Effect of Mg on microstructures and properties of Al-Mg-Si-Cu aluminium alloys for automotive body sheets
LIU Hong(刘 宏)1, 2, SONG Wen-ju(宋文举)1, ZHAO Gang(赵 刚)1,LIU Chun-ming(刘春明)1, ZUO Liang(左 良)1
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
2. School of Mechanical and Electrical Engineering, Shangdong Insitute of Light Industry,Ji′nan 250100, China)
Abstract: The effects of variation of Mg content on microstructures, the tensile properties and the formability of Al-Mg-Si-Cu alloys for automotive body sheets were investigated by means of scan electron microscopy, optical metallographic analysis, tensile and Ericsson tests. The results show that for Al-Mg-Si-Cu aluminium alloys with excessive Si, with an increment of Mg content, the strength enhances, the specific elongation and Erisson values of alloys decrease, and the number of Mg2Si constituent increases and that of Al(MnFe)Si type constituents reduces. Al-Mg-Si-Cu aluminium alloys with excessive Si for automotive body sheets can present obviously the paint bake hardenability during the paint bake cycle (i.e. artificial aging at 170℃ for 30min immediately after the solution treatment and quenching). Suitable Mg content should be controlled in the range of 0.8% and 1.2%(mass fraction).
Key words: Al-Mg-Si-Cu alloys; automotive body sheets; Al(MnFe)Si; Mg2Si; stamping formability CLC number: TG146.2
Document code: A
1 INTRODUCTION
The heat-treatable Al-Mg-Si-Cu (6000 series) aluminium alloys as automotive body sheet materials are being brought to practical use more and more in North American and Europe, and become optimal materials caused by mass reduction of automotive instead of steel sheets because they have combination of good formability and higher mechanical properties[1-5]. The alloying element Mg in aluminium alloys for automotive body sheets registered at present, such as AA6009, AA6010, AA6111, AA6016, AA6181A and AA6022 has great range of compositions from 0.25% to 1.0%[3, 5, 6]. However, Mg is the mainly adding element in 6000 series alloys, and previous work gave more attention to effects of Mg on precipitation behavior, age-hardened speed and peak value hardness[7-10] forming strengthening phase of Mg2Si with Si during aging, and influences of increasing Mg content on softening effect[11] and paint bake response[12-15] when carrying out per-aging treatment were also studied. So far, research on effects of variation of Mg content on microstructures, tensile properties and stamping formability of the aluminium alloys for automotive body sheets has not almost been reported.
This work is to study the effect of variation of Mg content on the microstructures, tensile properties and formability of Al-Mg-Si-Cu aluminium alloys for automotive body sheets, so as to provide a foundation to develop a new alloy to control Mg content.
2 EXPERIMENTAL
Materials studied in this work were prepared using high purity aluminium (99.9%Al), electrolysis copper, industrial pure magnesium, and intermediate alloys of Al-9.5%Si and Al-9.0%Mn. These raw materials were melted in a resistance crucible furnace with a certain adding order, and then cast into ingots (220mm×120mm×20mm) in the copper mould with cooling water. The chemical compositions of the alloys prepared are given in Table 1. All alloys are with excessive Si. Two-stage homogenization treatment of the ingots was performed at 470℃ for 5h and 540℃ for 16h. Then ingots were hot rolled and cold rolled to thin sheets of 1.2mm in thickness.
Based on GB/T2057―1999 and GB/T5028―1999 Standards, the specimens used to measure mechanical properties, strain hardening exponent n value and plastic strain ratio r value were cut respectively from alloy sheets in 0°, 45° and 90° to rolling direction. Gauge length and width of the specimens were 50mm and 12.5mm, respectively. The data on mechanical properties only took from the one direction paralleling to the rolling direction
Table 1 Chemical compositions of alloys (mass fraction, %)

of the sheets, but n and r values took averages from three directions. Specimens used for the measurement of Ericsson values (IE) were machined into 60mm×60mm in size.
One part of specimens used for mechanical properties, n and r value measurement were T4 treated (staying for two weeks at room temperature followed by quenching into water after solution treatment at 540℃ for 30min). The other part of specimens were artificially aged at 170℃ for 30min followed by staying for 30min at room temperature after the solution treatment and quenching (i.e. simulating paint baking cycle of automotive body sheet).
The tensile tests were conducted using CMT5105-SANS type micro-controlling electron universal tensile machine. A spherical die with diameter of 8mm was used for Erisson tests. Microstructural observation and EDS(energy of dispersive spectrum) analysis of phase compositions were carried out by means of LEICAMPS30 type optical microscopy, SSX-550 type scan electron microscope(SEM) and auxiliary DX-4 type energy spectrometer.
