网络首发时间: 2018-09-21 10:48
稀有金属 2019,43(08),792-799 DOI:10.13373/j.cnki.cjrm.xy18060024
漂珠/镁合金复合材料可溶压裂球的制备及组织性能研究
刘恩洋 于思荣 纪志康 牛亚峰 熊伟 曹宁
中国石油大学(华东)材料科学与工程学院
摘 要:
采用搅拌铸造法制备了漂珠/镁合金复合材料可溶压裂球。基于正交实验法, 分析合金元素含量对复合材料溶解速率和抗压强度的影响。采用扫描电子显微镜 (SEM) 和X射线衍射仪 (XRD) 分析复合材料的微观组织和物相组成。通过浸泡实验和准静态压缩实验评价复合材料的溶解性能和力学性能, 并通过扫描电子显微镜分析复合材料溶解后微观形貌和断口形貌, 从而得到复合材料的溶解机理和断裂机制。实验结果表明, 影响漂珠/镁合金复合材料溶解速率的合金元素的主次顺序为:Al>Zn>Ni>Cu, 最优合金成分为:Al 15%, Zn 6%, Cu 1.5%, Ni 1% (质量分数) 。漂珠/镁合金复合材料中除了α-Mg、漂珠和β-Mg17 Al12 外, 还存在Mg2 Si和MgO相。复合材料的最大溶解速率为11.96 mg・h-1 ・cm-2 , 抗压强度为352 MPa, 相比于镁合金分别提高了93.5%和9.7%。溶解速率提高的主要原因是复合材料中分布着较多的漂珠和Mg2 Si等相, 与α-Mg形成腐蚀原电池, 加速复合材料的溶解。抗压强度提高的主要原因是细晶强化、第二相强化和位错强化的共同作用。
关键词:
漂珠/镁合金复合材料 ;可溶压裂球 ;微观组织 ;溶解速率 ;抗压强度 ;
中图分类号: TB33;TE357
作者简介: 刘恩洋 (1985-) , 男, 山东济宁人, 博士, 讲师, 研究方向:镁合金及镁基复合材料, E-mail:ley@upc.edu.cn; *于思荣, 教授, 电话:0532-86983500-8815, E-mail:yusr@upc.edu.cn;
收稿日期: 2018-06-17
基金: 山东省重点研发项目 (2016GGX102041); 山东省自然科学基金项目 (ZR2017LEM004); 中央高校基本科研业务费专项资金项目 (18CX02091A); 石油天然气装备教育部重点实验室 (西南石油大学) 项目 (OGE201702-07) 资助;
Preparation, Microstructure and Properties of Fly Ash Cenosphere/Mg Alloy Composites for Degradable Fracturing Ball Applications Liu Enyang Yu Sirong Ji Zhikang Niu Yafeng Xiong Wei Cao Ning
College of Materials Science and Engineering, China University of Petroleum
Abstract:
The fly ash cenosphere/Mg alloy composites for degradable fracturing ball applications were prepared by stir casting method. Using orthogonal test method, the effects of alloying elements on the degradation rate and compressive strength of the composites were analyzed. Scanning electron microscopy (SEM) and X-ray diffractometer (XRD) were used to analyze the microstructure and phase composition of the composites. The degradation properties and mechanical properties of the composites were evaluated by immersion test and quasi-static compression test. The surface morphology after immersion test and the fracture morphology of the composites were analyzed by SEM, and the degradation mechanism and fracture mechanism of the composites were obtained. The experimental results showed that the order of the alloying elements affecting the degradation rate of the fly ash cenosphere/Mg alloy composites was: Al>Zn>Ni>Cu. The optimal alloy composition was: Al 15%, Zn 6%, Cu 1.5%, and Ni 1% (mass fraction) . In addition to α-Mg, fly ash cenospheres and β-Mg17 Al12 , Mg2 Si and MgO phases were also found in the composites. The maximum degradation rate of the composites was 11.96 mg・h-1 ・cm-2 and the compressive strength was 352 MPa, which was 93.5% and 9.7% higher than that of the Mg alloy, respectively. The main reason for the increase of the degradation rate was that there were more fly ash cenospheres, Mg2 Si and other phases in the composite, and forming the corrosion cells with α-Mg, which accelerated the degradation of the composite. The main reasons for the increase of compressive strength were the combined effects of fine-grain strengthening, second-phase strengthening and dislocation strengthening.
