���칤�ն�(Al3Zr+Al2O3)p/A356ԭλ���ϲ�����֯�����ܵ�Ӱ��
�����, ������, ����ѫ, ����ũ, �ܽ���, ������, ���ҵ�, �� ��
(���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ, �� 212013)
ժ Ҫ: ����A356-Zr(CO3)2��Ԫͨ������ֱ�ӷ�Ӧ��ԭλ�ϳ���Al3Zr��Al2O3������ǿ�������ϲ���, ��720��ʱ���г������ģ��ע�ͼ�ѹ������͡� ��ѹ�����Ǹ��ϲ����ڸ�ѹ�µĽᾧ���̺����Ա��κ�ǿ�Ʋ���-��ʵ�����̵ĸ���, ���Ӹ��ϲ����۵�, ����ģ�ں������Ƚ�������, ���ӻ����κ��ʡ� �����ģ������������֯�Աȱ���: ���ڸ��ϲ��ϵĸ����ܶȺ�ϸ��ǿ��, ��ѹ��������ϲ�����֯�����ݺ����Ƚ�עȱ�ݼ�����, ����֯���ܶ������, ���徧���ȼ�С2~3��, ���ϲ��ϵĿ���ǿ�Ⱥ������ʷֱ�Ϊ345MPa��15.07%, �Ͻ���ģ�����ϲ��Ϸֱ����1.6��2.15��, �Ҽ�ѹ���츴�ϲ��ϸɻ���ĥ������������ߡ�
�ؼ���: ������ǿ�������ϲ���; ��ѹ����; ������֯; ����ǿ��; �ɻ���ĥ������ ��ͼ�����: TG146
���ױ�ʶ��: A
Effect of casting technologies on microstructures and properties of (Al3Zr+Al2O3)p/A356 in-situ composites
LI Gui-rong, ZHAO Yu-tao, DAI Qi-xun, CHENG Xiao-nong, CAO Jian-feng, WANG Hong-ming, LIU Zhong-de, CHEN Gang
(School of Materials Science and Technology, Jiangsu University, Zhenjiang 212013, China)
Abstract: The A356-Zr(CO3)2 components were used to synthesize in-situ Al3Zr, Al2O3 particulates reinforced aluminum matrix composites, which were cast by conventional permanent mold and squeeze casting at 720�� respectively. Squeeze casting refers to crystallization, solidification and plastic deforming at high pressure, which combines the compulsory feeding and densification.It enhances the melting point of composites and nucleation rate and improves the heat exchange condition between mold wall and melt.Compared with composites cast by permanent mold, the amount of bubbles and shrinkage holes decreases largely in composites cast by squeeze casting . The tightness of microstructures increases. Meanwhile, the grain size of matrix is decreased by 2-3 times. The tensile strength and elongation are 345MPa and 15.07%, respectively, which are increased by 1.6 and 2.15 times.The dry sliding property is enhanced largely. The excellent properties are attributed to high tightness and grain strengthening.
