网络首发时间: 2017-11-07 17:25
稀有金属 2018,42(11),1134-1142 DOI:10.13373/j.cnki.cjrm.xy17080029
激光沉积TA15钛合金高周疲劳性能研究
杨光 刘佳蓬 钦兰云 任宇航 王维
沈阳航空航天大学航空制造工艺数字化国防重点学科实验室
摘 要:
为了研究激光沉积TA15钛合金的高周疲劳性能, 在720, 760和800 MPa应力水平下进行了室温高周疲劳 (HCF) 测试并分析了疲劳断口, 结果显示激光沉积TA15钛合金具有较高的高周疲劳寿命, 720 MPa下疲劳源区断口形貌表现为很高的组织敏感性, 敏感尺寸达单个α片层尺寸单元, 800 MPa下敏感性较弱, 只达到α片层集束尺寸单元。部分试样有气孔存在, 气孔范围在20~40μm, 气孔的存在使试样的高周疲劳寿命呈现不同于锻件的明显分散性, 表现为同一应力水平下寿命量级的分散, 且气孔的大小与位置对疲劳寿命有不同程度的影响。直径较大和距离表面越近的气孔对疲劳寿命损伤越大。采用数值模拟方法研究发现尺寸大、距离表面近的气孔应力集中系数大, 导致裂纹萌生寿命降低。虽然有气孔的存在, 但激光沉积TA15钛合金仍具有优异的疲劳性能, 这与取向随机、尺寸细小的片层组织有关, 细小的显微组织增加裂纹的萌生阻力, 提高高周疲劳强度。
关键词:
激光沉积 ;TA15钛合金 ;高周疲劳 ;气孔 ;裂纹萌生 ;
中图分类号: TG146.23;TG665
作者简介: 杨光 (1978-) , 男, 天津人, 博士, 教授, 研究方向:激光沉积制造/修复技术;电话:024-89723852;E-mail:yangguang@sau.edu.cn;
收稿日期: 2017-08-28
基金: 国家科技部重点研发计划项目 (2016YFB1100504); 国家自然科学基金项目 (51505301, 51375316); 沈阳增材制造工程技术研究中心项目 (F16-078-8-00) 资助;
High Cycle Fatigue Properties of Laser Deposited TA15 Titanium Alloy
Yang Guang Liu Jiapeng Qin Lanyun Ren Yuhang Wang Wei
Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process, Shenyang Aerospace University
Abstract:
The fatigue properties of laser deposited TA15 titanium alloy were studied. High-cycle fatigue ( HCF) test was conducted at room temperature and different stress levels of 720, 760 and 800 MPa. Fatigue fracture surface was analyzed by scanning electron microscope ( SEM) . The results showed that laser deposited TA15 titanium alloy had high-cycle fatigue life. The fracture morphology of the fatigue source under 720 MPa showed high tissue sensitivity, and the sensitive size reached a single slice size. The sensitivity was weak under 800 MPa, and only reached alpha lamellar colony size unit. Part of the specimens had pores which were in the range of20 ~ 40 μm. The pore existence made the high-cycle fatigue life show dispersion which was different from the forged one. As a result, the size and the location of pores had different effects on fatigue life. Pores larger and closer to the facture surface reduced high-cycle fatigue life more. The numerical simulation approach showed that pores larger and closer to the facture surface had larger stress concentration factor, leading to the crack initiation life decreasing. Although pores existed, laser deposited TA15 titanium alloy still had excellent fatigue properties, which was related to the fine lamellar structure. The fine microstructure increased the crack initiation resistance and improved the high cycle fatigue strength.