Keyword:
fly ash cenosphere/Mg alloy composite; degradable fracturing ball; microstructure; degradation rate; compressive strength;
Received: 2018-06-17
在低渗透油气藏的开发中, 压裂改造是提高单井产量的重要措施。 投球滑套分段压裂工艺是应用较为广泛的压裂改造技术, 其原理是在需要改造的位置处下入封隔器与投球滑套, 对储层进行有选择性地封隔, 通过投送尺寸由小到大的压裂球, 依次打开压裂滑套, 从而实现分段压裂
[1 ,2 ,3 ]
。 待各段储层压裂完成后, 压裂球需返排至地面以打通井道实现油气的开采。 然而, 压裂球有时会由于变形或者地层压力不足等原因而导致其卡在球座中不能排出, 将会影响油气井的正常生产。 采用可溶压裂球能够有效解决该问题, 即压裂球在压裂完成后可在井下环境中自行分解, 从而免去返排或钻磨等工序, 提高了生产效率。
根据材质的不同, 可溶压裂球主要有聚合物可溶压裂球和金属可溶压裂球。 金属可溶压裂球往往具有较高的强度, 因而受到人们的广泛关注
[4 ]
。 Zhang等
[5 ]
采用粉末冶金法制备了一种具有纳米结构的铝基复合材料可溶压裂球, 获得了较高的强度和溶解速率。 裴晓含等
[6 ]
研制了一种镁合金可溶压裂球并应用在现场中, 获得了良好效果。 刘志斌等
[7 ]
研究了固溶处理对可溶合金抗压强度的影响, 并测试了可溶合金在不同温度和Cl- 浓度中的溶解速率。 杨军等
[8 ]
制备了Mg-Ca-Zn-Fe-Ni-Cu可溶合金并讨论了其力学性能和溶解性能。 纪志康等
[9 ]
制备了漂珠/镁合金可溶复合材料并研究了Al含量对该复合材料组织和溶解性能的影响。 尽管如此, 制备低成本可溶压裂球一直是人们追求的目标。 此外, 化学成分和制备工艺等参数对可溶压裂球性能的影响仍需进行深入研究。
金属镁具有密度低、 化学性质活泼、 在水溶液中溶解速率高等特点, 但其强度较低, 限制了其应用
[10 ,11 ]
。 在镁及其合金中添加Al, Zn, Cu, Ni等合金元素可有效调控镁合金的强度和溶解速率
[12 ,13 ]
。 Cu和Ni在镁中的溶解度极小, 常与镁形成Mg2 Ni, Mg2 Cu金属间化合物分布在晶界处, 并与镁基体形成腐蚀原电池, 使其溶解速率提高。 漂珠 (fly ash cenosphere, FAC) 是火力发电厂煤粉燃烧产生的粉煤灰中的一种陶瓷颗粒, 将其作为增强体引入镁合金中制备复合材料, 能够起到提高镁合金抗压强度和调控镁合金溶解速率的作用
[14 ,15 ]
。
本文采用搅拌铸造法制备漂珠/镁合金复合材料可溶压裂球, 基于正交实验法对影响复合材料溶解速率和抗压强度的因素进行分析, 从而获得该复合材料的最优合金成分。 同时, 采用最优成分制备漂珠/镁合金复合材料可溶压裂球和镁合金可溶压裂球, 探讨漂珠的添加对复合材料微观组织、 组成相、 抗压强度和溶解性能的影响, 为研制低成本、 高强度、 快速溶解的可溶压裂球提供理论基础和实验依据。
1 实 验
1.1 材 料
实验所用的原材料主要有: AZ91D镁合金铸锭, 漂珠, 纯Al锭 (99.7%) , 纯Zn锭 (99.9%) , 纯Ni粉 (99.7%) , 纯Cu粉 (99.5%) 。 AZ91D镁合金的成分如表1所示, 漂珠的物相组成如表2所示。 实验所用试剂主要有: 氯化钾 (分析纯) , 三氧化铬 (分析纯) 。
1.2 方 法
使用分样筛对漂珠进行筛分, 得到粒径为106~150 μm的漂珠。 采用1.25 mol・L-1 的NaOH溶液对筛分后的漂珠清洗2~3遍, 用去离子水冲洗后烘干备用。 采用搅拌铸造法制备漂珠/镁合金复合材料可溶压裂球, 具体工艺如下: 称取适量的AZ91D镁合金及纯Al, 放入坩埚中并在电阻炉内加热, 待其熔化后将纯Zn, 纯Ni粉及纯Cu粉加入到坩埚中, 升温至720 ℃, 保温10 min。 然后降温至590 ℃, 加入预热后的漂珠, 并以675 r・min-1 的速度搅拌3 min。 停止搅拌后, 将复合材料熔体温度快速升至720 ℃, 搅拌1 min后浇注到石墨模具中, 得到质量分数为6%的漂珠/镁合金复合材料可溶压裂球, 如图1所示。 整个熔炼及浇注过程均采用3% SF6 +CO2 混合气体保护, 防止镁合金氧化燃烧。
表1 AZ91D镁合金的化学成分
Table 1 Chemical composition of AZ91D Mg alloy (%, mass fraction )
Al
Zn
Mn
Si
Cu
Fe
Ni
Mg
0.66
0.20
0.038
0.0016
0.0026
0.00078
Bal.
