铜含量对Sn-Cu钎料与Cu、Ni基板钎焊界面IMC的影响
何大鹏1, 于大全1, 2, 王 来1, C M L Wu2
(1. 大连理工大学 材料科学与工程学院, 大连 116023;
2. 香港城市大学 物理与材料科学系, 香港)
摘 要: 研究了不同铜含量的Sn-xCu钎料(x=0, 0.1%, 0.3%, 0.7%, 0.9%, 1.5%)与Cu板和Ni板在260、 280和290℃钎焊后界面金属间化合物(IMC)的成分和形貌。 研究结果表明: 钎料与Cu板钎焊时, 钎焊温度越高, 界面处形成的Cu6Sn5 IMC厚度越大, 而在同一钎焊温度下, 随着钎料中铜含量的增加, IMC的厚度先减少后增加; 与Ni板钎焊时, 界面IMC的厚度随着铜含量的增加而增加, 同时界面化合物的成分和形貌均发生了显著变化; 当Cu含量小于0.3%(质量分数)时, 界面处形成了连续的(CuxNi1-x)3Sn4层; 而当Cu含量为0.7%时, 界面处同时存在着短棒状(CuxNi1-x)3Sn4和大块状(CuxNi1-x)6Sn5IMC; 当铜含量继续增大时(0.9%~1.5%), (CuxNi1-x)3Sn4 IMC消失, 只发现了棒状(CuxNi1-x)6Sn5 IMC。 讨论了钎料中Cu含量对与Cu、 Ni基板钎焊接头界面化合物生长的影响, 并进一步讨论了(CuxNi1-x)6Sn5IMC的形成和长大机理。
关键词: Sn-Cu钎料; 金属间化合物(IMC); 钎焊; 界面反应 中图分类号: TG425.1
文献标识码: A
Effect of Cu content on IMC between Sn-Cu solder andCu and Ni substrates
HE Da-peng1, YU Da-quan1, 2, WANG Lai1, C M L Wu2
(1. School of Materials Science and Engineering,Dalian University of Technology, Dalian 116023, China;
2. Department of Physics and Materials Science,City University of Hong Kong, Hong Kong, China;)
Abstract: The reactions between Sn-xCu(x=0, 0.1%, 0.3%, 0.7%, 0.9%, 1.5%) and Cu or Ni at 260, 280 and 290℃ were studied to reveal the effect of varying Cu content on the composition and morphologies of intermetallic compounds (IMC) formed at the interface between solders and the substrate. The IMCs formed at the interface of Sn-Cu/Cu are Cu6Sn5. The higher the temperature is, the thicker the IMC layer forms. While soldering at the same temperature, with the increase of Cu content the thickness of IMC reduces first then increases. The thickness of IMC increases with the increase of Cu content when soldered with Ni at 260℃. And at the same time, the composition and morphologies of the IMC have notable changes. When the Cu content is below 0.3%(mass fraction), a continuous (CuxNi1-x)3Sn4 IMC layer formed at the interface. When the Cu content is 0.7%, bigger facet (CuxNi1-x)6Sn5 IMCs are found on the (CuxNi1-x)3Sn4 IMC layer. At higher Cu content (0.9%-1.5%), stick shaped (CuxNi1-x)6Sn5 IMCs are detected and (CuxNi1-x)3Sn4 IMCs disappear. The effect of Cu content on the growth of IMC layer is analyzed and the formation and growth mechanisms of (CuxNi1-x)6Sn5 IMC are discussed further.