3 RESULTS AND DISCUSSION
3.1 Tensile properties and formability
The results of mechanical properties, [AKn-]15, [AKr-]15, and IE in the T4 state, and tensile properties after simulating paint baking treatment of alloys are given in Table 2. It is seen that the tensile strength of alloys in the T4 state increases gradually initially with the increment of Mg content, up to a certain content, and starts to decrease; however, the specific elongation and IE values of alloys decrease in monotone. The strength of the alloy artificially aged at 170℃ for 30min immediately after solution treatment and quenching is clear higher than that of the T4 state and increasing Mg content is of advantage to an increase of the strength of sheet materials by the aging treatment. This indicates that alloy sheets of paint baking cycle immediately after solution treatment and quenching can gain higher strength.
3.2 Microstructural observation and phase compositional analysis
Typical microstructures of the ingots after homogenization treatment are shown in Fig.1. It can be seen that the number of insoluble constituents significantly increases with increment of Mg content. Stereoscan photographs and EDS analysis as shown in Fig.2 confirm that these insoluble con-
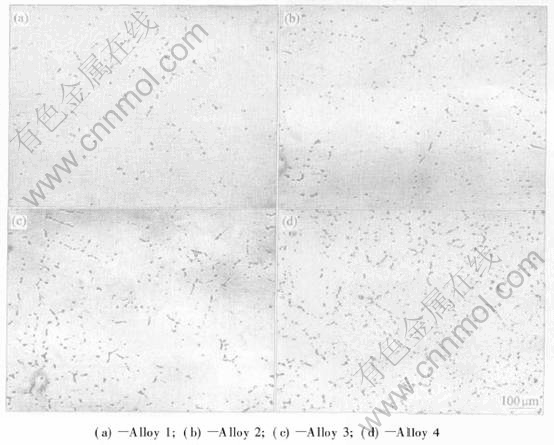
Fig.1 Microstructures of alloys after homogenization treatment
Table 2 Tensile properties and formability of test alloys
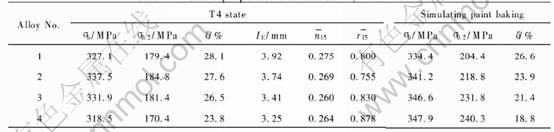

Fig.2 Stereoscan photographs and EDS analysis of alloys after homogenization treatment
stituents during homogenization treatment are mainly of the type of Al(MnFe)Si phase (Points 2 and 3 in Fig.2(a), (b) and (d)) and Mg2Si phase (Point 4 in Fig.2(a), (b) and (d)), and purity Si (Point 1 in Fig.2(a)) only exists in the alloy with low Mg content. The Al(MnFe)Si phase is difficult to dissolve, and the homogenization treatment of the ingots can not make the number of it decrease, but can cause a part of Mg2Si phase to dissolve. As seen in Fig.2, when Mg content of alloys raises, the number of insoluble Al(MnFe)Si phase reduces, and that of Mg2Si phase increases. This is perhaps because that increment of Mg2Si phase takes away Si from Al(MnFe)Si phase.
Microstructures of thin alloy sheets in lengthwise section after simulating pain baking are shown in Fig.3. As it can be seen that, full recrystallization of cold-rolled thin alloy sheets occurs during solution treatment at 540℃, and their recrystallized grain structures are relatively uniform and equiaxed. Grain size reduces slightly with the increase of Mg content. In addition, insoluble constituents are crushed during plastic processing, and distribute along the rolling direction. When the number of insoluble constituents in alloy is very large because of high Mg content, the microstructure morphology of sheet materials has characteristic of the distribution in form of continuous line.
For excessive Si alloys, increasing Mg content helps to promote the formation of GP zone in Mg2Si precipitation sequence as well as an increment of density in the T4 condition, consequently resulting in increase of the strength of alloys. Moreover, except for Al(MnFe)Si constituents, the number of Mg2Si in alloys increases significantly with increase of Mg content. When the plastic deformation of sheet materials takes place, the area near these coarse phases has relatively great concentration of stress. Microcracks are generated easily at the interface between coarse phase and the matrix, and accordingly brings the specific elongation to decrease. Therefore, the more the number of coarse constituents, the more harmful plasticity the alloys has. Considering the demands of strength and stamping formability for automotive body sheets, suitable Mg content of 6000 series aluminium alloys for automotive body sheets should be in the range of 0.8%-1.2%. The phenomenon of an increment of the strength of alloys simulating paint baking cycle (i.e. artificially aging at 170℃ for 30min immediately after the solution treatment and quenching), in comparison with the T4 state, may be due to the formation of β″ phase with fine size and high density during artificial aging.