表2 漂珠的物相组成
Table 2 Phase composition of fly ash cenospheres (%, mass fraction )
2 Al2 O3
Fe2 O3
CaO
MgO
K2 O
38.90
4.27
0.40
0.73
0.70
采用S-3400N型扫描电子显微镜 (SEM) 分析复合材料的微观组织。 采用X′Pert Pro MPD型X射线衍射仪 (XRD) 分析复合材料的物相组成。 压缩性能的测试采用WDW-300型电子万能试验机, 试样尺寸为Ф10 mm×20 mm, 加载速度为2 mm・min-1 。 浸泡实验在常温下进行, 将尺寸为Ф28 mm×20 mm的试样在3% KCl溶液中浸泡, 每3 h取出称重一次。 将取出的试样用180 g・L-1 CrO3 溶液在沸腾态下清洗5 min, 然后用酒精清洗后吹干称重。 每组实验重复3次, 取其平均值作为实验结果。 溶解速率用下式计算: V = (M 0 -M t t ×S ) 。 式中, V 为溶解速率, mg・h-1 ・cm-2 ; M 0 为试样溶解前质量, mg; M t t 小时后的质量, mg; t 为试样溶解时间, h; S 为试样的表面积, cm2 。
2 正交实验设计
2.1 实验指标、 因素和水平
正交实验是一种研究多因素、 多水平的实验方法, 利用标准化正交表来安排实验方案, 通过计算得到最优组合。 根据压裂球使用性能的要求, 本文选用溶解速率和抗压强度作为评价指标。 影响复合材料溶解速率与抗压强度的合金元素主要有: Al, Zn, Cu, Ni, 故选用这4个因素作为研究对象, 每个因素设置3个水平, 见表3。
图1 漂珠/镁合金复合材料可溶压裂球
Fig.1 Degradable fracturing balls of FAC/Mg alloy composite
2.2 正交实验结果
根据L9 (34 ) 正交实验方案, 使用搅拌铸造法制备不同成分的漂珠/镁合金复合材料可溶压裂球, 并进行浸泡实验和准静态压缩实验, 所得结果如表4所示。
2.3 极差分析
对复合材料溶解速率、 抗压强度的正交实验数据进行极差分析, 如表5所示。 其中, K i i 下的平均溶解速率或抗压强度 (i =1, 2, 3) 。 R 为极差, R =maxK i K i
表3 正交实验因素水平表
Table 3 Factors and levels of orthogonal test (%, mass fraction )
Content of Zn
Content of Cu
Content of Ni
10
3
0.5
0.5
15
6
1.0
1.0
20
9
1.5
1.5
Note: Contents of Al, Zn including those of content Al, Zn in AZ91D
表4 正交实验结果表
Table 4 Results of orthogonal test
Experimental results
Content of Al/
Content of Zn/
