文章编号:1004-0609(2007)11-1798-05
AZ91D镁合金波浪型倾斜板振动技术触变成形
管仁国1,李江委1,李喜坤2,石 路1,陈礼清1
(1. 东北大学 材料与冶金学院,沈阳 110004;
2. 沈阳理工大学 材料科学与工程学院,沈阳 110168)
摘 要:采用自制的波浪型倾斜板振动装置对AZ91D镁合金半固态坯料的制备及触变成形进行研究。结果表明,在倾角为45?,振幅1.45 mm,浇注温度630~650 ℃的条件下,采用波浪型倾斜板振动技术可以制备出组织优良的半固态AZ91D镁合金坯料,坯料由细小的等轴晶组成,并在二次加热温度为575 ℃、保温时间30~60 min的条件下球化理想。通过触变锻压,在模具的预热温度为400~450 ℃时,制备出表面光洁、组织优良的成品制件。触变锻压时,液相流动是主要的变形方式。制品上部由于液相偏聚,硬度较低;下部由于固相的微塑性变形,硬度较高。
关键词:AZ91D镁合金;波浪型倾斜板;振动;半固态;触变成形
中图分类号:TG 111.4; TG 244.1 文献标识码:A
Thixoforming of AZ91D magnesium alloy by vibrating wavelike sloping plate process
GUAN Ren-guo1, LI Jiang-wei1, LI Xi-kun2, SHI Lu1, CHEN Li-qing1
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
2. School of Materials Science and Engineering, Shenyang Ligong University, Shenyang 110168, China)
Abstract: Preparation of semisolid billets of AZ91D magnesium alloy and thixoforming by using self-made wavelike sloping plate setup were studied. It is shown that, when the sloping anger is 45?, the amplitude is 1.45 mm and the casting temperature is 630?650 ℃, the semisolid billets with good microstructures can be prepared. The billets are composed of fine equiaxed grains. When the billets are remelted at 575 ℃ for 30?60 min, spheroidization of the semisolid billet is perfect. When the mould preheating temperature is 400?450 ℃, thixoforming product with fine surface and good microstructures can be manufactured. During thixoforging, liquid flow is the main deformation pattern. Due to the liquid aggregation in the upper part of the product, the corresponding hardness is lower; however, there is a small solid plastic deformation in the bottom of the product, so the corresponding hardness is higher.
Key words: AZ91D magnesium alloy; wavelike sloping plate; vibration; semisolid; thixoforming
