配备组合式支承辊的四辊冷轧机辊系弹性变形数学模型
董永刚1,苏玉龙1,张岩岩2
(1. 燕山大学 机械工程学院,河北 秦皇岛,066004;
2. 燕山大学 国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛,066004)
摘要:为求解配备热装组合式支承辊的板带冷轧机辊系弹性变形,将辊套和辊芯进行分段离散,并考虑辊套装配凸度以及辊套与辊芯之间的弹性压扁,根据工作辊、辊套及辊芯之间的变形协调以及力平衡条件,采用影响函数法推导出热装组合式支承辊辊系弹性变形数学模型,并编程求解辊系弹性变形,分析不同弯辊力、窜辊量以及带材宽度对辊系弹性变形的影响。实验结果表明:随着工作辊弯辊力和板宽度的增加,组合式支承辊辊间压扁产生由中间凸到中间凹的变化,且横向分布趋于均匀,随着工作辊窜辊量的增加,辊间压扁出现非对称分布,且非对称程度逐渐增大,窜辊量为100 mm时左右两端的辊间压扁差值超过30 μm;弯辊力变化和窜辊量对组合式支承辊挠度的影响分别不超过0.7 μm/(10×104 N)和0.8 μm/100 mm,带材宽度变化对挠度的影响达1.8 μm/100 mm。
关键词:组合式;支承辊;装配凸度;弹性压扁;挠度
中图分类号:TG335.4 文献标志码:A 文章编号:1672-7207(2013)06-2298-06
Mathematical model of elastic deformation of cold reduction mill equipped with composite back-up roll
DONG Yonggang1, SU Yulong1, ZHANG Yanyan2
(1. College of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. State Engineering Technology Center of Equipment and Processing about Plate and Strip Cold Rolling,Yanshan University, Qinhuangdao 066004, China)
Abstract: For solving the elastic deformation of the four-high cold strip mill equipped with the composite back-up roll, the roll sleeve and roll mandrel were studied by the discrete segment individually, then the assembled crown of the roll sleeve and the elastic flattening between the roll sleeve and roll mangle were considered, and the model of elastic deformation of cold strip mill was derived by the influence function method according to the deflection concordance principle between the roll sleeve and roll mandrel and working roll and the force equilibrium condition. Moreover, the solution matrix was listed and the solving program was compiled to solve the elastic deformation of composite back-up roll, and the influences of bending force, cross sliding value of work roll and width of strip on the elastic deformation were analyzed by compararing it with that of integrated back-up roll. The research results indicate that the roll flattening distribution along the lateral direction changes from the convex style to the concave style on the middle region of composite back-up roll with the increase of the bending force and strip width, and the roll flattening distribution becomes more asymmetry with the increase of the cross sliding value of work roll, the difference between the left side and righ side beyonds 30 μm as the value of cross sliding is 100 mm. Moreover, the influences of the bending force and cross sliding value of work roll on the deflection of composite back-up roll are not more than 0.7 μm/(10×104 N) and 0.8 μm/100 mm respectively, and the influence of the strip width on the deflection reaches 1.8 μm/100 mm.
Key words: composite; back-up roll; crown caused by shrinkage fit; elastic flattening; deflection
目前,国内冷轧支承辊普遍由整体铸造或整体锻造方法制造,支承辊经过数次磨削后因轧辊直径过小不能正常轧制而不得不更换整根支承辊,因此,冷轧支承辊的辊耗非常大[1-2]。热装组合式支承辊由辊套和辊芯热装配产生的装配应力来保证辊套和辊芯表面的有效结合,磨辊时单独磨削辊套,磨削量达到一定值时只需更换辊套,辊芯不用频繁更换,可重复多次使用,极大地降低辊耗并延长换辊周期。与整锻支承辊和复合铸造支承辊相比,组合式支承辊辊套体积小、质量小,淬火时可以保证其良好的淬透性,提高辊身的耐磨性和疲劳寿命。辊芯和辊颈处经过热处理可获得非常好的强韧性,承受较大的冲击载荷,显著降低断辊事故的发生[3-7]。关于普通板带冷轧过程辊系弹性变形数学模型,连家创等[8-11]已经给出比较详尽的计算方法。但是,若支承辊由辊套和辊芯热装而成,辊套和辊芯材料性能不同,辊芯和辊套形状参数以及辊套辊芯之间弹性压扁均会影响辊系弹性变形,而且辊套和辊芯接触表面有装配应力存在,则已有适用于整体式支承辊的辊系弹性变形数学模型不能直接应用,必须建立适用于组合式支承辊的四辊板带冷轧过程辊系弹性变形数学模型。
1 组合式支承辊辊套装配凸度模型
为使辊套装配后结合面上的等效应力沿轴向均匀分布,通常情况下辊套与芯轴的热装过盈量沿轴向是不同的,过盈量沿轴向的不均匀分布会造成辊套外径改变量沿轴向的不同分布,从而辊套外径沿轴向会产生装配凸度,进而影响支承辊的外凸度。应用分段法,把热装组合式支承辊的辊套与芯轴沿轴向分别分为2n+1份,取其中的第i份进行分析。根据文献[12-15]中弹性力学有关公式,则第i份辊套外径处的变化量为