Content of Cu/
Content of Ni/
Degradation rate/-1 ・cm-2 )
Compressive
1
10
3
0.5
0.5
7.69
326
10
6
1.0
1.0
9.03
333
10
9
1.5
1.5
7.36
345
15
3
1.0
1.5
10.04
350
15
6
1.5
0.5
11.71
361
15
9
0.5
1.0
10.70
384
20
3
1.5
1.0
9.37
415
20
6
0.5
1.5
8.36
426
20
9
1.0
0.5
7.36
437
表5 极差分析结果
Table 5 Results of range analysis
Evaluation
Average of
Al
Zn
Cu
Ni
K 1 8.027
9.033
8.917
8.920
K 2 10.817
9.700
8.810
9.700
K 3 8.363
8.473
9.480
8.587
R 2.790
1.227
0.670
1.113
K 1 334.7
363.7
378.7
374.7
K 2 365.0
373.3
373.3
377.3
K 3 426.0
388.7
373.7
373.7
R 91.3
25.0
5.4
3.6
3 结果与讨论
基于正交实验, 获得了以最大溶解速率为指标的最优合金成分, 但该成分与以抗压强度为指标的最优合金成分有所不同。 从9组实验中可以看出, 每组实验制备的漂珠/镁合金复合材料的抗压强度均大于320 MPa, 已符合压裂球的使用要求
[16 ]
。 因此, 本文采用以最大溶解速率为指标的最优合金成分, 制备漂珠质量分数为0%和6%的镁合金复合材料压裂球, 研究漂珠对复合材料组织、 溶解速率和抗压强度的影响。
3.1 微观组织及物相分析
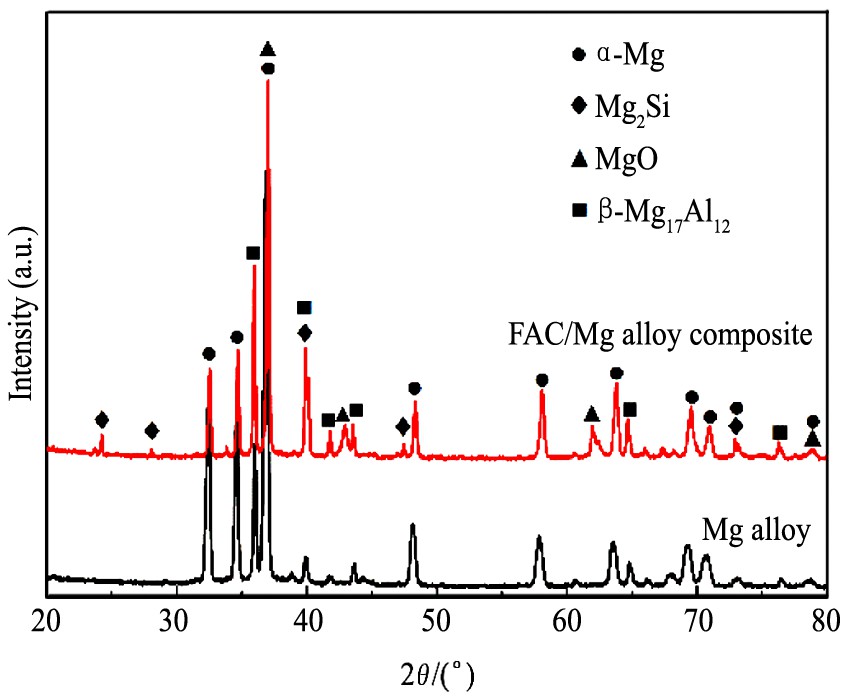
图2为镁合金和漂珠/镁合金复合材料的XRD图谱。 可以看出, 镁合金中主要有α-Mg和β-Mg17 Al12 相。 复合材料中除了α-Mg和β-Mg17 Al12 外, 还有Mg2 Si和MgO相。 在漂珠/镁合金复合材料的制备过程中, 漂珠与镁合金熔体可能发生如下反应
[17 ]
:
4Mg+SiO2 =Mg2 Si+2MgO, ΔG
0 1
0 1
=-100500+24.8T (1)
3Mg+Al2 O3 =2Al+3MgO, ΔG
2 2
2 2
=-37800+9.3T (2)
在590~720 ℃范围内, ΔG
0 1
0 1
<0, ΔG
2 2
2 2
<0, 表明反应 (1) ~ (2) 均可发生, 因而在漂珠/镁合金复合材料中会有Mg2 Si和MgO相生成。
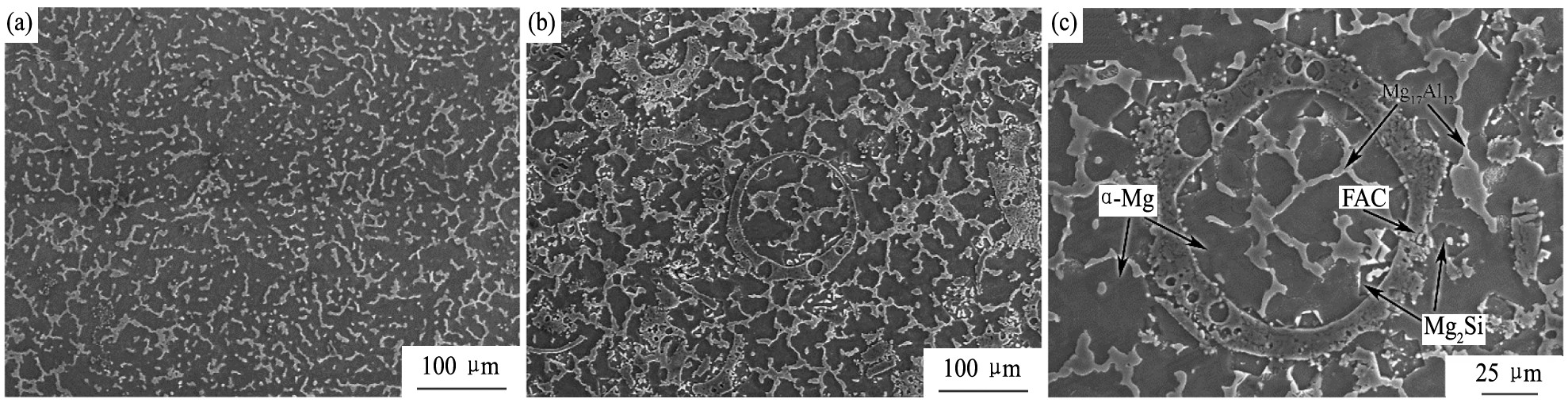
图3为镁合金和漂珠/镁合金复合材料的扫描电镜图。 可以看出, 漂珠已成功加入到镁合金中, 在漂珠壁附近有块状Mg2 Si生成。 这是因为Si在α-Mg中的溶解度极小 (仅为0.003% (原子分数) ) , Si原子极易与Mg原子发生反应生成金属间化合物Mg2 Si
