网络首发时间: 2018-07-09 13:56
稀有金属 2019,43(06),577-584 DOI:10.13373/j.cnki.cjrm.xy18060011
AZ31Mg/6061Al超声波焊接及其界面性能分析
李铭锋 朱政强 张义福 潘东 肖乾坤
摘 要:
镁和铝合金在现代工业中应用越来越广泛, 但是其焊接性能差。超声波焊接作为一种固态连接方法在焊接镁铝异质合金方面具有其优越性。研究不同焊接工艺参数组合对AZ31Mg/6061Al异质合金超声波焊接界面性能的影响机制。采用正交试验结合回归分析建立回归方程并优化设计AZ31Mg/6061Al异质合金超声波焊接参数;利用显微硬度计、扫描电镜 (SEM) 、能谱仪 (EDS) 、 X射线衍射仪 (XRD) 和3D景深显微分析等研究了接头的界面反应行为和结合性能。结果表明:在最佳参数下 (功率WP=1400 W, 时间t =700 ms, 压力WF=1145.11 N) 接头实现有效结合, 连接面出现机械互锁并伴有少量不连续的金属间化合物 (IMC) 层, 拉伸时失效形式为具有一定延性的Al侧断裂, 拉剪力达1007 N;在高频振动和高应变率作用下加速了界面元素的互扩散速率;当焊接参数为功率WP=1600 W, 时间t =900 ms, 压力WF=1145.11 N时IMC层厚度达23μm;这种连续的IMC层由Al12 Mg17 和Al3 Mg2 两种脆性相组成, 析出顺序为Al12 Mg17 , Al3 Mg2 , 其中Al3 Mg2 具有更快的长大速度。IMC层是降低Mg/Al异质接头综合机械性能的主要因素。
关键词:
AZ31Mg/6061Al异质合金 ;优化设计 ;超声波焊接 ;IMC层 ;
中图分类号: TG453.9
作者简介: 李铭锋 (1991-) , 男, 广西梧州人, 硕士研究生, 研究方向:异质金属焊接中多相IMCs调控, E-mail:lmfg007@163.com; *朱政强, 教授;电话:18679858610;E-mail:zhuzhq01@126.com;
收稿日期: 2018-06-07
基金: 国家自然科学基金委员会-中国科学院天文联合基金项目 (U1731118) 资助;
AZ31Mg/6061Al Ultrasonic Welding and Interface Performance Analysis Li Mingfeng Zhu Zhengqiang Zhang Yifu Pan Dong Xiao Qiankun
Key Laboratory for Robot & Welding Automation of Jiangxi Province, School of Mechanical & Electrical Engineering, Nanchang University
School of Mechanics & Materials Engineering, Jiujiang University
Abstract:
Magnesium and aluminum alloys are more and more widely used in modern industry, however, their welding performance is very poor. Ultrasonic welding as a solid-state method has advantages in welding magnesium-aluminum alloys.Here the influence mechanisms of different welding process parameters on the interface properties of ultrasonic welding of AZ31 Mg/6061 Al alloy were studied. Orthogonal test and regression analysis were used to optimize the ultrasonic welding parameters of AZ31 Mg/6061 Al alloy. The interfacial reaction behavior and binding properties of the joints were investigated using microhardness tester, scanning electron microscope (SEM) , energy dispersive spectrometer (EDS) , X-ray diffraction (XRD) and 3 D depth-of-field microscopic analysis. The results showed that the joints were effectively combined under the optimal parameters (WP=1400 W, t =700 ms, WF=1145.11 N) . The joints were mechanically interlocked and there were a few discrete intermetallic compound (IMC) layer. The tensile failure occurred in the form of a certain ductile Al-side fracture and the tensile load was 1007 N. The interdiffusion rate of interfacial elements was accelerated under the action of high frequency vibration and high strain rate. When the welding parameterswere WP=1600 W, t =900 ms, WF=1145.11 N, the thickness of the IMC layer reached 23 μm. This continuous IMC layer consisted of brittle Al12 Mg17 and Al3 Mg2 phases, and the precipitation sequence was Al12 Mg17 and Al3 Mg2 , in which Al3 Mg2 had a faster growth rate. The IMC layer was the main factor to reduce the comprehensive mechanical properties of Mg/Al join.