由于金属半固态成形具有流程短、产品性能好等特点而被誉为21世纪最具应用前景的金属成形技 术[1]。如何获得具有细小球形或非枝晶组织的半固态金属浆料是金属半固态成形的基础与关键[2]。国内外学者在此方面已做了大量的研究工作,目前主要有机械搅拌、电磁搅拌、应变诱发熔化激活技术、紊流效应、粉末冶金、液相线铸造法和倾斜板剪切冷却技术等[3?7]。对比发现,机械搅拌法可以获得很高的剪切速率,利于形成细小的球形组织,但是要实现大规模的工业生产相对困难,主要问题是:当半固态合金的固相率高于约40%时,在搅拌腔体内部往往存在搅拌不到的死区,影响了浆料的均匀性,导致的操作困难、生产效率不高、搅拌叶片的腐蚀问题以及它对半固态金属浆料的污染都会对半固态坯料带来不利的影 响[7]。电磁搅拌法是利用电磁力的作用细化晶粒,从而提高铸锭的内在质量;但电磁搅拌设备复杂、能耗大、生产成本高,最大的缺点是不能生产尺寸大的铸锭[8]。新发展起来的倾斜板剪切冷却技术,由于制备的半固态铝合金组织与性能优良[9?10],以及明显的低成本优势,因此具有广阔的应用前景。目前,在日本已经制备出部分铝合金与镁合金的半固态材料,Haga[11]对制备的A356半固态合金浆料进行双辊流变轧制,制备出2~3 mm的薄带材;该技术也已在欧洲和美国进行商业化运作[12?13]。为降低成本、简化设备与工艺,同时解决平直倾斜板容易结壳的问题,本文作者采用改进的倾斜板,即施加了振动并带有波浪形表面的倾斜板,对AZ91D镁合金半固态坯料及触变锻压进行研究,以提高组织球化和细化效果。
1 实验
自行设计的波浪形倾斜板振动半固态成形实验装置如图1所示,主要由温度控制系统、浇注系统、斜板振动系统和收料系统组成。在氩气保护下,开启振动系统,提升浇注阀,将熔融的AZ91D镁合金浇注到波浪形的倾斜板上,合金液流经振动的斜板后形成半固态金属浆料,采用水冷铜模半连续铸造装置收集浆料,铸成d 120 mm的铸锭。斜板倾角设定为45?,浇注温度600~660 ℃,氩气流量5 L/ min,压力14 MPa。采用恒温式二次加热方法进行正交实验,二次加热温度范围为560~590 ℃,保温时间10~90 min。将具有优良组织的半固态坯料在恒温式加热条件下进行二次加热,进行触变锻压成形实验,成形模具预热温度设定为400~450 ℃。在不同坯料和锻压成形制品不同位置处取样,经过抛光腐蚀,观察其显微组织。对制品不同部位采用硬度仪测试其硬度值。
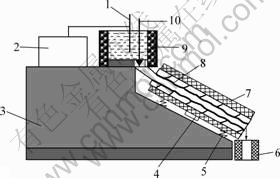
图1 波浪形倾斜板振动半固态成形技术示意图
Fig.1 Schematic diagram of vibrating wavelike sloping plate process for semisolid forming (1―Thermocouple; 2―Temperature controlling station; 3―Base; 4―Vibration system; 5―Spring; 6―Collecting system; 7―Cooling chamber; 8―Wavelike sloping plate; 9―Stage casting; 10―Casting valve)
2 结果与分析
2.1 半固态AZ91D镁合金坯料的显微组织
采用波浪型倾斜板振动装置制备的AZ91D半固态合金坯料组织如图2所示。半固态坯料组织主要由等轴晶和少量玫瑰晶组成,晶粒尺寸在10~80 μm之间,平均尺寸细小。
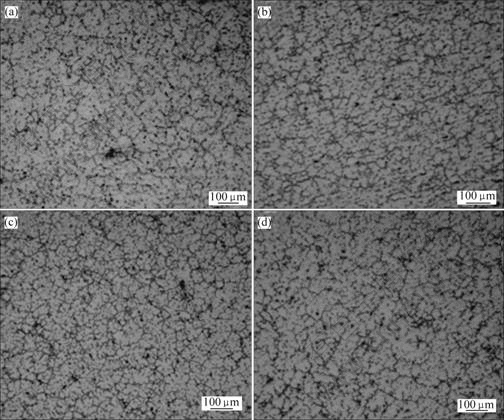
图2 不同浇注温度条件下制备的AZ91D镁合金半固态坯料显微组织
Fig.2 Microstructures of semisolid billets of AZ91D magnesium alloy prepared under different casting temperatures: (a) 630 ℃; (b) 650 ℃; (c) 660 ℃; (d) 690 ℃
实验表明,在合理的技术条件下,采用波浪型倾斜板振动技术可以制备细小的近球形晶组成的半固态金属坯料。与非振动的波浪型斜板技术相比具有2大优点:首先,采用振动的波浪型斜板可以提高组织改善效果;其次,可以有效解决合金熔体在浇注过程中在斜板表面残留结壳的问题。即使在斜板表面不作任何处理和加热,在浇注温度较低的条件下,合金熔体也不容易在斜板表面结壳。这对于该技术的工业应用具有重要意义。
2.2 波浪型倾斜板振动技术工艺条件下组织形成机理及影响因素
波浪型倾斜板技术制备半固态合金过程中,组织形成机理较为复杂。有的学者认为由于熔体在斜板上形成大量的非均质晶核,提高了形核率,从而使合金组织细化[1, 11]。这种推测可归于熔体爆发形核理论,可以用来解释合金组织的细化,但没有充分考虑流动与振动对合金组织的影响。合金在波浪型的倾斜板表面流动与振动时,合金中存在复杂的三维空间流动,复杂的传热、传质等物理化学作用过程极大改变了熔体的结构与能量起伏,使熔体形核与长大的热力学与动力学条件发生变化。在一定范围内的低频振动和流动可以使在斜板表面形成的晶核脱落,进入熔体内部,使其定向生长受到抑制,从而细化和球化合金组织。同时,振动与流动促进了合金枝晶臂的断裂,也使合金组织细化和球化。振动的作用还会使合金熔体中的温度场和成分场分布趋于均匀,在低温浇注的条件下,又满足了熔体爆发形核条件,因此,也会导致合金组织的细化和球化。初步认为,合金组织的形成是受到形核热力学条件与振动、碰撞剪切综合作用的结果[6, 9, 14]。
