���±�ţ�1004-0609(2008)07-1248-06
������״����֯CuAlNi�Ͻ�ܲĵĶ������Ʊ�
��ѩ�壬�����ӣ�л����
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������100083)
ժ Ҫ��������������������������ʽ�����������̷����Ʊ�Cu-14.3%Al-4%Ni(��������)�Ͻ�ܲģ��о����ղ��������̳��ι��̵�Ӱ�죬���������������̹ܲĵ���֯���ܡ�����������������¶�Ϊ1 280 �桢�����ٶ�Ϊ38 mm/min����ȴˮ����Ϊ900 L/hʱ�����������ȶ����γ�Cu-14.3%Al-4%Ni�Ͻ�ܲģ���ֱ��Ϊ10 mm���ں�Ϊ1.8 mm���ұ���Ϲ⻬������������״����֯������ǿ�ȴﵽ540 MPa���쳤�ʴﵽ13.7%��������������ѧ���ܡ�
�ؼ��ʣ�CuAlNi�Ͻ������������̣��������Ʊ�����״�����ܲ�
��ͼ����ţ�TG 249.7��TG 146.1���� ���ױ�ʶ�룺A
Compact processing of containing CuAlNi alloy pipes with continuous columnar crystals
LIU Xue-feng, LI Wei-he, XIE Jian-xin
(School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Cu-14.3%Al-4%Ni (mass fraction) alloy pipes were prepared by vacuum melting and argon-shield vertical continuous unidirectional solidification process. The effects of process parameters on the solidification forming were investigated and the microstructure and properties of the pipes were analyzed. The results show that Cu-14.3%Al-4%Ni alloy pipes with 10 mm in diameter and 1.8 mm in thickness��smooth surface and continuous columnar crystal structure can be continuously and stably fabricated under melting temperature 1 280 ��, drawing speed 38 mm/min and cooling water flow rate 900 L/h. Cu-14.3%Al-4%Ni alloy pipes with tensile strength of 540 MPa and elongation of 13.7% show excellent mechanical properties.
Key words: CuAlNi alloy; continuous unidirectional solidification; compact processing; columnar crystals; pipe
����������CuAlNi�Ͻ���ͬʱ�����������״����ЧӦ����������Ϊ�����õ���ѧ�����Լ������ļ۸�ȶ��ܵ��ձ�����[1?2]�����õ��㷺Ӧ�á����ǣ�Ŀǰ����������CuAlNi�Ͻ�������Ժܵͣ��ӹ������ѵ�����[3]��һ���̶������������һ���ƹ�Ӧ�á�
�����������̼����Ƕ������̼����������������϶���չ������һ�ֽ����Ρ������̵IJ����Ʊ������������Ʊ�����������״�������������������[4?9]�����������������̼����Ʊ���ͭ��Al-1%Si�Ȳ��ϣ������������μӹ��������������������²����κ��м��˻����ͱ��洦����ֱ��d17.28 mm�Ĵ�ͭ��������ֱ���Ʊ��õ�ֱ��19.7 ��m�Ĵ�ͭ�����߲�[10]�����ø÷��Ʊ������Բ��ϣ����������������ͭ����������߲��ϵ�����[11]�����ֹ��[12?14]����ˮƽ�����������̼����Ʊ��˸�������CuAlNi�Ͻ��߲ģ�������������״����֯��������CuAlNi�Ͻ�ܲĵ��Ʊ���Ŀǰ��δ������ص��о�������
����������Cu-14.3%Al-4%Ni(������������ͬ) �Ͻ�Ϊ��������������������������ʽ�����������̼����Ʊ�����������״����֯��d 10 mm�� 1.8 mm�ܲģ��о��Ͻ�ܲĵ��������������Ʊ����գ�������֯���ܽ��б������ۣ�Ϊ�Ʊ��Ϳ��������ܵĸ�������CuAlNi�Ͻ�ܲĵ춨������
1 ʵ��
1.1 ʵ��ԭ��
�����������̼����봫ͳ���������ĸ������������������Ǽ��ȵģ���������ȴ�ġ�ͨ�������ͳ��ڸ�����ǿ����ȴ�������̽�����δ���������н���������������ĸ��¶��ݶȣ��Ӷ��γɶ��������������ü����ĺ����DZ������̽��渽���IJ���ɢ�ȣ�ά�ֺ�ǿ��������������֤����ĵ����������������������̹����У������¶ȸ��ڽ�������������¶ȣ�ʹ�������������ڱ������̣���Һ������Һ����������������������������Ҫ�ص㣺1) �����ڽ���Һ��������Ҫ�������������䣬���㶨�����̵����������Եõ���ȫ���������̵���״������ ֯��2) ������Һ���ʼ����Һ����룬Ħ����С������ֱ�������������⸴����״������Ͳģ���ø߱���������3) ��Һ��Ĺ�Һ���棬�����������ڱ������̣��������������IJ������ѵ����⣬�����ڻ�ú�����ȱ���١���֯���ܵ�������4) ���������˺��磬���������������չ�ӹ��ԣ������ں�������ӹ����Ρ�
1.2 ʵ���豸
���Ƶ���������������������ʽ�������������豸��ͼ1��ʾ��
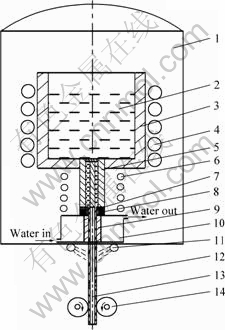
ͼ1 ��������������������ʽ�������������豸ʾ��ͼ
Fig.1 Schematic diagram of experimental equipment for vacuum and argon-shield vertical continuous unidirectional solidification: 1�DVacuum furnace; 2�DMolten metal; 3�DCrucible; 4�DHeater; 5�DRunner; 6�DHeater; 7�DMould; 8�DThermal baffle; 9�DCooling tube; 10�DCooling water block; 11�DSecondary cooler; 12�DCast pipe; 13�DDummy pipe; 14�DHaulage gear
���豸��Ҫ�ɸ�Ӧ����ϵͳ������ϵͳ����ռ��������ϵͳ����ȴϵͳ������ǣ��ϵͳ��ɣ�����Ҫ�ص����£�1) ������������նȿɴ�10?3 Pa��������������������������ʱ����������б�������ˣ����ø��豸����������������������Ч�ر�������ۻ������̹����е�����������������������ȱ�ݣ�2) ���ø�Ӧ���ȣ��ۻ�Ч�ʸߣ�ͬʱ����Ӧ�ų��Խ���������һ���Ľ������ã������ڽ������̵�ƫ���̶ȣ��õ��ɷ־��ȵ�������
1.3 ʵ��ԭ��
ʵ�����Cu(����99.9%)��Al(����99.9%)�͵��Ni(����99.99%)��Ϊԭ�ϣ�����ƽ(��ȷ��0.1 g)��15%Al-4%Ni�ı���������ÿ��ʵ������Լ1.5 kg��
1.4 ʵ�����
�����õ�ԭ��װ����������¯�����գ������ۻ�����������ʹ���¯����ѹ����������ѹ��ƽ�⡣����20 min����ǣ���������Ʊ��Ͻ�ܲġ�ͨ���ᾧ�����ڸ�����ȴ���������ܵ�ǿ����ȴ��ʹ�Ͻ�Һ�������������������ڽᾧ�����ڸ������̣������̵Ĺܲ��������ܴӽᾧ���в��������������Ʊ����ж���������֯�ĺϽ�ܲġ�
��������������Cu-14.3%Al-4%Ni�Ͻ�ܲĺ������ݽ���Ľ�����֯���й۲죬��ʴ�����Ϊ��CuCl2��8g��25%��ˮ��Һ100 mL��
�Թܲİ���GB/T228�D2002��������ʵ�飬�������ձ���ѧD/max-RB12 kW��ת����X����������(Cu K��)�Կ�����ϵĺ�������������ɷ�����
2 ���������
2.1 ���ղ����ԺϽ�ܲı���������Ӱ��
�����������̹��̵��ȶ����ܹ��ղ�����Ӱ�죬��Щ������Ҫ������Һ����ǰ�������¶ȡ������ٶȡ���ȴ���롢��ȴˮ�¶Ⱥ���ȴˮ����Ϊ�˼��ٿɱ�����ĸ��������ʵ���ȷ�ԺͿ��ظ��ԣ�ʵ���豸�б�����ȴ���롢��ȴˮ�¶ȡ���ȴˮ�����䣬�ص���й�Һ����ǰ�������¶Ⱥ������ٶȵ�ƥ��ʵ�飬�о����̹��̵��ȶ��ԡ�
ʵ��������Χ��ʵ�������1���У���ͬ�������Ʊ��Ĺܲ���Ʒ��ͼ2��ʾ��
��1 ��������������ʵ���������ʵ����
Table 1 Process parameters and results of continuous unidirectional solidification
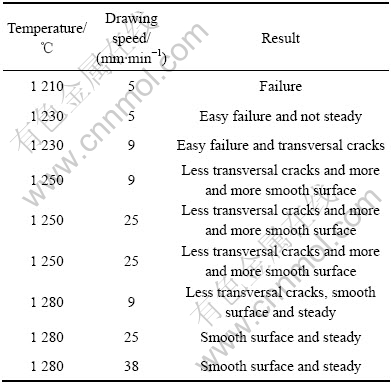
ͼ2 ��ͬ�������Ʊ���Cu-14.3%Al-4%Ni�Ͻ�ܲ���Ƭ
Fig.2 Photos of surface appearance of Cu-14.3%Al-4%Ni alloy pipes prepared under different conditions: (a) 1 210 ��, 5 mm/min, failure; (b) 1 230 ��, 9 mm/min, with tensile failure and transversal cracks; (c) 1 280 ��, 9 mm/min, with less transversal cracks and steady; (d) 1 280 ��, 38 mm/min, smooth
���Կ�����ʵ������У������¶ȶ��ȶ������ܲĵı��������кܴ�Ӱ�죬�������ٶȵ�Ӱ�첢�����ԡ��ڲ�������©��ǰ���£����������¶ȵ���ߣ��ܲĵı����������ơ�������Ϊ���������¶ȵ���ߣ���Һ�����λ����ᾧ�����ڷ����ƶ������������������йܲ���ᾧ�ڱڵ�Ħ�������⣬�����¶ȵ���ߣ���Һ����ǰ�ص��¶��ݶ�Ҳ��֮���ӣ����������������������ij��ȣ������˺��������Ƶ��γ����������ٶȵ���ߣ�Ҳ�����ڹ�Һ������ᾧ�����ڷ����ƶ������ڱ�ʵ��������(�����ٶ�Ϊ5~38 mm/min)�������ٶȶԹܲı��������Ӱ�첻���ԡ�
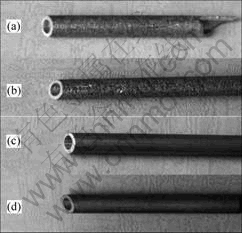
�������¶�1 280 �桢�����ٶ�38 mm/min����ȴˮ��900 L/h����ȴˮ�¶�31 ��������£��Ʊ��˾������ñ���������Cu-14.3%Al-4%Ni�Ͻ�ܲ�(d 10 mm��1.8 mm)������ò��ͼ3��ʾ��
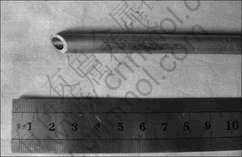
ͼ3 ������������Cu-14.3%Al-4%Ni�Ͻ�ܲ���Ƭ
Fig.3 Photo of Cu-14.3%Al-4%Ni alloy pipes fabricated by continuous unidirectional solidification process
2.2 �Ͻ�ܲĵ�����֯�ṹ
�������¶�1 280 �桢�����ٶ�38 mm/min����ȴˮ��900 L/h����ȴˮ�¶�31 ��������£��������������Ʊ���Cu-14.3%Al-4%Ni�Ͻ�ܲĵĽ�����֯��ͼ4��ʾ����ͼ��֪���ܲĵĺ������ֻ�м��������ᴩ�������棬�����뾧��֮�侧�������ҽ�ƽֱ���ݽ���������������ȫ��Ϊ����ƽ������ȴ�����������״����֯��
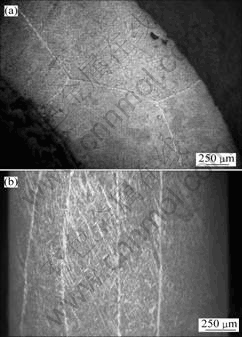