Keyword:
AZ31Mg/6061Al heteroalloy; optimized design; ultrasonic welding; IMC layer;
Received: 2018-06-07
目前在汽车轻量化的发展下要求减轻车身重量以提高燃料效率及实现节能减排, 由于镁合金与铝合金具有密度低、 比强度和比刚度高等诸多优点正越来越多地应用于汽车工业中以代替钢材来实现车身减重
[1 ,2 ,3 ,4 ]
。 而如何连接这两种材料以更有效地交叉利用其最佳性能成为研究者感兴趣的课题
[5 ]
。 镁铝异质合金熔焊过程中由于在液相中扩散率很高, 焊缝中迅速形成大量的β-Al3 Mg2 和γ-Al12 Mg17 两种脆性金属间化合物 (IMC) 而降低接头力学性能
[6 ,7 ]
。 为了实现镁铝异质合金的性能更好地结合, 开发镁铝异质合金可靠的连接工艺是及其重要的, 因此固相连接技术如搅拌摩擦焊 (FSW) 、 搅拌摩擦点焊 (FSSW) 和扩散焊等由于其热输入和时间的可控性等特点对镁铝异质合金进行焊接也越来越备受关注
[8 ,9 ,10 ,11 ]
, 有许多研究表明搅拌摩擦焊已经成功应用于镁和铝异质金属焊接
[12 ,13 ]
。
超声波焊接 (USW) 是利用高频振动波传递到两个母材表面, 在压力作用下使两个母材表面相互摩擦而实现结合的固相连接技术。 虽然超声波焊接在20世纪50年代就开始应用于异质金属焊接, 但到目前为止高功率的超声波系统也只能对较薄的金属板材 (~2 mm) 进行焊接
[14 ,15 ]
, 因此对镁铝异质合金进行超声波焊接的研究目前还很少
[16 ,17 ]
。 Prangel等研究了超声振动能量及焊接时间对Mg/Al异质金属超声波点焊接头性能的影响, 在优化后的工艺参数下异质接头的拉剪强度可达到同质镁合金超声波点焊接头的强度, 但焊缝在拉伸时未出现熔核拔出的失效形式, 这由于接头中生成Mg-Al脆硬金属间化合物使其断裂能降低
[18 ,19 ]
。 在超声波焊接中可调节参数较多, 主要包括焊接功率 (WP) 、 焊接时间 (t ) 和焊接压力 (WF) , 因此优化焊接工艺参数对提升镁铝异质合金接头力学性能和分析其界面组织变化具有重要意义。
1 实 验
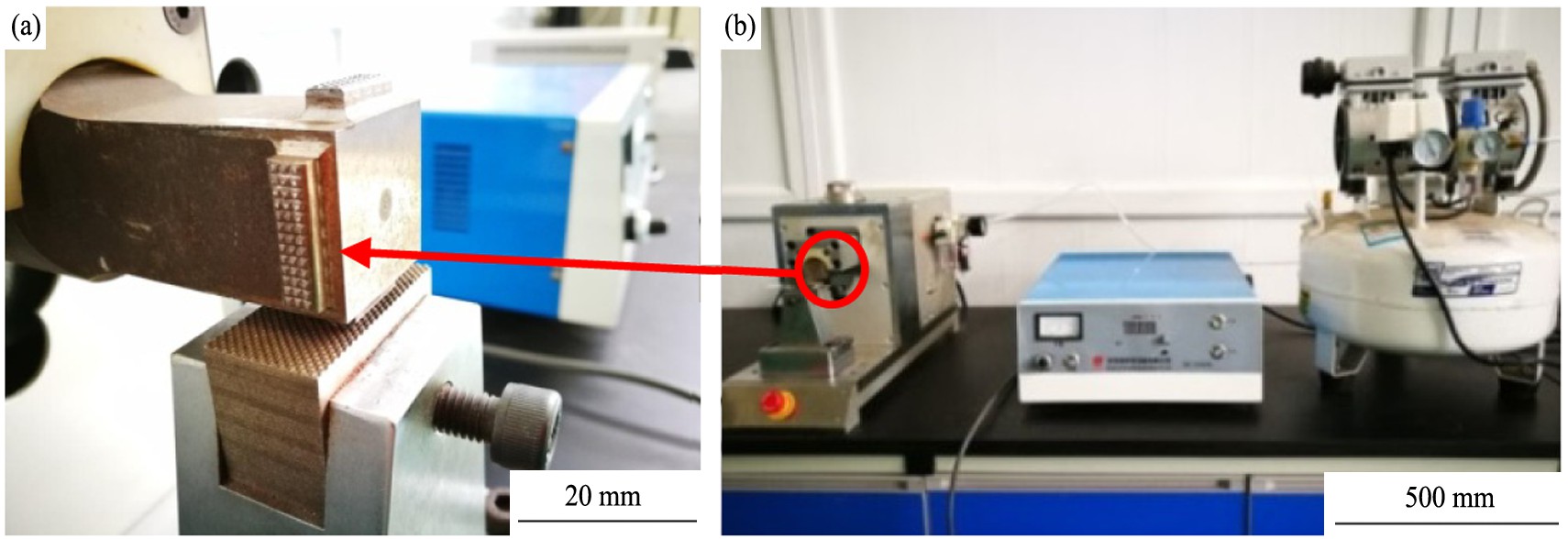
采用厚度为0.5 mm的AZ31Mg和6061Al进行镁上铝下搭接超声波点焊试验, 材料化学成分如表1所示, 样品的规格为100 mm×20 mm×0.5 mm, 搭接量为40 mm。 试验使用的超声波点焊设备型号为NC-2020A (如图1所示) , 焊接超声振动频率为20 kHz, 最大输出功率为2 kW, 超声波焊点面积为15 mm×6 mm。
由于超声波焊机的可视化压力参数为设备配套装置的气缸压强, 而加载到试样的静压力即焊极的压力则需要通过式 (1) 进行计算
[20 ]
:
W F = P π D 2 4 ? ? ? ? ? ? ? ? ? ( 1 )
W
F
=
Ρ
π
D
2
4
?
?
?
?
?
?
?
?
?
(
1
)
表1 AZ31Mg和6061Al合金化学成分表
Table 1 Chemical composition of AZ31Mg and 6061Al (%, mass fraction )
AZ31 Mg
Al
Si
Ca
Zn
Mn
Cu
Mg
3.2
0.07
0.04
1.2
0.8
0.01
Bal.
Cu
Si
Fe
Mn
Mg
Zn
Ti
Cr
Al
0.15~0.40
0.4~0.8
0.7
0.15
0.8~1.2
0.25
0.15
0.04~0.35
Bal.
图1 超声点焊设备及焊极形状
Fig.1 Ultrasonic spot welding equipment (a) and sonotrode shape (b)
式中P 为超声波焊机气缸压强 (MPa) ; D 为气缸直径 (54 mm) ; WF为加载到试样的静压力即焊接压力 (N) 。