[18 ]
。 此外, 漂珠壁附近还分布着点状MgO相, 漂珠壁内部的孔洞已被α-Mg充满, β-Mg17 Al12 相呈网状分布。 相比于镁合金, 复合材料的基体组织较为细小, 而且漂珠壁附近的基体组织比远离漂珠的基体组织细小。 这主要是因为漂珠壁可以作为镁合金形核的基底, 降低了形核功, 增大了形核率。
图2 镁合金和漂珠/镁合金复合材料的XRD图谱
Fig.2 XRD patterns of Mg alloy and fly ash cenosphere/Mg alloy composites
图3 镁合金和漂珠/镁合金复合材料的SEM图
Fig.3 SEM images of Mg alloy and FAC/Mg alloy composites
(a) Mg alloy; (b) FAC/Mg alloy composite; (c) Larger magnification of FAC/Mg alloy composite
3.2 溶解速率
图4为镁合金和漂珠/镁合金复合材料在3% KCl溶液中的溶解速率曲线。 可以看出, 镁合金和漂珠/镁合金复合材料的溶解速率均随浸泡时间的延长而增大。 在浸泡初期, 镁合金的腐蚀具有明显的点蚀特点。 随着浸泡时间的延长, 蚀点越来越多, 最后镁合金的腐蚀从点蚀处扩展到整个试样表面而进行均匀腐蚀, 腐蚀后的形貌呈蜂窝状。 在相同时间内, 漂珠/镁合金复合材料表面的蚀点增多, 腐蚀速度更快。 因此, 随着浸泡时间的延长, 试样表面的蚀点增多, 腐蚀面积增大, 镁合金和漂珠/镁合金复合材料的溶解速率增大。
图4 溶解速率曲线
Fig.4 Degradation rate curves
从图4可以看出, 镁合金的最大溶解速率为6.18 mg・h-1 ・cm-2 , 漂珠/镁合金复合材料的最大溶解速率为11.96 mg・h-1 ・cm-2 , 溶解速率提高了93.5%。 主要原因是复合材料中的漂珠、 Mg2 Si颗粒与α-Mg基体在KCl溶液中形成腐蚀原电池, 加速复合材料的溶解。 值得注意的是, 镁合金及复合材料在浸泡3 h后的溶解速率较低, 腐蚀失重接近于0, 这主要是由于在腐蚀初期试样表面附着溶解产物Mg (OH) 2 所导致。 随着浸泡时间的增加, 疏松的Mg (OH) 2 膜层脱落, Cl- 与新的界面接触从而使溶解速率增大。 在KCl溶液中, 漂珠/镁合金复合材料中的α-Mg基体作为阳极, 漂珠和其他相作为阴极, 分别发生如下反应
[19 ]
阳极反应: Mg→Mg2+ +2e- (3)
阴极反应: 2H2 O+2e- →H2 ↑+2OH- (4)
总反应: Mg+2H2 O→Mg (OH) 2 +H2 ↑ (5)
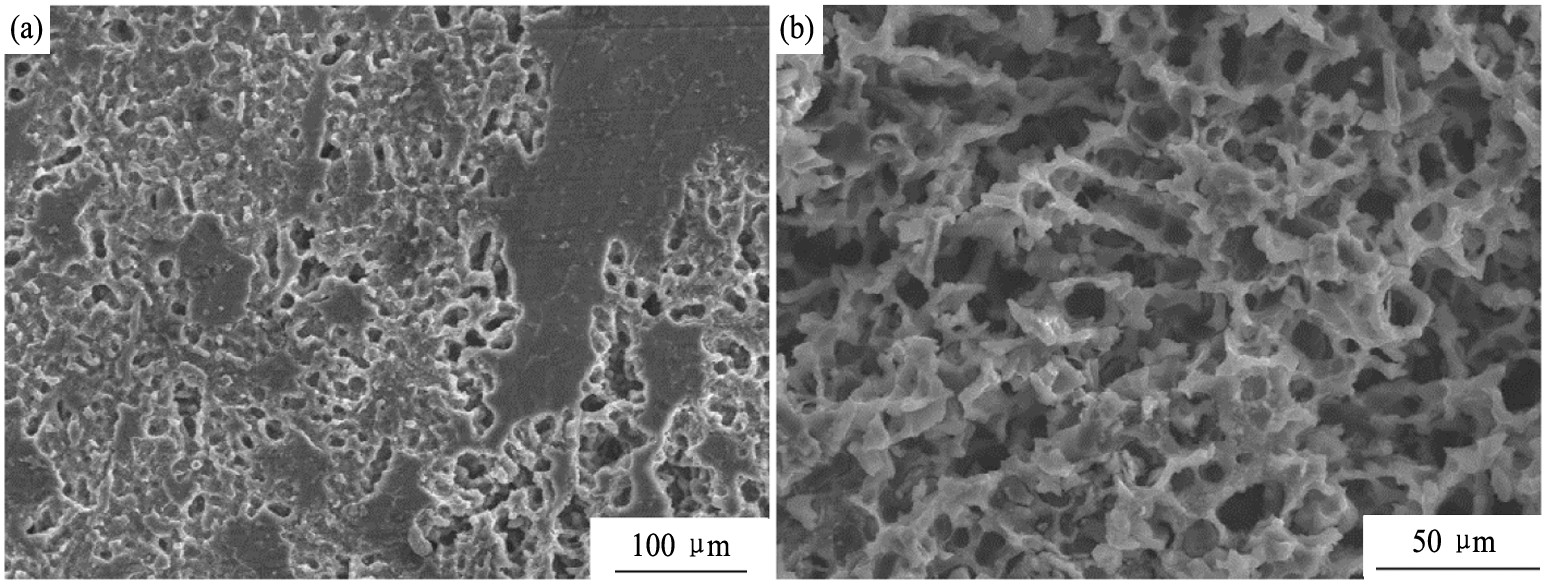