ͼ4��������������Cu-14.3%Al-4%Ni�ܲĵ���֯
Fig.4 Microstructures of Cu-14.3%Al-4%Ni alloy pipes fabricated by continuous unidirectional solidification:(a) Cross sectional microstructure; (b) Longitudinal section microstructure
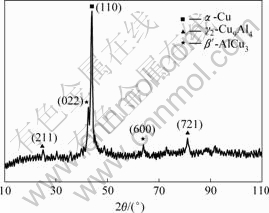
��CuAlNi��Ԫ��ͼ��֪����״����ЧӦ��Ҫ�����ڦ����������ȶ����¶ȷ�Χ��560 �����ϣ��� 565 ��ƽ��״̬�£������������Ӧ���¡���+��2������ȴ�ٶȴ���5~6 ��/min�������ƹ�����䡣ͼ5��ʾΪ����Ϊ38 mm/min��CuAlNi�Ͻ�����������ס��������ٶ�Ϊ38 mm/min�������£��ܲľ���һ����ȴ��ֱ�ӽ���ˮ��(������ȴ)����Һ����ǰ���¶�Ϊ 1 280 �棬��ȴ��100 ��ֻ��Ҫ4.5 min������ȴ�ٶ�Զ����5~6 ��/min����ͼ5��Ҳ���Կ������Ͻ���Ҫ�ɦ���ͦ¡� ����ɣ�˵���������������̾��нϿ�������ٶȣ�������������ת��Ϊ�¡��࣬�����еĦ�2��Ĵ��ڱ������¡���+��2������Ӧ��û����ȫ�����ơ�ͬʱ����ͼ6��ʾ������Ϊ5 mm/minʱ�Ʊ���CuAlNi�Ͻ��XRD���Կ�����������ʱ����2������ռ�ı����ϴ���2������һ�ִ����࣬�����ٶ�Խ������������ȴ�ٶ�ҲԽ���������Ħ�2�����Խ�࣬����ҲԽ�ࡣʹ��5 mm/min��������������������CuAlNi�Ͻ�ܲĺܴ࣬�쳤�ʽ�Ϊ0.2%���ﵽһ�伴�ϵ�״̬����˵�������ٶȶԹܲĵ�����ɺ���ѧ�����кܴ�Ӱ�졣
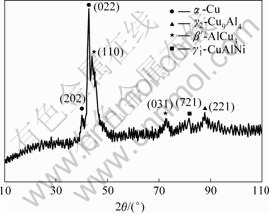
ͼ5 ����Ϊ38 mm/minʱ�ƵõĺϽ�ܲĵ�XRD��
Fig.5 XRD pattern of Cu-14.3%Al-4%Ni alloy pipes drawn by 38 mm/min
ͼ6 ����Ϊ5 mm/min�Ͻ�ܲĵ�XRD��
Fig.6 XRD pattern of Cu-14.3%Al-4%Ni alloy pipes drawn by 5 mm/min
2.3 �Ͻ�ܲĵ���ѧ����
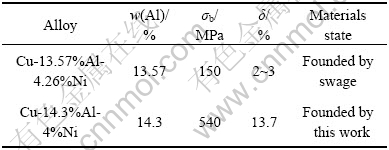
�������ٶ�Ϊ38 mm/min�������Ʊ���Cu-14.3%Al-4%Ni�Ͻ�ܲ�������ʵ����Ͻ�����ѧ���ܲ��ԡ����2��ʾ��������������Cu-14.3%Al- 4%Ni�Ͻ�ܲĵ��쳤�ʴﵽ13.7%������ͨ����Cu-13.57% Al-4.26% Ni�Ͻ��4~6���������Ͻ�ܲľ������õ���ӹ����ܡ�һ�������������������̹ܲĵ���״����֯�������Եķ����ԣ����磬�����ٱ��ι����е�λ���ѻ������Խ��ͼӹ�Ӳ����������Գ�����������һ���棬�����������̲��ü������ͣ���Һ����ʼ����Һ�࣬���������塢���ӵ��ų����������ڱ������̣�������Һ�岹�����ѣ����Եõ�����ȱ���١���֯���ܵĹܲģ�Ҳ�����ڻ�����õ����Գ�������[10]��
��2 �������������Ʊ���Cu-14.3%Al-4%Ni�Ͻ�ܲ�����ͨ�����Cu-13.57% Al-4.26% Ni�Ͻ���ѧ���ܵıȽ�
Table 2 Comparison of mechanical properties between Cu-14.3%Al-4%Ni alloy pipes fabricated by this work and Cu-13.57% Al-4.26% alloy pipes fabricated by swage