Key words: Sn-Cu solder; intermetallic compound (IMC); soldering; interfacial reaction
人们对环境保护和铅的毒害性的关注推动了无铅钎料的发展。 经过10多年的研究和开发, 目前已有许多无铅钎料可以代替Sn-Pb钎料应用于电子工业中。 在大量的无铅钎料中, Sn-Ag-Cu被推荐为较好的取代品。 而Sn-0.7Cu合金广泛应用于波峰焊, 并且在倒装焊时能更好的代替共晶Sn-Pb钎料[1]。 与Sn-Pb钎料相比, 由于当前无铅钎料合金中引入了很多合金化元素(如Cu、 Ag、 Ni、 In、 Zn、 Ni和稀土元素[1-3]等), 因此使得润湿反应变得更加复杂[1, 4-6]。
众所周知, 钎焊时的主要问题是钎料和基板之间金属间化合物(IMC)的形成和长大。 镍作为一种可焊接的阻挡层被广泛的用来防止钎料和铜的反应[7, 8]。 Chen等[8]和Ho等[9]报道了铜含量对Sn-Cu、 Sn-Ag-Cu钎料和镍基板钎焊时IMC的成分有非常大的影响, 表明了在钎料中准确控制铜含量的必要性。 对Sn-Ag-Cu钎料来说, 当铜含量低于0.2%时, 反应的产物是(Ni1-xCux)3Sn4; 当铜含量低于0.6%时, 反应的产物是的(Ni1-xCux)3Sn4和(Ni1-xCux)6Sn5的混合物; 而当铜含量高于0.6%时, 只能找到(Ni1-xCux)6Sn5。 在他们的实验中, 钎焊时间非常长, 达到10min和25h, 而在实际钎焊过程中钎焊时间大约是1min。 因此, 本文作者研究了短时间钎焊后铜含量对Sn-Cu/Cu及Sn-Cu/Ni界面处IMC的影响。
1 实验
实验所用Sn-xCu合金(x=0, 0.1%, 0.3%, 0.7%, 0.9%, 1.5%)由高纯度的金属制得, 其中锡为99.95%, 铜为99.999%, 将其按成分称好放在500℃的真空炉中熔炼5h, 然后用不锈钢模具浇铸。 镍板(纯度为99.95%)和铜板(纯度为99.999%)厚度为0.1mm, 长度和宽度为10mm。 将其打磨光亮之后先后用稀盐酸和酒精清洗, 然后在空气中烘干。 将钎料切成每个0.2g的小钎料片进行钎焊。 钎料片的体积大概为0.2cm3。 钎焊温度为260、 280和290℃, 钎焊时间为30、 60为了观察钎焊接头界面的IMC, 将焊点用环氧树脂封装在有机玻璃管中, 然后打磨并用1μm的金刚石抛光膏抛光。 将抛光好的试样用93%的甲醇、 5%硝酸和2%盐酸腐蚀液腐蚀, 接着在试样表面镀上一层金, 然后再进行结构观察。 用5%的硝酸将表面的钎料腐蚀完毕之后观察IMC的形貌。 钎焊接头和IMC的形貌均用电压为20keV扫描电镜(SEM)(JSM-820, JSM-5600LV)观察。 用能谱分析仪(EDX)来确定IMC的成分。 用X射线衍射分析仪(XRD-6000)来鉴定去除钎料之后的IMC的成分。 钎焊接头和分析部位如图1所示。 因界面处IMC的起伏程度很大, 直接测量IMC层厚度准确性较差。 实验中采用Q500IW图像分析仪测定IMC的面积, 然后除以总的长度, 得到IMC的平均厚度。

图1 钎焊接头分析部位示意图
Fig.1 Schematic diagram of analyzed regions of solder joint
2 结果
图2所示为Sn-xCu/Cu在260℃钎焊60s后钎焊接头的截面微观组织。 由图可见, 其IMC的成分均为Cu6Sn5, 当铜含量较小(x=0, 0.1%, 0.3%)时, 扇贝状的IMC很小, 且Cu6Sn5颗粒与IMC层出现剥离; 当铜含量大于0.7%时, 扇贝状的Cu6Sn5 IMC颗粒变得很粗大, 部分Cu6Sn5 IMC可达数十微米, 直径可达4~5μm, IMC层变厚。

图2 260℃钎焊60s后Sn-xCu/Cu接头钎焊反应界面
Fig.2 Interface for reaction of Sn-xCu/Cu joint at 260℃ for 60s
图3所示分别为Sn-xCu/Cu在260、 280和290℃钎焊60s后IMC厚度随铜含量的变化曲线。 由图可以看出, 在相同钎焊温度和钎焊时间下, 随着铜含量的增加, IMC的厚度先减小后增大。 而钎焊温度越高, 钎焊后IMC的厚度越大, 铜含量对IMC厚度的影响越小, 其曲线越平坦。
