Abstract: A magnesium cylinder head cover was used to experimentally study the influence of application of decreasing speed technology(denoted as DST) and decreasing pressure technology(denoted as DPT) on pressure variations in the die cavity, the surface quality, properties and gas porosity of magnesium alloy die castings. The results show that the application of DST and DPT during mold filling of magnesium die casting leads to the decrease of filling pressure and the decrease of surface quality of the castings. Application of DST or DPT respectively causes the decrease of the pressure during pressure intensification stage and a little increase of the number and size of gas porosity in the castings. As a result, the tensile strength and density of the castings decrease. Application of DST and DPT simultaneously causes a great decrease of filling pressure and the pressure during pressure intensification stage and a sharp increase of the number and size of gas porosity in the castings. Accordingly, the tensile strength and density of the castings decrease greatly.
Influence of decreasing speed technology and decreasing pressure technology on quality and properties of magnesium alloy die castings
Abstract:
A magnesium cylinder head cover was used to experimentally study the influence of application of decreasing speed technology(denoted as DST) and decreasing pressure technology(denoted as DPT) on pressure variations in the die cavity, the surface quality, properties and gas porosity of magnesium alloy die castings. The results show that the application of DST and DPT during mold filling of magnesium die casting leads to the decrease of filling pressure and the decrease of surface quality of the castings. Application of DST or DPT respectively causes the decrease of the pressure during pressure intensification stage and a little increase of the number and size of gas porosity in the castings. As a result, the tensile strength and density of the castings decrease. Application of DST and DPT simultaneously causes a great decrease of filling pressure and the pressure during pressure intensification stage and a sharp increase of the number and size of gas porosity in the castings. Accordingly, the tensile strength and density of the castings decrease greatly.
图1 发动机缸盖罩盖铸件(a)及浇注系统(b) Fig.1 Casting structure(a) and runner system(b) of cylinder head cover component (Points p1 and p2 are locations to measure pressure in die cavity and to get samples to test quality, density and tensile strength of casting)
图2 充型凝固阶段型腔内p1(a) 和 p2(b) 测试点处的压强曲线 Fig.2 Pressure curves at points p1(a) and p2(b) in die cavity during mold filling and solidification stages 1)―Without DST and DPT; 2)―DPT; 3)―DST; 4)―DST and DPT
图3 不同工艺方案下铸件表观质量的缺陷分值 Fig.3 Defect values of surface quality of castings under different schemes (1―Without DST and DPT; 2―DPT; 3―DST; 4―DST and DPT)
图4 铸件p1测试点处所取试样表面孔洞的光学显微照片 Fig.4 Optical photos of gas porosity of specimens taken from point p1 in castings under different schemes (a)―Without DST and DPT; (b)―DPT; (c)―DST; (d)―DST and DPT
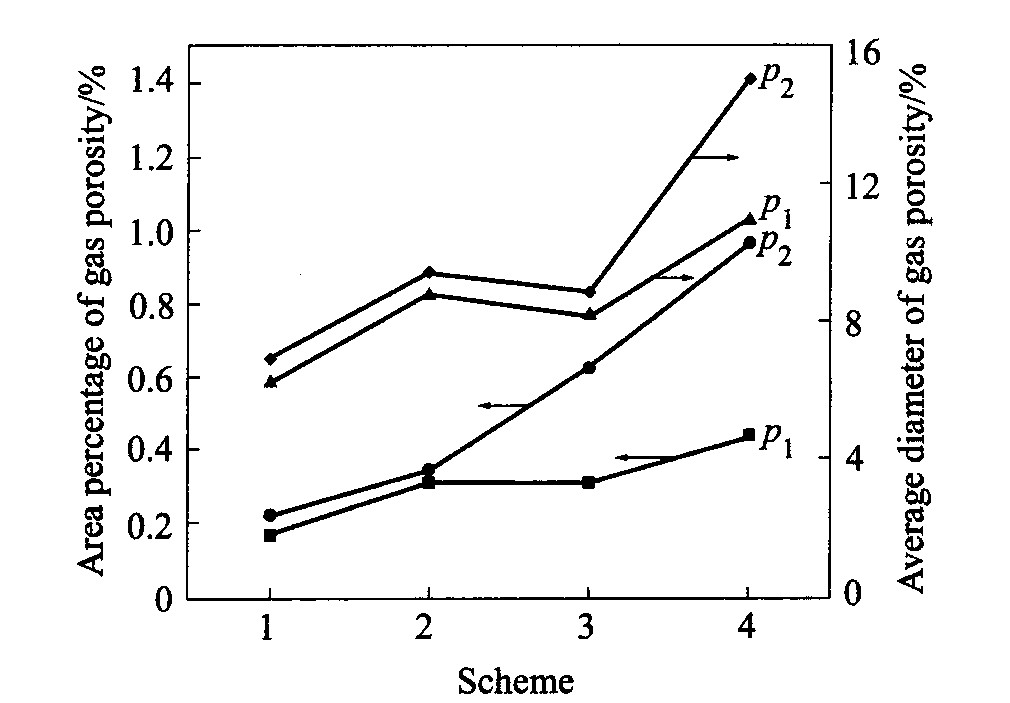
图5 不同工艺方案下铸件p1与 p2测试点处孔洞的面积分数和平均直径 Fig.5 Area percentage and average diameter of gas porosity at points p1 and p2 in castings under different schemes (1―Without DST and DPT; 2―DPT; 3―DST; 4―DST and DPT)