锌基合金挤压型材的组织与性能
林高用1, 2,郑小燕1,曾菊花1,孙利平1
(1. 中南大学 材料科学与工程学院,湖南 长沙,410083;
2. 中南大学 有色金属材料科学与工程教育部重点实验室,湖南 长沙,410083)
摘 要:对自行研制的一种锌基合金(可取代HPb59-1黄铜)的挤压型材组织与性能进行研究,并与某厂研制的一种锌基合金进行比较。结果表明:自行研制的锌基合金在挤压温度为350 ℃,挤压比为17.5和挤出速度为20 mm/s的挤压工艺下可顺利实现挤压成形;挤压所得表链型材抗拉强度达到375 MPa,切削性能良好,组织致密,表面质量好;挤压后合金组织为完全再结晶组织,其局部还出现再结晶晶粒聚集长大的现象;在人造海水中腐蚀30 d后没有明显的晶间腐蚀倾向。
关键词:锌基合金;挤压型材;切削性能;抗拉强度;显微组织;腐蚀
中图分类号:TG146.1 文献标识码:A 文章编号:1672-7207(2008)02-0246-05
Microstructure and properties of extruded profiles of zinc-based alloys
LIN Gao-yong1, 2, ZHENG Xiao-yan1, ZENG Ju-hua1, SUN Li-ping1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. The Key Laboratory of Nonferrous Metal Materials Science and Engineering,
Ministry of Education, Central South University, Changsha 410083, China)
Abstract: The extruded profile’s microstructure and properties of a self-developed zinc-based alloy which can replace HPb59-1 brass were studied and compared with a zinc-based alloy prepared in a factory. The results show that the feasible extrusion process of the self-developed zinc-based alloy is obtained when heated to 350 ℃, extruded with a ratio of 17.5, extruded at the rate of 20 mm/s; the tensile strength σb of the extruded chain profile is 375 MPa. The profile has good cutting performance, dense microstructure and excellent surface quality. Complete re-crystallization and local grain coarsening take place in the extruded profile; especially, there is no obvious tendency of inter-crystalline corrosion after exposed in manmade sea water for 30 d.
Key words: zinc-based alloy; extruded profile; cutting performance; tensile strength; microstructure; corrosion