图4所示为260℃Sn-xCu/Ni接头反应产物的X射线衍射谱。 由图可见, Sn-0.1Cu和Sn-0.3Cu的反应产物只有(Ni1-xCux)3Sn4 IMC; 而Sn-0.7Cu钎料, 我们观察到了(Ni1-xCux)3Sn4和(Ni1-xCux)6Sn5两种成分的IMC; 当铜含量再增加时, Sn-0.9Cu和Sn-1.5Cu在界面处只有(Ni1-x-Cux)6Sn5 IMC。

图3 不同温度下Sn-xCu/Cu接头IMC厚度随铜含量的变化曲线
Fig.3 Variational curves of IMC thickness of Sn-xCu/Cu joints vs content of copper at different temperatures

图4 260℃ 钎焊60s反应产物的X射线衍射谱
Fig.4 XRD patterns for reaction products at 260℃ for 60s
在SEM下观察钎焊后IMC的形貌时, 发现Sn-xCu/Ni界面呈现不同的形貌, 如图5所示。 在图5(a)中, 在Sn-0.1Cu和Ni基板之间形成粒状的(Ni1-xCux)3Sn4 IMC。 随着铜含量的增加, Sn-0.3Cu钎料的IMC转变为短棒状。 让我们感到惊讶的是在Sn-0.7Cu/Ni界面出现了意料之外的多面体(CuxNi1-x)6Sn5 IMC, 如图5(c)所示; 同时, 在多面体(CuxNi1-x)6Sn5 IMC下面发现了棒状的(Ni1-xCux)3Sn4 IMC, 并且(CuxNi1-x)6Sn5化合物在(Ni1-xCux)3Sn4相上形成和长大。 实际上, 在我们以前的研究中, 将镍片浸蘸在熔化的钎料中时, 在Sn-3.5Ag-0.7Cu/Ni界面的润湿反应边缘位置曾发现过这种IMC[10]。 这种IMC的形成原因将在后面加以讨论。 然而, 当铜含量高于0.9%时, (Ni1-xCux)3Sn4 IMC消失了, 整个界面只有棒状的(CuxNi1-x)6Sn5 IMC, 如图5(d)和5(e)所示。 在界面处随着温度的变化而变化的IMC的成分已在表1列出。 从中可以看出, 相同成分的钎料在3种钎焊温度下IMC的成分是一样的, 而在相同的钎焊温度下, 随着钎料中铜含量的增加, IMC中镍含量下降, 同时铜含量上升。
图6所示为Sn-Cu钎料与镍基板的260℃钎焊接头的截面微观组织, (Ni1-xCux)3Sn4 IMC层比(CuxNi1-x)6Sn5 IMC层要薄。 在Sn-1.5Cu/Ni界面有近十微米长的棒状(CuxNi1-x)6Sn5 IMC生长。 随着铜含量的增加, 在Sn-0.7Cu、 Sn-0.9Cu和Sn-1.5Cu钎料中可发现沉积相为Cu6Sn5和(Ni1-x-Cux)6Sn5。
图7所示为Sn-xCu/Ni在260℃钎焊30、 60和90s后IMC的厚度随铜含量的变化曲线。 由图可以看出, 相同的钎焊温度和钎焊时间下IMC的厚度随着铜含量的增加而增大。 而铜含量相同时, IMC的厚度随着钎焊时间的增加而增大。
3 讨论
3.1 Cu含量对Sn-Cu/Cu界面处IMC的影响

图5 290℃ 钎焊60s的IMC表面形貌
Fig.5 Surface morphologies of IMC at 290℃ for 60s

图6 260℃钎焊60s后钎料和
Ni钎焊反应界面
Fig.6 Interface for reaction between solders and Ni solder at 260℃ for 60s
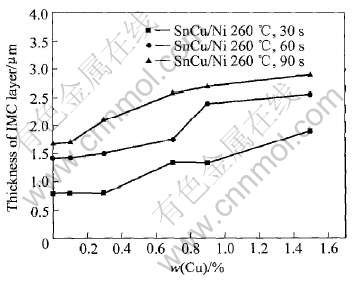
图7 不同温度下Sn-xCu/Ni接头IMC厚度随Cu含量的变化曲线
Fig.7 Variational curves of IMC thickness of Sn-xCu/Ni joints vs content of copper at different temperatures
表1 钎焊60s后钎料成分和反应产物
Table 1 Compositions of solders and reaction products soldered for 60s(mass fraction, %)