图5为镁合金在KCl溶液中分别浸泡3和9 h后的表面微观形貌。 当浸泡3 h后, 试样表面出现了交错的腐蚀沟, 同时还存在未发生腐蚀的区域。 当浸泡9 h后, 试样发生了均匀腐蚀, α-Mg晶粒由于电极电位较低而溶解, 剩余网状β-Mg17 Al12 相分布在试样表面。 图6为漂珠/镁合金复合材料在KCl溶液中浸泡1 h后的表面微观形貌及能谱 (EDS) 分析。 通过面扫描分析可以看出, α-Mg晶粒与漂珠壁、 Mg2 Si以及β-Mg17 Al12 相形成腐蚀原电池而发生腐蚀, 漂珠壁、 Mg2 Si和β-Mg17 Al12 相由于电极电位较高而不发生腐蚀。 由于α-Mg晶粒的腐蚀溶解, 在复合材料表面出现腐蚀坑, 随着浸泡时间的增加, 腐蚀坑逐渐加深和扩大, 漂珠壁、Mg2 Si和β-Mg17 Al12 相失去α-Mg基体的支撑后而脱落, 腐蚀失重增加。
图5 镁合金浸泡后的微观形貌
Fig.5 SEM images of Mg alloy after immersion
(a) 3 h; (b) 9 h
图6 漂珠/镁合金复合材料浸泡后的微观形貌及EDS分析
Fig.6 Micromorphology and EDS analysis of FAC/Mg alloy composites after immersion
(a) SEM image; (b) Si; (c) Al; (d) Mg
3.3 抗压强度
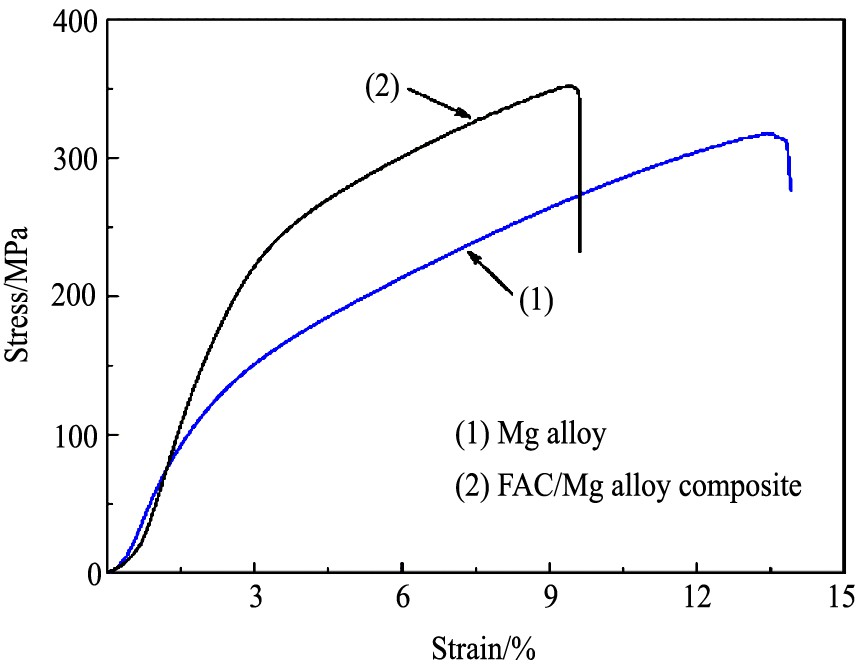
图7为镁合金和漂珠/镁合金复合材料的压缩应力-应变曲线。 可以看出, 漂珠/镁合金复合材料的抗压强度为352 MPa, 相较于不加漂珠的镁合金材料提高了9.7%。 在复合材料制备过程中, 漂珠被镁合金熔体充满, 同时与镁合金熔体反应生成Mg2 Si等相, 对复合材料的变形起到阻碍作用, 从而使复合材料的抗压强度提高。 在复合材料凝固过程中, 由于漂珠和镁合金热膨胀系数不同, 导致复合材料中产生热错配应力, 使复合材料中位错密度增加, 也会使其抗压强度提高。 此外, 漂珠的添加细化了复合材料的基体组织, 压缩过程中塑性变形较均匀, 应力集中较小, 也是使其抗压强度提高的原因之一。
图7 应力-应变曲线
Fig.7 Stress-strain curves
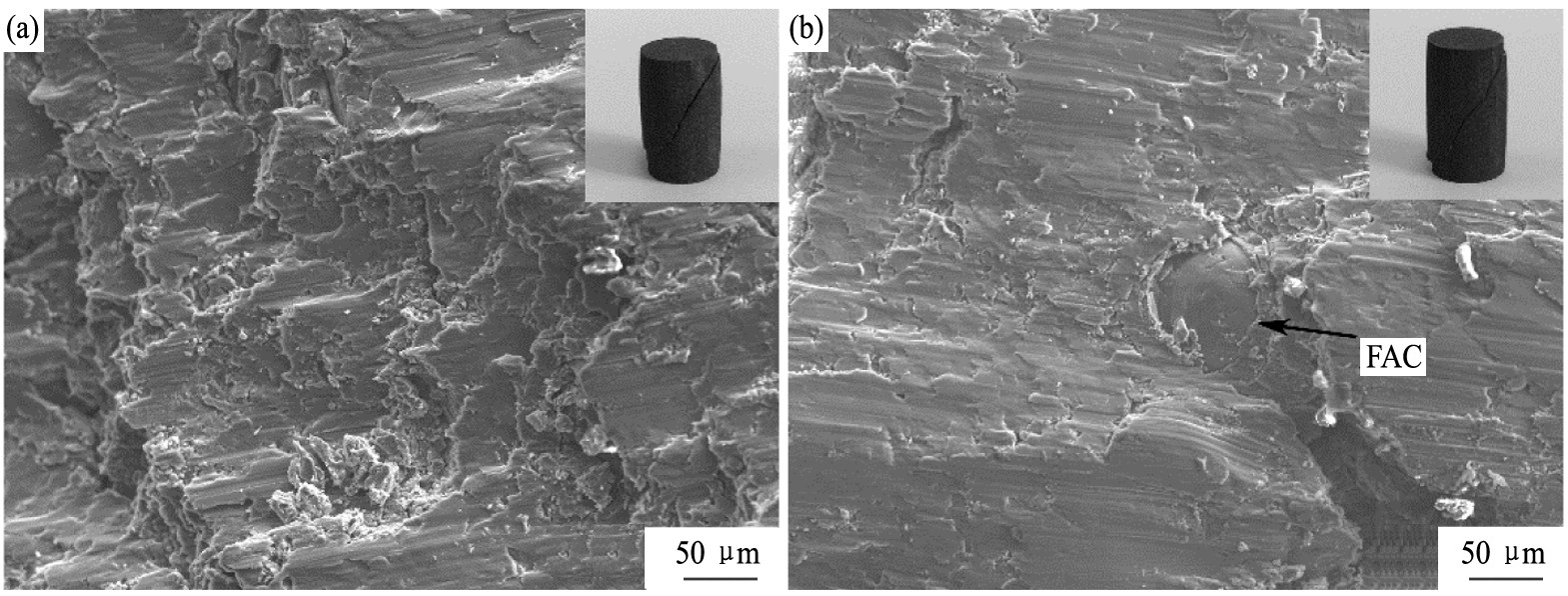
镁合金和漂珠/镁合金复合材料的压缩断口形貌如图8所示。 宏观上看, 二者的断口均呈银白色, 断口与试样轴线呈45°夹角, 属于脆性断裂。 微观上看, 镁合金和复合材料基体上均有解理台阶形成, 也表现出脆性断裂的特征。 复合材料在压缩过程中, 漂珠阻碍基体发生变形, 提高了基体的变形抗力。 随着载荷的增大, 漂珠与镁合金基体的界面处可能会形成应力集中, 从而使微裂纹更易于在此处萌生和扩展, 最终导致复合材料的断裂。
图8 压缩断口形貌图
Fig.8 Compressive fracture morphologies
(a) Mg alloy; (b) FAC/Mg alloy composite
4 结 论
1. 采用搅拌铸造法制备了漂珠/镁合金复合材料可溶压裂球。 利用正交实验法对影响复合材料溶解性能的因素进行分析, 通过极差分析得出了最优合金成分。 影响复合材料溶解速率的因素的主次顺序为: Al>Zn>Ni>Cu, 最优合金成分为: Al: 15%, Zn: 6%, Cu: 1.5%, Ni: 1%。