设计正交试验评估超声波焊接工艺参数对响应值 (拉剪力Fτ ) 的显著性影响, 经过前期大量试验, 最终正交试验选择的3因素与3水平的值以及试验所得响应值的数据如表2所示, 其中选择的气缸压强水平为0.3, 0.4和0.5 MPa, 通过式 (1) 计算对应的焊接压力为687.07, 916.06和1145.11 N; 采用回归模型研究焊接参数与响应值之间的统计关系。
焊前使用320目砂纸打磨工件表面氧化层, 并用丙酮祛除搭接接头附近20 mm处油污, 每组试验焊接3个试样进行拉伸试验, 拉伸加载速度为 1 mm・min-1 , 取其拉剪力的平均值作为正交试验的响应数据。 用线切割从焊缝中心切出横截面, 然后采用标准金相技术制备试样来观察焊缝界面成型质量; 采用扫描电镜 (SEM) 分析接头横截界面的连接情况和金属间化合物的厚度; 采用能谱 (EDS) 和X射线衍射 (XRD) 对分析界面生成的金属间化合物的成分; 采用参数为25 gf 和保压 10 s去评价焊缝的显微维氏硬度; 采用3D景深显微分析系统 (型号: CIA800-3D) 观察表面压痕深度以评价各工艺参数对接头强度影响。
2 结果与讨论
2.1 参数优化分析
采用Mintab软件分析L9 (34 ) 正交表中各参数的对响应值的显著性, 由表3信噪比的方差分析可知, 所有因子的P 值均小于0.05, 说明这些因子与响应值是显著的, 而功率的P 值最小, 说明其对响应的影响最为显著, 其次是时间, 对响应值影响最小的是压力。 拟合优度R 2 越靠近100%说明模型与数据拟合越好, 而本次拟合优度R 2 =99.3%, 说明本次模型可以被接受的。 由图2信噪比的主效应图可知, 预测的试验的最佳参数为: WP=1400 W, t =700 ms, WF=1145.11 N。 表3中SS为偏差平方和, 而S eq SS, A dj SS, A dj MS分别为连续偏差平方和、 调整后的偏差平方和以及调整后和平均后的偏差平方和, 在Minitab软件中可以直接获取其结果。
表2 L9 (34) 正交表和响应数据
Table 2 L 9 3 4 orthogonal tables and response data
Number
WP/W
t /msWF/N
Tensile load Fτ /N
Fracture form
1400
700
687.07
1007
Interfacial fracture
1400
800
916.06
1007.5
Al side fracture
1400
900
1145.11
971.5
Al side fracture
1500
700
916.06
968.0
Al side fracture
1500
800
1145.11
961.5
Al side fracture
1500
900
687.07
801.3
Interfacial fracture
1600
700
1145.11
921.4
Al side fracture
1600
800
687.07
738.5
Interfacial fracture
1600
900
916.06
715.3
Interfacial fracture
表3 信噪比的方差分析
Table 3 Variance analysis of SN ratios
Source
Degree of freedom
S eq SSA dj SSA dj MSF P
2
6.3517
6.35167
3.17583
77.13
0.013
t 2
2.8762
2.87615
1.43808
34.92
0.028
2
1.7111
1.71108
0.85554
20.78
0.046
2
0.0824
0.08236
0.04118
8
11.0213
Note: S =0.2029, R 2 =99.3%, R 2 (adj) =97.0%