由于铜在锡中的溶解度为1.1%[11, 12], 当Sn-Cu钎料中铜含量低于1.1%时, 生成的Cu6Sn5IMC将有一部分溶解到钎料中, 从而导致IMC的减少。 另一方面, 当Sn-Cu钎料中铜含量高于1.1%时, 钎料中的Cu6Sn5将沉积下来, 使得IMC层变厚。 另外, 当在锡中加入铜元素时, 由于锡和铜之间有很大的亲和力, 从而导致锡的活度降低, 这就是图3中曲线为什么先下降的另一个原因。 从图2中也可以发现, Cu6Sn5 IMC颗粒的大小与IMC的厚度变化是一致的, 先减小后增大。 Sn-Cu与铜反应时, 锡的活度越大, 其反应也就越容易进行, 产物也就越多。
当在钎料中加入少量铜时, 由于锡和铜之间的很大的亲和力, 使锡的活度降低, 所以加入少量铜后与纯锡相比使IMC颗粒变小, 如图2(b)和(c)所示; 另一方面, 由于锡中铜含量还没有达到溶解度, Cu6Sn5 IMC溶解从而使得加入少量铜比加入大量铜的钎料钎焊后IMC颗粒较小。 当铜的加入量超过铜在Sn中的溶解度时, Cu6Sn5将沉积下来, 从而导致IMC颗粒变大, 如图2(d)、 (e)和(f)所示。
IMC的生成量由系统能够提供的能量决定, 能量越高, 其IMC的厚度也就越大。 当钎焊温度升高时, 其ΔT(钎焊温度与钎料熔点之差)越大, 从而系统能够提供的能量越多, 使IMC层生长速度越快。 如图3所示, 钎焊温度越高, 其IMC越厚。 而当钎焊温度越高时, ΔT的影响是占主要的, 所以钎焊温度越高, 铜含量对IMC厚度的影响越小, 图3中的曲线越平坦。
3.2 铜含量对Sn-xCu/Ni界面处IMC的影响
3.2.1 Sn-xCu/Ni界面IMC形成的机理
在恒温恒压下发生的所有的化学反应都伴随着Gibbs自由能的减少。 生成Ni3Sn4的Gibbs自由能为-24.1kJ/mol, 而生成Cu6Sn5的Gibbs自由能为-6.95kJ/mol[13]。 因此, 在钎焊反应时, 当界面处铜含量低于0.3%时, 首先发生的是反应(1)。
3Ni+4Sn→Ni3Sn4(1)
在液态合金中铜原子可能很容易扩散到Ni3Sn4中取代镍原子的位置, 如反应(2)所示。 据报道Ni3Sn4最多能够溶解8.5%(摩尔分数)的铜[13]。

然而, 当铜含量继续增加时, 铜原子在液态合金中的状态将发生改变。 Bian已经研究了Cu-Al、 Al-Ni等合金的液态结构, 并报道说如果在合金中形成IMC, 在一定条件下液态金属中不仅存在短程有序(SRO)结构, 而且存在中程有序(MRO)结构[14]。 因为钎焊温度只高于熔化温度30~60℃以及锡和铜之间具有较高的亲和力, 在液态钎料中可能不仅存在SRO Cu6Sn5群, 而且也存在MRO Cu6Sn5群。 而且随着铜含量的增加这种有序群将更加普遍。 毫无疑问, Cu6Sn5的体积分数越高, 钎料合金中可能形成的有序Cu6Sn5群就越多。
利用优化数据, 可以计算出在235℃时的Ni3Sn4和Cu6Sn5的亚稳平衡, 而且最近Lin等[11, 12]利用相图解释了含铜钎料和镍基板之间生成的金属间化合物层的形成机制。 从240℃的Sn-Cu-Ni三元相图的等温截面可以看出, 铜在纯锡中的溶解限大约为1.1%。 当在纯锡中加入少量的镍时, 铜的溶解限下降到大约0.6%。 当铜合金大于0.6%时, 过量的铜原子将以Cu6Sn5化合物形式沉积下来。
因此, 当铜含量达到0.7%时, 反应就变得复杂了, 除了反应(1)和(2), 反应(3)也发生。 由反应(3)可知, 液态合金中已经形成了Cu6Sn5化合物或有序结构。

当铜含量大于0.9%时, 似乎只有反应(3)发生。 已经有研究者计算了镍能很大的降低Cu6Sn5的Gibbs自由能并且使其非常稳定[13]。 这就意味着镍能够为Cu6Sn5 ((Ni1-xCux)6Sn5)化合物异相形核提供低能量位置。 当钎焊时间比较短时(~ 1min), 镍界面附近的镍原子已经足够形成(Ni1-xCux)6Sn5IMC。 这里(Ni1-xCux)6Sn5IMC的生长速率由Cu6Sn5的含量或体积分数确定。