2. 在漂珠/镁合金复合材料可溶压裂球的制备过程中, 漂珠与镁合金熔体发生反应, 因而有Mg2 Si和MgO相生成。 相比于镁合金材料, 漂珠的添加细化了复合材料的基体组织。
3. 在漂珠/镁合金复合材料中, 由于细晶强化、 第二相强化和位错强化的作用, 使复合材料的抗压强度提高了9.7%。
4. 漂珠/镁合金复合材料中分布着较多的漂珠和Mg2 Si等相, 与α-Mg形成腐蚀原电池, 因而加速了复合材料的溶解。 相比于镁合金材料, 复合材料的溶解速率提高了93.5%。
参考文献
[1] Zheng C, Liu Y, Wang H, Qin J, Chen C, Zhang S.Dissolvable fracturing tool based on a controlled electrolytic method [J].Journal of Petroleum Science and Engineering, 2017, 153:81.
[2] Liu J C, Liu C, Wang X.Influence of sand in fracturing string on sleeve tee [J].Surface Technology, 2016, 45 (5) :118. (刘景超, 刘超, 王晓.压裂管柱中陶粒对滑套球座影响 [J].表面技术, 2016, 45 (5) :118.)
[3] Rutqvist J, Rinaldi AP, Cappa F, Moridis G J.Modeling of fault reactivation and induced seismicity during hydraulic fracturing of shale-gas reservoirs [J].Journal of Petroleum Science and Engineering, 2013, 107:31.
[4] Liu Y L, Li B, Pan Y, Xie M, Tang X, Zhang Y C.Research and development of soluble ball for staged fracturing [J].Natural Gas Industry, 2016, 36 (9) :96. (刘运楼, 李斌, 潘勇, 谢明, 唐欣, 张毅超.分段压裂用可溶球的研制 [J].天然气工业, 2016, 36 (9) :96.)
[5] Zhang Z, Xu Z, Salinas B J.High strength nanostructured materials and their oil field applications [A].SPE International Oilfield Nanotechnology Conference and Exhibition [C].The Netherlands:Society of Petroleum Engineers, 2012.1.