对拉剪力Fτ 与功率WP、 时间t 和压力WF进行回归分析, 引入标准α =0.05, 剔除标准α =0.1, 方差分析结果如表4所示, 结合实验经验最后引入了功率WP、 时间t 和压力WF 3个指标, 回归方程具有统计学意义 (F =149.51, P <0.001) , 调整R 2 =98.24%, 表明回归关系可解释拉剪力Fτ 总变异的98.24%。 由图3标准化残差的正态概率图可以看出标准化残差介于-20~20之间, 且数据点基本呈一直线, 表明标准化残差呈正态分布。 经过回归最终得到的回归方程为: Fτ =2765-1.018WP-0.6805t +0.2239WF。 从回归方程也可以得出最佳设计参数为: WP=1400 W, t =700 ms, WF=1145.11 N。 采用方程预测最佳参数和另一组参数1600 W, 900 ms, 1145.11 N下接头的拉剪力Fτ 分别为1119.8和780.1 N, 对两组参数进行拉剪力测试平均值分别为1007和713.2 N, 它们之间的相对误差分别为11.2%和9.38%, 说明参数优化具有准确性。
图2 信噪比主效应图
Fig.2 Main effects plot for SN rations
表4 差分析结果
Table 4 Results of variance analysis
Source
Degree of freedom
A dj SSA dj SSF -valueP -value
3
105734
35244.7
149.51
0.000
1
62179
62179.4
263.77
0.000
t 1
27785
27784.8
117.87
0.000
1
15770
15769.7
66.90
5
1179
235.7
8
106913
Note: S =15.35, R 2 =98.9%, R 2 (adj) =98.24%, R 2 (pred) =95.70%
图3 标准化残差的正态概率图
Fig.3 Normal probability plot of standardized residuals
2.2 界面性能分析
采用SEM观察两组验证参数下的接头界面反应行为和结合情况如图4所示。 可看出接头结合完好, 无虚焊、 裂纹等缺陷, 焊接结合面存在细微的锯齿状, 这由于在超声波的高频振动和高应变率作用下, 表面受到线性平移的剪力和压力共同作用下迫使母材表面氧化膜破碎而形成局部界面贴合, 随着界面温升和局部软化, 迅速出现机械互锁而形成微焊进而扩展成焊缝, 在宏观下最佳参数的接头未观察到IMCs层如图4 (a) 所示, 但高倍率 (图5 (a) ) 观察下接头界面在局部区域已经形成薄的IMC层。 当焊接参数提升时, 接头界面局部的IMCs层迅速生长成较厚的且连续均匀的IMCs层如图4 (b) 所示。
图4 不同参数下接头的SEM图
Fig.4 SEM images of joint with different parameters
(a) 1400 W, 700 ms, 1145.11 N; (b) 1600 W, 900 ms, 1145.11 N
对图4接头界面区进行EDS线扫描和点扫描分析结果如图5所示, 可知虽然界面在较低焊接参数作用下尚未形成连续的IMC层, 但在超声波高应变率作用下提升了扩散速率, 接头界面间形成了约20 μm厚的互扩散层。 由图5 (b) 和表5可知当焊接参数为WP=1600 W和t =900 ms时界面的IMCs层厚度为约23 μm, 而IMCs层是由靠近镁侧γ-Al12 Mg17 和靠近铝侧β-Al3 Mg2 组成, 图6的XRD分析结果也表明界面形成Al12 Mg17 和Al3 Mg2 两种相。
Wang等
[21 ]
通过对Mg-Al反应扩散偶在633~693 K (360~420 ℃) 进行不同时间 (10 min~72 h) 等温退火处理, 通过建模来预测IMC的生长动力学, 并计算它们的扩散激活能如表6所示 (Q 1 和Q gb 分别为晶格和晶界扩散激活能) 。 IMC层扩散生长受到晶格扩散和晶界扩散两个因素影响, 由于镁在铝中扩散速率更大, 随焊接时间增长, 岛状的Al12 Mg17 首先界面形成并通过晶界扩散占优进行扩散 (激活能越高扩散越困难) 使得Al12 Mg17 迅速生长为均匀的连续层, 随着连续层的增厚阻碍了Mg扩散的进行。 此时Al3 Mg2 在Al12 Mg17 /Al之间形核并向Al12 Mg17 侧长大, 由于Al3 Mg2 的扩散激活能比Al12 Mg17 低, 所以其有更大的生长速度。 先形成的Al3 Mg2 相晶粒不断增大而减缓生长速率, 而Al3 Mg2 /Al之间新成核的Al3 Mg2 细小晶粒又得到迅速增长, 因为在小晶粒尺寸中晶界扩散占优势, 而Al3 Mg2 晶界扩散激活能 (45 kJ・mol-1 ) 很低, 使得更多小晶粒Al3 Mg2 得到快速长大, 最终接头界面形成由Al12 Mg17 和Al3 Mg2 组成的IMC层。
