�ִ���ĩұ������뼼����չ
��Դ�ڿ����й���ɫ����ѧ��2019���9��
�������ߣ��Ʋ��� Τΰ�� ������ ���� ����� ���� �����
����ҳ�룺1917 - 1934
�ؼ��ʣ���ĩұ��������ĩұ��Ӳ�ʺϽ𣻴��Բ��ϣ��������죻�ŵ�������ս�
Key words��powder metallurgy; iron-base powder metallurgy; cemented carbide; magnetic materials; additive manufacturing; spark plasma sintering
ժ Ҫ�����ĸ����˽���70�������й���ĩұ����ϵķ�չ״��������������ĩұ����ϡ�Ӳ�ʺϽ𡢷�ĩұ����Բ��ϡ���ĩұ����ºϽ���Ƚ���ĩұ����ϣ��Լ��������ڷ�ĩ�������졢�ŵ�������ս�ȷ�ĩұ���Ƚ���������ķ�չ״����Ϊ�ִ���ĩұ����ϼ������ķ�չ�ṩ���µ�˼·��
Abstract: This paper summarizes the development of powder metallurgy (P/M) materials since the founding of the People��s Republic of China in 1949, including iron-based P/M materials, cemented carbides, P/M magnetic materials, P/M superalloys, and advanced P/M forming technologies such as additive manufacturing and spark plasma sintering, which might provide new insights for advancing the development of modern P/M materials and technologies.
DOI��10.19476/j.ysxb.1004.0609.2019.09.08
�Ʋ��ƣ�Τΰ�壬�����֣��� ��������櫣��� �棬�����
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410084)
ժ Ҫ�����ĸ����˽���70�������й���ĩұ����ϵķ�չ״��������������ĩұ����ϡ�Ӳ�ʺϽ𡢷�ĩұ����Բ��ϡ���ĩұ����ºϽ���Ƚ���ĩұ����ϣ��Լ��������ڷ�ĩ�������졢�ŵ�������ս�ȷ�ĩұ���Ƚ���������ķ�չ״����Ϊ�ִ���ĩұ����ϼ������ķ�չ�ṩ���µ�˼·��
�ؼ��ʣ���ĩұ��������ĩұ��Ӳ�ʺϽ𣻴��Բ��ϣ��������죻�ŵ�������ս�
���±�ţ�1004-0609(2019)-09-1917-17���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
��ĩұ����Ϊһ�ּȹ����ֳ����������Ƚ������Ʊ��ͳ��μ�������Դ�ڹŴ��մ��Ʊ�����������������Ϊ�������ķ�չ��������Ҫ���ס�18������Ҷ����ĩұ���Ʋ�������ŷ�����𣬿����˹��Ϸ�ĩұ�����ĸ���ʱ����ֱ��1909�꣬��ĩұ�������ٵ�������־�Ž��ִ���ĩұ��ʱ�������١�һ�ٶ���������ĩұ�������չ��������Ҫ���Ͳ��Ϻؼ�����Ʒ����ӿ�֣���Ϊ������úͿ�ѧ�������ɻ�ȱ����Ҫ���̼���֮һ������ĩұ�����ѷ�չ��Ϊ���Ͽ�ѧ��������������з�չ�������ص��о�����֮һ��
��ĩұ�����Խ�����ĩ(�������ĩ��ǽ�����ĩ�Ļ����)Ϊԭ�ϣ������κ��ս��������������ϡ����ϲ����Լ����ֲ�ͬ������Ʒ�Ĺ��շ�������ĩұ��������������Ҫ�����Ҫ������������������[1-3]��һ�ǿ������Ͳ��Ϻؼ���Ʒ���Ƚ�������1909 �꿪�����ķ�ĩұ��������˿��Ϊ�����������˹�����1923 ��Ӳ�ʺϽ�������������������ӹ�Ч�����ʮ�������ϰٱ���Ϊ�����ӹ����ɾ���̽�Լ������ӹ�ҵ���������Ա�20 ���� 30 ������������ڷ�ĩұ�������������۽������紥ͷ���Ϻʹ��Բ���(����ϡ�����Ų���)��Ϊ������ϵͳ��ͨѶ�豸�ṩ�ؼ����ĺ�Ԫ�����������������ܽ�����е������Ƚ����ι��ա����ڷ�ĩұ������ʵ�ֲ��ϵĽ������ͣ�����ԭ���������ʸ�(Լ95%)������Ч�ʸߡ����ܻ��������ƣ��ܹ�ֱ��������״���ӡ��߾��ȵĸ����ܷ�ĩұ���Ʒ�����緶Χ�ڵķ�ĩұ���е�����ҵ��չѸ�٣�ȷ������Ϊ�ִ�����ҵ����Ҫ��ɵ�λ��
���Ľ����ؽ����ִ���ĩұ����������Ҫ������ϵ(������Ӳ�ʺϽ𡢴��Բ��Ϻͷ�ĩ���ºϽ�)�����˳��μ���(�������졢�ŵ�������ս��)�����½�չ��
1 ������ĩұ�����
������ĩұ�����������Ԫ��Ϊ��������C��Cu��Ni��Mo��Cr��Mn�ȺϽ�Ԫ���γɵ�һ���������[4-5]�����У���ĩұ��ͺϽ���кϽ�Ԫ��֮��һ����5%(��������)���£��ѷ�չ�γ�Fe-Cu-C��Fe-Ni-C��Fe-Ni-Cu-C��Fe-Cr-Cu-C��Fe-Mo-Ni-Cu-C�ȶ��ϵ�У���ĩұ��ߺϽ���з�ĩ����ֺͷ�ĩ���ٸ������ࡣ������Ʒ�Ƿ�ĩұ����ҵ����������һ����ϣ���һ���̶��ϴ���һ�����ҷ�ĩұ����ˮƽ���������������ĩ������Ʒ�ķ�չ�ſ���
1.1 ������ĩ
��ĩұ���������Ϻ���Ʒ��ʹ�õķ�ĩ��Ҫ���������ۡ��������Ϸ�ĩ������Ԥ�Ͻ��ĩ�ȡ��ҹ�������ĩ���Ʊ��������Ϸ�չ�����ѿ�������ԭ�����ʻ�������ⷨ������ѹˮ������������������ˮ������������ճ����ɢ��Ԥ�Ͻ�Ԥ��ϵ��Ʊ���������Щ�����Ŀ����ḻ���ҹ�������ĩƷ�ֺ��������ҹ��ѿ�����Ӧ���������������ԭ�ۡ���ѹ��������(600 MPaѹ���ܶȴﵽ7.24 g/cm3)����ƫ����� �ۡ�ˮ����Ԥ�Ͻ�ַ�(Fe-Mo��)����ɢ�ͺϽ�ַ�(Fe-Ni-Mo-Cu��)���������ַ�(����MnS)���սᱴ����ַۡ��纸���ۡ����Բ��������ۡ�ұ��¯�������ۡ�������ҵ�����۵ȶ��ֲ�Ʒ���������г�����2017�����ּ��ŷ�ĩұ������˾���������9��t������ˮ�������۵��Զ��������ߣ��ҹ��Ѿ߱�����һ���������������ҵ������ʵ�����ҹ�2010~2018�������ĩ������ƽ������ԼΪ10%(����1)��2018��������59.5��t�������������ֵ�11�Ҹ�����ĩ��˾���ܲ�����ռ�����ܲ�����93%��˵��������ĩ�����Ĺ�ģ�������������֡�Ȼ����Ŀǰ����������ҵ��������������ҵ�����ڲ�ƽ���״̬���͵������۲������������ߵ�����ȴ��Ȼ���ڹ���Ӧ��ľ��棬����Ԥ��ϸַۡ�Ԥ�Ͻ�ַۺ���ɢ�ͺϽ�ַ۵�����Ҫ�������ڣ�������ĩ��������Ʒ�ּ��ȶ��Ե��������֪��������ҵ(�����Hoganas��˾�����ô�����˽�����ĩ��˾ (QMP)������Hoeganaes��˾���ձ�JFE��˾���ձ����Ƹֹ�˾��)����һ���IJ�ࡣ
��1 �й�������ĩ����Ʒ����������
Table 1 Annual sales of steel powder and products in China

1.2 P/M������Ʒ
����ѹ��/�սἼ��һ��������ܶ�6.4~7.2 g/cm3��������Ʒ������������Ħ�г����ҵ硢�綯���ߵ���ҵ�����м��𡢽��롢�����������ܵ����ơ������������ҹ�������Ʒ��ҵ�õ��˹��һ�е���ĸ߶����ӣ������м��Ѵ�ҵ���ĸ↑�ź���������Ħ�г�����е�������ҵ�Ĵ����£�������Ʒ��ҵ���ٷ�չ������ѹ����ģ����Ƽ����졢�սἰ�ȴ���¯������豸�������������������ǿ��
�����й�����ķ�չ����������Ʒ���ܶȡ�ǿ�ȡ����ȵ�ָ������˸��ߵ�Ҫ���������ϵĸ����ܻ���ǿ�������о��ܵ����ӣ���ؼ�����������ѹ�ơ�Һ���սᡢ�Ͻ�[6-9]��Ŀǰ���ڲ���������ĩұ�������ҵ�ĺ��ļ����ѽ���ѹ����ĩ�ȶ͡������ѹ���ܻ��������ɼӹ�����ѹ���ա��ȵȾ�ѹ��Ӧ���ڸ����ܶȡ��߾��ȡ��߸��Ӷ�������Ʊ������磬�ս����������־�����ѹ���ܻ���������ݲ��Ӵ��ı��漸���ﵽȫ���ܡ����ֵijߴ羫�Ⱥͱ���Ӵ�ƣ��ǿ�ȴ����ߣ��ɴ��������֡�Ӧ�������ɼӹ��������Եͳɱ�����������ѹ��/�ս������Ʊ��ĸ�����״�������㲿������������ķ�չ���й��ѳ�Ϊ��������������ĩұ����Ʒ�������������˶����²��ϼ��Źɷ�����˾����ͷ��ҵ�����й���е��ҵЭ���ĩұ��ֻ�ͳ��(����1)��2018���й���ĩұ��������Ʒʵ�ֲ���19.94��t����11������ݷ���ƽ��������������ԼΪ10%�����ҹ�������ĩұ��߶˲�Ʒ����ҵ��ģ���д�ͻ�ơ�
1.3 ��ĩע�����(MIM)������Ʒ
������ĩע����μ���(MIM)���Խ�����ĩΪԭ�ϣ���������ע����ι���������״���ӵ�С�ͽ����㲿����20����90��������ϴ�ѧ�ȵ�λ�ڹ��Ҹ��¼����о���չ�ƻ�����Ŀ��֧���¿�ʼMIM���Ϻͼ������о��������˻����͵�ճ����Ϳ����ܼ���֬��������չ������ѧ����ָ��ι����ƣ��ڴ˻������Ⱥ���Fe-Ni������ֵ��������ϵ�ϵ��ע������Ʊ���������ǹе��ҽ����е���㲿�������졣