Key words: particle reinforced aluminum matrix composites; squeeze casting; microstructure; tensile strength; dry sliding property
�������ϲ���������ص���Խ���ܱ��ܲ����о��ߵĹ�ע, ����ͨ��ԭλ�����ϳɵĿ�����ǿ�������ϲ�������ϳɹ��ռ� ������ĥ�Ը������������ɾ����ܵ���������[1-3], ��������ǿ��ͻ��������ܵIJ���, ʹ�ó������ģ��ע���͵������д��ڽ϶�����ݡ� �������ɵ�����ȱ��, ����Ӱ���˸��ϲ�����ѧ���ܺ���ĥ�ԵĽ�һ�����, ��ͨ����ѹ���칤�տ��������֯���ܶ�[4-7]�� ��ѹ���칤���Ǽ�ѹ�������ģ�Ͷ���չ�����Ľ������μ���, �ǽ�һ������Һ̬����ֱ�ӽ�ע��Ϳ������ģǻ��, Ȼ��ʩ�ӻ�е��ѹ��, ���ý������̳���ʱ�������Ͷ��켼��ʹ�����̵ķ��Ӳ�ǽ������Ա���, ʹ������ѹ���½ᾧ���̲�ǿ�������������������γɵ�����, �Ի�����κ�����ȱ�ݵ�Һ�ͼ�[8]�� Һ�ͼ��ӽ��������ռӹ��ߴ�, ������, �ü������������Ͻ��þ�Ͻ���Ӧ�ý϶�[7], Ҳ���ڼ�ѹ���쾧�����ӿ������ϲ���, ����ԭλ����������ǿ�������ϲ����е�Ӧ���ʼ�������
���о��ǽ�ԭλ���ϲ��������Ʊ��ͼ�ѹ������ͼ����������, ��ַ��Ӷ����ڲ����Ʊ��еĶ�����Խ��, �Գ������ģ�ߺͼ�ѹ��������ϲ��ϵ�������֯�� �������ܺɻ���ĥ�����ܽ����˶Ա�ʵ�顣
1 ʵ��
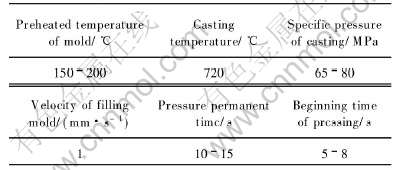
�ϳɸ��ϲ��ϻ�����A356�����Ͻ�(Al-7.39%Si-0.37%Mg-0.15Ti, ��������), �úϽ�����������������, ��Ӧ����̼���Zr(CO3)2��nH2O, �濾ȥ���ᾧˮ����ȴ�� ��ĥ, ��ɸ�ֵõ�����С��75��m�ķ�ĩ�����ϡ� ͬʱ�����Ͻ��ڵ���¯���ۻ�, �õ�����Ϊ��������, ������850��, �����������������Zr(CO3)2��ĩ(����Ϊ����������15%), ��Ӧ���������������Ϊ20%�� ��ʯī���ֽ��ۼ�ѹ������, ԭλ��Ӧ��ʼ, ��ʯī�����л�е����, ���ñ�Яʽ�����Dzⶨ�����¶�, ��Ӧ����������� ������ ����, ��720��ʱ�ֱ���н���ģ��ע�ͼ�ѹ���콽ע���͡� ��ѹ����ʵ��ѡ��YB32-100��������ѹ�����, ������Ƴ��ּ�ģ��, ��ؼ�ѹ����������1���С� ͼ1��ʾΪ��ѹ�������ʾ��ͼ��
��1 ��ѹ������ι��ղ���
Table 1 Operating parameters of squeeze casting
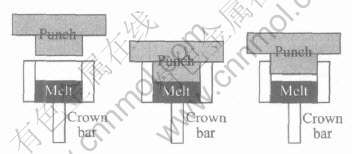
ͼ1 ��ѹ�������ʾ��ͼ
Fig.1 Schematic diagram of squeeze casting process
�����������ܲ�����WDW-11�������Ƶ���ʽ����������Ͻ���, ���������ٶ�Ϊ0.5mm/min, �����ߴ���ͼ2��ʾ�� �ɻ���ĥ�����ܲ�����MM-200����ʽĥ��ʵ����Ͻ���, �����ߴ�Ϊ19.5mm��10mm��8mm, ��ĥ�����Ϊ40Cr, �ߴ�Ϊd40mm��d16mm��10mm, ʩ���غɺ�ĥ���ٶȷֱ�Ϊ50N��0.42m/s, ��ĥ��������ĥ��ǰ���������������, �����õ�����ƽ����1mg�� ��JEOL-JXA-840A��ɨ��羵�۲�����������֯, ��D/max2500 PC��X���������Ƿ������ϲ����п�������, �����ø�Ĥ-ƫ�ⷨ��MM-6����ʽ�����Ϲ۲���徧���ߴ硣