图5 接头EDS线扫描和点扫描图
Fig.5 EDS line scan and spot scan of joints with welding parameters
(a) 1400 W, 700 ms, 1145.11 N; (b) 1600 W, 900 ms, 1145.11 N
图6 接头区XRD图
Fig.6 XRD patterns of joint
(a) Mg side; (b) Al side
表5 EDS点扫描结果
Table 5 Results of EDS spot scanning (%, atom fraction )
Point position
Mg
Al
Possible phase
97.86
2.14
Mg
0.86
99.14
Al
12.97
87.03
Al+ Al3 Mg2
43.86
56.14
Al12 Mg17 +Al3 Mg2
59.43
40.57
Mg+ Al12 Mg17
97.45
2.55
Mg+ Al12 Mg17
表6 晶格和晶界扩散激活能
Table 6 Activation energy of lattice and grain boundary diffusion
[19 ]
(kJ ・mol -1 )
Q 1 Q gb
12 Mg17 155
78
3 Mg2 90
45
2.3 力学性能分析
在不同焊接压力下接头的正面和背面景深峰值如图7所示, 可知正面景深先变小后增大, 而背面景深峰值正相反, 这因为在合适的焊接压力作用下加速界面摩擦, 更高效地传递超声激励而实现界面机械互锁达到有效连接。 在687.07 N焊接压力作用下, 背部峰值景深值很小对铝合金截面没有削弱作用, 但接头界面未能有效结合, 断裂形式为界面撕裂且在拉伸时出现相对较小的拉剪力 (976 N) 。 而在焊接压力为916.09 N下, 对Al侧截面削弱较大, 拉伸强度反而有所下降; 而在最佳参数下, 平衡了铝截面的削弱程度和接头连接的有效性。
图7 焊接功率和时间分别为1400 W和700 ms的接头景深图
Fig.7 Depth maps of joints with welding power and time of1 4 0 0 W and 700 ms, respectively
(a) 687.07 N; (b) 916.09 N; (c) 1145.11 N
对接头进行拉剪试验时出现两种断裂形式如表2和图8所示, 由表2可知当断裂形式为Al侧断裂时, 接头的拉剪力较界面撕裂的大, 认为此类焊缝为有效焊缝, 从断口形貌图可看出断口由大量小面积的平滑表面组成, 还未形成脆性断裂典型的河流花样, 是准解离断裂, 表明接头存在一定的韧性, 由图9力-位移曲线也可以看出接头存在韧性; 在最佳参数下接头的平均拉剪力为1007 N, 较接近镁合金的最大拉力 (1221 N) , 结合界面性能分析可知最佳参数下局部区域形成较薄的IMC层, 但拉伸时接头没有脆断失效, 表明IMC层厚度未达到一定临界值时不会急剧地降低接头强度和延性。 在较大的焊接参数下接头出现界面撕裂失效形式如图8 (b) , 这是由于界面形成较厚的IMCs层导致焊缝界面脆化, 从断口形貌可知接头为脆性断裂, 并且断裂界面存在大量二次裂纹, 这由于界面形成由脆性相β-Al3 Mg2 和γ-Al12 Mg17 组成的IMCs层 (图4 (b) ) , 当接头受到拉剪力作用下, 首先从这些脆性相开始萌生裂纹, 随着拉剪力的增大裂纹扩展最终导致接头断裂失效, 如图9所示当接头达到最大拉剪力 (747 N) 时接头迅速撕裂脆断。
图8 Al-Mg焊缝断裂形式及断口形貌