����MIM��ҵ�ķ�չ������ʮ����ļ���̽�����������ֻ���ҵ��Ӧ��ȡ������Ҫͻ�ƣ�2010���MIM��ҵ����˿��ٷ�չ(����1)�����й��ֹ�Э���ĩұ��ֻ��ȫͳ�ƣ��й���MIM��˾����140�����ϣ���Ҫ�ֲ��������ǡ������Ǻ;��������2017�����MIM��ҵ��ֵ�ﵽ54��Ԫ�����վ��пƼ��ɷ�����˾Ҳ��2017��ɹ������������У����ֵԼ10��Ԫ��
MIM���Ϸ��棬Ŀǰ70%Ӧ�õIJ���Ϊ����֣�20%Ϊ�ͺϽ�ֲ��ϡ�76%��ƷΪ3C��Ʒ�������ֻ�65.7%, �����4.9%���ɴ����豸6.9%��MIM�������ֻ������������ҵ�����������ӣ�Ŀǰƻ�������ǡ���Ϊ��VIVO��OPPO���ֻ���������������������MIM������й��ֻ�������ռȫ��Լ80%���ֻ����������Ϳ��ٵĸ��»���ΪMIM�����ṩ�˾�ķ�չ�ռ䡣���ֻ�SLM��������������ȡ������ֻ������������ܻ����������ķ�չ��MIM�������������Ϊ��
1.4 ������ĩұ����ϵķ�չ����
��ĩұ���¼����������ĩ���ϻ������θ߾��Ȼ����ս����Ч�ʻ��ͺ�ӹ������������ںϵȷ�����м������¡�
1) P/M������Ʒ�ķ�չ�����������ܡ����ȶ��Եĸ�����ĩԭ���ϣ��������ܶȡ���ǿ�ȡ��߾��ȵ�������Ʒ�Ʊ���������չ�Զ��������ֻ�����������װ����Ŀǰ�����²��Ϲɷ�����˾�����ݱ����õȹ�˾���ڴ��������Զ��������ֻ�������
2) MIM�����Ͳ�Ʒ�ķ�չ���ƣ������ߴ����������ĸ����㲿������������(50~200 g�IJ�Ʒ)�����������ע����β�Ʒ��������ע����μ�����ʵ������ͱ��洦��ͬ����ɣ����������켼������䣻������������ҽ�ơ���Դ��������²�Ʒ�����ѹ�������3C��Ʒ����״�������з����ڣ���߾��ȣ����ͳɱ���
3) ����������ĩұ����ҽ����е���������졢���������պ���ȸ߶�Ӧ�������Ӧ�ñ��أ���߲�Ʒ�ĸ��Ӽ�ֵ��������ĩұ����Ʒ��һ��չ����
2 Ӳ�ʺϽ�
Ӳ�ʺϽ����Թ��������۽���̼�����̼��������Ϊ����ɷֵķ�ĩұ��Ӳ�ʲ��ϡ�����нϺõ�ǿ�ȡ�Ӳ�ȡ�����ƥ���ԣ�Ӳ�ʺϽ���Ҫ�����������ߡ��ɾߡ���ĥ����Լ������������ȣ��㷺Ӧ���ڸ��������������պ��졢���ػ�������е��ҵģ�ߡ�����װ���������ͨװ����������Ϣ������ҵ�����̻�е��װ������ӹ��Ϳ����������Դ�ɾ�����ʩ�������ҵ����[10]��2015��ŷ��ĩұ��ҵЭ�ᷢ����2025ŷ��ĩұ��չս��·��ͼ����ȷָ����Ӳ�ʺϽ����ִ����칤ҵ�ļ�����
��2�г��˽������й���ҵЭ��Ӳ�ʺϽ�ֻ���ṩ���й�Ӳ�ʺϽ����ҵ���������ܡ�Ӳ�ʺϽ��ܲ������ܳ�����������������Ȳ���������ҵ�����ĿƼ��������й�Ӳ�ʺϽ��ҵ�������õij�����չ̬�ơ��й�Ӳ�ʺϽ��Ѿ��γ������ٸ��¡�������ҵ�����й�˾Ϊ�����ľ��й��ʾ�������Ӳ�ʺϽ��ҵ��Ⱥ��ӵ�з�ĩұ������ص�ʵ���ҡ�Ӳ�ʺϽ�����ص�ʵ���ҡ������ٲ��Ϲ��̼����о����ĵȹ�������ƽ̨��
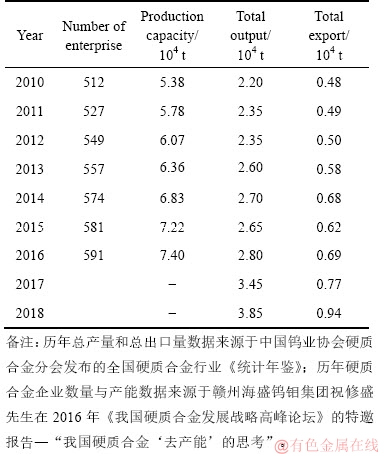
��2 2010~2018���й�Ӳ�ʺϽ�ҵ����
Table 2 Cemented carbide industry data in China (2010-2018)
2.1 ��ϸ���ͳ��־�Ӳ�ʺϽ�
��Ϊ��������Դ������й�Ӳ�ʺϽ��ܲ���������ռ���Ѿ�����40%��������Ӳ�ʺϽ�Ƽ���չʷ�ϣ��й������־�Լ����ɹ��ĵ��ʹ����������Ʊ�������20����90���ĩ�ڣ��й�Ӳ�ʺϽ���ҵ�����з��������Ʊ���ҵ���������ڹ����״��������Ʊ�������һ������ɫ������(WO2.72)Ϊԭ���Ʊ�������Ʒ�Ĺ��ռ������������ٹ����Ʊ���ϸ�������ٷۺ�̼���ٷ۾�������Ч�ʸߡ��ɱ��͡���Ʒ�����������ȶ��Կɿضȸߵ��ص㣬�ѳ�Ϊ�й�������ϸ�������ٷۡ�̼���ٷۺͳ�ϸ��Ӳ�ʺϽ���������ա�2011�꣬GB/T 26725����ϸ̼���١����ұ���ʽ����������FWCN30�ƺ�WC��ĩ�ıȱ������7.60 m2/g���ȱ����ƽ������50 nm�����ų�ϸ��Ӳ�ʺϽ����������ƻ����о���ͻ�ƺ�ѹ���սṤ�յ��ƹ�Ӧ�ã���ϸ��Ӳ�ʺϽ�����������Ѿ����죬Ŀǰ�й��Ѿ��ܹ������������������Ƚ�ˮƽ��ƽ��������Լ0.2 ��m�ĸ�Ʒ�ʳ�ϸ��Ӳ�ʺϽ𡣾�2018 ���й���ҵЭ��Ӳ�ʺϽ�ֻᷢ����ȫ��Ӳ�ʺϽ���ҵ��ͳ�������������26���й�Ӳ�ʺϽ���ҵ2018�깲�������嵶���þ����ȣ�0.6 ��m��ϸ��Ӳ�ʺϽ����11079.7 t��ͬ������22.46%���������Ž������ֺϽ�����˾����Ϊ4045.3�֣�ռ��Ϊ36.5%�����Ž������ֺϽ�����˾��Co��������Ϊ12%��GU25UF��ϸ��Ӳ�ʺϽ���ǿ��ƽ��ֵ�Ѵ�5000 MPa���ϵ�ˮƽ��
Ŀǰ���й����»�ԭ������̼���Ʊ��ߴ����־�WC��ĩ���Ʊ������Ѿ��õ��ƹ�Ӧ�ã��й�Ӳ�ʺϽ���ҵ�����ĺϽ�����5~10 ��m�ij��־�Ӳ�ʺϽ��ѹ㷺Ӧ����·��ϳ�١���ú���ܹ�ʩ���Լ�����ģ�ߵȡ�
2.2 Ӳ�ʺϽ���ϵķ�չ����
2.2.1 ���ɼ�����Ϲ���
���û��ڵ�һ��ԭ�����㡢CALPHAD�������ೡģ�������Ԫģ��ȼ���ģ��ļ��ɼ�����Ϲ��̣��ɼ����������۽�����Ӳ�ʺϽ������²��ϵ��з�Ч�ʡ��̹���֪����ҵSandvik�Ժ����ϴ�ѧ���½����Ŷ�[11-12]�����˰��� C-Co-Cr-W-Ta-Ti-Nb-N ��Ԫ�ص����۽�����Ӳ�ʺϽ�����ѧ�Ͷ���ѧ���ݿ⡣���ø����ݿ⣬���Լ��������Ԫ����ƽ�⣬��ø������������ѧ���ʺ��ܽ����Ϣ��ģ��Ͻ���Ԫ�غ���ķֲ�״̬����Ϊ�����빤����Ƶ춨���ۻ�����
2.2.2 Ӳ�ʺϽ��ṹ����
���������̼������Ӳ�ʺϽ�����������Ӽ��������ڵ���Ӳ�ʺϽ�����֯�ṹ�����ܡ����Ӽ���Ӳ�ʺϽ��и���״̬���о���Ӳ�ʺϽ����ǿ��������̼���پ����������ƻ����о��Ļ�����Ҳ��Ӳ�ʺϽ�����빤����ƵĻ���������1972�꣬�ձ�ѧ��HAYASHI��[13]�Ͷ�WC-CoӲ�ʺϽ���WC�����������ƽ�����ϵͳ�о����о������������1400 ���ս��¶��£�������̼������������ﵽ����Һ���еı����ܽ��ʱ�����̼���پ�����������Ч�����������£�VC��Mo2C��Cr3C2��NbC��TaC��TiC��ZrC/HfC��������30���ڣ�Ӳ�ʺϽ���̼���پ����������ƻ������о�һֱ���ڲ���̽���С�
�о��������[13]��VC��Cr3C2��Ӳ�ʺϽ��е���Ҫ���������ƺϽ���WC��������������Cr3C2�����и��ƺϽ������ܵ����ã�TaC��NbC����Ҫ��������ߺϽ�ĺ�Ӳ�ԺͿ��ȳ�����ܣ�TiC����Ҫ�����Ǹ��ƺϽ��ڸ����µĻ�ѧ�ȶ��ԡ��谭����������(����)���ӹ�����Ӳ�ʺϽ���������֮�����ɢ��Ϊ��Mo2C����Ҫ�����Ǹ���ճ����Ժ�Ti(C,N)����ʪ�ԡ�Ȼ�������������Ͻ����Ӽ�����Ӳ�ʺϽ����ܵĻ��������ۡ�
1993��EGAMI��[14]�״α�������WC-Co-VC�Ͻ���WC/��(�ܻ�������ճ����)��紦����V��ƫ����������������̼�������Ӽ���WC-CoӲ�ʺϽ������ƫ����Ϊ�Լ���̼���ٺ������й�����Ϊ���о��������롣���������̼����Ľ���ƫ���ԺϽ���������Լ������صľ�������(������ò�������ȡ������ֲ���)�Լ��Ͻ���ۺ����ܾ��нϴ�Ӱ�졣���������̼�������Ӽ����ܽ��ƫ����Ϊ��Ӳ�ʺϽ���̼���پ��������������ƻ����Լ��Ͻ����ܵ�Ӱ�����������ء����ڸ߷ֱ���羵����άԭ��̽���ʵ��۲����������ʹWC�����������ƻ������о�ȡ����ͻ���Խ�չ��Ҳʹ���Ӽ���Ӳ�ʺϽ������û�����Ͻ�����Ӱ��������о�ȡ����ͻ���Խ�չ�����������̼�������Ӽ���Ӳ�ʺϽ���̼����/̼���پ�����̼����/����������ƫ����Ϊ����̼����Ӳ������Ͻ�ճ�����о����ڹ�����Ϊ��ͨ���Ͻ����Ӽ���Ӳ�ʺϽ���������Ϊ�ĵ��أ���ʵ�ֶ�Ӳ�ʺϽ��۽ṹ�����ܵ���Ч���ء�
3 ��ĩұ����Բ���
��ĩұ����Բ���ָ�÷�ĩ���ͺ��ս�ķ����Ʊ��Ĵ��Բ��ϣ��ɷ�Ϊ��ĩұ�����Ų��Ϻ����Ų��������ࡣ���Ų�����Ҫ��������ϡ�����Ų��ϡ���-��-��ϵ���Ų��ϡ��ս����������Ų��ϡ����������Ų��ϵȡ���ĩұ�����Ų�����Ҫ������������������Ÿ��ϲ��ϵȡ���ĩұ���Ʊ����Բ��ϵ��������ڣ����Ʊ�����ߴ緶Χ�Ĵ���������ѹ�ƹ�����ʵ�ִŷ۵�һ��ȡ��ֱ���Ƴ��ӽ�������״�ĸߴ��ܻ����壬�����Ƕ����Ѽӹ���Ӳ����Բ��϶��ԣ���ĩұ����Խ�Ը���ͻ����
3.1 ����(Sm-Co)ϡ�����Ų���
����ϡ�����Ų��ϰ��������࣬��SmCo5���źϽ��Sm2Co17�����źϽ����У�Sm2Co17�����źϽ���н�Ϊ������ۺϴ����ܣ��ڹ�ҵ�ϻ���˽�Ϊ�㷺��Ӧ�ã�������ͨѶ��������̡��������������DZ��Ⱦ�̬��̬��·��Sm2Co17�����źϽ�Ĵ�������Դ�������еİ�״/Ƭ״�����Ͻṹ����ͼ1��ʾ[15]��������Ҫ�ɸ�Fe��Sm2(Co,Fe)17�ⷽ��ɣ������ɸ�Cu��Sm(Co,Cu)5������ɣ�Ƭ״������ڰ�״�ṹ֮�ϡ��úϽ�Ľ���������Ϊ��ڶ����ͣ� Cu�����ڰ����������ڸ���ž����������ܵĽ��ͣ�����Sm2(Co,Fe)17����Sm(Co,Cu)5��֮��ij���ܲ�����½���������
һֱ�������о��߶�������ͨ�����ƺϽ�ɷֺ��Ʊ����գ�����߲��ϵ����º��´�ѧ���ܡ�HORIUCHI��[16]�����˶༶�ȴ������գ���Sm(CobalFe0.35Cu0.06Zr0.018)7.8���ִ����ƽ�������ߴ��44.1 ��m���ӵ�59.1 ��m�������ܻ��ﵽ281.78 kJ/m3��SONG��[17]���÷ּ�����ʱЧ���գ��Ʊ��˸�Fe��Sm(Co0.65Fe0.26Cu 0.07Zr0.02)7.8���塣��ʱЧ�ּ����½Σ������ʣ��(Br)�������ֲ��䣬����������(Hcj)��1.646��106 A/m������2.505��106 A/m����400 ������ȴ�����º���������ܻ�((BH)max)�ﵽ255.36 kJ/m3����һ���棬������ϵĸ��´�����һֱ���о����ص㡣����ϡ��Ԫ��ȡ��Sm2Co17���������еIJ���Sm�����Ʊ������еʹŸ��¶�ϵ�������Ų���Sm1-xDyx(Co0.695Fe0.2Cu0.08Zr0.025)7.2[18]��Sm0.8Re0.2 (CobalFe0.22Cu0.06Zr0.03)7.4 (Re=Gd, Er)[19]��ͨ������Fe����������Co�������Ʊ���ʹ���¶ȴ�550 ��ĸ��´��塣YU��[20]ͨ������Fe��Cu��������500 ����Br=0.765 T��Hcj=5.013��105 A/m��(BH)max=98.704 kJ/m3��SmCo���塣Ŀǰ������������ҵĿǰ�Ѿ��ܹ��ձ��������ܻ�Ϊ28~30 MGOe��SmCo���塣1998������ϡ�����ŵ������ԼΪ105 t[21]����2018���ҹ����ܴ��������������2500 t[22]��
3.2 �ս���-��-��(Nd-Fe-B)ϵϡ�����Ų���
������������ܵ��ս�Nd-Fe-Bϵϡ�����Ų����ǵ�����ϡ�����Ų��ϣ�����Ϊ�����������ս�Nd-Fe-Bϵ���Ų�����Ҫ��Nd2Fe14B���ࡢ��Nd�ࡢ��B���������ϡ����������ɣ����ɷֿ��Է�Ϊ��ԪNd-Fe-B���Ų��Ϻ���Pr��Dy��Tbȡ������Nd����Co��Al��Cu��Nb��Gd��ȡ������Fe���γɵ���Ԫ���ϵ������壻�������ܿɷ�Ϊ��������ͬ��N�͡�M�͡�H�͡�SH�͡�UH�͡�EH�ͺ�AH�������塣�ò��ϱ��㷺Ӧ���ڵ綯��������������Ȧ����Ź�������ǡ�ͨѶ�������DZ��������豸�ȷ��棬�����ǽ������ڿ��ٷ�չ�ķ������硢 ����Դ��������Ƶ�յ��������Ӧ�ø��ƶ��˸ò��ϵĽ�һ����չ��
�ս�Nd-Fe-Bϵϡ�����Ų��ϲ��õ��͵ķ�ĩұ�����Ʊ��������Ͻ��������Ʒۡ��ų�ѹ�Ƴ��͡��սᡢ�ȴ��������洦���ȡ��������칤�ա��������顢����ĥ�Ʒۡ�������ɢ�ȹ��ռ����IJ��ô����������������Ĵ����ܡ������������ø߷�ȵͼ۸� La��Ce��Y������ϡ�����Nd-Fe-B�е�һ����Pr��Nd�����ɽ���ԭ�ϳɱ�������ʵ��ϡ����Դ�ۺ����ã����ܵ����ǵĹ�ע��һϵ�еĸ���ϡ��La��Ce��Y��Nd-Fe-Bϵϡ�����Ų����ڹ�����Ĵ���ʵ���ҡ�����Ժ����������ҵ���������������磺(Nd1-xCex)30(FeTM)balB[23]��(Nd0.75Ce0.25)30.5FebalAl0.1- Cu0.1B[24]��(Pr71Nd9Ce20)70Cu30[25]��NdyFe(86-y-x)B14Mx[26] �ȡ���Щ���ϲ�ͬ�ڴ�ͳNd-Fe-B�Ͻ�ĵ�һ���࣬����˫����ṹ���ձ�������ѧ HOMMA�ȱ�����5%Ce(��������)���������о��������ɹ��Ʊ���BrΪ13.5 kGs��HcjΪ10.2 kOe �Ĵ��塣���ǣ���������ϡ��Ԫ������ս������о������У�La��Ce��Y���Pr��Nd���ձ�ϵͣ���δʵ�ָ�����������д���һ�����о�������չ��
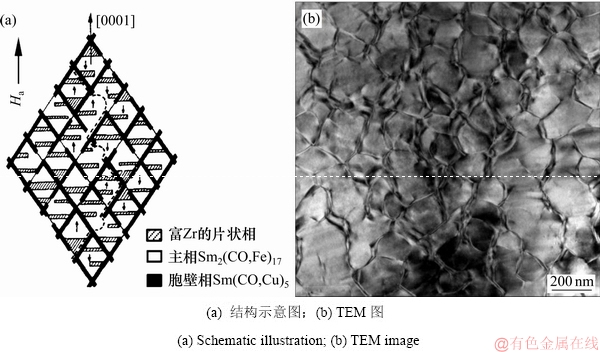
ͼ1 Sm2Co17�����״��֯[15]
Fig. 1 Structure of Sm2Co17 magnetic materials[15]
20����90���ǰ��ȫ����������ϵ�������ҵ��Ҫ�������ձ���ŷ���ȷ�����ҡ���30���ҹ�����������ϲ�ҵ���ٷ�չ��1990�꣬�ҹ��ս���������ϲ�����ռ����ë���ܲ�����10.8%��ԼΪ180 t[21]��2018�꣬�ҹ��ս�������ë������Լ15.5��t[22]����ȫ���ս�������������Ĺ��ҡ���ͳ�ƣ�Ŀǰ�ҹ����������������ҵ��200��ң���Ҫ�ֲ��ڻ�����������������ɽ�������ȡ�
3.3 ����������
�������������������ĿǰӦ����㷺��������������ϣ����нϸߵĴ��ܻ�����������ʣ���Լ����Ĵ��ͻ��ߣ��㷺Ӧ��������������綯���ߡ����õ������칫�Զ����豸������Ŀǰ�����������������������Ҫ�ֲ����й����ձ��������Ͳ���ŷ���ң������ձ�TDK��˾������FB12ϵ�в�Ʒ�Ĵ������Ѿ��ӽ�����ֵ��
�����ܵ����������������������Ϊ�����иߵı��ʹŻ�ǿ�ȺߵĴž��������ԡ��ɴˣ������о�������������ȡ�������츴�ϵȼ�����ͨ�����ھ���ṹ�����ز��ϵĸ������ԺʹŻ�ǿ�ȡ����磬WAKI��[27]��������La-Co��ͬȡ����M���������塢LI��[28]�о���Co-Tiԭ�ӵȱ���ȡ��Feԭ�ӵ�Ba(CoTi)xFe12-2xO19�����塢XIA��[29]�Ʊ���SrFe12O19/CoFe2O4���ϲ��ϡ�LI��[30]�Ʊ���SrFe12O19/Fe-B���ϲ��ϡ���Щ����Ϊ�����������������ṩ���µķ�չ����ͬʱ����������������Ʒ۹����У���ԭ��ĥϸ�����ӵ������ӵ�������������������������������ܡ�������������ҵ�������˷ּ���ĥ����ѭ����ĥ��������ԭ����ĥ��1 ��m���£���������˲��ϵĴ�����[31]�����⣬ͨ�������������Ƽ����ƾ����쳣�����������ӵı�����ͬ���������������Ĵ�����[32]�����⣬���ȡ��Ⱥ��ս��ܶȣ�ͬʱ���ƾ�����С����Ҳ������������������ܵ���Ч;��[33]��
�������������ڲ����и�ֵ����Ԫ�أ���Ni��Co�Լ�ϡ���ȣ���˳ɱ��ϵͣ��ڹ���Ʒ������������ߡ��������������ҽ����е�����������豸�����Ӧ�þ��нϴ����ơ���Ϊ���������Ĵ��Բ����������ң��ҹ����������������ռȫ����70%���ң���ͼ2��ʾ�����ڽϴ����������������������ж��ż��š���������(ԭ���۴Ų�)�ͱ���Ųĵȡ�
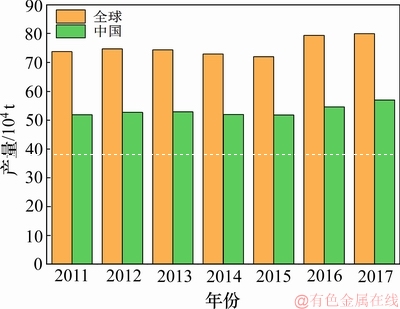
ͼ2 2011~2017��ȫ����й����������������(��Դ���й�����Ԫ����ҵЭ����Բ����������ֻ�)
Fig. 2 Global and Chinese production of permanent magnet ferrite materials (2011-2017) (Source: China Electronic Components Association, Magnetic Materials and Devices Branch)
3.4 ����������
��������������⾧ʯ�ṹ��Mn-Zn��Ƶ�����塢Ni-Zn��Ƶ�������ƽ�����Ǿ�ϵ�Ĵ�Ǧʯ�ͳ���Ƶ���������壬�������Զ���ڽ������Բ��ϣ������������IJ�������Ҫ������������Ӳ�Ʒ�С����������巢չ������Ҫ���Ʊ����и߱��ʹ�ͨ�ܶȡ��ߴŵ��ʺ͵���ĵ����������塣
����������ͨ�����ô�ͳ���������ĩұ���սᷨ���Ʊ���Ϊ����߲������ܶȣ�BARBA��[34]��Ni-Zn-Cuϵ�������У����ԽϿ���ٶ������ϸߵ��¶ȣ�ʵ����Ʒ�������ܻ���Ȼ���ٽ����ϵ͵��¶Ƚ��б��£�����˽ϸߵ��ܶȡ�PETRECCA��[35]�ϳ��˸߶����ܵ����ṹ��Mn-Zn��������������������ø�ѹ�������սἼ��(HP-FAST)�Ʊ����˾������ṹ�ĵ���Ĵ�о��
ͬʱ�����Ӽ����������������ŵ��ʵ���Ч;�����ߴŵ����������У���һ����Χ��һ����ù�����Fe2O3��ZnO��߳�ʼ�ŵ���[36]��������Nb2O5- WO3���Դٽ�������������߳�ʼ�ŵ���[37]��CaO- Bi2O3-MoO3-xNb2O5���ϲ���ʱ��Mn-Zn��������ۺϵ�����ܵõ����ơ�������Nb2O5���ӿ��Ը��Ʋ��ϵ��۽ṹ������ܶȺ�Ƶ���ȶ��ԡ���궫�ż����з���DMR50 ϵ���������乤��Ƶ���ܴﵽ3 MHz����f=500 kHz��B=50 mT��100 �������£����Ϊ80 kW/m3��
�ҹ�����������IJ�����1975���2500 t[38]��չ��2016���Լ24��t��������Լ96�����ǵ��������һ�������������������������ռȫ�������50%���ϡ��ҹ��������廹�д���һ�������������ˮƽ�����������ĸ��ƺŲ�Ʒ��IJ�ࡣ
3.5 �����ŷ�о
�����ŷ�о��Ҳ�����Ÿ��ϲ��ϣ����������Է�ĩ���Ե���ʻ�Ͼ�ѹ�ơ��ս��Ʊ����ɵ�һ�ָ��ϲ��ϡ����������������硢������硢����Դ������ҵ��5GͨѶ����ҵ�ķ�չ�Ը����ܽ����ŷ�о������������������
��ҵ��Ӧ�õ����Ÿ��ϲ��ϰ�������о�������о��������о���������о����������о����Ī�Ͻ��о�ȡ������ĩ���и߱��ʹŻ�ǿ�Ⱥ͵ͽ�������ͨ���������������Ʊ������ϴ�ѧ���Ÿ��ϲ�����������ĩ�Ʊ��������죬������FeSi��FeSiAl��FeNiMo��FeNi�����η�ĩ�Ʊ���������չ�����ڶ�Ҵ�����ҵ����һ���棬���Է�ĩ�ľ�Ե������������ߴ��Է�ĩ��Ƶ�����ܷ�����Ϊ��Ҫ��Ŀǰ��Ե�������о��϶���Ƿ�ĩ��������SiO2��ZrO2��MgO��Al2O3�������Щ�Ǵ��Ծ�Ե������Ĵ��������߲��ϵĵ����ʡ�������ģ�������һ����Ҳ��������ŵ��ʡ����ϴ�ѧ�����ʻ�����(CIP)�뻹ԭ����(RIP)���ϰ���SiO2��ͨ����SiO2����״�ṹ�ڸ���ZrO2��������(MFe2O4)�ȷ������Ʊ���CIP/SiO2-RIP/SiO2[39]��CIP@SiO2@MFe2O4[40]��CIP@SiO2-ZrO2��CIP@SiO2- ZrO2-CeO2[41]�����Ÿ��ϲ��ϣ�����˸ߵĴŵ��ʺ͵͵���ģ��ؿ��˸�����ϵĸ�ƵӦ�ã�Ϊ������ϵĽ�һ����չ�ṩ������ķ���
4 ��ĩұ����ºϽ�
��ĩұ����ºϽ�������Ϊ���壬������Co��Cr��W��Mo��Al��Ti��Nb��Ta�ȶ��ֺϽ�Ԫ�ص�һ���������ĸ���ǿ�ȡ���ƣ�ͺͿ��ȸ�ʴ���ۺ����ܵĺϽ��Ǻ��շ����������ᡢ�����̵��塢�����̵ȹؼ��ȶ˲����IJ��ϣ��ӹ���Ҫ�漰����ĩ�Ʊ����ȹ̽���ͺ��ȴ����ȹ���[42]��Ŀǰֻ������������˹��Ӣ�����������¹����й��������������Ҿ߱���ĩұ����ºϽ��з�����������������������������˹��Ӣ���������ȵ�λ�á�Ŀǰ��������������ƿ���ʹ���¶ȴﵽ815��ĵ��Ĵ���ĩ���ºϽ�[43]���ҹ��ڷ�ĩұ����ºϽ������������ڳɷ���ƺ���·�ߵȷ�����Ҫ����ŷ���Ͷ���˹�ȹ��ijɹ����顣��1977�꿪ʼ�������о���Ժ½����������ơ��������������ºϽ��õ���������Ʒ�װ�á���ĩ�����豸���ȵȾ�ѹ�������¶��������1980��������Ͻ�����һ�����걸�ķ�ĩ���ºϽ����������ߡ������ҹ������Ƴ�FGH91��FGH95��FGH96��FGH97��FGH98��FGH98I��FGH99��FGH100���ƺŵķ�ĩ���ºϽ�ȡ���˳������[42]�������ͷ�ĩ���ºϽ���з��ϣ�����һЩ��Ҫ�о�����Ҳ������ʷ�չ��������չ�˵��Ĵ���ĩ���ºϽ�ɷ���Ƶȷ���Ĺ���[43]��
4.1 ��ĩ���ºϽ�ɷ�
������ĩ���ºϽ����漰��Ԫ������࣬�ߴ�ʮ���֣���3����Ϊ���Ĵ����ͷ�ĩ���ºϽ�Ļ�ѧ�ɷ�[43]������Ͻ�ɷ���Ƶ���ҪĿ���Ƿ�չ���ߵ�ǿ�ȡ��������ޡ������¶�(Լ815 ��) �Լ����ø�����֯�ȶ��ԡ���ˣ��Ĵ���ĩ���ºϽ�ĸ������ܶԱȴ�����ͼ3��ʾ[44-45]�������������÷�ĩ���ºϽ���Ҫ�ص㿼�Dz�ͬԪ�ضԺϽ����־����ܣ����º����µ��������ܡ�ƣ�����ܣ��ȼӹ����ܡ�������֯�ȶ��Ե����ص�Ӱ�졣��������ͼ���㼼���ķ� չ�����ǿ���ͨ��ƽ����ͼ����İ취��ʵ�ֶԳ���ǿ����ĺ����������¶ȡ������̼����ĺ��������࣬�Լ��к�����������ȵ���ЧԤ�⣬�����˴����ĺϽ��Ʊ�����֯���ܲ��Ե�ʱ�䡣���磬RR1000�ijɹ���ƾ�������CALPHAD���кϽ���Ƶijɹ�����[46]��
��3 ���Ĵ����ͷ�ĩ���ºϽ�Ļ�ѧ�ɷ�[45]
Table 3 Compositions of fourth generation powder metallurgy superalloys (mass fraction, %)[45]

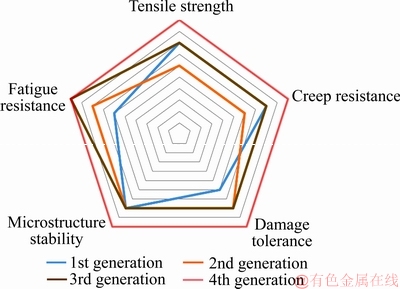
ͼ3 �Ĵ���ĩұ����ºϽ�ͬ���ܵ��ۺ϶Ա�[44-45]
Fig. 3 Comprehensive properties of fourth generation powder metallurgy superalloys[44-45]
4.2 ��ĩ���ºϽ���Ʊ�����֯����
��ĩ���ºϽ���Ʊ��漰����ĩ���Ʊ�����ĩ�ȹ̽���Ρ��Ȼ�е���Ρ��ȴ����ȹ��չ��̣���ͼ4��ʾ����Ҫ���õļӹ�·����3��[47]���� �Ʒ�+�ȹ̽����+�ȴ������� �Ʒ�+�ȹ̽����+�ȶ���+�ȴ������� �Ʒ�+�ȹ̽����+�ȼ�ѹ+�ȶ���+�ȴ�����
���ڸ��ºϽ�����������Cr��Ti��Al �����ս�Ԫ�أ����ºϽ��ս�ͨ��Ҫ�ڸ��¸�ѹ��������շ�װ����ܽ��С�Ŀǰ���õĸ��ºϽ��ĩ�̽Ṥ���У������ѹ���Ρ��ȵȾ�ѹ���Ρ��ȼ�ѹ�����¶���ȡ����У��ȵȾ�ѹ���ȼ�ѹ����ʹ����Ϊ�㷺������·�ߢ�Ҳ������ֱ���ȵȾ�ѹ����(As-HIP)����������������״���ӵ��Ƽ���Ȼ����As-HIP�����������������������нϴ�ľ��������һ������γ�һ������ͨ�����տ���ȥ������ұ��ȱ�ݣ�ԭʼ��ĩ�����߽�(Prior particle boundary, PPB)����һ�����ȹ̽��������ԭʼ��ĩ����������������̼����������̼�������ﹹ�ɵ���״��֯[48]��
ԭʼ��ĩ�����߽�(PPB)�����Ʒ�ĩ���ºϽ�ֱ���ȵȾ�ѹ���ι㷺Ӧ�õ���Ҫ���ء���ĩ�ı������Ǵ�ʹ��ĩ����̼���������ȴ������γɵ�������������ڸ����¿��ٱպϷ�ĩ��϶�ǽ���PPB��������������Ч�ֶΡ�ͨ������HIP�������������PPB����[49-50]����ĩ�ȴ�������ʹ��ĩ�ڲ�������̬̼�������ȶ���MC��M23C6��̼����谭PPB������ij��֡����������ij�Ti�����̼�����γ�Ԫ�أ���Ta��Nb��Hf�ȣ�����Ч����PPB������[51-52]�����ơ���ѹ��������Ȼ�е���εȹ��տ���ʹ�Ͻ��ڲ������ϴ�������α䣬�Ӷ���HIP��Ͻ��ڵ�PPB������[53]��
ͼ4 ��ĩ���ºϽ��������Ҫ�Ʊ�·��[47]
Fig. 4 Three major manufacturing routes of powder metallurgy superalloys[47]
��ĩ���ºϽ���Ȼ�е���ΰ����ȼ�ѹ�����¶���ȣ���ҪĿ�����ڸ��ƺϽ��ȱ���������þ���ϸС�ľ�������������̬�ٽᾧ�Ǹ���Ͻ����ȱ��ι�������Ҫ�ľ���ϸ������[54]����Ը��ºϽ���ȼӹ����ι��ա���֯���Ż���ͨ���Ʊ��ݶȱ��ε������о����β����������֯��Ӧ��ϵ�ĸ�ͨ���ȱ��η���Ҳ����˹㷺��ע[55]��
4.3 ��ĩұ����ºϽ�ķ�չ����
���ż���������ķ�չ�����ڴ�����ѧϰ���˹����ܶԲ��ϳɷ֡����ս�����Ƶķ����Ѿ��ڸ߷��ӡ��մɵȲ����еõ���Ӧ�ò�ȡ�óɹ������ڸ��ºϽ���ԣ����ڹ������������٣��ɷ֡����ա���֯�ȱ����࣬һֱ����ͨ�������취������Ч�ĺϽ���Ȼ���������ڸ�ͨ��ʵ�鼼���ķ�չ�����ٻ�ú������ɿ��ijɷ�-��֯����֯-���ܡ�����-���ܵȹ�ϵ���ݳ�Ϊ���ܣ���Ϊ��չ����ѧϰ�����˼�ʵ�Ļ�����
�ӹ��յĽǶ��Ͽ����Ʊ������������յ��ʵ�ϸ���Ƿ�ĩ�Ʊ����յ�һ����Ҫ��չ��������Խ��Խ��Ĺ����۽���3D��ӡ���������ܻ������ơ����������Եȷ�������⣬��������������ֶ��Ʊ���ĩ���ºϽ��Ƽ�Ҳֵ�ó��ԡ������ܺ��շ���������������ʵ��ʹ�ù����У���������Ե��λ���ܵ��¶ȡ�Ӧ�������ͬ��ͨ���ɿص��ȴ������ջ��˫��������������Ը������̸��ӹ����������Ч�ֶΣ������¶ȳ��Ŀ��ơ������͵ڶ�����ݱ������Ҫ��������о������⣬�������֯ģ��Ĺ��չ��̷�����ʵ�ַ�ĩ���ºϽ������̴��Ʒۡ��̽���͡��ȱ��Ρ��ȴ���������е�ӹ����ι���һ�廯��ơ��Ż�����Ч�ֶΣ���Ҫ��һ��������չ��
5 ������ĩ��������(3D��ӡ)
������ĩ����������Է�Ϊ��ĩ��������������(���ѡ�������ۻ�SLM)����ĩ����ͬ���ͷ۳���(��Ƽ����۸�����LCD������̽�������LENS)����ĩ����������������(��Ƶ�����ѡ���ۻ�EBM)��������America Makes����ŷ�ˡ�Horizon 2020���͵¹���INDUSTRIE 4.0���Ⱦ�������������Ϊ�������Ҿ��������Ƚ����켼�����ҹ�Ҳ�߶�������������ҵ�ķ�չ������ʵʩ���������������ҵ��չ�ƽ��ƻ�(2015-2016)������������Ϊ���й�����2025��������ʮ���塱����ս�������˲�ҵ��չ�滮�����ص㷢չ�������������칤ҵӦ�÷��棬�¹��տ�Airbus������Boeing�ȹ�˾����ǰ�У��Ѿ����������켼�����ڷɻ��㲿������(��ͼ5)��������ַ����˽���3D��ӡ������̫�շ���ϵͳSpace Launch System���ػ����Ӧ�ã�ŷ������Ƴ����漰ŷ��28��ѧ����ҵ���������ΪAMAZE��3D��ӡ�з���Ŀ�����ҹ����������պ����ѧ��������ҵ��ѧ�����пƼ���ѧ���Ͼ����պ����ѧ������������ѧ��������ͨ��ѧ���廪��ѧ�Ƚ���ؿ�չ�˽�������������ػ����о����ڹ�ҵ��Ӧ�÷���Ҳ����ȡ���������ɼ���
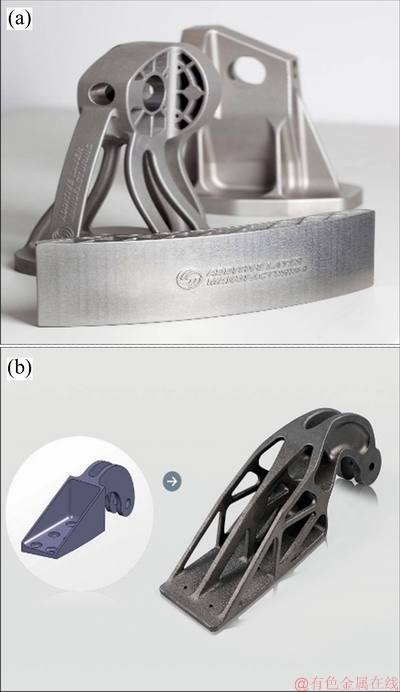
ͼ5 3D��ӡ�����Ż�֧��(ͼԴairbus.com)��3D��ӡ�ѺϽ����ָ��Ž���(ͼԴcastingssa.com)