Keyword:
Laser deposition manufacturing; TA15 titanium alloy; high-cycle fatigue; pore; crack initiation;
Received: 2017-08-28
TA15钛合金是一种高Al当量的近α钛合金, 其名义成分是Ti-6Al-2Zr-1Mo-1V, 该合金为中等强度级别钛合金, 在高温下具有较高的抗蠕变强度和持久强度, 优良的焊接和热稳定性能, 在航空领域得到广泛应用
[1 ,2 ,3 ]
。研究表明, 钛合金的显微组织对其疲劳性能影响很大
[4 ]
, 不同组织, 疲劳裂纹形成的位置有所不同, 对于粗大的片层组织, 疲劳裂纹往往易在β晶粒处的连续α片层的界面处产生;而对于较为细小的双态组织中, 疲劳裂纹易在β晶粒处的连续α片层处或最大晶间处产生。近些年, 激光增材制造钛合金的疲劳性能被广泛研究, Wycisk等
[5 ]
研究送丝增材制造TC4钛合金的疲劳寿命的影响因素, 发现当成形件表面粗糙度较大时, 在试样表面裂纹萌生, 且疲劳寿命具有很大分散性;Edwards
[6 ]
和Leuders
[7 ]
等对选区激光烧结TC4钛合金疲劳特性进行研究, 发现气孔的存在使疲劳寿命下降, 残余应力影响疲劳裂纹的扩展行为;Sterling等
[8 ]
研究了激光近净成形TC4钛合金以应变为变量的疲劳特性, 结果表明气孔的尺寸, 形状和位置等均影响其疲劳特性;林鑫和黄卫东
[9 ]
研究激光立体成形TC4钛合金疲劳性能, 发现成形件具有较好的高周疲劳性能, 这与沉积试样内部组织为细小的魏氏体与网篮组织有关。贺瑞军和王华明
[10 ]
研究了激光沉积制造Ti-6Al-2Zr-1Mo-1V钛合金高周疲劳特性, 结果表明取向随机的细小片层组织一定程度上提高了疲劳裂纹形核阻力。
激光沉积制造技术 (laser deposition manufacturing, LDM) 具有柔性高、无模具、周期短, 不受零件结构和材料限制等一系列优点, 因激光具有高能量密度的特点, 可实现难加工金属的制造
[11 ]
。在制造过程中, 光束在很短时间和很小的区域内与金属发生交互作用, 使组织呈现典型的近快速凝固特征, 成形件具有致密、成分均匀的微观组织, 具有很好的强度、韧性等力学特性, 因此在航空航天领域获得广泛应用。在成形过程中, 气孔的产生是随机且不可避免的, 这与粉末本身以及工艺特性有关, 气孔对LDM试样疲劳寿命及性能的影响规律虽明确, 但缺乏定量分析, 因此本文将考察激光沉积TA15钛合金高周疲劳性能, 定性定量分析同一批次试样气孔的大小及位置对试样高周疲劳萌生寿命的影响机制。
1 实验
激光沉积制造实验是在沈阳航空航天大学航空制造工艺数字化国防重点学科实验室建立的激光沉积制造系统上完成的, 该系统包括:半导体激光器、载气式送粉器、四路同轴送粉头、冷水机、惰性气氛保护箱和氧分析仪等。采用LDM方法制备几何尺寸为100 mm×80 mm×20 mm的块状试样。其工艺参数为:激光功率2200 W, 光斑直径为5 mm, 扫描速度为10 mm・s-1 , 送粉速率为10g・min-1 , 采用双重退火的热处理工艺:950℃保温2 h, 炉冷再600℃保温4 h, 空冷。疲劳试样取样示意图如图1所示 (沿沉积方向) 。光滑棒状疲劳试样 (应力集中系数Kt=1) 尺寸如图2所示。室温高周疲劳试验在Instron8801-100 k N电液伺服疲劳试验机上进行, 应力比R=0.06, 加载频率为f=8~10 Hz, 疲劳极限的测试在PLG-100C高频疲劳试验机上进行, 加载频率为f=120 Hz, 正弦波。金相试样经过镶嵌, 预磨和抛光后, 采用Kroll腐蚀剂 (HF-HNO3 -H2 O体积比为1∶6∶7) 进行腐蚀;采用OLYMPUSGX51光学显微镜 (OM) 分析金相试样;采用ULTRA/PLUS场发射扫描电子显微镜 (SEM) 分析疲劳断口。