ͼ7��ʾΪ�Ͻ�ܲĵĹ���Ӧ���DӦ�����ߡ���ͼ��֪������������CuAlNi������Ӧ���DӦ������[15]�����ƣ�����������֯�����������뵥�����ơ�������ǰ������������������(�Ͽڸ���)ȡ������TEM��羵�۲첢ȡ�����仨��������ǰ���������仨����ͼ8(a)��ʾ��������ǿ����ߵ��м�λ�ó������ߣ����ڹܲ���Ʒ��������Ϊ38 mm/min���������Ʊ��ģ���ȴ�ٶȱȽϿ�(�����ڴ��)����ˣ����������еĦ�1����������ת��ɦ�+��2������ձ���������������ȴ�ٶȽ�Сʱ������������Ϊ5 mm/minʱ����1����ת��Ϊ��+��2�ࡣ
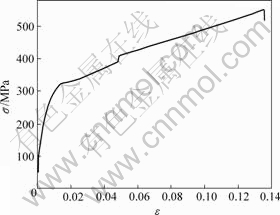
ͼ7 Cu-14.3%Al-4%Ni�Ͻ�ܲĵ�����Ӧ���DӦ������
Fig.7 Tensile stress�Dstrain curve of Cu-14.3%Al-4%Ni alloy pipes
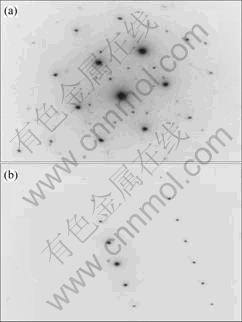
ͼ8 ����ǰ��������������֯�ĵ������仨��
Fig.8 Electron diffraction patterns of martensite of Cu-14.3%Al-4%Ni alloy pipes: (a) Untensiled; (b) Tensiled
��ͼ7��֪��������Ӧ���ﵽ300 MPa����ʱ��������1��� ��1��(18R2�ṹ������)Ӧ���շ���䣬ת���һ����������壬�γɵ�һ��̨�ף���Ӧ���ﵽ400 MPa����ʱ��������1�����1��Ӧ���շ���䣬ת�����һ�����������[16]���γɵڶ���̨�ס�
3 ����
1) ������������������������ʽ�����������̷������������¶�Ϊ1 280 �棬�����ٶ�Ϊ38 mm/min����ȴˮ����Ϊ900 L/h����ն�Ϊ0.2~1 Pa�������£��ɹ��Ʊ��⾶10 mm���ں�1.8 mm������Ϲ⻬������������״����֯��Cu-14.3%Al-4%Ni�Ͻ�ܲġ�
2) �����¶ȶ�Cu-14.3%Al-4%Ni�ܲı�������Ӱ��ܴ���������¶ȿ��Ը��ƹܲĵı��������������ٶȶ�Cu-14.3%Al-4%Ni�ܲı���������Ӱ���С�����ԺϽ������ɺ���ѧ����������Ӱ�죬�����ٶȽ������������ɴ����࣬ʹ�Ͻ���쳤�ʼ����½���
3) ������������Cu-14.3%Al-4%Ni�Ͻ�ܲĵĿ���ǿ�ȴﵽ540 MPa�������쳤�ʴﵽ13.7%��������������ѧ���ܡ�
REFERENCES
[1] BEKKER A, BRINSON L C. Phase diagram based description of the hysteresis behavior of shape memory alloys[J]. Acta Materilia, 1998, 46(10): 3649?3665.
[2] MOTOYASU G, KANEKO M, SODE H, MCLEAN A. Continuously cast Cu-Al-Ni shape memory wires with a unidirectional morphology[J]. Metall Mater Trans A, 2001, 32: 585?593.
[3] ���ֹ�, ���ȳ�, ��ҵ��, ���·�. ������������ȡCuAlNi��״����Ͻ�˿[J]. ���ܲ���, 2000, 31(6): 605?607.
LI Wo-guang, CHEN Xian-chao, YU Ye-qiu, WANG De-fang. CuAlNi shape memory alloy wires cast with heated mold continuous casting process[J]. Functional Materials, 2000, 31(6): 605?607.
[4] SODE H, JEN C K, MOTOYASU G, OKUMURA S, OHNO A. Fabrication and characterization of aluminium clad aluminium-copper alloy cored rod[J]. Mater Sci Technol, 1995, 11(11): 1174?1179.
[5] MOTOYASU G, SODA H, MCLEAN A. Continuous casting of tin strip using a heated mould[J]. Scandinavian Journal of Metallurgy, 2004, 33: 47?52.