Fig.8 Fracture form and fracture morphology of Al-Mg welds
(a) Al side fracture (1400 W, 700 ms, 1145.11 N) ; (b) Interface tear (1600 W, 900 ms, 1145.11 N)
图9 Al-Mg接头力-位移曲线和硬度曲线
Fig.9 Force-displacement (a) and hardness (b) curves of Al-Mg joints
接头的显微维氏硬度变化如图9所示, 硬度从镁侧到铝侧呈现出上升的趋势, 界面处的硬度高于母材镁的硬度, 而在大的焊接能量下界面硬度值更高, 结合显微分析可知这是由于IMC层存在脆硬的金属间化合物所致。
3 结 论
1. 采用正交试验和回归分析优化Mg/Al异质合金的超声波焊接参数, 获得最佳参数为: WP=1400 W, t =700 ms, WF=1145.11 N。 在最佳参数下获得有效连接接头, 界面未出现裂纹、 虚焊等缺陷, 拉剪时实现最大载荷为1007 N且接头失效形式为具有一定韧性的Al侧断裂。
2. 在高频振动和高应变率作用下, 随着界面快速的温升和局部软化, 加剧了Mg/Al之间的互扩散速率, USW过程Al12 Mg17 率先在界面成核长大, 而在Al侧形成扩散激活能较低的Al3 Mg2 , 其具有更快的长大速度, 因而焊接界面快速形成了较厚的由β-Al3 Mg2 和γ-Al12 Mg17 组成的连续IMC层。
3. 最佳焊接参数下局部区域形成较薄的IMC层对接头延性影响较小; 当焊接参数为WP=1600 W, t =900 ms, WF=1145.11 N时界面形成23 μm厚IMC层, 极大地降低接头延性, 接头为脆性断裂且断口存在大量二次裂纹; 由于IMC层存在, 界面硬度高于母材Mg的硬度。
参考文献
[1] Fridlyander I N, Sister V G, Grushko O E, Berstenev V V, Sheveleva L M, Ivanova L A.Aluminum alloys:promising materials in the automotive industry [J].Metal Science & Heat Treatment, 2002, 44 (9-10) :365.
[2] Li Y B, Li Y T, Lou M, Lin Z Q.Lightweighting of car body and its challenges to joining technologies [J].Journal of Mechanical Engineering, 2012, 48 (18) :44. (李永兵, 李亚庭, 楼铭, 林忠钦.轿车车身轻量化及其对连接技术的挑战 [J].机械工程学报, 2012, 48 (18) :44.)
[3] Choi D H, Ahn B W, Lee C Y, Yeon Y M, Song K, Jung S B.Formation of intermetallic compounds in Al and Mg alloy interface during friction stir spot welding [J].Intermetallics, 2011, 19 (2) :125.
[4] Wang P J, Qiao J S, Zhang Y Y, Zhao W J, Chen J H.Development of microstructures and mechanical properties of laser welded joint for spray formed 7055 high strength aluminum alloy [J].Chinese Journal of Rare Metals, 2017, 41 (7) :733. (王鹏建, 乔及森, 张阳羊, 赵文军, 陈剑虹.喷射成形7055铝合金激光焊接头组织性能研究 [J].稀有金属, 2017, 41 (7) :733.)