2 结果与讨论
2.1 组织分析
图3为激光沉积TA15钛合金的沉积态及热处理态组织, 图3 (a) 中清晰可见贯穿沉积层呈外延生长的粗大的柱状晶形貌, 柱状晶生长方向略倾向光束扫描方向, 整个组织呈现明显的各向异性, 柱状晶宽度约为300~600μm, 图3 (b) 为沉积态的高倍组织照片, 由于凝固冷却速度快, β晶粒内部的亚晶来不及长大, 内部为细小的片层组织且取向随机、相互交叠, 同时可观察到长宽比较大的α板条形貌组织。在沉积过程中, 存在不均匀的热应力和由于α/β两相相变产生的相变应力, 需要对沉积态的组织进行双重退火热处理。图3 (c) 为双重退火热处理的高倍组织照片, 晶内组织明显由细小的片层转化为较粗大的编织状网篮组织, 可见规则排列的α集束, 宽约5~20μm, 与沉积态相比, α相长宽比由15.5增大到23, 呈现粗化形貌。
图1 取样方向示意图Fig.1 Schematic diagram of sampling direction (mm)
图2 TA15钛合金棒状高周疲劳试样Fig.2 Schematic diagram of high-cycle fatigue specimen (mm)
图3 激光沉积TA15钛合金的沉积态及热处理组织Fig.3 Micrographs of LDM and annealed TA15 titanium alloy
(a) Macrostructure; (b) As-deposited; (c) As-annealed
2.2 高周疲劳性能
图4为同批次激光沉积及锻造TA15钛合金高周疲劳测试结果的应力-寿命曲线。图4中σmax 为应力, Nf 为疲劳寿命, 可见由升降法确定试样的疲劳极限值为550 MPa, 略高于锻件实测值525MPa。钛合金高周疲劳典型特点之一是其疲劳性能对组织类型十分敏感, 组织类型通过影响裂纹萌生与扩展进而影响疲劳性能。研究表明, 高周疲劳强度与滑移长度之间有确定的关系
[12 ]
, 显微组织的细化可以引起滑移长度的减小, 增加裂纹萌生的阻力, 而影响片层组织滑移长度的首要因素是α片层集束的尺寸
[13 ]
, 因此减小α集束的尺寸可有效减小滑移长度提高疲劳强度。激光沉积TA15钛合金经过双重退火热处理后, α集束平均宽度仅为5~20μm, 相比于锻造组织, 细小的α集束能够直接减小有效滑移长度。另一方面, 滑移带中的疲劳裂纹的萌生与扩展特性与α, β相的晶体学取向有关;α相钛合金为密排六方结构 (hcp) , β相为体心立方结构 (bcc) , 且α, β相钛合金存在Burgers位向关系:
[14 ]
。
图4 TA15钛合金疲劳S-N曲线Fig.4 S-N curves of TA15 titanium alloy
(a) LDM specimen; (b) Forging
2.3 断口形貌