[6] MOTOYASU G, INADA R, OHNO A. Directionally solidified structures and crystal orientations of aluminum strips cast continuously with an open type, heated horizontal mold[J]. Journal of Japan Institute of Light Metals, 1999, 49(11): 542?547.
[7] SUSUMU O, HIROKI K, SATOSHI H. Crystal orientation and yield strength of pure magnesium continuously cast with a heated mold[J]. Journal of the Japan Institute of Metals, 1995, 59(6): 607?611.
[8] SODA H, MCLEAN A, WANG Z. Pilot-scale casting of single-crystal copper wires by the Ohno continuous casting process[J]. Journal of Materials Science, 1995, 30: 5438?5448.
[9] ������, �����, ������, ������, ���ʷ�, ���ڸ�, ������, �����, ����ɽ. ������������ͭ������[J]. �й���ɫ����ѧ��, 2003, 13(5): 1071?1076.
DING Yu-tian, XU Guang-ji, GUO Fa-wen, KOU Sheng-zhong, LAN Ye-feng, DING Zong-fu, LIU Guang-lin, FENG Cun-li, YANG Xin-shan. Properties of single crystal copper produced by heated mould continious casting[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1071?1076.
[10] ZHANG Hong, XIE Jian-xin, WANG Zi-dong. Fabrication of pure copper rods containing continuous columnar crystals by continuous unidirectional solidification technology[J]. Journal of University of Science and Technology Beijing, 2004, 11(3): 240?244.
[11] ����ƽ, ��ѩ��, л����, �����, ������, ������. Cu-12%Al ����ͭ�߲ĵ��������������Ʊ�[J]. ����ѧ��, 2006, 42(12): 337?341.
JI Deng-ping, LIU Xue-feng, XIE Jian-xin, YU Jun-wu, LI Wei-he, RONG Ming-lei. Preparation of Cu-12%Al albronze wires by continuous unidirectional solidification[J]. Acta Metallurgica Sinica, 2006, 42(12): 337?341.
[12] ��ҵ��, ���ֹ�, ������, ���ȳ�, �ش���, ������. �����������յĿ���Ӧ��[J]. ���켼��, 2006, 27(12): 1357?1359.
YU Ye-qiu, LI Wo-guang, CAI Lian-shu, CHEN Xian-chao, HE Chun-hua, LIU Ke-ru. Development and application of Ohno continuous casting process[J]. Foundry Technology, 2006, 27(12): 1357?1359.
[13] ������, ��ҵ��, ��ռ��, ���·�, ���ֹ�. ��״��Cu-Al-Ni��״����Ͻ������[J]. �����ȴ���, 2006, 31(11): 53?56.
CAI Lian-shu, YU Ye-qiu, YIN Zhan-hua, WANG De-fang, LI Wo-guang. Properties of Cu-Al-Ni shape memory alloy with columnar grain structure[J]. Heat Treatment of Metals, 2006, 31(11): 53?56.
[14] ������, ��ҵ��, �̻�, ���ֹ�. �����ٶȶ�CuAlNi����Ͻ�����������ƣ�͵�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2006, 26(2): 77?79.
CAI Lian-shu, YU Ye-qiu, LUO Ji-hui, LI Wo-guang. Effects of drawing velocity on grain growth and bending fatigue of CuAlNi shape memory alloy with column crystal in heat mould continuous casting[J]. Special Casting & Nonferrous Alloys, 2006, 26(2): 77?79.
[15] OTSUKA K, WAYMAN C M. Shape memory materials[M]. Cambridge: Cambridge University Press, 1998.
[16] ��ռ��, ���ֹ�, ��ҵ��. ��������CuAlNi��״����Ͻ�˿�������о�[J]. ���Ϲ���, 2004, 5: 26?29.
YIN Zhan-hua, LI Wo-guang, YU Ye-qiu. Mechanical and memory performance of CuAlNi shape memory alloy wires cast by Ohno continuous casting process[J]. Material Engineering, 2004, 5: 26?29.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2006CB605200)�����Ҹ����о���չ�ƻ�������Ŀ(2006AA03Z506)��������Ȼ��ѧ����������Ŀ(50674008)�������������������˲�֧�ּƻ�������Ŀ(NCET-06-0083)
�ո����ڣ�2007-03-08�������ڣ�2008-04-12
ͨѶ���ߣ���ѩ�壬���ڣ���ʿ���绰��010-62333627��E-mail: xuefeng.liu@263.net
(�༭ ������)