 (1)
(1)
其中:pi为第i份装配过盈量引起的装配压紧力,N/mm;E1和E2分别为芯轴和辊套的弹性模量,MPa;γ1和γ2分别为辊芯和辊套的泊松比;r1和r2分别为辊套内径和外径,mm。
另外,第i份装配过盈量△i与第i份辊套的装配压紧力pi之间的关系为:
 (2)
(2)
 (3)
(3)
把式(2)和(3)代入式(1)可得辊套外径的改变量与过盈量之间的关系,即第i份装配过盈量△i引起的辊套装配凸度为
 (4)
(4)
中心处装配凸度与第i处装配凸度相减可得出辊套与芯轴过盈量沿轴向所形成的装配凸度分布。
2 弹性压扁柔度系数的确定
对于普通四辊轧机的工作辊与支承辊的柔度系数,连家创等[8-9]已有较详细研究。在此基础上,根据热装组合式支承辊的结构特点,采用分段离散法,将工作辊和支承辊沿辊身方向分别分为2n+1等份,取其中第i份进行分析,可推导出适用于工作辊与组合式支承辊的柔度系数。
对于工作辊而言,辊身两边都有载荷,故工作辊的弹性压扁分为承载区压扁和非承载区压扁,其接触表面到工作辊中心线的压缩变形量为
 (5)
(5)
其中:rw为工作辊半径,mm;b为支承辊与工作辊接触宽度的1/2,mm,其值可由赫兹公式计算得到,
 (6)
(6)
支承辊弹性压扁量为辊套和芯轴的变形量之和为
 (7)
(7)
其中:Im为辊芯惯性矩,mm4;Is为辊套惯性矩,mm4。

 (8)
(8)

 (9)
(9)
工作辊与支承辊辊间压扁系数即为工作辊弹性压扁系数与支承辊弹性压扁系数之和,计算公式如下:
 (10)
(10)
3 辊系弹性变形求解数学模型建立
四辊轧机辊系受力图如图1所示。图1中:将支承辊分为2n+1段,工作辊受到左弯辊力S1,右弯辊力S2,支承辊受到支撑力P1,P2,其力臂分别为LS1,LS2,LP1和LP2,工作辊相对于支承辊的刚性转角为β,工作辊窜辊量为△。
将组合式支承辊分为辊芯与辊套2部分,悬臂梁模式的载荷分析图分别如图2和图3所示。
运用工程力学的叠加原理[7],可将辊芯分解成受集中力P1、弯矩M、载荷qn″(轧制状态下辊套对芯轴的作用力)单独作用下的3种情况分别求解。
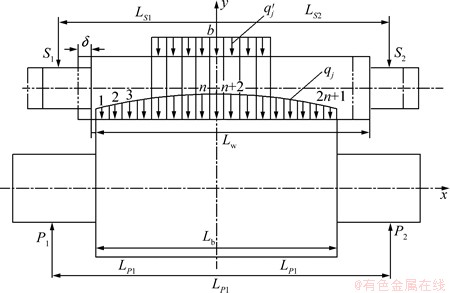
图1 四辊轧机辊系受力图
Fig. 1 Loads on the four-high cold mill