自20世纪30年代以来,在全世界范围内开始出现铜资源紧张的局势,导致铜原料价格越来越昂贵。我国铜资源先天不足,进行铜替代材料的研究迫在眉睫。我国锌资源非常丰富,且锌基合金制备工艺简单,能耗低,污染小[1-7],因此,以锌代铜是一种较为理想的选择。锌基合金之所以没有获得广泛应用,主要是因为其塑性低,难以实现挤压成形,且存在严重的晶间腐蚀倾向,在取代铅黄铜时其切削性能很难达到加工要求。目前,国内对此类锌基合金的研究极少,尚无此类锌基合金挤压型材的报道。国外学者在这方面开展过相关研究,例如德国在寻找黄铜代用品方面开发了 成分为 Zn-(3.7~4.0)%Cu-(0.2~0.3)%Mg-(0.05~0.2)% Al-(0.25~0.4)%Bi的锌基合金,主要应用于对高速切削质量要求极为严格的加工过程。该合金的缺点是力学性能及尺寸稳定性差,虽然一些研究者[2-3]指出该合金在280~350 ℃范围内容易挤压成形,但生产这种材料的挤压棒材时并未成功。目前,国内对Zn-Cu系合金的热挤压及其组织与性能的研究很少。经多次试验,本文作者研制了一种具有良好切削性能和力学性能的无铅Zn-2.54Cu(其中数值为质量分数,%)基合金并实现了其挤压成形[8-9],在此,研究该锌基合金挤压型材的组织与性能。
1 试验方案
1.1 试验材料
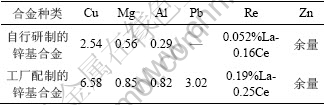
所用试验材料是自行研制的一种具有良好切削性能和综合力学性能的锌基合金。将这种合金与某厂研制的1种含铅锌基合金进行比较[9],结果表明,这2种合金均具有一定的热塑性,通过制定合理的挤压工艺可实现其挤压成形。2种合金的实测化学成分,如表1所示。
表1 锌基合金化学成分
Table 1 Composition of zinc based alloy w/%
1.2 挤压工艺参数
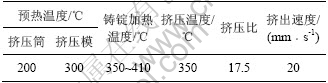
经多次试验[9],确定用最大挤压力为2 kN的挤压机,挤压筒内径为45 mm,挤压锭直径×长度为40 mm×100 mm,其挤压工艺参数如表2所示。
表2 挤压工艺参数
Table 2 Extrusion processing parameters
1.3 检测与分析
在CSS44100万能电子拉伸试验机上测试抗拉强度。截取自制锌基合金挤压态和工厂研制的锌基合金挤压型材做成拉伸试样,试样尺寸为:标距25 mm,标距处宽6 mm,厚2 mm。切削实验在普通钻床上用直径为0.8 mm的钻头进行钻削,且在钻削过程中不加切削液,也不加冷却液。对自制锌基合金挤压型材在人造海水中进行腐蚀性能测试(暴露30 d)。取钻削、拉伸试样断口、挤压型材的金相试样和腐蚀试样,在KYKY-2800扫描电镜上进行扫描分析。
2 试验结果及分析
2.1 挤压试验
用表2所示的挤压工艺,对表1中的2种锌基合金均挤压出一种表链用型材,如图1所示。由图1可见,本文作者所研制的锌基合金挤压所得的表链型材(图1(a)),表面光亮,型材平直;而某厂所研制的锌基合金勉强能进行挤压成形,且挤出的型材在几米长内出现几次断裂。这是由于该厂在配制锌基合金时,为了提高其切削性能而加入了含量大于2.5%的Pb,铅在锌合金中易形成脆性化合物[4],不利于锌合金的热挤压加工。由图1可见,该锌基合金挤压型材(图1(b))表面粗糙,色泽暗淡,肉眼即可观察到表面的缩松和裂纹,以及表面因铅粒在高温下熔化留下的孔洞。

(a) 自行研制;(b) 某厂研制
图1 2种锌基合金挤压型材实物照片
Fig.1 Actual images of two zinc based extruded profiles
2.2 切削性能比较