[6] Pei X H, Wei S B, Shi B R, Shen Z J, Wang X Z, Tong Z, Fu T.Disintegrating fracturing ball used in ball injection sliding sleeve for staged fracturing [J].Petroleum Exploration and Development, 2014, 41 (6) :738. (裴晓含, 魏松波, 石白茹, 沈泽俊, 王新忠, 童征, 付涛.投球滑套分段压裂用可分解压裂球 [J].石油勘探与开发, 2014, 41 (6) :738.)
[7] Liu Z B, Cheng Z Y, Li M, Li Z W, Qin S T, Zhang X X.Research and application of disintegrating fracture ball used to separated fracturing in oil and gas wells [J].Oil Field Equipment, 2016, 45 (10) :54. (刘志斌, 程智远, 李梅, 李宗玮, 秦诗涛, 张欣欣.油气井分段压裂用可降解压裂球研制与应用 [J].石油矿场机械, 2016, 45 (10) :54.)
[8] Yang J, Wang J S, Yin J L, Han Z H.Microstructure and properties of soluble alloy used for fracturing separation tools [J].Materials for Mechanical Engineering, 2017, 41 (9) :32. (杨军, 王建树, 尹俊禄, 韩振华.压裂分隔工具用可溶合金的组织与性能 [J].机械工程材料, 2017, 41 (9) :32.)
[9] Ji Z K, Yu S R, Liu L, Jiang Q, Liu D.Effect of Al content on the microstructure and properties of fly ash cenospheres/Mg alloy dissolvable composites [J].ActaMateriae Compositae Sinica, 2018, 35 (5) :1211. (纪志康, 于思荣, 刘丽, 姜倩, 刘迪.Al含量对漂珠/镁合金可溶复合材料组织与性能的影响 [J].复合材料学报, 2018, 35 (5) :1211.)
[10] Lü Z, Ren X P, Liu S T, Jin C, Yuan Y L.Microstructure and properties of hybrid SiCp/MWCNTs reinforced magnesium matrix nanocomposite fabricated by accumulative roll bonding [J].Journal of Plasticity Engineering, 2017, 24 (6) :121. (吕政, 任学平, 刘仕添, 金充, 袁颖利.累积叠轧SiCp/MWCNTs混杂增强镁基纳米复合材料的组织与性能 [J].塑性工程学报, 2017, 24 (6) :121.)
[11] Huang Z H, Qi W J, Xu J, Zhou N.Microstructures and mechanical properties of Mg-Al-Sm series wrought magnesium alloys [J].Chinese Journal of Rare Metals, 2017, 41 (11) :1173. (黄正华, 戚文军, 徐静, 周楠.Mg-Al-Sm系变形镁合金的组织与力学性能 [J].稀有金属, 2017, 41 (11) :1173.)
[12] Zhang Y, Wang X, Kuang Y, Liu B, Zhang K, Fang D.Enhanced mechanical properties and degradation rate of Mg-3Zn-1Y based alloy by Cu addition for degradable fracturing ball applications [J].Materials Letters, 2017, 195:194.
[13] Ghayad I, Girgis N, Azim A.Effect of some alloying elements and heat treatment on the corrosion behavior of AZ91 and ZM60 magnesium alloys [J].International Journal of Metallurgical & Materials Science and Engineering, 2013, 3:21.
[14] Liu E Y, Yu S R, Zhao Y, Li F G, Zhang S B, Li J D, Yuan M.Microstructure and properties of fly ash cenosphere/AZ91D composites [J].Rare Metal Materials and Engineering, 2017, 11:3298. (刘恩洋, 于思荣, 赵严, 李凡国, 张善保, 李景达, 袁明.漂珠/AZ91D 复合材料微观组织与性能 [J].稀有金属材料与工程, 2017, 11:3298.)
[15] Sankaranarayanan S, Nguyen QB, Shabadi R, Almajid AH, Gupta M.Powder metallurgy hollow fly ash cenospheres′ particles reinforced magnesium composites [J].Powder Metallurgy, 2016, 59 (3) :188.
[16] Qin J L, Wu J H, Cui X J, Li F P, Zou C Y.Key technology on ball-activated sleeve for open hole staged fracturing [J].Petroleum Drilling Techniques, 2014, 42 (5) :52. (秦金立, 吴姬昊, 崔晓杰, 李富平, 邹传元.裸眼分段压裂投球式滑套球座关键技术研究 [J].石油钻探技术, 2014, 42 (5) :52.)
[17] Huang Z, Yu S.Microstructure characterization on the formation of in situ Mg2 Si and MgO reinforcements in AZ91D/fly ash composites [J].Journal of Alloys and Compounds, 2011, 509 (2) :311.
[18] Mabuchi M, Higashi K.Strengthening mechanisms of Mg-Si alloys [J].Acta Materialia, 1996, 44 (11) :4611.
[19] Pardo A, Merino M C, Coy A E, Arrabal R, Viejo F, Matykina E.Corrosion behaviour of magnesium/aluminium alloys in 3.5 wt.%NaCl [J].Corrosion Science, 2008, 50 (3) :823.