图2 辊芯载荷分析图
Fig. 2 Loads on mangle of composite back-up roll

图3 辊套载荷分析图
Fig. 3 Loads on sleeve of composite back-up roll
(1) 只承受集中力P1时,若采用分段离散法,设b1,pi为影响系数,则有
 (11)
(11)
(2) 只承受弯矩M时,若采用分段离散法,设b1,Mi为影响系数,则有
 (12)
(12)
(3) 只承受分布载荷qn″时,其挠度方程为
 (13)
(13)
其中:bij为第j段分布载荷引起第i段芯轴挠度的影响系数,它是x=|(i-n-1)|△x和x′|(j-n-1)|△x的函数。
 (14)
(14)
其中:G1为芯轴剪切模量;Am为辊芯断面积;α1=10/9。
同理可得,左侧芯轴的挠度,分别对左右2侧的3种载荷进行叠加可得芯轴在i段的挠度如下。
左侧: (15)
(15)
右侧: (16)
(16)
同理,可将辊套分解成只受弯矩M、分布载荷qn″及 qn (辊套受到工作辊的辊间压力)单独作用下的3种情况分别求解,但根据受力对称性近似,有
 (17)
(17)
则i 段辊套挠度为
 (18)
(18)
同理可得辊套左侧的挠度,其左、右2侧的挠度可分别表示如下。
左侧:
 (19)
(19)
右侧:
 (20)
(20)
辊套与芯轴是过盈配合,轧制过程中两者之间无滑动,故可得辊套与芯轴之间的变形协调方程:
 (21)
(21)
把辊套与芯轴相关挠度公式代入以上变形协调方程可得到第i段热装组合式支承辊的挠度如下。
左侧:
 (22)
(22)
右侧:
 (23)
(23)
采用分段离散法[3-4],可求得工作辊挠度fw,i。由此,可得热装组合式支承辊与工作辊的变形协调方程:
 (24)
(24)
其中:△Di为轧辊凸度,mm;△Dw,i为工作辊凸度,mm;△Db,i为辊套外径凸度,mm。
将各个挠度,辊间压扁系数代入式(24),令 ,则左侧:
,则左侧:
 (25)
(25)
右侧:
 (26)
(26)
根据轧辊受力分析,得出支承辊力的平衡方程和支承辊力矩平衡有:
 (27)
(27)
 (28)
(28)
这样,共有2n+2个未知数,2n+2个方程,可以求解工作辊、组合式支承辊挠度、工作辊与组合式支承辊辊套以及辊套与辊芯之间的弹性压扁。
4 结果分析
根据建立的适用于组合式支承辊的压扁模型以及辊系弹性变形模型,针对国内某厂1220冷轧机组第1机架设备工艺参数及典型规格带钢产品的轧制工艺参数,将整体式支承辊改为组合式支承辊,基于C语言编写求解热装组合式支承辊轧机弹性变形的程序,模拟出组合式支承辊轧机在不同弯辊力、板宽度及窜辊量条件下的辊系挠度分布及辊间弹性压扁量,并将其与整体式支承辊冷轧机的弹性变形进行比较。
工作辊直径为535 mm,辊套外径为1 355 mm,辊身长度为1 280 mm,带材宽度1 020 mm,入口和出口厚度分别为3 mm和2.16 mm,轧制速度3.811 7 m/s,总轧制压力设定值8.44 MN。表1所示为组合式支承辊辊套和辊芯基本参数。
表1 组合式支承辊参数
Table 1 Parameters of composite back-up roll

图4和图5所示为辊套厚度为270 mm时不同弯辊力、板宽度及窜辊量对组合式支承辊的辊间压扁横向分布和挠度横向分布的影响,分析不同弯辊力的影响时,板宽度定为1 020 mm且无窜辊。分析板宽度影响时,弯辊力定为20×104 N且无窜辊。分析窜辊量影响时,板宽度定为1 020 mm且无弯辊。

图4 组合式支承辊的辊间压扁横向分布
Fig. 4 Flattening distribution of composite back-up roll along longitudinal direction
由图4(a)可见:随着工作辊弯辊力的增加,辊间压扁横向分布出现由中间凸到中间凹的变化过程,变化幅度不大。由图4(b)可见:板带宽度较窄时,辊间压扁呈现中间凸的分布规律,但轧制较宽的板带时则呈现中间凹的分布规律且横向分布趋于均匀。由图4(c)可见:随着工作辊窜辊量的增加,辊间的接触宽度会逐渐变窄,辊间压扁的横向分布出现非对称分布,并且辊间压扁横向分布的非对称程度逐渐增大,窜辊量为100 mm时左右两端的辊间压扁差值超过30 μm。