在斜板倾角、斜板几何形状一定的条件下,浇注温度和振幅是影响合金组织的重要因素。随着振幅加大,合金组织发生细化和球化,这种作用在不同的浇注温度条件下敏感性不同,可以通过浇注温度与调速电压的综合作用函数来描述。对不同浇注温度下制备的AZ91D合金半固态坯料组织进行对比发现,在630~650 ℃浇注制备的合金组织细小,没有粗大的树枝晶存在,适于进行半固态成形。
2.3 半固态AZ91D镁合金坯料的二次加热组织及触变锻压制品的组织和性能
取d 120 mm×30 mm,650 ℃浇注的半固态坯料,二次加热温度设定为575 ℃,保温时间为10~60 min,得到的二次加热坯料组织均已球化,如图3所示。由图3还可知,保温时间为30~60 min时,固相率适中,适合半固态锻压。通过实验证明,该技术条件下制备的坯料适合于半固态触变成形[15]。将坯料在575 ℃加热,保温时间60 min,模具预热到400~450 ℃,进行触变锻压,得到表面光洁、组织优良的成品制件。坯料和触变成形模拟轮毂的形貌和组织分别如图4与图5所示。模拟轮毂的高度为67 mm,内径119 mm,壁厚5 mm。实验证明模具预热温度如果过高,坯料在模具中容易局部渗流,从而影响成形性能和组织;温度过低,则合金流动性能差,坯料充形较难。对不同位置取样检查内部缺陷,结果发现触变压铸件有效避免了气孔、裂纹等一系列传统铸造、锻压通常出现的缺陷,致密度优良,制件总体形状良好,表面光洁,外观质量优良。
从图5可以看到,触变锻压成形制品组织与原始二次加热组织差别不大,组织仍以液相中悬浮球化的固相颗粒为主。原始坯料二次加热后的金相组织平均晶粒尺寸约为80 μm,底部平均晶粒尺寸约为90 μm,顶部平均晶粒尺寸约为100 μm。由于在变形过程中,主要发生液相的流动及球形固相的滑动和转动,固相不断调整位置,以利于变形流动的进行,固相颗粒只发生位移而形貌的变化不大。由于液相流动是主要的变形方式,所以随着变形的进行,液相逐渐向顶部推移,液相越多,固相越容易在“类润滑”的作用下滑动,越不易产生固相的连接和塑性变形,变形力越小。由于底部固相较多,使压铸件底部比顶部受到的作用力大,在变形时出现了部分α-Mg 固相连接和微塑性变形,如图5(a)所示,但是成品顶部和底部组织的差别并不十分明显。
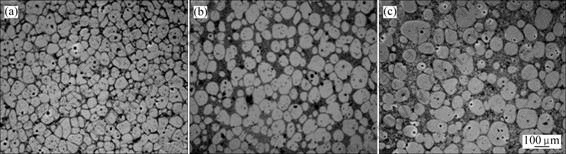
图3 AZ91D合金半固态坯料二次加热组织
Fig.3 Microstructures of re-melted semisolid billets of AZ91D alloy: (a) 575 ℃, 10 min; (b) 575 ℃, 30 min; (c) 575 ℃, 60 min

图4 半固态坯料及触变锻压得到的模拟轮毂制品形貌
Fig.4 Product appearance of simulated wheel obtained by thixoforming: (a) Billet; (b) Outside; (c) Inside
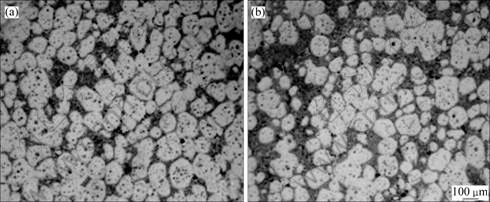
图5 成品的金相组织
Fig.5 Microstructures of different part of product: (a) Bottom; (b) Upper
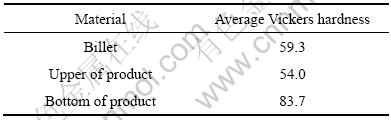
表1所列为原始坯料和制品不同位置处的平均维氏硬度。可以看出,由于触变压铸过程中液相流动为主要的变形方式,所以成品下部固相率高,晶粒之间接触紧密并发生微塑性变形,维氏硬度同时也得到提高,比其它部位的硬度大,为83.7。由于液相流动并在上部偏聚,成品上部液相率高,使上部液相率高于平均液相率,因此,制品上部硬度为54.0,不但低于下部硬度值,而且还低于初始坯料的硬度(59.3)。因此在进行触变成形时应该尽量避免液相的偏聚行为,使整个制品的硬度趋于一致。
表1 制品与原始坯料的维氏硬度比较
Table 1 Vickers-hardness comparison of billet and product
3 结论
1) 采用波浪形倾斜板振动技术可以制备组织优良的AZ91D镁合金半固态坯料,坯料组织由细小的等轴晶组成。
2) 在本实验条件下,制备AZ91D镁合金半固态坯料的最佳浇注温度范围为630~650 ℃。
3) 二次加热温度为575 ℃,保温30~60 min坯料固相组织球化理想,在模具预热温度为400~450 ℃的条件下,通过触变锻压可以得到表面光洁、组织优良的成品制件。
4) 触变压铸时,液相流动是主要的变形方式,制品上部由于液相偏聚,硬度较低,下部由于固相的微塑性变形,硬度较高。
REFERENCES
[1] 管仁国, 马伟民. 金属半固态成形理论与技术[M]. 北京: 冶金工业出版社, 2005: 1?14.