激光沉积TA15钛合金高周疲劳断口疲劳源通常位于试件的表面或内部。对断口表面分析, 发现疲劳裂纹由位于表面或内部的气孔处开始萌生, 在循环应力作用下其周围区域应力大幅提升, 为位错的运动提供能量, 加快裂纹的萌生和主裂纹的形成, 导致最终断裂。气孔一般在40~120μm之间, 仅3个失效试样中可见2~3μm气孔, 这说明通常气孔的尺寸大于片层组织的尺寸, 而高周疲劳性能对组织尤为敏感
[4 ]
, 故疲劳裂纹容易优先在气孔缺陷处产生。图5所示为疲劳失效位置均在试样表面的典型断口形貌。720 MPa应力水平, 试样表面疲劳源区有一个约70μm的气孔 (图5 (b) ) , 而760 MPa试样表面疲劳源区没有发现明显气孔 (图5 (a) ) , 由图4激光沉积TA15疲劳曲线可知, 疲劳寿命随着应力水平的提高不断降低, 而实际上760 MPa试样的疲劳寿命为3.05×105 远高于720 MPa应力水平的疲劳寿命6.50×104 , 这说明气孔的存在对激光沉积TA15钛合金的疲劳寿命有影响。
对疲劳断裂的试样断口表面进行SEM分析, 图6所示为失效试样疲劳源区典型断口形貌, 对于没有气孔缺陷的失效试样, 其疲劳裂纹萌生机制为滑移萌生机制, 图6 (c) 为800 MPa下疲劳源断裂表面形貌, 可清楚观察到α片层集束沿滑移面解理断裂形成的断裂平面, 并且可见取向不同的α片层集束在晶界处分布的痕迹, 断裂平面尺寸约为10~20μm。而对于带有气孔缺陷的激光沉积TA15钛合金的疲劳裂纹萌生, 若气孔位于表面且直径较大, 则其是受到滑移萌生机制与气孔开裂的共同作用导致疲劳裂纹萌生, 图6 (a) 为720MPa气孔位于表面疲劳源区形貌, 其断裂形貌特征为细小α/β片层沿滑移面的解理断裂, 若直径较大的气孔位于内部, 则疲劳裂纹萌生的主要机制为气孔开裂, 图6 (b) 所示720 MPa气孔位于内部疲劳源区形貌, 明显可见气孔开裂, 其附近取向不同的原始α/β片层排列痕迹清晰, 并可见沿滑移面的解理断裂和α/β片层撕裂的混合形貌 (图6 (b) ) , 这是由于密排六方结构的α相, 最易开动的滑移系为柱面{10ī0}
[4 ]
研究焊接钛合金疲劳裂纹萌生机制一致。
图5 疲劳源区断口形貌Fig.5 SEM images of fatigue crack initiation region morphology
(a) 760 MPa, 3.05×105 cycles; (b) 720 MPa, 6.5×104 cycles
图6 疲劳裂纹源区形貌Fig.6 SEM images of fatigue crack initiation region
(a, b) Crack initiation at pore; (c, d) Crack initiation at slip planes
图7 气孔处二次裂纹形貌Fig.7 SEM image of secondary crack at pore
2.4 气孔对疲劳裂纹萌生寿命的影响
大量研究表明
[4 ,15 ,16 ,17 ]
, 夹杂物或缺陷与材料的疲劳寿命有着密切的联系, 因此, 无论高强钢, 焊接铝合金还是激光沉积钛合金, 内部缺陷对材料高周疲劳寿命有着至关重要的作用。在激光沉积TA15钛合金过程中, 因粉末潮湿或在熔融快速冷却过程中氩气来不及溢出以及其它工艺原因导致成形层中会产生球形且表面光滑的气孔, 气孔对于激光沉积TA15钛合金疲劳寿命的影响主要表现在其大小及位置。图8所示为疲劳断裂表面示意图, 其中气孔的直径用S表示, 气孔距断裂表面的距离用L表示。
图8 疲劳断裂表面示意图Fig.8 Schematic illustration of fracture surface