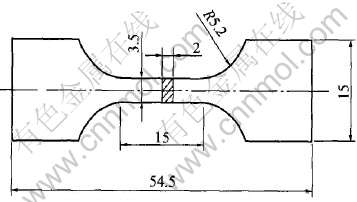
ͼ2 �����������ܲ��������ijߴ�ʾ��ͼ
Fig.2 Schematic diagram of tensile specimen at room temperature(mm)
2 ����ͷ���
2.1 ԭλ�ϳɸ��ϲ�������
ͼ3��ʾΪ���ϲ���������X���������ס� ��ͼ3�ɿ���, ��ǿ��ΪAl2O3��Al3Zr, ���߶����մɿ����� �ϳɹ������ڸ�����Һ��Zr(CO3)2֮�䷢�����·�Ӧ:
ԭλ��Ӧ����Ϊ

ʽ(2)��ԭλ��Ӧ������ǿ��Ĺؼ�����, ��Ӧʽ�е�ZrO2�� Al3Zr��Al2O3�۵�ֱ�Ϊ2600�� 1350��2046��, ��С��1000���ԭλ��Ӧ��ϵ�ж����ܽ�, ����˵�����Թ�̬���ʴ��ڡ� �ڼ��㷴Ӧ����˹�����ܦ�Gʱ, ���Դ�������Ϊ��̬, ���ڹ�ʽ��G=��G��+RTlnQ��, �����Q��1, ����G�Ԧ�G��=-106 532.3+75.79T(��λ: J/(mol��K)), ���ڷ��ȷ�Ӧ, ƽ���¶�Ϊ1405.6K, ���ڸ��¶ȷ�Ӧ�����Է�����, �����½����ʾ�ϳɹ����������¶Ȳ�����1000��, �����ʵ���¶ȷ�Χ��, ��G��0, ��Ӧ�ܹ��Է����С�
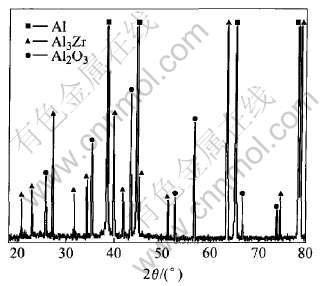
ͼ3 A356-Zr(CO3)2��Ԫ�ϳɸ��ϲ�����ǿ���X����������
Fig.3 XRD pattern of reinforced phases in composites fabricated by A356-Zr(CO3)2 components
2.2 ������֯
ͼ4��ʾΪ�������ģ�ͼ�ѹ��������ϲ��������Ŀ����ֲ�����֯���ܶȶԱ�ͼ�� ��ͼ4�ɿ���, �����նԸ��ϲ����п����ֲ��ͳߴ�Ӱ�첻��, ��������Ϊ2~3��m�� �볣������(ͼ4(a))���, ��ѹ������������֯����, û�����ݡ� ���ɺ����Ƚ�עȱ�ݡ� �������ڽ���ģ���͵�(Al2O3+Al3Zr)p/A356���ϲ�����֯��, ���ִ�Χ�����ݡ� ���ɺ����Ƚ�עȱ��, ��ԭ����Ҫ��������ǿ������Ͻ����������ܲ����, ��800��ʱ, Al�� Al3Zr��Al2O3��������ϵ���ֱ�Ϊ23.6��10-4�� 12.1��10-4��7.92��10-4 ��-1[9], ��¸��ϲ����ڲ���������ʱ�IJ�ͬ��, ����������֯���ɡ� ������������������������, ���������в������ݲ�����ȫ�ϸ�, ������������֯�е���������עȱ�ݡ� ����, ����������ǿ�����ĸ��ϲ���ճ�Ƚϴ�, ����������ܲ�, �ڳ����������׳�������������

ͼ4 ����ģ(a)�ͼ�ѹ����(b)����(Al3Zr+Al2O3)p/A356���ϲ��ϵĿ����ֲ�����֯���ܶ�
Fig.4 Particles distributions and tightness of microstructures of in-situ(Al3Zr+Al2O3)p/A356 composites cast by permanent mold (a) and squeeze casting(b)
���ü�ѹ������ο���Ч�������ݡ� ���ɺ����Ƚ�עȱ��, ���ڼ�ѹ�������ڸ�ѹ�µĽᾧ���̺����Ա���, ��ǿ�Ʋ�������ʵ�����̵ĸ��ϡ� δ��ѹʱ, ע�����ģ���ڵ�����, ����ģ�����ܺ�ģ���γɾ���һ����ȵļ�������Ӳ��, ��ѹ����ģ���, �������������Χ����ǻ��, ��ǿ��Ļ�еѹ��������, ���̿���������Ա��β���, ͬʱ���ܵȾ�ѹ, ��������ѹ���½ᾧ���̵ĸ�������, ��Ѹ��ʹ����ǰ�صĽ���Һ����������������ɵļ�϶��, �ﵽ��ȫ������Ŀ�ġ�
���������Ͻ��е��ܽ������, ������Һ��ƽ������������ʱ, �ⰴ�ղ�ͬ���ܽ�ȷֱ��۽���Һ�������, ��Һ���е��ܽ�ȱ��ڹ����е��ܽ��Ҫ��Ķ�, �����̹�����, ���ڹ���������ܽ�Ƚ���, Һ��ת��Ϊ����ʱ�ؽ���ʣ��������ʣ��Һ����, ������ʣ��Һ���е���Ũ��, �ﵽ�γ����ݵ������� �����γ����κ˺ͳ������, Ҫ��Һ�����κ�, ��Ҫһ���ڲ�ѹ�����˷��ⲿѹ��, ������һ���±���[10], ����������ݲ���������Ϊ

ʽ�� ��pmoldΪѹ������ǻ��ѹ��֮��; ��pgasΪҺ̬��Һ������ķ�ѹ֮�͡� ��Ȼ����ѹ������ǻ��ѹ��(��ѹѹ��)�Ϳɷ�ֹ������Һ�����κ�, �Ӷ���ֹ���ݵ�����, ����50MPa�ij��ͱ�ѹ�Ϳ��������ݵ��γ�[11], ����ڴ�ʵ��������ʩ�ӱ�ѹ����Ч�����������ɡ�
2.3 ���徧���ߴ�
ͼ5��ʾΪ�������ģ�ͼ�ѹ��������ϲ����еĻ�����֯�� ��ͼ5�ɼ�, �ڳ������ģ����������, �����ִ�, ƽ���ߴ�Ϊ40��m; �����ü�ѹ�����, ����ϸС, ƽ���ߴ�Ϊ10~15��m, ��ѹ���ʹ����ϸ��1/3~1/2��
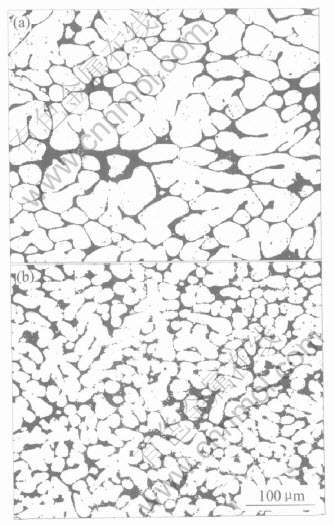
ͼ5 ����ģ(a)�ͼ�ѹ����(b)����(Al3Zr+Al2O3)p/A356���ϲ��ϻ��������֯
Fig.5 Microstructures of matrix in (Al3Zr+Al2O3)p/A356 composites cast by permanent mold (a) and squeeze casting(b)
��������ѧ�Ƶ�, �ı������ѹ���������۵�ı仯, ѹ�����۵�֮��ĺ�����ϵ�ɿ�����˹�������������̱���:

ʽ�� pΪѹ��, Pa; Tmelt�Ͻ���۵�, K; Vl��Vs�ֱ�Ϊ��λ������Һ�����Ͻ�����, m3/kg; QmeltΪ��λ�����������ۻ�DZ�Ȼ�ᾧDZ��, J�� ��ʽ(4)�ɵ�: �ᾧʱ��������Ľ���, ��Vl>Vs, ��ѹʱ�۵�����, ����������·����ƶ�, ��������ڽϸߵ��¶��½��нᾧ, ��������������ѹ�����ӽ�����ԭ�Ӽ��, ������ԭ���˶�, Ϊ���̴�����ǰ������[7]�� ����Ͻ���۵�Լ660��, �ᾧʱ������仯��Ϊ-6.5%, ���Ͻ��dTmelt/dp����ԼΪ5.59��10-2 K/MPa, �ڴ�ʵ��������Tmelt�����3.634~4.472K, ��ʹ�����ڽϸ��¶������������������, �ٽ�Һ̬�����κ˲�����, ���谭��δ��ѹʱ֦���ĵ�������, �Ӷ������γɵ��ᾧ��֯�ṹ; ����ѹ��������, ���ڳɳ�����֦����������������Ϊ�µľ���, �����ھ���ϸ���� ͬʱ������δ��ѹʱ�Ƚᾧ�����ᾧ����֯�ɷֵIJ���, ���ڼ�ѹ���츴�ϲ�����û�г������ԵĿ���ƫ������[12]�� �ر����(Al3Zr+Al2O3)p/A356������ǿ���ϲ�������, ��ɢ�ֲ��������մɿ����谭�˾����Ľ�һ������, �����ھ���ϸ����
����, ѹ�������¸��ϲ�����������ǻ�ڽ��ܽӴ�, ��������������������Ƚ�������, �������κ�, ������ѹ���³���, �����Լ�������������, �������ڽᾧǰ�ص�Һ̬�����в����ϴ�Ĺ����, ������ڽ�С������¾��н�ǿ�κ����������Ͻ�����, �������Ե�ϸ����������[13]��
2.4 ���ϲ��ϵ��������ܺɻ���ĥ������
���ϲ�����֯���ܶȵ���ߺͻ��徧���ȵļ�С����������߸��ϲ��ϵ��������ܺ���ĥ��[14]�� ͼ6��ʾΪ����ģ���ͺͼ�ѹ��������ϲ��ϵ�Ӧ����Ӧ�����ߡ� ����ģ�����Ŀ���ǿ��Ϊ215MPa, ������Ϊ7%, ����ѹ���������Ŀ���ǿ��Ϊ345MPa, �ǽ���ģ��������ǿ�ȵ�1.6��, ������Ϊ15.07%, �ǽ���ģ���������ʵ�2.15��, �ɼ���ѹ���츴�ϲ��ϵĿ���ǿ�Ⱥ������ʶ���������ߡ� ϸ��ǿ��������Ҫǿ������[15], ����֯���ܶȿɽ�����������еľֲ�Ӧ������, ���ٳ�ʼ�������ɵĿ����ԡ�
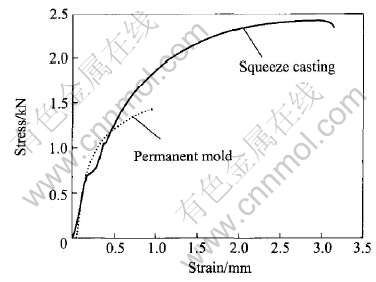
ͼ6 ����ģ�ͼ�ѹ�������(Al3Zr+Al2O3)p/A356���ϲ��ϵ�Ӧ����Ӧ������
Fig.6 Stress��stain curves of (Al3Zr+Al2O3)p/A356 composites cast by permanent mold and squeeze casting
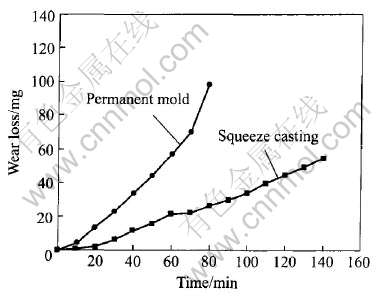
ͼ7 ����ģ�ͼ�ѹ�������(Al3Zr+Al2O3)p/A356���ϲ��ϵĸɻ���ĥ������
Fig.7 Dry sliding properties of (Al3Zr+Al2O3)p/A356 composites cast by permanent mold and squeeze casting
ͼ7��ʾΪ����ģ�ͼ�ѹ���������ĸɻ���ĥ������ ��ͼ7�ɿ���, ��ѹ������������ĥ�ԱȽ���ģ��������ĥ�Ժ�, ĥ��80min��, ����ģ������ĥ�����ȼ�ѹ����������72.13mg, �Ҽ�ѹ���������ھ���140min��, ĥ�������ǻ�������, ƽ��������Ϊ0.463mg/min, δ������ĥ�������; ������ģ�����ھ���20minĥ���ͳ��־���ĥ����, ƽ��������Ϊ1.415mg/min, Ϊ��ѹ��������ĥ����������3.05���� ����ϸ�������ܶȵ���������������ĥ��, ͬʱ��ģ����, A356�Ͻ��е�Si�� Mg��Ti�����й��ܶȵ����������������ĥ��[15]��
3 ����
1) ѡ��A356-Zr(CO3)2��Ԫ�ϳ���(Al3Zr+Al2O3)p/A356������ǿ�������ϲ�������, �ֱ�ͨ������ģ�ͼ�ѹ���칤�ճ���, ����ģ�����г��潽עȱ�ݶ�, �����ִ�, ����ѹ������������֯���ܡ� ����ϸС�� �����նԿ�������û�д��Ӱ��, ��������Ϊ2~3��m��
2) ��ѹ���������Ŀ���ǿ�Ⱥ������ʷֱ�Ϊ345MPa��15.07%, �Ͻ���ģ�����ֱ����1.6��2.15��, ��ĥ���������, ������ߵ�ԭ����Ҫ�����ڸߵ���֯���ܶȺ�ϸ��ǿ����
REFERENCES
[1]�����, ����ѫ, ������, ��. Al-Zr-O-Bϵԭλ�ϳɿ�����ǿ�������ϲ��ϼ�������[J]. �й���ɫ����ѧ��, 2005, 15(4): 572-577.
LI Gui-rong, DAI Qi-xun, ZHAO Yu-tao, et al. Fabrication and properties of particles reinforced aluminum matrix composites in-situ synthesized in Al-Zr-O-B system[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 572-577.