Fig. 5 3D printing topology optimized bracket by Airbus (figure source airbus.com)(a), 3D printed titanium alloy turbo cover door hinge by Airbus (figure source castingssa.com)(b)
5.1 ������ĩ�����������
��������������Ҫ�Ͻ���������Ͻ��ѺϽ������Ͻ𡢸��ºϽ𡢸��غϽ���״����Ͻ�ȡ�
5.1.1 ���Ͻ�
���������������Ͻ��о���Ҫ�۽���4xxx(Al-Si)ϵ���Ͻ�Ҳ�в������ױ�������������2xxx(Al-Cu)��5xxx(Al-Mg)��7xxxx(Al-Zn-Mg)ϵ�����Ͻ�������������ϵ��AlSi10Mg�Ͻ�ǿ��Լ370 MPa���쳤��Լ6%���β���[56]����SLM��ӡ��AlSi7Mg����ʾ�˼����������֯����֮���������ϵ���ڸ�ǿ���Ͻ��棬�տ��ӹ�˾APWorks������3D��ӡר��Al-Mg-Sc�Ͻ��ƺ�ΪScalmalloy���úϽ��ӡ����ʱЧ������ǿ��Լ520 MPa���쳤��Լ12%��APWorks���øò��ϳ����˷������ţ�������﹫˾��չ�������Ĵ�����Ī��ʲ��ѧ���λ�Ժʿ�Ŷ�[57]�з�������Al-Mn-Sc�Ͻ�����ѧ����ָ������Ŀǰ�ѱ���������3D��ӡ���Ͻ�ġ������������Ϻ������пƴ��Ϻ��������ϴ�ѧҲ�ڡ�ʮ���塱�����ص�ר��֧���¿�չ��3D��ӡAl-Mg-Sc�Ͻ�����о�������ָ��������Ƚ�ˮƽ����ͬ�������ϴ�ѧ��ĩұ������ص�ʵ������3D��ӡ���Ͻ��ĩ����Ҳȡ����Ҫ��չ������������ܳ�520 MPa�����ڹ�ҵӦ�÷��棬���պ�����3D��ӡ��ǿ��Ӧ�õ��ص㷽���г���ҵҲ�ڲ���3D��ӡ��ǿ���ڹ����ͨ�ϵ�Ӧ�ã��ڷ�ĩ�䷽����ѧ���ܺ������÷����ȡ����Ҫ��չ(����������ܳ�520 MPa)��
5.1.2 �ѺϽ�
�Ѻ��ѺϽ����ھ����������ѧ���ܡ���ʴ���ܡ������������Լ��ϵ͵���ģ�����㷺Ӧ��������ҽ�������������켼��Ϊ��չ����ҽ���ѺϽ��о���������ͻ�ƣ������˹㷺�Ĺ�ע��������CP TiΪ�����Ħ����ѺϽ���Ti-6Al-4VΪ�����Ħ�+��˫���ѺϽ��Լ��������������TiNb��TiTa���Ͻ�Ϊ�����Ħ����ѺϽ����У�ATTAR�ȶ�ѡ�������ۻ�����CP Ti������ϵͳ�о����Ʊ�����ƷӲ��261 HV��ѹ��ǿ��(1136��15) MPa��ѹ���쳤�ʳ�50%������ǿ��(757��12.5) MPa�������쳤�ʽӽ�20%[58]�������Ŷ�[59]���ø��ܼ�����������������Ti-6Al-4V������˸��쳤��(��18%)����ǿ��((889��10) MPa)������Զ��ͬ���������������Ʒ����Ӧ���ϣ��廪��ѧFANG��[60]�о���SLM����Ti-6Al-4V�Ͻ��϶�ȱ仯�Թ���֧֯�����ܵ�Ӱ�죬����˿��Ժ������ʹǡ�Ƥ�ʹǵ���ѧ�������Ӧ��֧�ܣ�����ģ����3.7~5.7 GPa֮�䣬����ǿ����27.1~84.7 MPa֮�䡣
5.1.3 �����Ͻ�
Ŀǰ�������Ͻ�������3D��ӡ�IJ�����Ҫ��304L��316L��17-4 PH��15-5 PH��NGUYEN�Ȳ���SLM�Ʊ��˼�����ȫ���ܵ�304L��Ʒ�����������۽ṹ�������װ�״������������[61]��LIVERANI ��[62]����SLM��ͬ��ӡ�����Ʊ���316L��Ʒ��������Ʒ�з�������ȱ�ݣ�����״ȱ�ݡ����ס��������϶�����пƼ���ѧ�β���[63]��SLMԭλ�Ʊ�Cr3C2/Fe�������ϲ��ϣ�����ǿ�ȴ�1158 MPa�����ܸ���ͬ���������ϲ��ϣ���չ��SLM�����²��ϵķ���
5.1.4 �������ºϽ�
�������ºϽ��ڸ��»���(800 ��)�·���ʱ���и�ǿ�ȡ�����Ŀ������Ϳ���ʴ���ܣ��㷺Ӧ���ں��պ��졢������ҵ���ȶ˲�������ͳ���ι����Ʊ����ڳ������Գ��θ��ӽṹ�㲿�������������켼���ɼ�߽������θ��Ӿ��ܽṹ���ºϽ������ۺ����ܣ���Ϊ�о��ȵ㡣STRO��NER��[64]���ü������������Ʊ���IN718�Ͻ���ǿ�ȴ�1010 MPa������737 MPa���쳤��20.6%�����ϴ�ѧ�ܿƳ��Ŷ�[65-66]�о��˼������IN718�Ͻ�ˮƽ���ʹ�ֱ�������ϵ����ܲ��죬��ӡ̬�Ͻ�ˮƽ����ǿ��1110 MPa������ǿ��711 MPa���쳤��24.5%����ֱ������ǿ��1167 MPa������ǿ��858 MPa���쳤��21.5%���ȴ���������1505 MPa������ǿ��1276 MPa���쳤��13.3%��
5.1.5 ���غϽ�
���ھ����������ѧ���ܡ���ʴ�ԡ��ߵ������ܣ����غϽ�������Խ��Խ��ѧ�ߵĹ�ע��2015�꣬BRIF��[67]�״����÷�ĩ��3D��ӡ�豸�Ʊ�����Ԫ ��Ħ����ϵ��FeCoCrNi���غϽ����ϴ�ѧ��ӽ�Ŷ�[68]�о��������ܶȶ�ѡ�������ۻ���������FeCoCrNiC0.5���غϽ��Ӱ����ɣ��Ƽ��������ǿ�ȴﵽ749 MPa��Զ���ڴ�ͳ�����Ʊ��ĸ��غϽ�����ϵ�ϵͳ�о���ѡ�������ۻ���Ԫ��Ħ����ϵ��FeMnCoCrNi ���غϽ�[69]���������ƽ�����̵�����֯��������ɡ���ѧ���ܵȽ������о�����Ȥ���ڴ�ӡ�����֯�з����˦������࣬����ͳ�������Ʊ���FeMnCoCrNi��ϵ�ĸ��غϽ��ǵ���FCC�ṹ��ͬʱ���ڴ�ӡ����֯���ż��������ܶȵ������������ܣ����Ҵ�ӡ�����Ʒ�д��ڴ�����λ���Լ������Ͼ���ͨ��λ���IJ��ơ��ѻ��ȿ�����ǿ����ѧ���ܡ�
5.1.6 ��״����Ͻ�
��״����Ͻ���μӹ�һֱ�ǸúϽ�ķ�չƿ����һ���棬��ͳ�ӹ���������״����Ͻ����ܵĿ��ƹ��շ��������ѻ�������ȶ�����״����Ͻ���һ���棬��״����Ͻ�ӹ����ܽϲ��ͳ���պ��ѻ�ø��ӽṹ����״����Ͻ�������������ƴ�ӹ���ʹ��״����Ͻ�۸�߰���������������״����Ͻ�ķ�չ��Ӧ�á��������켼��Ϊ��״����Ͻ���Ʊ������������ܡ����ڲ����ά�����������Ը�����״����Ͻ�����ӵ���״�ͽṹ������֮�⣬���ɿصIJ������ڿ�ʹ�Ͻ��ò�ͬ�����ܡ���������3D��ӡNiTi����״����Ͻ��濪չ�˴�������[70]��������δ���õ��㷺Ӧ�á�
5.2 ������ĩ��������ļ�������
5.2.1 ������
����������ι��̺Ͻ��۳��ڸ��¶Ⱥ�Ӧ���ݶȣ����´�ӡ���׳�����������δ����������������ѵķ����У��ȵȾ�ѹ������������ӡ�����в��������ƣ�ͨ����ģ��ʵ���о�Ӧ���������ɣ���С��ӡ�����еIJ���Ӧ����ͨ���Ͻı�����·�����Լ�����ϸ�����������������ԡ�
5.2.2 ƣ��
�����Ŀ�ƣ�������ǹ����ܷ�õ��㷺Ӧ�õ���Ҫָ�ꡣ��������������У�ͨ�����ܼ������ۻ���ĩ�������ܻ�������ȱ��ѹ�������ã����ι��������ٴ���һ��ұ��ȱ�ݣ�����Щұ��ȱ�ݻ���ѭ���������������Ӧ�����С���ˣ���ͬ�����������������Ʒ�Ŀ�ƣ�������Ե��ڶ�����ε���Ʒ����Ϊ������ε���Ʒ����ȫ���ܣ�ұ��ȱ���١������������ƣ������һ�������κ����ڿ�϶�������϶���ֲ������ڲ��������ƴ��������������ƣ�����ܸ��Ƴ�Ϊ������δ������Ҫ�о�����
5.3 ������ĩ�������켼���ķ�չ����
Ӱ�����������Ʒ������Ҫ�з�ĩԭ�ϡ��豸����3�����أ�δ��ǰ�ط�չ����(������)�У�
����ר�úϽ��ĩ������Ŀǰ�����ڽ�����ĩ�������������ԭ���Ϸ�ĩ�������ޣ���Լ���������켼������չӦ�á�ƥ���������칤���²��ϵĿ������Լ������з�ĩ���ϵĸ��ԣ�������������������Ʒ������
��ߴ�۴�ֱ�ӳ���ϵͳ�����еĽ�����ĩ����������ϵͳ��Ҫ���С�;������(���ߴ磼300 mm)������Դ�ߴ�SLM���νṹʱ���ṹ���ȱ��Ρ�����ȱ�����ࡣ��Ҫ�Ӳ�Ʒ��ơ����ϡ��豸���յȷ������ֽ����
4D��ӡ����(���ܽ�����������)�������Ƚ��������ܻ���Ҫ��4D��ӡ�ĸ���Ӧ�˶���[71]��4D��ӡָ�������������������״����������绷���̼����ܷ����ı䣬��������4D����������δ��ǰ�ط���
6 �ŵ�������ս�(SPS)
�ŵ�������սἼ��������ʯīģ�ߵ��ϡ���ģ���ͨ��缫��ֱ�����������ѹ��ѹ��ͬʱʩ���ڷ�ĩ�壬ͨ�������ӻ�����ܱ��Σ�ʵ�ַ�ĩ����ٹ̽���ε��սἼ�����ֳƵ����ӻ�սᡢ�����Ӹ����ս�[72-73]��SPS��������ʷ���ݵ�20����30���������ѧ���������������ս�ԭ������һ̨��ҵ����SPSװ����1988���з��ɹ������ƹ�Ӧ�����²����о�����SPS������Ϊһ�ֲ����Ʊ����¼����������˹��������ѧ����ر��ע��SPS�����Ʊ��IJ�����ϵ���������۽�����Ӳ�ʺϽ�[74]���������մ�[75]�����ϲ���[76]�����մɡ����ṹ���ϡ������ݶȲ��ϡ�����̬���ϵȡ�
6.1 �ŵ�������ս����ԭ�����ص�
6.1.1 SPS�ս����ԭ��
SPS�ǵ͵�ѹ��ֱ����-�����縨����ѹ�������ս�ĺϳɼ�����SPSϵͳ��Ҫ������ѹ��װ�á��ս�ģ�ߡ���������������͵�������豸��ɡ������������Ҫ�����Dz����ŵ�������塢�ŵ���ѹ���������Ⱥ͵糡��ɢЧӦ�ȡ�SPS�ս�����У��������ֱ��ͨ���ϡ���ģ���ս���塣��SPS�ս�����У��缫ͨ���������ʱ�����ŵ�������壬ʹ���ս����ڲ���ĩ�������ȷ��Ȳ��ٽ���������������ʵ���ս����ܻ���SPS���ܻ����Կ�����������������£���ĩ������ŵ硢ͨ����������Ⱥͼ�ѹ�ĵ������ý���������Ⱥͼ�ѹ�������ս������⣬��ĩ����֮��ı���ŵ�ɴ�ʹ�ֲ��������£�ʹ����ֲ��ۻ������µ������彦��ͷŵ�������Чȥ����ĩ������������(������������)��������������Щ���ؾ��ܴٽ��ս���̡�
6.1.2 SPS��ԭ����ɢ
��ɢ�Ƿ�ĩұ���ս�����з���ʵ�����ܻ�����Ҫ;����ԭ�ӵij����ɢ��ȷ����ø��ܶȷ�ĩұ����Ʒ�ı�Ҫǰ�ᡣ�봫ͳ����սᡢ�����սᡢ��ѹ���ȵȾ�ѹ��ͬ���ŵ�������ս������˵糡��һ������ѧ���أ��ܹ������ٽ�ԭ�ӵ���ɢ[77]��Ŀǰ����������ڵ糡�ٽ�ԭ����ɢ�����о��Ѿ�ȡ����һ����չ�����ڵ��Ͱ�������˹��ϵ����ɢϵ������ ��ѧ������ڵ糡�ٽ�ԭ����ɢ�������������ͣ�1) �糡����˿�λŨ�ȣ����������ԭ������������λ�е�Ƶ�ʣ����������ǰָ��D0����������ɢϵ����2) �糡�����ˡ����ӷ�����ЧӦ��������˷�ĩ���������������������ԭ����ɢ����Ҫ�ļ�����QD���Ӷ������������ɢϵ����
��ѧ������ڵ糡�ٽ�ԭ����ɢ�������������ͣ�1) �糡����˿�λŨ�ȣ����������ԭ������������λ�е�Ƶ�ʣ����������ǰָ��D0����������ɢϵ����2) �糡�����ˡ����ӷ�����ЧӦ��������˷�ĩ���������������������ԭ����ɢ����Ҫ�ļ�����QD���Ӷ������������ɢϵ����
6.1.3 SPS�����ܻ�
�ŵ�������ս�����Ч�ʸߣ����ܻ����ʿ졣SPS����ѹ���ƣ������ȼ�����֮��Ĵ��ȷ�ʽ�б��ʲ�ͬ����������ǵ�����ϣ�SPS���������ֱ����������Ʒ�����粿���ϣ�����ͱ������ģ�߲����Ľ����Ȳ��������塣ѡ�����õ�ģ�߲��Ͽ���ʵ�ֵ͵�ѹ�ߵ�����·����������ֵ���Ч�����ȣ��������ս��Ե���ĩ������Ҳ����Ѹ����Ч�Ĵ��ݵ���Ʒ�����̶Ƚ����ս�ʱ�估��������
�ŵ�������ս�ɼ�����߷�ĩ���ս�Ч�ʡ����ڽ�����Ͻ���ϵ���ں������ս�����£�ͨ�����豣��5 min��ɻ������ܶȳ���99%�Ŀ�����ϡ������ܻ�������Ҫ����������ɢ[78]��������ɢ�������������[79]���ڵ��µ�ѹ�Σ��ŵ�������ս������Ҫ�ɾ������ɢ�Ȼ����������ڸ��¸�ѹ�Σ���Ҫ��λ�����ƵȻ����������ս����ת���¶��������أ�ԭʼ��ĩ����ò�������ߴ�Ҳ��һ����Ӱ��[80]���ŵ�����ӵĿ������ܻ�һֱ���о����ȵ㡣����ѧ����Ϊ�������Ի�����ĩ���棬���ս���ڿ���ʵ�ֱ���������ã�˲ʱ��ǿ��������Բ�������������������������ɢ���ϣ���������������ʣ��Ӷ��ٽ����ܻ�[81-82]������������Ĵ�������δ��֤ʵ��֮��ѧ�������Ǩ��ЧӦ����Ϊ�糡���Դٽ����������ԭ����ɢ��������ЧӦ�ڲ�ͬ������õ��Ľ��۲���һ�¡���Щ�꣬ѧ���DZȽϽ��ܵĵ��������ۣ���Ϊ�糡�ٽ���λ���˶����Ӷ�����������Ӧ������˴ٽ������ܻ�[83]����������Ҳ�д���֤��
6.2 �ŵ�������ս����
SPS�����ս�IJ��Ͻ�Ϊ�㷺���������ֽ������ʡ��Ͻ��մɡ�Ӳ�ʺϽ������۽����ȡ��ӹ��ܷ����ϣ�SPS�����ս���ֽṹ���Ϻ��ܲ��ϡ�������ܼ���SPS�ս���²��ϡ�
6.2.1 �����ݶȲ���
�����ݶȲ���(FGM)�Ļ�ѧ�ɷ����ݶȱ仯�ģ����ô�ͳ��������һ���ս���ɡ���CVD��PVD�ȳ����������Ʊ��ݶȲ��ϣ��ɱ��ߡ�Ч�ʵͣ�����ʵ�ֹ�ģ��Ӧ�á�ͨ������SPSʯīģ���е��¶ȳ��ݶȣ��ܹ�ʵ�ֳɷ���Ȳ�ͬ�ݶȲ��ϵĿ����ս����ܻ���Ŀǰ����SPS�����ɹ��Ʊ����ݶȲ����У������/ZrO2��Ni/ZrO2��WC/Mo���ݶȲ��ϡ����У�����SPS�����Ʊ���WC/Mo�ݶȲ��ϵ�ά��Ӳ��(HV)�Ͷ����Ͷȷֱ�ﵽ��21 GPa��8 MPa��m1/2����������������WC��Mo��������ϵ��ʧ������µĿ���[84]��
6.2.2 �������
SPS�Ʊ����������Ҫ�dz������SPS�������¡���ʱ�ս���ص㣬ʵ�ֶ�������ϵ��ṹ���ء����磬����SPS�ս������մ�PbTiO3ʱ����900~1000�����ս�1~3 min���ս��������մ�ƽ�������ߴ磼1 ��m������ܶȳ���98%�����ڸ÷����Ʊ����մ��п����٣������1��101~1��106 Hz֮���糣����������Ƶ�ʱ仯������SPS�Ʊ��������Bi4Ti3O12�մ�ʱ�����ս�����о����쳤�ʹֻ���ͬʱ���մ�Ѹ�����ܻ�����SPS��������þ���ȡ��Ⱥõ��մɲ��ϣ��ɹ۲쵽�������Ծ�������ȡ��Bi4Ti3O12�մɵĵ�������ǿ�Ҹ������ԡ�
6.2.3 ���Բ���
����SPS�����ս���Բ���ʱ�����ս��¶ȵ͡�����ʱ��̵Ĺ����ŵ㡣NdFeCoVB ��650 ���±���5 min�����ɻ�ýӽ���ȫ��ʵ�Ŀ�״���壬���Ҿ������ᷢ�����Գ�����SPS�Ʊ���Fe6Si4Al35Ni/MgFe2O4���ϴ��Բ���(850 �棬130 MPa)���иߵı��ʹŻ�ǿ��Bs=12 T�ߵĵ����ʦ�=1��10 ����m�����ÿ������̷��ܹ��Ʊ������ߴ�Ϊ��ʮ�������źϽ𣬵��÷������Ի�úϽ���壬Ӧ���ܵ����ơ�Ŀǰ����SPS�Ʊ��Ŀ�����ԺϽ�Ĵ���������Ǿ���������֯���ĵ����������൱��
6.2.4 ���ײ���
���ô�ͳ����ѹ�ս���ȵȾ�ѹ���ս᷽������ȡ�������ײ���ʱ�����Լ��������ȫ���ܵļ���Ҫ��SPS�������ڼ����ٶȿ졢�ս�ʱ��̣�����Ч���ƾ����������磬��ƽ������Ϊ5 ��m�� TiN��ĩ��SPS�ս�(1963 K��196~382 MPa��5 min)���ɵõ�ƽ������65 nm��TiN���ܲ��ϣ����֤��SPS�ս���������ƾ����ֻ����Ʊ����ս�����������ɺ����Եľ�������
6.2.5 �Ǿ��Ͻ�
Ϊ�Ʊ����Ǿ��Ͻ𣬲��÷Ǿ���ĩ�ڵ����侧���¶������½����¼�ѹ�����������(��ը)�̻��͵Ⱦ�ѹ�ս�ȷ������Դ��ڲ��ټ������⣬��Ǿ���ĩ��Ӳ���ܸ��ھ�̬��ĩ�����ѹ������Ƿ�ѣ����Է��ӷǾ�̬���ϸ�ǿ�ȵ��ص㡣SPS������Ϊ��һ���ս᷽���������ⷽ��ȡ�ý�չ�������SPS�����Ʊ���Mg-Ni-Si���Ǿ�̬�Ͻ����A291D�Ͻ�ʹ�þ���������и��ߵĸ�ʴ��λ���͵ĸ�ʴ�����ܶȡ�������Ϊ�Ǿ��������þ�Ͻ�Ŀ���ʴ����[85]��
6.3 SPS�����ķ�չ����
����2018��ȫ��ŵ�������սṤҵ�г����б�����ʾ������2017�꣬�Էŵ�������ս�Ϊ�������Ƚ��սἼ���г�����ֵ�Ѵ�9��1500����Ԫ������ͬʱָ����Ԥ�Ƶ�2022�꣬�ŵ�������ս���Ƚ��սἼ���г�ռ�зݶ��ÿ��6.6%���ٶ��ȶ�������ȫ����ֵ����2022�������13����Ԫ(������Դbccresearch.com)��δ�����ŵ�������սὫ�����������ں��ܲ��ϡ����պ����մ����ϲ��ϡ��Ƚ��ѺϽ���ϡ��ݶȸ��ϲ��ϵȸ߶˲����г���Ӧ�á�
SPS�����ܻ�����Ŀǰ�в���ȫ�����������ͻ���Ƿ�չ���͵糡�����ս�Ļ���������Բ�ͬ������ϵ����ϵͳ��ʵ���������о������ƣ�ΪSPS�������豸�Ľ��ṩ����ָ����δ���о����ص㷽��(������)���¡�
1) ����SPS�ս�¯���õ͵�ѹ���ߵ�����ͨ��ģʽ�����ڹ������ƣ�SPS���������Ʊ���ߴ�(��200 mm)�IJ�Ʒ����ˣ�SPS������Ҫ�����豸�Ķ���Ժ�����������������������ߴ����IJ�Ʒ��
2) ����ȫ�Զ�����SPS�ս�ϵͳ����������״���ӡ���������IJ�Ʒ����ά�ݶȹ��ܲ��ϵ�������Ҫ��
3) ��Ҫ�����ʺ���SPS�����ķ�ĩԭ���ϣ������Ʊȳ���ʯī����ǿ�ȸ��ߡ��ظ�ʹ���ʸ��õ�����ģ�߲��ϣ������ģ�ߵij�������������ģ�����ķ��á�
4) ��Ҫ����ģ���¶Ⱥ���ʵ���¶ȵ��²��ϵ���Ա���õĿ��Ʋ�Ʒ���������γ���Ӧ�ļ�������
5) �ⳡ������SPS����������������ѹ���Ĺ��ܣ���ʾ�����ѹ������SPS���ܻ���������֯�ݻ����ɡ�
7 �ܽ�
���й�����70�����������ҹ���ĩұ����Ϻͼ����õ��˿��ٷ�չ��������ϵ�����μ���������װ��������ˮƽ����ĩұ����Ʒ���г��ݶ�Ⱦ��������ԡ��ڷ�ĩұ���²��ϣ�����������ĩұ����ϡ�Ӳ�ʺϽ𡢴��Բ��ϡ�������ĩұ����ºϽ��Լ���ĩұ�����ͳ��μ�����������ĩ�������졢�ŵ�������ս���ȵȾ�ѹ�����ȷ�������ֳ�ո�¾��档ͬʱ��������ͼ���㡢����Ԫ��������һ��ԭ����������ۼ��㷽��Ϊ��ĩұ����Ϻͼ����ķ�չע�������ʵ�ѪҺ��
RERERENCES
[1] ������, ������, ���¼�. �й����Ϲ��̴�䡪��ĩұ����Ϲ���[M]. ����: ��ѧ��ҵ������, 2005: 4-5.