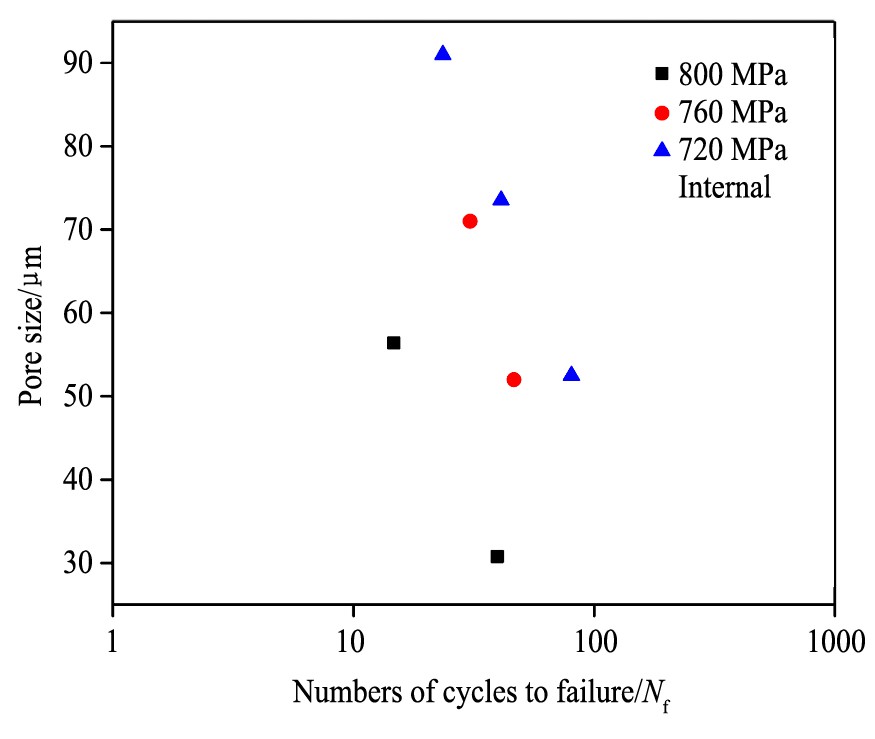
裂纹源处气孔直径不同, 其对疲劳寿命的影响也不同, 为了研究二者之间的联系, 对气孔位置处于试样内部的不同应力水平疲劳失效试样气孔直径进行测量, 结果如图9所示。可见, 气孔直径增大, 疲劳寿命降低。疲劳裂纹的萌生阶段作为疲劳过程的首要阶段, 有着重要作用, 应力集中系数是预测裂纹起始的重要参数, 定义为缺陷处的峰值应力与没有应力集中时的名义应力之间的比值, 大小仅与缺陷形状有关, 与载荷等因素无关, 其决定疲劳裂纹萌生的难易程度, 因此影响着疲劳裂纹的萌生寿命。
图9 不同直径气孔对寿命影响Fig.9 Pore size effect on fatigue life
为了分析气孔的大小对孔边应力分布的影响, 利用ANSYS求解孔边的应力集中问题。在不影响应力场模拟结果前提下, 做出两点假设: (1) 材料为各向同性, 除气孔外无微观缺陷; (2) 试样在室温状态下无应力。建立有限元求解模型如图10, 模型中圆柱体直径为5 mm, 高42 mm, 一侧施加自由度约束, 另一侧施加720 MPa拉伸应力, 气孔距表面距离为2.5 mm (气孔位于圆柱体截面中心位置) 且固定, 气孔直径的尺寸分别为0.05, 0.07和0.09 mm, 孔边应力场分布如图11所示, 可见气孔引起应力不均匀分布, 孔边出现应力集中现象, 数值远高于外部加载应力。随气孔直径的增大, 相同远端加载应力下孔内表面应力峰值增大, 由定义可得其应力集中系数分别为1.76, 1.85和1.99, 疲劳裂纹萌生寿命依次减小。另一方面, 气孔尺寸越大, 相当于预先存在的当量裂纹尺寸越长, 从而也使疲劳裂纹萌生寿命缩短。
图1 0 含气孔圆棒有限元模型Fig.10 Finite element modeling with pore
(a) Pore size; (b) Mesh of finite element modeling
图1 1 不同直径气孔应力场分布Fig.11 Stress distribution of different pore sizes
(a) S=0.05 mm; (b) S=0.07 mm; (c) S=0.09 mm
图1 2 不同位置气孔对疲劳寿命值影响Fig.12 Pore location effect on fatigue life
图12为气孔距表面不同距离失效试样疲劳寿命, 通过对比发现, 气孔距表面的距离越远, 试件具有越高的高周疲劳寿命。为了分析气孔的位置对孔边应力分布的影响, 采用ANSYS求解不同位置气孔孔边应力分布问题, 做出同上假设, 图13为求解模型, 在圆棒一侧施加自由度约束, 另一侧施加720 MPa拉伸应力, 固定气孔直径0.08 mm, 气孔距表面距离分别为2.5, 1.5及0.5 mm, 孔边应力场分布如图14所示, 可见气孔距表面距离越近, 孔边的应力峰值越大, 应力集中系数也随之增大, 孔边的应力集中造成气孔内表面高应力区的出现, 疲劳裂纹最终在此处滑移带萌生, 应力越高, 疲劳裂纹萌生寿命越短, 故当气孔直径一定时, 气孔距表面的距离成为影响疲劳寿命的重要因素。