对2种锌基合金挤压态试样进行钻削试验。在钻削过程都产生了发热和切屑粘钻头的现象,但作者自制的锌基合金挤压型材在钻削时产生的发热现象比某厂研制的锌基合金所产生的发热现象弱。对二者切屑进行扫描分析,结果如图2和图3所示。由图2可见,作者自制锌基合金挤压型材的切屑既有碎条状也有片状,但几乎没有孔洞。该合金在熔铸过程中形成了稀土化合物等脆性相,经过挤压变形后,合金中的这些脆性相被破碎并弥散分布[10-11],有利于提高其切削性能,可满足使用要求。图3 所示为某厂研制的锌基合金挤压型材的切屑形貌,其切屑虽然细碎,但切屑色泽灰暗,且孔洞较多,这是稀土和铅共同作用的结 果[10-11]。虽然该合金的切削性能较好,但其组织和其他性能不能满足使用要求。
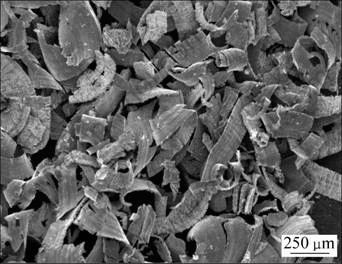
图2 自制锌基合金挤压态型材切屑形貌
Fig.2 Cutting image of self-developed zinc-based alloy’s extruded profile
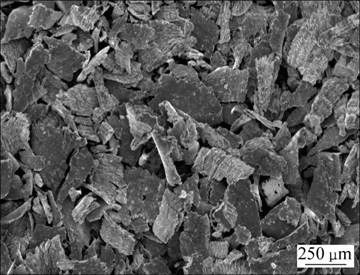
图3 工厂研制锌基合金挤压型材切屑形貌
Fig.3 Cutting image of zinc-based alloy’s extruded profile from a factory
2.3 自行研制的锌基合金挤压型材显微组织
图4所示为自行研制的锌基合金挤压态组织,可见其中存在2种基本组织,即被拉长的Zn-Cu相(ε相)和细小等轴的基体晶粒,基体组织中还可见一些局部由少数晶粒构成的大块状组织(图中箭头所指)。锌再结晶温度低于300 ℃,很容易发生再结晶[2-3, 12-13],该合金挤压温度达350 ℃,再加上由于塑性变形产生的温升,合金的实际变形温度已超过其再结晶温度,因此,在挤压过程中发生动态再结晶;由于挤压速度较慢,挤压变形的时间较长,型材挤出模孔后的冷却速度慢,合金有充分的时间发生静态再结晶和再结晶晶粒的长大,因而再结晶进行得很完全。
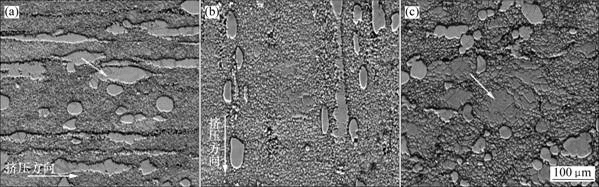
(a) 挤压型材法向平面;(b) 挤压型材纵截面;(c) 挤压型材横截面
图4 自行研制的锌基合金挤压型材组织
Fig.4 SEM images of self-developed zinc-based alloy’s extruded profile
2.4 力学性能及断口形貌比较
2种锌基合金力学性能的试验结果表明,作者自制的锌基合金挤压后抗拉强度σb=375 MPa,伸长率δ=2%,满足用户要求(σb≥320 MPa);某厂研制的锌基合金挤压后抗拉强度σb=270 MPa,伸长率δ=1%,不满足用户要求。
锌合金中加入铝、铜、镁可细化晶粒,提高合金强度。锌合金中加入稀土,当稀土加入量达到一定时,可在合金中形成稀土化合物,分布在晶界。稀土化合物自身显微硬度较高,为300~380 N[10-11],且其尺寸细小,可钉扎晶界,通过阻碍晶界移动来阻止晶粒长大,保持锌合金的细晶组织。此外,稀土化合物还可以钉扎位错,使位错产生塞积。这些因素都可以增大锌合金的塑性变形抗力,使稀土锌合金具有更高的强度和硬度。由于合金晶粒变得细小、均匀,受外力作用时,各晶粒内的塑性变形均匀,宏观上使锌合金的塑性也得到提高。
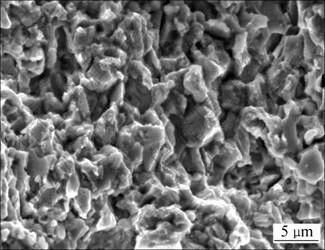
图5 自行研制锌基合金挤压型材拉伸断口形貌
Fig.5 Fracture image of self-developed zinc-based alloy’s extruded profiles
图5所示为自行研制的锌基合金挤压型材拉伸断口形貌。可见,该合金的宏观拉伸断口与拉伸力接近正交的平面,断口由韧窝和解理亮面共同组成,说明该锌基合金挤压型材具有一定的韧性,同时可见该挤压型材组织致密。图6所示为某厂研制的含铅锌基合金挤压型材拉伸断口形貌,宏观拉伸断口呈与拉伸力正交的平面,断口上几乎没有韧窝,且出现大量的孔洞,说明该挤压型材组织疏松,韧性极差。
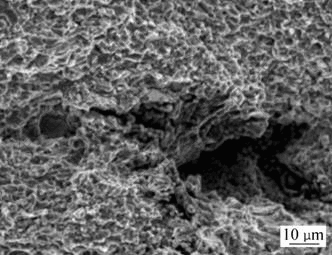
图6 某工厂研制的锌基合金挤压型材拉伸断口形貌