[5] Panteli A, Robson J D, Chen Y C, Prangnell P B.The effectiveness of surface coatings on preventing interfacial reaction during ultrasonic welding of aluminum to magnesium [J].Metallurgical & Materials Transactions A, 2013, 44 (13) :5773.
[6] Venkateswaran P, Xu Z H, Li X, Reynolds A P.Determination of mechanical properties of Al-Mg alloys dissimilar friction stir welded interface by indentation methods [J].Journal of Materials Science, 2009, 44 (15) :4140.
[7] Li L, Yu Z S, Zhang P L.Research status and development of laser welding of magnesium and aluminum dissimilar materials [J].Hot Working Technology, 2017 (17) :19. (李雷, 于治水, 张培磊.镁铝异种材料激光焊接的研究现状及发展 [J].热加工工艺, 2017, (17) :19.)
[8] Ma Y Z, Wu L, Long L P, Liu W S, Liu C.Microstructure and mechanic property of Mg/Al joints obtained by vacuum diffusion bonding [J].The Chinese Journal of Nonferrous Metals, 2017, 27 (6) :1083. (马运柱, 伍镭, 龙路平, 刘文胜, 刘超.Mg/Al真空扩散焊接头界面的显微组织和力学性能 [J].中国有色金属学报, 2017, 27 (6) :1083.)
[9] Choi D H, Ahn B W, Lee C Y, Yeon Y M, Song K, Jung S B.Formation of intermetallic compounds in Al and Mg alloy interface during friction stir spot welding [J].Intermetallics, 2011, 19 (2) :125.
[10] Firouzdor V, Kou S.Formation of liquid and intermetallics in Al-to-Mg friction stir welding [J].Metallurgical & Materials Transactions A, 2010, 41 (12) :3238.
[11] Dorbane A, Mansoor B, Ayoub G, Shunmugasamy V C, Imad A.Mechanical, microstructural and fracture properties of dissimilar welds produced by friction stir welding of AZ31B and Al6061 [J].Materials Science & Engineering A, 2016, 651:720.
[12] Firouzdor V, Kou S.Al-to-Mg friction stir welding:effect of material position, travel speed, and rotation speed [J].Metallurgical & Materials Transactions A, 2010, 41 (11) :2914.
[13] Kwon Y J, Shigematsu I, Saito N.Dissimilar friction stir welding between magnesium and aluminum alloys [J].Materials Letters, 2008, 62 (23) :3827.
[14] Bakavos D, Prangnell P B.Mechanisms of joint and microstructure formation in high power ultrasonic spot welding 6111 aluminium automotive sheet [J].Materials Science & Engineering A, 2010, 527 (23) :6320.
[15] Chen Y C, Bakavos D, Gholinia A, Prangnell P B.HAZ development and accelerated post-weld natural ageing in ultrasonic spot welding aluminium 6111-T4 automotive sheet [J].Acta Materialia, 2012, 60 (6-7) :2816.
[16] Patel V K, Bhole S D, Chen D L.Improving weld strength of magnesium to aluminium dissimilar joints via tin interlayer during ultrasonic spot welding [J].Science & Technology of Welding & Joining, 2013, 17 (5) :342.
[17] Panteli A, Robson J D, Brough I, Prangnell P B.The effect of high strain rate deformation on intermetallic reaction during ultrasonic welding aluminium to magnesium [J].Materials Science & Engineering A, 2012, 556:31.
[18] Robson J, Panteli A, Prangnell P B.Modelling intermetallic phase formation in dissimilar metal ultrasonic welding of aluminium and magnesium alloys [J].Science & Technology of Welding & Joining, 2012, 17 (6) :447.
[19] Panteli A, Chen Y C, Strong D, Zhang X, Prangnell P B.Optimization of aluminium-to-magnesium ultrasonic spot welding [J].JOM, 2012, 64 (3) :414.
[20] Xie C Y, Zhu Z Q, Wang X L.Numerical simulation on temperature and stress field in ultrasonic welding process for titanium alloy [J].Hot Working Technology, 2013, 42 (7) :140. (谢陈阳, 朱政强, 王小龙.钛合金超声波焊接温度场和应力场的数值模拟 [J].热加工工艺, 2013, 42 (7) :140.)
[21] Wang L, Wang Y, Prangnell P, Robson J.Modeling of intermetallic compounds growth between dissimilar metals [J].Metallurgical & Materials Transactions A, 2015, 46 (9) :4106.