[2]������, �ィ��, ����ѫ, ��. Al-Zr(CO3)2��ϵ��Ӧ�ϳɸ��ϲ��ϵķ�Ӧ���Ƽ�����ѧģ��[J]. �й���ɫ����ѧ��, 2005, 15(9): 1343-1349.
ZHAO Yu-tao, SUN Jian-xiang, DAI Qi-xun, et al. Reaction mechanism and kinetic model of in situ synthesized composites in system Al-Zr(CO3)2[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(9): 1343-1349.
[3]Roy D, Ghosh S, Basumallick A, et al. Preparation of Fe-aluminide reinforced in situ metal matrix composites by reactive pressing[J]. Mater Sci Eng A, 2006, A415: 202-206.
[4]Tjong S C, Wang G S, Mai Y W. High cycle fatigue response of in situ Al-based composites containing TiB2 and Al2O3 submicron particles[J]. Composites Sci Tech, 2005, 65: 1391-1400.
[5]Zhang X N, Geng L, Wang G S. Fabrication of Al-based hybrid composites reinforced with SiC whiskers and SiC nanoparticles by squeeze casting[J]. J Mater Pro Tech, 2006, 176: 146-156.
[6]����־, ��С��, ���, ��. ��ѹ����SiC/Zl109���Ͻ�˫�����ิ�ϲ��ϵ�������֯[J]. ����ѧ��, 2006, 42(3): 325-330.
ZHAO Long-zhi, CAO Xiao-ming, TIAN Chong, et al. Solidification structure of squeeze casting SiC/Al alloy ZL109 co-continuous composites[J]. Acta Metal Sinica, 2006, 42(3): 325-330.
[7]�¹���, ���־, ռ��, ��. ��ѹ���취�Ʊ�������Mo/Cu���䵼������[J]. �й���ɫ����ѧ��, 2005, 15(11): 1864-1868.
CHEN Guo-qin, ZHU De-zhi, ZHAN Rong, et al. Highly dense Mo/Cu composites fabricated by squeeze casting and their thermal conduction properties[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(11): 1864-1868.
[8]Ghomashchi M R, Vikhrov A. Squeeze casting: an overview[J]. J Mater Pro Technol 2000, 101: 1-9.
[9]�Ϻ���ͨ��ѧ. ��ѹ����[M]. ����: ����������ҵ������, 1981.
Shanghai Jiaotong University. Liquid Die Casting[M]. Beijing: Beijing Defence Industry Press, 1981.
[10]Ghomashchi M R. Cleanliness of Capped Steel[R]. BHP/U-SA Report, 1991.
[11]Maeng D Y, Lee J H, Won C W, et al. The effects of processing parameters on the microstructure and mechanical properties of modified B390 alloy in direct squeeze casting[J]. J Mater Pro Tech, 2000, 105: 196-203.
[12]�Ժ���, ������, Ԭ��. ��ѹ���칤�ռ���չӦ����״[J]. �ȼӹ�����, 2000(2): 45-47.
ZHAO Heng-yi, ZHOU Tian-xi, YUAN Yan. Development and application of squeeze casting technology[J]. Heat Pro Tech, 2000(2): 45-47.
[13]��ا��. ��ѹ����[M]. ����: ������ҵ������, 1984.
QI Pi-rang. Squeeze Casting[M]. Beijing: National Defence Industry Press, 1984.
[14]DASGUPYA R, MEENAI H. Sliding wear properties of Al-Cu based alloys with SiC particles reinforced composites under varying experimental conditions[J]. J Mater Sci Letters, 2003, 22: 1573-1576.
[15]ZHAO Yu-tao, LI Zhong-hua, CHENG Xiao-nong, et al. In-situ synthesizes ZrAl3(p)+Al2O3(p)/A356 composites by direct melt reaction in Al-Zr-O system[J]. Trans Nonferrous Met Soc China, 2003, 13(4): 669-773.
(�༭����)
������Ŀ: ����ʡ�����о�������Ŀ(BG2005026);����ʡ�Ƽ��ɹ�ת��������Ŀ(BA2005054);����ʡ�������ϲ��Ϲ��������з�����������Ŀ(BM2003014);����ʡ��У��Ȼ��ѧ�о�ָ������Ŀ(05KJD450043)
�ո�����: 2006-07-17; ������: 2006-10-08
ͨѶ����: �����, ��ʿ; �绰: 0511-8780192; E-mail:whmlgr@ujs.edu.cn