GUAN Ren-guo, MA Wei-min. Semisolid metal processing theory and technology[M]. Beijing: Metallurgical Industry Press, 2005: 1?14.
[2] 罗守靖, 田文彤, 谢水生, 毛卫民. 半固态加工技术及应用[J]. 中国有色金属学报, 2000, 10(6): 765?769.
LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Technology and applications of semi-solid forming[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765?769.
[3] Luo S J, Tian W T. Structure evolution of LC4 alloy in making thixothropic billet by SIMA method[J]. Trans Nonferrous Met Soc China, 2001, 11(8): 547?550.
[4] Chen Z H, Zhang H, Kang Z T, et al. Thixoforming of 6066 aluminum alloy by multi-layer spray deposition[J]. Trans Nonferrous Met Soc China, 2001, 11(1): 108?114.
[5] Xu X M, Zheng H X, Yuan S, et al. Recrystallization of preformed AZ91D magnesium alloys in the semisolid state[J]. Materials and Design, 2005, 26: 343?349.
[6] 管仁国, 李俊鹏, 石 路, 温景林. 倾斜式冷却剪切流变制备半固态Al-Mg合金[J]. 东北大学学报(自然科学版), 2005, 26(5): 448?451.
GUAN Ren-guo, LI Jun-peng, SHI Lu, WEN Jing-lin. Preparation of Al-Mg-based semisolid alloy by inclined cooling/shearing[J]. Journal of Northeastern University (Natural Science), 2005, 26(5): 448?451.
[7] 崔建忠, 路贵民. 半固态浆料制备技术的新进展[J]. 哈尔滨工业大学学报, 2000, 32(8): 110?113.
CUI Jian-zhong, LU Gui-min. New development of preparing semisolid slurry[J]. Journal of Harbin Institute of Technology, 2000, 32(8): 110?113.
[8] 谢水生, 黄声宏. 半固态金属加工技术及其应用[M]. 北京: 冶金工业出版社, 1999: 1?20.
XIE Shui-sheng, HUANG Sheng-hong. Semisolid metal processing technology and application[M]. Beijing: Metallurgical Industry Press, 1999: 1?20.
[9] GUAN Ren-guo, WANG Chao, SHANG Jian-hong. Semisolid metal forming by novel sloping plate process[J]. Trans Nonferrous Met Soc China, 2006, 16(s3): 1265?1269.
[10] 江运喜, 谢水生, 李兴刚. 半固态金属浆料制备新技术[J]. 锻压技术, 2003(6): 41?47.
JIANG Yun-xi, XIE Shui-sheng, LI Xing-gang. New technology for semi-solid metal slurry preparation[J]. Forging Technique, 2003(6): 41?47.
[11] Haga T. Semisolid strip casting using a twin roll caster with a cooling slope[J]. J Mater Proc Tech, 2002, 130: 558?561.
[12] 康永林, 毛卫民, 胡壮麟. 金属材料半固态加工理论与技术[M]. 科学出版社, 2004: 191?193.
KANG Yong-lin, MAO Wei-min, HU Zhuang-lin. Semisolid metal material processing theory and technology[M]. Beijing: Science Press, 2004: 191?193.
[13] Haga T, Kenta T, Masaaki I. Twin roll casting aluminum alloy strips[J]. J Mater Proc Tech, 2004, 153: 42?47.
[14] GUAN Ren-guo, WANG Chao, SHANG Jian-hong, XING Zhen-huan. Semisolid metal forming by novel sloping plate process[J]. Trans Nonferrous Met Soc China, 2006, 16: S1265?S1269.
[15] 管仁国, 康立文, 杜海军, 温景林, 崔建忠. 倾斜式冷却剪切技术制备Al-3%Mg半固态合金坯料[J]. 中国有色金属学报, 2006, 16(5): 812?816.
GUAN Ren-guo, KANG Li-wen, DU Hai-jun, WEN Jing-lin, CUI Jian-zhong. Preparing semisolid billet of Al-3%Mg alloy by sloping cooling/shearing process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 812?816.
基金项目:国家高技术研究发展863计划资助项目(2007AA03Z111);国家自然科学基金资助项目(50604007);辽宁省中小企业创新基金资助项目(辽科2007-24);辽宁省自然科学基金资助项目(20062016)
收稿日期:2007-04-29;修订日期:2007-07-29
通讯作者:管仁国,副教授,博士;电话:024-83681463,024-83686459;E-mail: guanrg@smm.neu.edu.cn
(编辑 杨 兵)