HAN Feng-lin, MA Fu-kang, CAO Yong-jia. China��s material engineering Canon��Powder metallurgy material engineering[M]. Beijing: Chemical Industry Press, 2005: 4-5.
[2] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1997: 10.
HUANG Pei-yun. Principle of powder metallurgy [M]. Beijing: Metallurgical Industry Press, 1997: 10.
[3] �����, �� ��, �� ��. ���Ͽ�ѧ���������[M]. ����: ��ѧ��ҵ������, 2005: 2-8.
YANG Rui-cheng, DING Xu, CHEN Kui. Materials science and the world of materials [M]. Beijing: Metallurgical Industry Press, 2005: 2-8.
[4] AKHTAR S, SAAD M, MISBAH R M, SATI M C. Recent advancements in powder metallurgy: A review[J]. Materials Today: Proceedings, 2018, 5(9): 18649-18655.
[5] LONG A P, LI S L, WANG H, CHEN Z. Characterization of oxide on the water-atomized FeMn powder surface[J]. Applied Surface Science, 2014, 295: 180-188.
[6] CHEN H Z, LUO P, YANG Y J, LONG A P, LI S L. Effect of Mn addition and its nitridation on microstructure and properties of sintered Fe-1Mn-0.5C low-alloyed steel[J]. Journal of Materials Engineering and Performance, 2017, 26(9): 4481-4490.
[7] ������, �ܹ���, ë����, �� ��. ���ܶ�������ĩұ���Ʒ�����칤��[C]//�̼̹�. ��ʮ��컪����ʡһ�з�ĩұ�������������ļ�. �Ϸ�: �Ϸʹ�ҵ��ѧ������, 2014: 1-8.
BAO Cong-xi, ZHOU Guo-yan, MAO Zeng-guang, CAO Yang. Manufacturing process of high density iron-based powder metallurgy products[C]//CHENG Ji-gui. Proceedings of the 15th Powder Metallurgy Technology Exchange Meeting of Five Provinces and One City in East China. Hefei: Hefei University of Technology Press, 2014: 1-8.
[8] TURKMEN M, KARABULUT H. Microstructural characterization and mechanical properties of microalloyed powder metallurgy[J]. Materials Science and Engineering A, 2014, 616: 201-206.
[9] ZHANG L, LIU Z, SUN H, QIN M, QU X LYU Y. Dynamic properties of high-density low-alloy PM steels[J]. Powder Metallurgy,2017, 60(1): 56-65.
[10] NORGREN S, GARCIA J, BLOMQVIST A. Trends in the P/M hard metal industry[J]. International Journal of Refractory Metals and Hard Materials, 2015,48:31-45.
[11] PENG Ying-biao, DU Yong, ZHOU Peng. CSUTDCC1��A thermodynamic database for multicomponent cemented carbides[J]. International Journal of Refractory Metals and Hard Materials, 2014, 42: 57-70.
[12] ZHANG Wei-bin, DU Yong, CHEN Wei-min. CSUDDCC1�� A diffusion database for multicomponent cemented carbides[J]. International Journal of Refractory Metals and Hard Materials, 2014, 43: 164-180.
[13] �� ��, �� ��, �� ��, ����ƽ, ������. ���������̼������WC-CoӲ�ʺϽ��еĽ���ƫ���������Ϊ[J]. Ӳ�ʺϽ�, 2014, 31(1): 49-59.
ZHANG Li, WANG Zhe, CHEN Shu, FENG Yu-ping, KE Rong-xian. Interface segregation and solid solution behavior of transition group metal carbides in WC-Co cemented carbide[J]. CementedCarbide, 2014, 31(1): 49-59.
[14] EGAMI A, EHIRA M. MACHIDA M. Morphology of vanadium carbide in submicron hard metals[C]// BILDSTEIN H, ECK R. 13th International Plansee Seminar. Reutte, Austria: Plansee Holding AG, 1993: 639-648.
[15] �ィ��, ������, ��ѡ��. Sm2Co17ϡ�����Ų��ϵ��о��ſ�[J]. ���Բ���������, 2005, 36(4): 12-15.
TIAN Jian-jun, YIN Hai-qing, QU Xuan-hui. Research overview of Sm2Co17 rare earth permanent magnet materials[J]. Magnetic Materials and Devices, 2005, 36(4): 12-15.
[16] HORIUCHI Y, HAGIWARA M, ENDO M, SANADA N, SAKURADA S. Influence of intermediate-heat treatment on the structure and magnetic properties of iron-rich Sm(CoFeCuZr)z sintered magnets[J]. Journal of Applied Physics, 2015, 117: 17C704.
[17] SONG K, FANG Y, SUN W, CHEN H, YU N, ZHU M, WEI L. Microstructural analysis during the step-cooling annealing of iron-rich Sm(Co0.65Fe0.26Cu0.07Zr0.02)7.8 anisotropic sintered magnets[J]. IEEE Transactions on Magnetics, 2017, 53(11): 1-4.
[18] LIU L, LIU Z, LI M, LEE DON, CHEN R J, LIU J, LI W, YAN A R. Positive temperature coefficient of coercivity in Sm1-xDyx(Co0.695Fe0.2Cu0.08Zr0.025)7.2 magnets with spin- reorientation-transition cell boundary phases[J]. Applied Physics Letters, 2015, 106(5): 052408.
[19] ���½�, �����, ������. ���е��¶�ϵ����Sm0.8Re0.2(CobalFe0.22Cu0.06Zr0.03)7.4 (Re=Gd, Er)�����ս����Ĵ����ܱȽ�[J]. ���Բ���������, 2004, 35(3): 26-40.
HU Jian-xin, WANG Hui-jie, GUO Chao-hui. Comparison of magnetic properties of Sm0.8Re0.2(CobalFe0.22Cu0.06Zr0.03)7.4 (Re=Gd, Er) sintered magnets with low temperature coefficient[J]. Magnetic Materials and Devices, 2004, 35(3): 26-40.
[20] YU N J, ZHU M G, SONG L W, FANG Y, SONG K WANG Q, LI W. Coercivity temperature dependence of Sm2Co17-type sintered magnets with different cell and cell boundary microchemistry[J]. Journal of Magnetism and Magnetic Materials, 2018, 452: 272-277.
[21] �ֺӳ�. �ҹ�ϡ�����Ų��ϵķ�չ��״[J]. ��ĩұ��ҵ, 2004, 15(2): 26-31.
LIN He-cheng. Current status of Chinese RE permanent magnet production[J]. Powder metallurgy industry, 2004, 15(2): 26-31.
[22] �л�������ҵ����Ϣ����. 2018��ϡ�����Ų�����ҵ�������[EB/OL]. [2019-01-21]. http://www.miit. gov.cn/n1146312/n1146904/n1648356/n6500329/c6609234/content.html
Ministry of Industry and Information Technology. Operation of rare earth permanent magnet materials industry in 2018. [EB/OL]. [2019-01-21]. http://www.miit.gov.cn/n1146312/ n1146904/n1648356/n6500329/c6609234/content.html
[23] ZHU M, LI W, WANG J, ZHENG L, LI Y, ZHANG K, FEN H, LIU T. Influence of Ce content on the rectangularity of demagnetization curves and magnetic properties of Re-Fe-B magnets sintered by double main phase alloy method[J]. IEEE Transactions on Magnetics, 2014, 50(1): 1-4.
[24] FAN X D, GUO S, CHEN K, CHEN R, LEE D, YOU C, YAN A. Tuning Ce distribution for high performanced Nd-Ce-Fe-B sintered magnets[J]. Journal of Magnetism and Magnetic Materials, 2016, 419: 394-399.
[25] CHANG H W, LEE Y I, LIAO P H, CHANG W C. Significant coercivity enhancement of hot deformed NdFeB magnets by doping Ce-containing (PrNdCe)70Cu30 alloys powders[J]. Scripta Materialia, 2018, 146: 222-225.
[26] DEREWNICKA-KRAWCZYNSKA D, FERRARI S, BILOVOL V, PAGNOLA M, MORAWIEC K, SACCONE F D. Influence of Nb, Mo, and Ti as doping metals on structure and magnetic response in NdFeB based melt spun ribbons[J]. Journal of Magnetism and Magnetic Materials, 2018, 462: 83-95.
[27] WAKI T, OKAZAKI S, TABATA Y, KATO M, HIROTA K, NAKAMURA H. Effect of oxygen potential on Co solubility limit in La-Co co-substituted magnetoplumbite- type strontium ferrite[J]. Materials Research Bulletin, 2018, 104: 87-91.
[28] LI J, ZHANG H, LIU Y, LIAO Y, MA G, YANG H. Co-Ti co-substitution of M-type hexagonal barium ferrite[J]. Materials Research Express, 2015, 2(4): 046104.
[29] XIA A, REN S Z, LIN J S, MA Y, XU C, LI J, JIN C, LIU X. Magnetic properties of sintered SrFe12O19-CoFe2O4 nanocomposites with exchange coupling[J]. Journal of Alloys and Compounds, 2015, 653: 108-116.
[30] LI T T, WEI Y N, ZHANG L J, LI Y, SU S, RAN S, XIA A, JIN C, LIU X G. Sintered SrFe12O19/Fe-B composites: Precipitation of ��-Fe and magnetic properties[J]. Journal of Alloys and Compounds, 2015, 649: 760-765.
[31] ������, ��־��. ���ȼ���ֲ����������������ܲ�����Ӱ������о�[J]. �й��մ�, 2016, 52(2): 26-31.
WANG Zi-min, DENG Zhi-gang. Study on effects of the granularity and size distribution on the parameters of permanent magnetic ferrites[J]. ChinaCeramic, 2016, 52(2): 26-31.
[32] ղ���, ¬ ��, ������, ʷ��÷. ������������о���״���չ[J]. ���Բ��ϼ�����, 2018, 49(1): 64-72.
ZHAN Peng-xuan, LU Chao, YANG Shi-qing, SHI Wei-mei. Research status and advance of modification of strontium ferrite[J]. Magnetic Materials and Devices, 2018, 49(1): 64-72.
[33] ������, �� ��. ���������幤�ռ������½�չ[J]. ���Բ��ϼ�����, 2004, 35(5): 36-38.
XU Wen-sheng, ZHU Hong. New progress of permanent magnet ferrite technology[J]. Magnetic Materials and Devices, 2004, 35(5): 36-38.
[34] BARBA A, CLAUSELL C, FELIU C, MONZO M. Sintering of (Cu0.25Ni0.25Zn0.50)Fe2O4 ferrite[J]. Journal of American Ceramic Society, 2004, 87(4): 571-577.
[35] PETRECCA M, ALBINO M, TREDICI I G, ANSELMI- TAMBURINI U, PASSAPONTI M, CANESCHI A, SANGREGORIO C. High density nanostructured soft ferrites prepared by high pressure field assisted sintering technique[J]. Journal of Nanoscience and Nanotechnology, 2019, 19(8): 4974-4979.
[36] �� ��, ��Ԫ��. �ߴŵ���MnZn��������о���չ[J]. �㽭��ҵ��ѧѧ��, 2004, 32(6): 620-624.
JU Yi, YANG Yuan-zhao. Research progress of MnZn ferrite with high magnetic permeability[J]. Journal of Zhejiang university of technology, 2004, 32(6): 620-624.
[37] JIN Y,ZHU H, XU Y,ZHU H, ZHOU H,JIN Y. Influence of Nb2O5-WO3 additive on microstructure and magnetic properties of low-temperature-fired NiCuZn ferrites[J]. Journal of Materials Science: Materials in Electronics, 2015, 26(4): 2397-2402.
[38] ��ˮУ. ������������ϵ�Ӧ�����г�[J] ���Բ���������, 1997, 29(1): 44-47.
HE Shui-xiao. Applications and market of soft ferrite[J]. Magnetic Materials and Devices, 1997, 29(1): 44-47.
[39] LI L Y, GAO Z, LI A K, YI J, GE Y. Fabrication of carbonyl iron powder/SiO2�Creduced iron powder/SiO2soft magnetic composites with a high resistivity and low core loss[J]. Journal of Magnetism and Magnetic Materials, 2018, 464: 161-167.
[40] CHEN Q L, LI L Y, WANG Z L, GE Y C, ZHOU C S, YI J H. Synthesis and enhanced microwave absorption performance of CIP@SiO2@Mn0.6Zn0.4Fe2O4 ferrite composites[J]. Journal of Alloy and Compounds, 2018, 779: 720-727.