Fig.6 Fracture image of zinc-based alloy’s extruded profiles from a factory
2.5 自行研制的锌基合金腐蚀性能
图7所示是作者自行研制的锌基合金热挤压型材在人造海水中腐蚀30 d后的表面形貌。可见,试样表面已被腐蚀,形成了大量的网状组织,但没有明显的孔洞和脱落现象,表明基体产生的腐蚀均匀。由于在含Cl-的盐溶液中富Zn相,这是易受腐蚀的相[14],因此,与基体相比,Zn-Cu相(ε相)受到更严重的腐蚀。
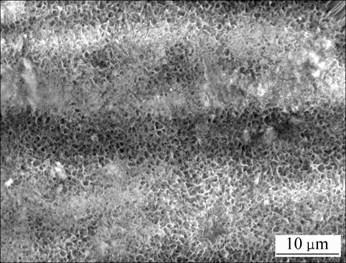
图7 自行研制的锌基合金腐蚀形貌
Fig.7 SEM image of self-developed corrosion appearance
图8 所示为腐蚀后试样边部的腐蚀形貌。可见,该锌基合金挤压态试样的腐蚀主要发生在与挤压方向平行的表面,且表面有腐蚀后留下的蚀坑;而与挤压方向垂直的表面腐蚀深度很小。从该锌合金每个腐蚀试样上都没有观察到晶间腐蚀现象,说明作者自行研制的锌基合金具有较强的抗晶间腐蚀能力,这主要是在锌基合金中添加了适量的铜元素所致[2, 15]。该合金具有腐蚀方向选择性特点,其原因有待深入研究。此外,为了进一步提高该合金的耐腐蚀性能,其表面处理技术也需深入研究。
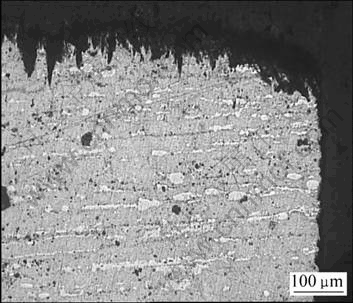
图8 自行研制的锌基合金腐蚀深度
Fig.8 Alloy’s corrosion depth of self-developed zinc based alloy
3 结 论
a. 所研制的一种无铅锌基合金在挤压温度为 350 ℃,挤压比为17.5和挤出速度为20 mm/s的条件下,可顺利实现挤压成形;挤压所得表链型材抗拉强度达到375 MPa,切削性能良好,组织致密,表面质量好。而某厂研制的一种含铅锌基合金虽然切削性能较好,但强度低,组织疏松,不能满足使用要求。
b. 所研制的锌基合金挤压后其组织中发生完全再结晶,局部还出现再结晶晶粒长大的现象。
c. 所研制的锌基合金挤压型材在人造海水中暴露30 d后没有明显的晶间腐蚀倾向,该合金具有广阔的应用前景。
参考文献:
[1] 包小波, 黄其兴. 世界锌技术经济[M]. 北京: 冶金工业出版社, 1996.
BAO Xiao-bo, HUANG Qi-xing. Zinc technical economics in the world[M]. Beijing: Metallurgical Industry Press, 1996.
[2] Cheralier P. Znic[C]//ASM International. Canada, 2000.
[3] 熊道陵, 胡岳华, 覃文庆, 等. 用新型有机抑制剂选择性浮选分离铁闪锌矿与毒砂[J]. 中南大学学报: 自然科学版, 2006, 37(4): 670-674.
XIONG Dao-ling, HU Yue-hua, QIN Wen-qing, et al. Selective flotation separation of marmatite from arsenopyrite by organic depressant[J]. Journal of Central South University: Science and Technology, 2006, 37(4): 670-674.
[4] 孙连超, 田荣璋. 锌及锌合金物理冶金学[M]. 长沙: 中南工业大学出版社, 1994.
SUN Lian-chao, TIAN Rong-zhang. Physical metallurgy of zinc and Zn-alloy[M]. Changsha: Central South University of Technology Press, 1994.
