʴ���ܵȷ����о���Ti6Al4V-xTA15��ĩ��TA15�ͼ��������ԡ������ʾ������TA15�������������ӣ�Ti6Al4V-xTA15��ĩϸ���˳����������������˴��������������������������ܷ����仯�������������ۺϿ��Ǽ�������������������������ԣ�Ti6Al4V-70%TA15(x=70%)��Ϸ�ĩ������ʵĺ�ѡ���ϣ��Ƽ��û�Ϸ�ĩ��ΪTA15�ͼ�������������ԭ���ϡ�
�ؼ��ʣ�������������TA15�Ͻ�Ti6Al4V�Ͻ�������
Foundation item: Project(2019-00899-1-1) supported by the Ministry of Industry and Information Technology of China; Project(2021JM-060) supported by the Natural Science Foundation of Shaanxi Province, China; Project(3102019QD0409) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2020-12-29; Accepted date: 2021-03-17
Corresponding author: LIN Xin, PhD, Professor; Tel: +86-29-88494001; E-mail: xlin@nwpu.edu.cn; ORCID: https://orcid.org/0000-0002-7491-8928