Furthermore, more insoluble constituents are crushed during the rolling process and distribute

Fig.3 Microstructures of thin alloy sheets in lengthwise section after simulating paint baking
along the rolling direction. As the result, the anisotropic property of alloy sheets comes into being, and great difference of n and r average values is gained in 0°, 45°and 90° to the rolling direction, which has an impact on formability of sheet materials. Therefore, 6000 series aluminium alloys for automotive body sheets in the T4 state should obtain the recrystallized gains structure as fine and uniform as possible, and the microstructure should not distribute in form of continuous line.
4 CONCLUSIONS
1) For Al-Mg-Si-Cu aluminium alloys with excessive Si for automotive body sheets, with an increment of Mg content, the strength enhances, and the specific elongation and Ericsson value of alloys decrease. Suitable Mg content should be controlled in the range of 0.8%-1.2%(mass fraction).
2) For Al-Mg-Si-Cu aluminium alloys with excessive Si for automotive body sheets, with an increment of Mg content, the number of Mg2Si constituent increases and that of Al(MnFe)Si constituents decreases.
3) Al-Mg-Si-Cu aluminium alloys with excessive Si for automotive body sheets can present obviously the paint bake hardenability for the paint bake cycle, i.e., artificially aging at 170℃ for 30min immediately after the solution treatment.
REFERENCES
[1]ZHAO Hong. Application of aluminum in motor car [J]. Automotive Technology and Materials, 1997(1), 9-24.
[2]Gupta A K, Lioyd D J. The properties and characteristics of two new aluminum automotive closure panel materials [J]. SAE Transaction J Mater and Manuf Sections, 1996, 107: 180-185.
[3]Kamat R G, Butler J F, et al. Alloy 6022-T429 for automotive sheet applications [J]. Materials Science Forum, 2002, 396-402: 1591-1596.
[4]Moons T, Ratchev P, de Smet P, et al. A comparative study of two Al-Mg-Si alloys for automotive applications [J]. Scipta Materialia, 1996, 35(8): 939-945.
[5]Bottema J, Lahaye C, Baartman R, et al. Recent developments in AA6016 aluminum type body sheet product [J]. SAE Transaction J Mater and Manuf, 1998, 107: 900-907.
[6]Engler O, Hirsch J. Texture control by thermomechanical processing of AA6XXX Al-Mg-Si sheet alloys for automotive applications-a review [J]. Materials Science and Engineering A, 2002, 336: 249-296.
[7]Zhen L, Fei W D. Precipitation behaviour of Al-Mg-Si alloys with high silicon content [J]. Journal of Materials Science, 1997, 32: 1895-1902.
[8]Hirth S M, Marshall G J. Effects of Si on the aging behaviour and formability of aluminium alloys based on AA6016 materials [J]. Materials Science and Engineering A, 2001, 319-321: 452-456.
[9]Gupta A K, Lloyd D J, Court S A. Precipitation hardening in Al-Mg-Si alloys with and without excess Si [J]. Materials Science and Engineering A, 2001, 316: 11-17.
[10]Gupta A K, Marois P H, Lloyd D J. Study of the precipitation kinetics in a 6000 series automotive sheet material [J]. Materials Science Forum, 1996, 217-222: 801-808.
[11]Bryant J D. The effects of pre-aging treatments on formability and paint bake response in aluminum autobody sheet alloys[A]. Automotive Alloys[C]. The Minerals, Metals and Materials Society. Orlando, Florida: 1997. 19-36.
[12]Zhuang L, de Haan R, Bottema J, et al. Improvement in bake hardening response of Al-Si-Mg alloys [J]. Materials Science Forum, 2000, 331-337: 1309-1314.
[13]Kleiner S, Henkel C H, Schulz P, et al. Paint bake response of aluminium alloy 6016 [J]. Aluminium, 2001, 77(3): 185-189.
[14]Bryant J D. The effects of presaging treatments on aging kinetics and mechanical properties in AA6111 aluminum autobody sheet [J]. Metallurgical and Materials Transactions A, 1999, A30: 199-205.
[15]Zhen L, Kang S B, Kim H W. Effect of natural aging and preaging on subsequent precipitation process of an Al-Mg-Si alloy with high excess silicon [J]. Materials Science and Technology, 1997, 33(11): 905-910.
(Edited by YANG Bing)
Foundation item: Project(2002AA331050) supported by Hi-tech Research and Development Program of China; Project(0208) supported by Science and Technology of Ministry of Education of China
Received date: 2004-08-09; Accepted date: 2004-12-03
Correspondence: LIU Hong, Associate professor, PhD; Tel: +86-531-8523981; E-mail: hongshuoxin@163.com