由此距表面越近的气孔, 其应力集中越明显, 这种现象反映出激光沉积TA15钛合金的高周疲劳性能与试样完整性有很大关系, 并对缺陷敏感。距离表面越近的气孔相当于在试件表面预制缺陷, 气孔处应力集中程度越大, 因此相同远端加载应力下疲劳裂纹萌生时受到的疲劳应力水平增加, 降低疲劳裂纹萌生寿命。对于气孔缺陷, 疲劳强度的下降主要由于气孔减少了截面积尺寸造成, 疲劳源区处气孔局部应力集中, 为其周围的位错运动和滑移变形提供更大的动力和能量, 加快裂纹萌生, 缩短裂纹萌生寿命。
图1 3 含气孔圆棒有限元模型Fig.13 Finite element modeling with pore
(a) Pore location; (b) Mesh of finite element modeling
图1 4 不同位置气孔应力场分布Fig.14 Stress distribution of different pore locations
(a) L=2.5 mm; (b) L=1.5mm; (b) L=0.5 mm
3 结论
1.激光沉积制造TA15钛合金高周疲劳极限达到550 MPa, 略高于锻件水平525 MPa, 是因为细小的片层组织一定程度上增加疲劳裂纹萌生阻力, 提高了疲劳强度。
2.应力水平对疲劳行为有一定影响, 720 MPa下疲劳源区裂纹萌生表现为较强的组织敏感性, 敏感尺寸达单个α片层细小尺寸单元, 800 MPa下敏感性较弱, 与α片层集束尺寸单元相当。
3.气孔缺陷的激光沉积TA15钛合金试样, 其裂纹萌生是受到滑移萌生机制与气孔开裂的共同作用, 两种机制占主导因素的要取决于气孔的大小和位置等综合因素, 即当气孔位于断裂表面或近表面且其直径足够大时, 疲劳裂纹萌生主要由于气孔缺陷产生的应力集中造成疲劳裂纹萌生。激光沉积制造TA15钛合金裂纹萌生主要受气孔周边区域应力集中系数的影响, 气孔直径越大, 距离表面越近, 造成的应力集中越明显, 疲劳裂纹萌生寿命缩短。
参考文献
[1] Li C M, Li P, Zhao M, Gan G Q, Xue K M. Microstructures and textures of TA15 titanium alloy after hot deformation[J]. The Chinese Journal of Nonferrous Metals, 2014, 24 (1) :91. (李成铭, 李萍, 赵蒙, 甘国强, 薛克敏. TA15钛合金的热变形微观组织与织构[J].中国有色金属学报, 2014, 24 (1) :91.)
[2] Tang Z, Yang H, Sun Z C, Li Z Y, Duan H. Microstructure evolution and numerical simulation of TA15 titanium alloy during hot compressive deformation[J].The Chinese Journal of Nonferrous Metals, 2008, 18 (4) :722. (唐泽, 杨合, 孙志超, 李志燕, 段桦. TA15钛合金高温变形微观组织演变分析与数值模拟[J].中国有色金属学报, 2008, 18 (4) :722.)
[3] Li L, Sun J K, Meng X J. Application state and prospects for titanium alloys[J]. Titanium Industry Progress, 2004, 21 (5) :19. (李梁, 孙建科, 孟祥军.钛合金的应用现状及发展前景[J].钛工业进展, 2004, 21 (5) :19.)
