
Recycling of minute metal scraps by semisolid processing: Manufacturing of design materials
S. SUGIYAMA, T. MERA, J. YANAGIMOTO
Institute of Industrial Science, The University of Tokyo,
Komaba 4-6-1, Meguro-ku, Tokyo, 153-8505, Japan
Received 13 May 2010; accepted 25 June 2010
Abstract: As a new attempt to recycle minute metal scraps, the possibility of manufacturing design materials by semisolid extrusion processing was shown. A design material with an intended shape, such as a character or petal shape, was manufactured using minute metal scraps. Similarly, a design material with an intended color pattern for each metal, such as red copper in a white aluminum matrix, resembling grainlike wood, was manufactured by mixing two or more types of minute metal scrap. In addition, secondary design materials, which have engraved patterns on the surface of the target metal made by an electric discharge machine using the above primary design material as an electrode, were manufactured.
Key words: semisolid processing; minute metal scraps; recycling; design material
1 Introduction
With growing calls for a recycling-intensive society, the amount of waste material will have to be reduced continuously in the future. The concept of recycling or reproducing metal scraps generated at mechanical workshops is also being considered simultaneously with the achievement of zero emission (no waste).
The authors currently conduct research on the recycling of minute metal scraps, such as turnings, grindings, and wire waste from an electrical discharge machine using solidification molding technology by semisolid processing.
Semisolid metal forming has great potential because 1) it is a simple manufacturing process, 2) it is an alternative process for low-workability materials, and 3) it is applicable to processing composite materials. Consequently, semisolid metal forming is a novel process that has great potential to expand its applications to areas where conventional plastic working and casting processes are not feasible. Thus, semisolid metal forming is expected to play an important role in the recycling of metal scraps.
Research works on the recycling of minute metal scraps of magnesium and aluminum alloys by conventional hot plastic working or powder metallurgy have been reported[1-6]. However, few works on the recycling of minute metal scraps by a semisolid process have been reported[7].
In our previous report[8], the possibility of recycling waste to a high-strength material by semisolid extrusion was examined. The process was applied to aluminum alloy lathe turnings, adopting different temperatures and extrusion ratios. The results showed that a semisolid extrusion ratio of over 10 yields successful results. The mechanical properties, such as tensile strength and elongation, of the products are comparable to those of the original base material.
In this study, first, design materials with an intended shape, such as a character or petal shape, were manufactured using minute metal scraps of aluminum, copper, or brass by semisolid extrusion. Similarly, design materials with an intended color pattern for each metal, such as red copper in a white aluminum matrix, resembling grain-like wood, were manufactured by mixing two or more types of minute metal scrap. Furthermore, secondary design materials, which have engraved patterns on the surface of the metal made by an electric discharge machine using a primary design material, such as a character shape or a color pattern, as an electrode, were manufactured.
2 Experimental
A2011 or A7075 aluminum alloy turnings, pure copper turnings, and brass wire waste of an electric discharge machine were used as raw materials. Aluminum alloy turnings and oxygen-free copper turnings were fabricated by lathing a round bar without using a lubricant in a laboratory. The brass wire waste, a continuous wire of about 0.2 mm in diameter, was obtained from a workshop at The University of Tokyo, Japan. Fig.1 shows the aluminum alloy and copper turnings, and a mixture of these turnings and its compacted aspect. Fig.2 shows the brass wire waste and its compacted aspect.
The solidification molding experiment is performed as follows (see Fig.3). Firstly, minute metal scraps are placed in a metal mold (35 mm in outer diameter, 22 mm in inner diameter and 50 mm in height) and compacted at room temperature (compaction). Next, the mold with the compacted scraps is heated to a given temperature in atmosphere using a high-frequency induction-heating furnace (heating). Finally, the mold is placed in the container of the extrusion press and direct extrusion is carried out (extrusion).