图5 组合式支承辊的挠度横向分布
Fig. 5 Defection distribution of composite back-up roll along the longitudinal direction
由图5(a)和(c)可见:由于弯辊力和窜辊量直接作用在工作辊上,间接影响辊系的弹性变形,弯辊力变化和窜辊量对组合式支承辊挠度的影响分别不超过0.7 μm/(10×104 N)和0.8 μm/100 mm;由图5(b)可见:因板宽度直接影响工作辊与轧件接触面积、接触应力以及轧制力,对辊系弹性变形影响比较明显,带材宽度变化对挠度的影响达到1.8 μm/100 mm。
5 结论
(1) 随着工作辊弯辊力和板宽度的增加,组合式支承辊辊间压扁产生由中间凸到中间凹的变化,且横向分布趋于均匀。
(2) 随着工作辊窜辊量的增加,组合式支承辊辊间压扁出现非对称分布的情况,且非对称程度逐渐增大,窜辊量为100 mm时左、右两端的辊间压扁差值超过了30 μm;
(3) 弯辊力和窜辊量变化对组合式支承辊挠度的影响比较小,分别不超过0.7 μm/(10×104 N)和0.8 μm/100 mm,带材宽度变化对挠度的影响比较明显,达到1.8 μm/100 mm。
参考文献:
[1] 于瑞芝, 刘成业. 我国支承辊材料的发展过程及热处理工艺简介[J]. 大型铸锻件, 2007, 5: 46-48.
YU Ruizhi, LIU Chengye. The introduction about the development and heat-treat for the material of back-up roll in our country[J]. Heavy Casting and Forgings, 2007, 5: 46-48.
[2] 向勇, 杨建军, 刘建华. 组合式轧辊轧制过程的稳定性分析[J]. 中南大学学报: 自然科学版, 2009, 40(1): 164-168.
XIANG Yong, YANG Jianjun, LIU Jianhua. The stability analyse of rolling process aboout the composite back-up roll[J]. Journal of Central South University: Natural Science, 2009, 40(1): 164-168.
[3] Kima H Y, Kimb C, Bae W B, et al. Development of optimization technique of warm shrink fitting process for automotive transmission parts(3D FE analysis)[J]. Journal of Materials Processing Technology, 2007(187/188): 458-462.
[4] SUN Dengyue, ZHANG Yuanfang, ZHA Xianwen, et al. Analyzing of the thermal stress and fatigue life of the liquid core heavy reduction rolling mill's roller[J]. Applied Mechanics and Materials, 2010, 37/38: 166-170.
[5] SUN Dengyue, ZHANG Yuanfang, ZHA Xianwen, et al. Study on the roller’s thermal stress of the liquid core heavy reduction rolling mill[J]. Applied Mechanics and Materials, 2010, 29/32: 1380-1384.
[6] SUN Dengyue, WEI Zhihe, ZHOU Huifeng, et al. The research of big internal cooled backup roll with numbers of sleeves assembled together[J]. Applied Mechanics and Materials, 2009, 16/17/18/19: 1203-1207.
[7] SHI Juyan, XIE Guisheng, CHANG Jingyuan, et al. Effect of valence electron structure on temper process and hardness of the supersaturated carburized layer[J]. Journal of Wuhan University of Technology, 2010, 25(2): 127-134.
[8] 连家创, 刘宏民. 板厚板形控制[M]. 北京: 兵器工业出版社, 1995: 37-75.
LIAN Jiachuang, LIU Hongming. The control of slab thickness and shape[M]. Beijing: Weapons Industry Press, 1995: 37-75.
[9] 罗伯茨 W L. 冷轧带钢生产[M]. 北京: 冶金工业出版社, 1985: 111-114.
Roberts W L. The production of cold strip rolling[M]. Beijing: Meatallurgical Industry Press, 1985: 111-114.
[10] 江桂云, 王勇勤, 严兴春. 六辊轧机辊系弹性变形研究[J]. 四川大学学报: 工程科学版, 2010, 42(1): 238-242.
JIANG Guiyun, WANG Yongqing, YAN Xinchun. Research on the elastic deformation of rollers in 6-H mill[J]. Journal of Sichuan University: Engineering Science Edition, 2010, 42(1): 238-242.
[11] 林秉敬. 六辊可逆冷轧板形分析模型研究[D]. 重庆:重庆大学机械工程学院, 2008: 1-75.
LIN Binjing. Research in reversible six-high cluster mill profile model[D]. Chongqing: College of Mechanical Engineering, Chongqing University, 2008: 1-75.
[12] 袁文伯. 工程力学手册[M]. 北京: 煤炭工业出版社, 1988: 56-237.
YUAN WenBo. The handbook of engineer mechanics[M]. Beijing: Coal Industry Press, 1988: 56-237.
[13] 白振华. 带钢平整板形控制技术的开发研究[D]. 秦皇岛: 燕山大学机械工程学院, 2002: 81-108.
BAI Zhenghua. The development and research on the shape control during strip leveling process[D]. Qinhuangdao: College of Mechanical Engineering Yanshan University, 2002: 81-108.
[14] WANG Dongcheng, PENG Yan, LIU Hongmin. A high-speed rolling force model for thin strip and temper rolling[C]//International Conference on Mechanical Engineering and Mechanics, Wuxi, China: Science Press USA Inc., 2007: 808-812.
[15] 王东城, 马庆龙, 刘宏民. 冷轧带钢平整机支撑辊辊型优化技术的研究[J]. 钢铁, 2009, 44(8): 56-59.
WANG Dongcheng, MA Qinglong, LIU Hongmin. Study of backup roll contour optimization for cold strip temper rolling mill[J]. Iron & Steel, 2009, 44(8): 56-59.
(编辑 邓履翔)
收稿日期:2012-09-10;修回日期:2012-12-05
基金项目:国家自然科学基金资助项目(50775196);河北省博士后科研项目(2011)
通信作者:董永刚(1974-),男,陕西岐山人,博士,副教授,从事组合式冷轧支承辊综合性能分析及辊型优化理论研究;电话:0335-8077351;E-mail:d_peter@163.com