在形成IMC层的界面反应中, 必须由自由能减少来决定。 但是为了在短时间内得到最大的自由能减少量, 一个高的自由能改变速率是起促进作用的[2]。 Tu[3]认为哪一种反应能提供最大的自由能减少速率可能由产物的形貌和微观组织来决定。 比如扇贝状的IMC在Sn-Ag-Cu/Cu界面生长速度非常快的。 如图5和6所示, (Ni1-xCux)6Sn5的形貌变化非常大。 尤其是对Sn-0.7Cu而言, 即使其多面体状的IMC与Sn-0.9Cu/Ni界面上的棒状IMC在成分上非常接近, 但它们却呈现出非常不同的外观。 对于Sn-0.7Cu钎料合金, 其铜含量稍微高于0.6%, 部分铜原子会扩散到(Ni1-xCux)3Sn4 IMC中, 因此, 可供形成(Ni1-xCux)6Sn5的Cu6Sn5化合物或群就很有限了。 在这种情况下, 多面体状化合物的形成可能导致最大的自由能变化率。
3.2.2 钎料体积和润湿面积的比率等对IMC成分的影响
Chen等[8]已经报道了Sn-xCu钎料(x=0.2%, 0.4%, 0.7%, 1%)与Ni基板板在250℃钎焊10min和25 h所生成的IMC。 发现当Cu含量是0.2%时, 反应产物是(Ni1-xCux)3Sn4。 高Cu含量(x=0.7%, 1%)时发现产物是(Ni1-xCux)6Sn5。 当铜含量在中间值时(x=0.4%), 产物是(Ni1-xCux)3Sn4和(Ni1-xCux)6Sn5的混合物。 这和本文作者研究的反应产物有所差别, 可能是由实验方法和实验条件的不同产生的。 在Chen等[8]的实验中, 将直径为6.35mm的镍圆板放入直径为10mm的钎料熔池(6g)中反应。 两种实验方法的差别可以用图8(a)和(b)来表示。 而本文作者的实验中, 钎料片很小, 而镍基板有很大的面积, 如图2.9(a)所示。 在以前的工作中, 本文作者讨论了回流焊法和浸蘸法在钎焊和时效过程中对Cu-Sn化合物形成的影响[15]。 由于钎料体积的不同, 这两种方法所得到的IMC也大不相同。

图8 3种钎焊方法示意图
Fig.8 Schematic diagram of three soldering methods
前面讨论了液态合金中Cu6Sn5的沉淀是(CuxNi1-x)6Sn5 IMC层形成和长大的决定性因素。 如果钎料体积很大而反应面积很小, 基板上单位面积上的Cu6Sn5数量将增大。 在这种条件下, 即使铜含量很小, 但与我们现在的试验相比, Cu6Sn5将足够在整个镍表面形核并长大。 另外一个原因可能就是我们的钎焊时间非常短, 钎焊时间还不足以使反应充分完成。
在电子封装中, 钎料体积和润湿面积在不同的钎焊参数和方法下是不同的。 例如, 如图8(c)所示, 在倒装焊技术中, BGA钎料球的直径一般大于可焊基板的直径[2]。 所以, 在不同的钎焊条件和方法下, 用含铜无铅钎料与镍基板或Ni(P)基UBM钎焊时, (CuxNi1-x)3Sn4转化为(CuxNi1-x)6Sn5的铜含量的门槛值是不同的。 Yoon等[16]在钎焊超过30min时在Sn-0.7Cu/Ni-P BGA接头界面处找到了单一的(CuxNi1-x)6Sn5化合物。 总之, 当用含铜钎料钎焊时必须进行更细致的工作来确定钎料接头的可靠性, 不同条件下不同的铜含量将导致化合物的转变。
4 结论
1) Sn-xCu与铜钎焊时, IMC的厚度随着铜含量增加先减少后增加, 钎焊温度越高, IMC越厚, 铜含量对IMC厚度的影响越小。
2) Sn-xCu与与镍板钎焊时, IMC的厚度随着铜含量增加而增加, 钎焊时间越长, 其IMC层越厚, 同时IMC的成分和形貌均发生了显著变化。 当铜含量小于0.3%时在界面处形成了连续的(CuxNi1-x)3Sn4 IMC。 当铜含量为0.7%时, 在(CuxNi1-x)3Sn4 IMC上发现了体积相对大的多面体(CuxNi1-x)6Sn5 IMC。 而在高铜含量(0.9%~1.5%)时, 只发现单一的棒状(CuxNi1-x)6Sn5化合物。
3) (Ni1-xCux)6Sn5 IMC的生长速率由Cu6Sn5的数量或者体积分数决定。 在不同的钎焊条件和方法下, Sn-xCu钎料与镍基板钎焊时, (CuxNi1-x)3Sn4转化为(CuxNi1-x)6Sn5的铜含量的门槛值是不同的。
REFERENCES
[1]Abtew M, Selvaduray G. Lead-free solders in micro-electronics[J]. Mater Sci Eng, 2000, 27: 95-141.