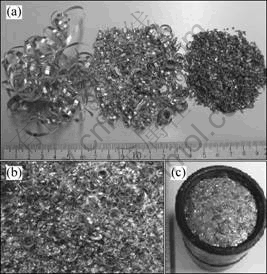
Fig.1 Aluminum alloy and copper turnings (a), and mixture of these turnings (b) and its compacted aspect (c)
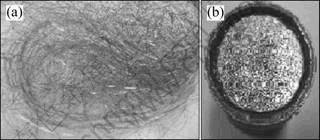
Fig.2 Brass wire waste (a) and its compacted aspect (b)
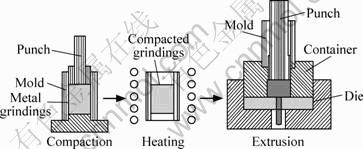
Fig.3 Solidification forming process using minute metal scraps
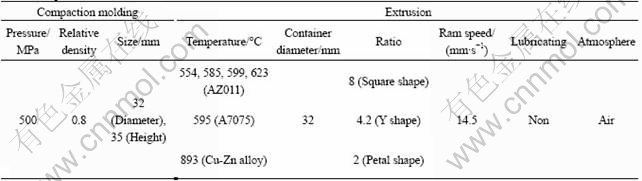
In the compaction, the pressure is about 500 MPa; the relative densities at that pressure become about 80% (aluminum alloy turnings) and about 72% (brass wire waste). The temperature of the compacted turnings is set between 554 °C (the solid fraction φ is about 97%) and 623 °C (φ≈70%) in the case of A2011, at 595 °C (φ≈77%) in the case of A7075, and at 893 °C (near eutectic temperature) in the case of brass. The extrusion temperature is actually 10-20 °C lower than the heating temperature owing to heat loss that accounts for transfer from the heating device.
Fig.4 shows the three types of die used for the semisolid extrusion: square (10 mm on each side; extrusion ratio, λ=8), Y-shape (λ=4.2), and petal-shape (λ≈2). The bearing length of the dies is 20 mm. The experimental conditions are shown in Table 1.

Fig.4 Extrusion dies
Table 1 Experimental conditions
3 Experimental results and consideration
3.1 Primary design material
Fig.5 shows the aspect of the extruded products. The extrusion temperature (t), solid fraction (φ), and extrusion ratio (λ) are given in Fig.5. The products are successfully extruded, and no macrocracks or unfilled parts are visible on the surface.
Fig.6 shows the shape of the cross section of the extruded products shown in Fig.5. The samples were cut into 2 mm in thickness with a disk cutter or into 0.5 mm in thickness with a wire electric discharge machine. From the visual observation of the cutting plane, neither vestiges of turnings, nor macro/micro-cracks nor pinholes in the cutting plane were observed. When the products were polished, sufficient luster was obtained.

Fig.5 Extruded products: (a) A2011, t=599 °C, φ=87%, λ=2; (b) A7075, t=595 °C, φ=77%, λ=4.2; (c) A2011+50%Cu, t=585 °C, φ=92%, λ=8; (d) Cu-Zn alloy, t=893 °C, λ=4.2

Fig.6 Sliced samples of shape intended design material of extruded products
Fig.7 shows other types of design material. Each design material was obtained by polishing the extruded product shown in Fig.5(c). The red color of copper resembled a wood grain pattern in an aluminum alloy matrix. This type of design material was synthesized using the difference in color between two materials.
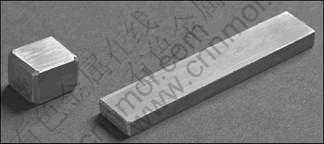
Fig.7 Color intended design material by mixing aluminum alloy and copper
The design material shown in Fig.7 is then cold-rolled. Fig.8 shows the surface of the design material after cold rolling. Several passes of rolling were conducted and the material of the initial rectangle block of 5 mm in thickness was finished to 0.7 mm. A seat made of the design material was manufactured by this method. Neither the copper nor aluminum parts separated in spite of the extreme cold rolling.
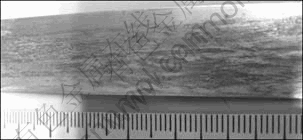
Fig.8 Design material after cold rolling
Fig.9 shows the result of observing the microstructure shown in Figs.5(c) and 5(d) with an optical microscope. A reactive phase of 4-6 μm was formed at the interfacial surface of the aluminum alloy and copper parts (see Fig.9(a)). In the Y-shaped product prepared from the brass waste, no shapes of the original wire were observed. Moreover, there was no void defect, and an excellent inner surface was formed (see Fig.9(b)).
3.2 Secondary design material
The secondary design materials were manufactured by engraving the pattern of the first design material on a target material by electric discharge machining. In this experiment, a Y character pattern of the brass prepared from wire waste shown in Fig.5(d) and the aluminum copper composite materials shown in Fig.5(c) were used as electrode bars. And hardened steel was used as a target material.