[5] 琚宏昌. 4 m×60 m回转窑托轮轴瓦应用锌合金替代铜合金的可行性研究[J]. 安阳大学学报, 2003, 7(3): 10-14.
JU Hong-chang. The feasibility studies of Zn-alloy replacing Cu-alloy as supporting wheel axle bush material of 4 m×60 m rotary kiln[J]. Journal of Anyang University, 2003, 7(3): 10-14.
[6] 龚 冰, 王 涛, 张红梅. 新型锌基合金在汽车上的应用[J]. 重型汽车, 1997(4): 25-26.
GONG Bing, WANG Tao, ZHANG Hong-mei. Application of new zinc-based alloys on automobile[J]. Heavy Truck, 1997(4): 25-26.
[7] 黄国保. 代铜高强度锌合金的研究[J]. 特种铸造及有色合金, 1990, 10(5): 11-16.
HUANG Guo-bao. Research of high strength zinc alloy replacing cupper alloy[J]. Special Casting & Nonferrous Alloys, 1990, 10(5): 11-16.
[8] 林高用, 肖 弦, 郑小燕. 锌合金切削性能的研究[J]. 矿冶工程, 2006, 25(5): 68-70.
LIN Gao-yong, XIAO Xian, ZHENG Xiao-yan. Study on the cutting property of Zn-alloy[J]. Mining and Metallurgical Engineering, 2006, 25(5): 68-70.
[9] 肖 弦. 一种高强度易切削锌合金挤压型材的研制[D]. 长沙: 中南大学材料科学与工程学院, 2006: 15-20.
XIAO Xian. The research of a high strength and free-cutting Zn-alloy[D]. Changsha: School of Materials Science and Engineering, Central South University, 2006: 15-20.
[10] 杜 挺. 稀土元素在金属材料中的作用与机理[J]. 中国有色金属学报, 1996, 6(2): 13-17.
DU Ting. Action and philosophy of rare earth elements on metal material[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(2): 13-17.
[11] 刘金水, 谢贤清, 苒 冰. Ce对ZA合金组织与性能的影响[J]. 中国有色金属学报, 1998, 8(Suppl 1): 6-10.
LIU Jin-shui, XIE Xian-qing, RAN Bing. Effects of Ce on the microstructure and properties of ZA alloy[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(Suppl 1): 6-10.
[12] Ma D, Li Y, Jones H, et al. Unidirectional solidification of a Zn-rich Zn-2.17%Cu hypo-peritectic alloy[J]. Science and Technology of Advanced Material, 2001(2): 127-130.
[13] Dorantes-Rosales H J, Lopez-Hirata V M, Mendez-Velazquez J L, et al. Microstructure characterization of phase transformations in a Zn-22%Al-2%Cu[J]. Journal of Alloy and Compounds, 2000, 3(5): 154-160.
[14] 陈美玲, 葛继平, 丁立英, 等. ZA合金的耐蚀性[J]. 中国有色金属学报, 1995, 5(4): 136-140.
CHEN Mei-ling, GE Ji-ping, DING Li-ying, et al. The corrosion resistance of ZA alloys[J]. The Chinese Journal of Nonferrous Metals, 1995, 5(4): 136-140.
[15] 张忠明, 王锦程. 铝、铜、镁对铸态锌基合金组织和阻尼性能的影响[J]. 中国有色金属学报, 1999, 9(1): 1-6.
ZHANG Zhong-ming, WANG Jing-cheng. Effects of Al, Cu, Mg on the microstructure and damping properties of cast zinc-based alloys[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 1-6.
收稿日期:2007-05-25;修回日期:2007-07-26
基金项目:云南省省院省校科技合作计划项目(2003UABAB05A050);中南大学学生创新性实验计算项目(LC07117)
通信作者:林高用(1966-),男,湖南洞口人,博士,教授,从事材料制备与加工工艺研究;电话:0731-8830266;E-mail: gylin6609@yahoo.com.cn