[41] �� ��. CIP���Ÿ��ϲ��ϵ��Ʊ����ṹ�ʹ�����[D]. ��ɳ: ���ϴ�ѧ, 2019: 3-4.
GAO Zhi. Preparation, microstructure and magnetic properties of CIP soft magnetic composites[D]. Changsha: CentralSouthUniversity, 2019: 3-4.
[42] ������, ��ʿ��, �� ��. �ҹ���ĩ���ºϽ���о���״[J]. ���ϵ���, 2002, 16(5): 1-4.
ZHANG Yi-wen, YANG Shi-zhong, LI Li. Research status of powder superalloys in China[J]. Material Review, 2002, 16(5): 1-4.
[43] �ⳬ��, �� ��, �� ��. ���Ĵ���ĩ���ºϽ�ɷ�ѡȡ��Χ�о�[J]. ��ĩұ��ҵ, 2014, 24(1): 20-25.
WU Chao-jie, TAO Yu, JIA Jian. Research on the composition selection of the fourth generation superalloy powder[J]. PowderMetallurgyIndustry, 2014, 24(1): 20-25.
[44] SMALL C J, SAUNDERS N. The application of CALPHAD techniques in the development of a new gas-turbine disk alloy[J]. MRS Bulletin, 1999, 24(4): 22-26.
[45] CHRISTOFIDOU K, HARDY M, LI H. On the effect of Nb on the microstructure and properties of next generation polycrystalline powder metallurgy Ni-Based superalloys[J]. Metallurgical and Materials Transactions A, 2018, 49(9): 3896-3907.
[46] HARDY M C, ZIRBEL B, SHEN G. Developing damage tolerance and creep resistance in a high strength nickel alloy for disc applications[J]. Superalloys, 2004(2004): 83-90.
[47] BAI Q L J. Review and analysis of powder prior boundary (PPB) formation in powder metallurgy processes for nickel-based super alloys[J]. Journal of Powder Metallurgy & Mining, 2015, 4(1): 127-132.
[48] ���ı�, ����Ȩ, ����ܽ. ������ĩ���ºϽ�FGH96��ԭʼ��ĩ�����߽���γɻ���[J]. ����ѧ��, 2013, 49(10): 1248-1254.
MA Wen-bin, LIU Guo-quan, HU Ben-fu. The formation mechanism of the original powder particle boundary in nickel base superalloy FGH96[J]. Journal of Metal, 2013, 49(10): 1248-1254.
[49] DAHLEN M, FISCHMEISTER H. Carbide precipitation in superalloys[C]//Proceedings of the Fifth International Symposium on Superalloys. OH: TMS, 1980: 449-454.
[50] DAHLEN M, WINBERG L. The influence of �á�-precipitation on the recrystallization of a nickel base superalloy[J]. Acta Metallurgica, 1980, 28(1): 41-50.
[51] LARSON J M. Carbide morphology in p/m IN-792[J]. Metallurgical and Materials Transactions A, 1976, 7(10): 1497-1502.
[52] MINER R V. Effects of C and Hf concentration on phase relations and microstructure of a wrought powder-metallurgy superalloy[J]. Metallurgical and Materials Transactions A, 1977, 8(2): 259-263.
[53] BANIK A, GREEN K A, Hardy M C. Low cost powder metal turbine components[C]//10th International Symposium on Superalloys. PA: Seven Springs Mountain Resort, 2004: 19-23.
[54] DOHERTY R D, HUGHES D A, HUMPHREYS F J. Current issues in recrystallization: A review[J]. Materials Science and Engineering A, 1997, 238(2): 219-274.
[55] ALABORT E, REED R C, BARBA D. Combined modelling and miniaturized characterization of high-temperature forging in a nickel-based superalloy[J]. Materials & Design, 2018, 160: 683-697.
[56] WANG M, SONG B, WEI Q, ZHANG Y, SHI Y. Effects of annealing on the microstructure and mechanical properties of selective laser melted AlSi7Mg alloy[J]. Materials Science and Engineering A, 2019, 739: 463-472.
[57] JIA Q, ROMETSCH P, K��RNSTEINER P, CHAO Q, HUANG A, WEYLAND M, BOURGEOIS L, WU X. Selective laser melting of a high strength AlMnSc alloy: Alloy design and strengthening mechanisms[J]. Acta Materialia, 2019, 171: 108-118.
[58] ATTAR H, CALIN M, ZHANG L C, SCUDINO S, ECKERT J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium[J]. Materials Science and Engineering A, 2014, 593(2): 170-177.
[59] REN Y M, LIN X, FU X, CHEN J, HUANG W D. Microstructure and deformation behavior of Ti-6Al-4V alloy by high-power laser solid forming[J]. Acta Materialia, 2017, 132: 82-95.
[60] ZHANG X, FANG G, LEEFLANG S, ZADPOOR A A, ZHOU J. Topological design, permeability and mechanical behavior of additively manufactured functionally graded porous metallic biomaterials[J]. Acta Biomater, 2019, 84: 437-452.
[61] NGUYEN Q B, ZHU Z, NG F L, CHUA B W, NAI S, WEI J. High mechanical strengths and ductility of stainless steel 304L fabricated using selective laser melting[J]. Journal of Materials Science & Technology, 2019, 35: 388-394.
[62] LIVERANI E, TOSCHI S, CESCHINI L, FORTUNATO A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel[J]. Journal of Materials Science & Technology, 2017, 249: 255-263.
[63] SONG B, WANG Z, YAN Q, ZHANG Y, ZHANG J, CAI C, WEI Q, SHI Y. Integral method of preparation and fabrication of metal matrix composite: Selective laser melting of in-situ nano/submicro-sized carbides reinforced iron matrix composites[J]. Materials Science and Engineering A, 2017, 707: 478-487.
[64] STRO��NER J, TEROCK M, GLATZEL U. Mechanical and microstructural investigation of nickel-based superalloy IN718 manufactured by selective laser melting (SLM)[J]. Advanced Engineering Materials, 2015, 17: 1099-1105.
[65] NI M, LIU S, CHEN C, LI R, ZHANG X, ZHOU K. Effect of heat treatment on the microstructural evolution of a precipitation-hardened superalloy produced by selective laser melting[J]. Materials Science and Engineering A 2019, 748: 275-285.
[66] NI M, CHEN C, WANG X, WANG P, LI R, ZHANG X, ZHOU K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing[J]. Materials Science and Engineering A, 2017, 701: 344-351.
[67] BRIF Y, THOMAS M, TODD I. The use of high-entropy alloys in additive manufacturing[J]. Scripta Mater, 2015, 99: 93-96.
[68] ZHOU R, LIU Y, ZHOU C, LI S, WU W, SONG M, LIU B, LIANG X, LIAW P K. Microstructures and mechanical properties of C-containing FeCoCrNi high-entropy alloy fabricated by selective laser melting[J]. Intermetallics, 2018, 94: 165-171.
[69] LI R D, NIU P D, YUAN T C, CAO P, CHEN C, ZHOU K. Selective laser melting of an equiatomic CoCrFeMnNi high- entropy alloy: Processability, non-equilibrium microstructure and mechanical property[J]. Journal of Alloys and Compounds, 2018, 74: 125-134.
[70] GU D, HE B. Finite element simulation and experimental investigation of residual stresses in selective laser melted Ti-Ni shape memory alloy[J]. Computational Materials Science, 2016, 117: 221-232.
[71] �� ��, ����, ������, �� ��, ������, �ؽ���, ����Ȫ, �ƴ���, ʷ����. 4D��ӡ��������״��δ��[J]. ��ӹ���ģ��, 2018, 343(6): 1-7.
SONG Bo, ZHUO Lin-rong, WEN Yin-tang, LIANG Bo, ZHAO Qing-liang, HE Jian-kang, ZHANG Shu-quan, YAN Chun-ze, SHI Yu-sheng. Current situation and future of 4D printing technology[J]. Electrical Processing and Mold, 2018, 343(6): 1-7.
[72] OMORI M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS)[J]. Materials Science and Engineering A, 2000, 287(2): 183-188.
[73] MUNIR Z A, ANSELMI-TAMBURINI U, OHYANAGI M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method[J]. Journal of Materials Science, 2006, 41(3): 763-777.
[74] LIU X, SONG X, ZHANG J, ZHAO S. Temperature distribution and neck formation of WC-Co combined particles during spark plasma sintering[J]. Materials Science and Engineering A, 2008, 488(1): 1-7.
[75] NIU B, ZHANG F, ZHANG J, JI W, WANG W, FU Z. Ultra-fast densification of boron carbide by flash spark plasma sintering[J]. Scripta Materialia, 2016, 116: 127-130.
[76] ZHENG D, LI X, LI Y, QU S, YANG C. In-situ elongated ��-Si3N4 grains toughened WC composites prepared by one/two-step spark plasma sintering[J]. Materials Science and Engineering A, 2013, 561: 445-451.
[77] LI R, YUAN T, LIU X, ZHOU K. Enhanced atomic diffusion of Fe-Al diffusion couple during spark plasma sintering[J]. Scripta Materialia, 2016, 110: 105-108.
[78] DENG S, LI R, YUAN T, XIE S, ZHANG M, ZHOU K, CAO P. Direct current-enhanced densification kinetics during spark plasma sintering of tungsten powder[J]. Scripta Materialia, 2018, 143: 25-29.
[79] XIE S, LI R, YUAN T, ZHANG M, WANG M, WU H, ZENG F. Viscous flow activation energy adaptation by isothermal spark plasma sintering applied with different current mode[J]. Scripta Materialia, 2018, 149: 125-128.
[80] ZHANG M, LI R, YUAN T, FENG X, XIE S. Effect of low-melting-point sintering aid on densification mechanisms of boron carbide during spark plasma sintering[J]. Scripta Materialia, 2019, 163: 34-39.
[81] ANDERSON K R, GROZA J R, FENDORF M, ECHER C J. Surface oxide debonding in field assisted powder sintering[J]. Materials Science and Engineering A, 1999, 270(2): 278-282.
[82] GROZA J R, ZAVALIANGOS A. Sintering activation by external electrical field[J]. Materials Science and Engineering A, 2000, 287(2): 171-177.
[83] LEE G, OLEVSKY E A, MANIERE C, MAXIMENKO A, IZHVANOV O, BACK C, MCKITTRICK J. Effect of electric current on densification behavior of conductive ceramic powders consolidated by spark plasma sintering[J]. Acta Materialia, 2018, 144: 524-533.
[84] GHASALI E, EBADZADEH T, ALIZADEH M, RAZAVI M. Mechanical and microstructural properties of WC-based cermets: A comparative study on the effect of Ni and Mo binder phases[J]. Ceramics International, 2018, 44(2): 2283-2291.
[85] OZAKI K, NISHIO K, MATSUMOTO A, KOBAYASHI K. Preparing Mg-Ni-Si amorphous powders by mechanical alloying and consolidation by pulsed current sintering[J]. Materials Science and Engineering A, 2004, 375(1): 857-860.
HUANG Bai-yun, WEI Wei-feng, LI Song-lin, ZHANG Li, LI Li-ya, LIU Feng, LI Rui-di
(State Key Lab of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: This paper summarizes the development of powder metallurgy (P/M) materials since the founding of the People��s Republic of China in 1949, including iron-based P/M materials, cemented carbides, P/M magnetic materials, P/M superalloys, and advanced P/M forming technologies such as additive manufacturing and spark plasma sintering, which might provide new insights for advancing the development of modern P/M materials and technologies.
Key words: powder metallurgy; iron-base powder metallurgy; cemented carbide; magnetic materials; additive manufacturing; spark plasma sintering
Foundation item: Project(2019-XZ-11) supported by Consulting Research Project of Chinese Academy of Engineering; Projects(51571214, 51574293, 51574292) supported by the National Natural Science Foundation of China
Received date: 2019-07-12; Accepted date: 2019-08-22
Corresponding author: HUANG Bai-yun; Tel: +86-731-88836877; E-mail: hby@csu.edu.cn
(�༭ �� ��)
������Ŀ���й�����Ժ��ѯ�о���Ŀ(2019-XZ-11)��������Ȼ��ѧ����������Ŀ(51571214��51574293��51574292)
�ո����ڣ�2019-07-12�������ڣ�2019-08-22
ͨ�����ߣ��Ʋ��ƣ����ڣ���ʿ���绰��0731-88836877��E-mail��hby@csu.edu.cn