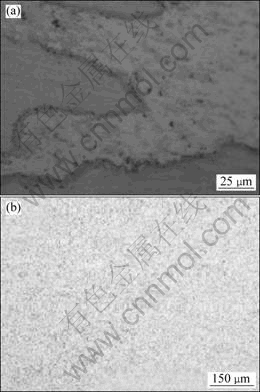
Fig.9 Microstructures of extruded products: (a) A2011; (b) Cu-Zn alloy
Fig.10 shows an engraving electrical discharge machine. The table is 500 mm in width and 350 mm in depth. The target material is fixed to the bottom of the table, and the vertical motion electrode bar is installed above the target material. Electric discharge machining is carried out in oil.
Fig.11(a) shows the features of the installed target, hardened steel of cylindrical shape, and electrode bar. Fig.11(b) shows a result of engraving a Y pattern on the target. The outline of the character was plain, and carved for a uniform depth. Surface roughness was freely changed by adjusting the settings of the electrical discharge machine. Even the electrode prepared from the recycled copper wire waste was carved with no inferior features, as well as the electrode made of solid material.

Fig.10 Engraving electrical discharge machine
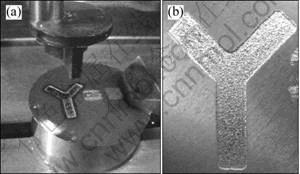
Fig.11 Features of engraving (a) and engraved design sample (b)
Note that, when the composite material shown in Fig.5(c) was used as the electrode, the pattern should be selected first. Fig.12(a) shows an example of the extraction pattern of the copper part subjected to chemical etching. In this case, the composite material was soaked in an aqueous sodium hydroxide of 10% for 30 min. As a result, the copper part was etched by 0.1-0.2 mm compared with the aluminum alloy part. Fig.12(b) shows an example of engraving the pattern of the copper part for the hardened steel using the electrode to extract the copper part. It was understood that the pattern of the copper part of the electrode could be easily reproduced.
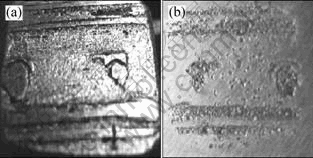
Fig.12 Electrode with pattern (a) and engraved design sample (b)
The method discussed in the present study, as it was not limited to produce a design material by the transcription of the pattern, could also be applied industrially to the carving of a complex patterns for planar and curved surfaces.
4 Summary
As a new attempt to recycle minute metal scraps, the possibility of manufacturing design materials by semisolid processing was shown using aluminum alloy turnings, copper turnings or brass wire waste from a wire electric discharge machine.
In general, the problem of strength deterioration or impurity incorporation is significant in recycled products. The proposed design material manufacturing technique that uses minute metal scraps can turn this negative factor into a positive factor.
References
[1] MABUCHI M, KUBOTA K, HIGASHI K. New recycling process by extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bars [J]. Material Transaction JIM, 1995, 36(10): 1249-1254.
[2] LUANGVARANUNT T, KONDOH K, AIZAWA T. A novel process to form Al-12 mass % Si bulk martial from machined chips using bulk mechanical alloying [J]. Material Transactions JIM, 2002, 43(5): 1178-1182.
[3] FOGAGNOLO J B, RUIZ-NAVAS E M, SHIMON M A, MARTINEZ M A. Recycling of aluminium alloy and aluminium matrix composite chips by pressing and hot extrusion [J]. J Materials Processing Technology, 2003, 143/144: 792-795.
[4] HATSUKANO K, MURAKOSHI Y, MATSUZAKI K. Deformation behavior and forgeability of hot-extruded AZ31 chips [C]//The Proceedings of the 58th Japanese Joint Conference for the Technology of Plasticity. Tokyo: Japan Society for Technology of Plasticity, 2007: 269-270.
[5] SAMUEL M. A new technique for recycling aluminium scrap [J]. J Materials Processing Technology, 2003, 135: 117-124.
[6] GRONOSTAJSKI J, MATUSZAK A. The recycling of metals by plastic deformation: an example of recycling of aluminium and its alloys chips [J]. J Materials Processing Technology, 1999, 92/93: 35-41.
[7] YAMAZAKI T. Toyama industrial technology center (TITC) [R]. 2005.
[8] SUGIYAMA S, YANAGIMOTO J. Solidification and forming technology of minute metal by semisolid process [J]. J Solid Mechanics and Materials Engineering, 2009, 3(2): 227-235.
(Edited by YANG Bing)
Corresponding author: S. SUGIYAMA; Tel: +81-3-5452-6204; E-mail: sugi@iis.u-tokyo.ac.jp
DOI: 10.1016/S1003-6326(09)60340-X