[4] Shang G Q, Wang X N, Fei Y, Liu Z, Mi B W, Zhu Z S. Analysis of fatigue and fracture of TB8 titanium alloy fasteners[J]. Chinese Journal of Rare Metals, 2016, 40 (7) :640. (商国强, 王新南, 费跃, 刘洲, 米保卫, 朱知寿. TB8钛合金紧固件疲劳断裂分析[J].稀有金属, 2016, 40 (7) :640.)
[5] Wycisk E, Solbach A, Siddique S, Herzog D, Walther F. Effects of defects in laser additive manufacturing Ti-6Al-4V on fatigue properties[J]. Physics Procedia, 2014, 56 (56) :371.
[6] Edwards P, Ramulu M. Fatigue performance evaluation of selective laser melted Ti-6Al-4V[J]. Materials Science and Engineering A, 2014, 598 (2014) :327.
[7] Leuders S, Thone M, Riemer A, Niendorf T, Tr9ster T.On the mechanical behavior of titanium alloy Ti6Al4V manufactured by selective laser melting:fatigue resistance and crack growth performance[J]. International Journal of Fatigue, 2013, 48 (3) :300.
[8] Sterling A J, Torries B, Shamsaei N, Thompson S M, Seely D W. Fatigue behavior and failure mechanism of direct laser deposited Ti-6Al-4V[J]. Materials Science and Engineering A, 2016, 655:100.
[9] Lin X, Huang W D. Laser additive manufacturing of high-performance metal components[J]. Chinese Science, 2015, 45 (9) :1111. (林鑫, 黄卫东.高性能金属构件的激光增材制造[J].中国科学, 2015, 45 (9) :1111.)
[10] He R J, Wang H M. HCF properties of laser deposited Ti-6Al-2Zr-Mo-V alloy[J]. Acta Aeronaut et Astronaut Sin, 2010, 31 (7) :1488. (贺瑞军, 王华明.激光沉积Ti-6Al-2Zr-Mo-V钛合金高周疲劳性能[J].航空学报, 2010, 31 (7) :1488.)
[11] Yang Q, Lu Z L, Huang F X, Li D C. Research on status and development trend of laser additive manufacturing[J]. Aeronautical Manufacturing Technology, 2016, 507 (12) :26. (杨强, 鲁中良, 黄福享, 李涤尘.激光增材制造技术的研究现状及发展趋势[J].航空制造技术, 2016, 507 (12) :26.)
[12] Lu tejering G, Gysler A, Bunk W. Titanium science and technology[A]. Proceedings of the Fifth International Conference on Titanium[C]. 1984. 2065.
[13] Lutjering G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys[J]. Materials Science and Engineering A, 1998, 243 (1-2) :32.
[14] Zuo J H, Wang Z G, Han E H. Effect of microstructure on ultra-high cycle fatigue behavior of Ti-6Al-4V[J]. Materials Science and Engineering A, 2008, 473:147.
[15] He C, Cui S M, Liu Y J, Wang Q Y. Effects of porosity on ultra long fatigue life of aluminum alloy welded joint[J]. Transactions of the China Welding Institution, 2014, 11 (35) :18. (何超, 崔仕明, 刘永杰, 王清远.气孔对铝合金焊接接头超长疲劳寿命的影响[J].焊接学报, 2014, 11 (35) :18.)
[16] Zhai Y W, Lados D A, Brown E J, Vigilante G N. Fatigue crack growth behavior and microstructural mechanisms in Ti-6Al-4V manufactured by laser engineered net shaping[J]. International Journal of Fatigue, 2016, 93 (2016) :51.
[17] Lin C W, Ju C P, Lin J H C. A comparison of the fatigue behavior of cast Ti-7. 5Mo with c. p. titanium, Ti-6Al-4V and Ti-13Nb-13Zr alloys[J]. Biomaterials, 2005, 26 (16) :2899.