[2]Wu C M L, Yu D Q, Law C M T, et al. Properties of lead-free solder alloys with rare earth element additions[J]. Mater Sci Eng A, 2004, 44: 1-44.
[3]Tu K N, Zeng K. Tin-lead (SnPb) solder reaction in flip chip technology[J]. Mater Sci Eng A, 2001, 34: 1-58.
[4]谢海平, 于大全, 马海涛, 等. Sn-Zn-Cu无铅钎料的组织、 润湿性和力学性能[J]. 中国有色金属学报, 2004, 14(10): 1694-1699.
XIE Hai-ping, YU Da-quan, MA Hai-tao, et al. Microstructure, wettability and mechanical properties of Sn-Zn-Cu lead free solder[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1694-1699.
[5]于大全, 赵杰, 王来. 微量稀土元素对Sn-9Zn合金润湿性的影响[J]. 中国有色金属学报, 2003, 13(4): 1001-1004.
YU Da-quan, ZHAO Jie, WANG Lai. Wetting properties of Sn-9Zn solder alloy with trace rare earth elements[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 1001-1004.
[6]段莉蕾, 于大全, 王来. Sn-9Zn-3Bi /Cu钎焊接头在170℃时效过程中的显微结构研究[J]. 中国有色金属学报, 2004, 14(5): 842-847.
DUAN Li-lei, YU Da-quan, WANG Lai. Microstructures of Sn-9Zn-3Bi solder/Cu joint during long-term aging at 170℃[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 842-847.
[7]Saiz E, Hwang C W, Suganuma K, et al. Spreading of Sn-Ag solders on Fe-Ni alloys[J]. Acta Mater, 2003, 51: 3185-3197.
[8]Chen W T, Ho C E, Kao C R. Effect of Cu concentration on the interfacial reactions between Ni and Sn-Cu solders[J]. J Mater Res, 2002, 17: 263-266.
[9]Ho C E, Tsai R Y, Lin Y L, et al. Effect of Cu concentration on the reactions between Sn-Ag-Cu solders and Ni[J]. J Electron Mater, 2002, 31: 584-590.
[10]Yu D Q, Wang L, Wu C M L, et al. The formation of nano-Ag3Sn particles on the intermetallic compounds during wetting reaction[J]. J Alloy Comp, 2005, 389: 153-158.
[11]Hsu S C, Wang S J, Liu C Y. Effect of Cu content on interfacial reactions between Sn(Cu) alloys and Ni/Ti thin-film metallization[J]. J Electron Mater, 2003, 32: 1214-1221.
[12]Wang S J, Liu C Y J. Study of interaction between Cu-Sn and Ni-Sn interfacial reactions by Ni-Sn3.5Ag-Cu sandwich structure[J]. Electron Mater, 2003, 32: 1303-1309.
[13]Laurila T, Vuorinen V, Kivilahti J K. Analyses of interfacial reactions at different levels of interconnection[J]. Mater Sci Eng A, 2004, 37: 307-317.
[14]Bian X F, Min P X, Qin X B, et al. Medium-range order clusters in metal melts[J]. Science in China (E), 2002, 45: 113-119.
[15]Yu D Q, Wu C M L, Law C M T, et al. Intermetallic compounds growth between Sn-3.5Ag lead-free solder and Cu substrate by dipping method[J]. J Alloy Comp, 2005, 392: 192-199.
[16]Yoon J W, Kin S W, Jung S B. Effect of reflow time on interfacial reaction and shear strength of Sn-0.7Cu solder/Cu and electroless Ni-P BGA joints[J]. J Alloy Comp, 2004, 385: 192-198.
(编辑何学锋)
基金项目: 辽宁省自然科学基金(20041078); 大连理工大学青年教师基金
收稿日期: 2005-09-30; 修订日期: 2005-11-15
通讯作者: 王 来, 教授; 电话: 0411-84707636; 传真: 0411-84709284; E-mail: wangl@dlut.edu.cn

